



1.螺纹车刀几何角度对车螺纹的影响
螺纹车刀如图2-171所示,它通常装夹在弹性刀杆上使用,如图2-171b、c所示,这是为了在切削过程中偶遇受力不均匀时起缓冲作用而保护刀尖。车螺纹时,配合正确使用切削液,能降低加工表面的表面粗糙度值。
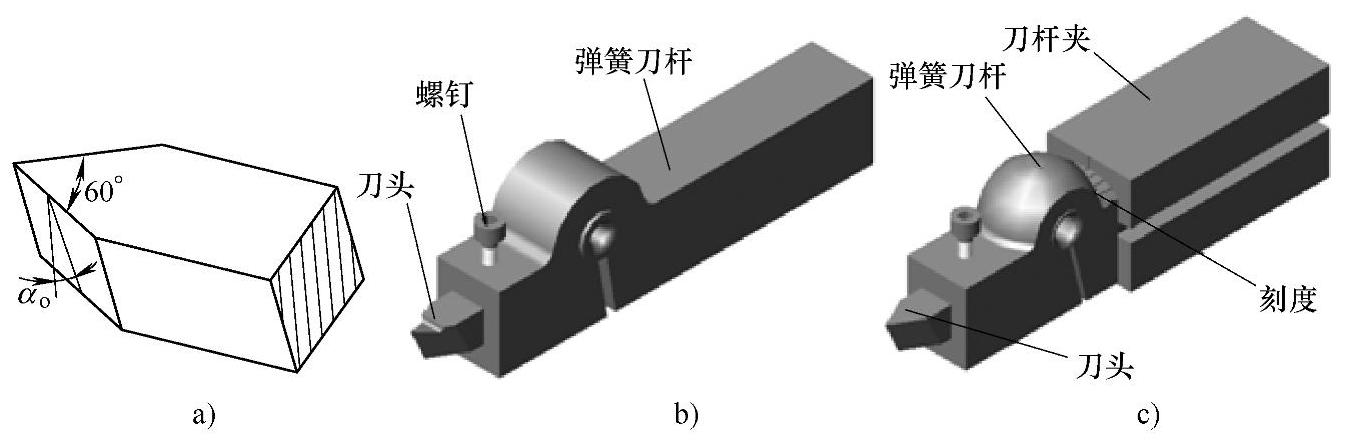
图2-171 螺纹车刀及其装夹
a)前角γo=0°的螺纹车刀 b)螺纹车刀装在普通弹性刀杆上 c)螺纹车刀装在转体刀夹内
(1)车刀前角对车螺纹的影响 螺纹车刀刀尖处的前角称为径向前角γo,从理论上讲,它是符合前角定义的,而两侧刃是不符合前角定义的,但习惯上仍称为前角。车削普通螺纹时,车刀的径向前角γo=0°,车刀的刀尖角εr,等于牙型角α,即εr=α=60°,这样,车出的螺纹牙型是正确的;当螺纹车刀的径向前角γo(图2-172)大于或小于0°时,车螺纹中两侧切削刃不平行于工件的轴线,车出的螺纹牙侧不是直线而是微曲线,并且,径向前角越大,牙型半角误差越大,即实际牙型角比标准的牙型角要大,车出的轴向牙型断面如图2-173所示。所以,在精车精度要求较高的螺纹工件时,为了保证牙型的准确,车刀的前角一般取0°~5°。
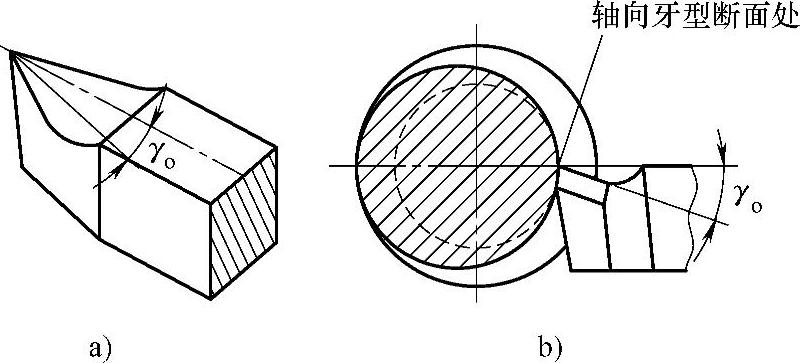
图2-172 径向前角γo>0°的螺纹车刀切削情况
a)径向前角γo>0°的螺纹车刀 b)γo>0°螺纹车刀切削工件
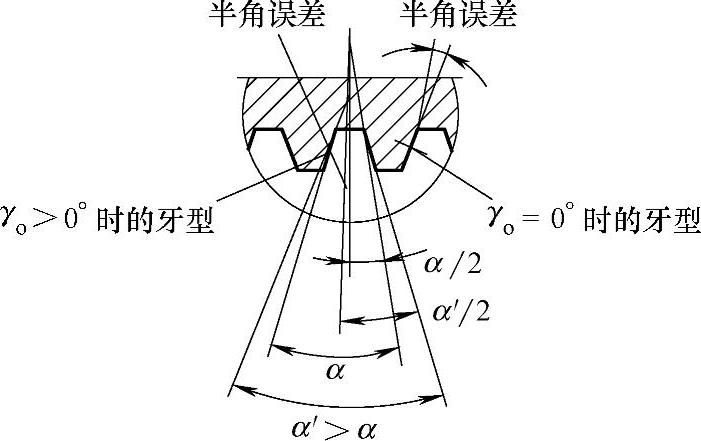
图2-173 螺纹牙型半角出现误差
(2)车刀刀尖角对车螺纹的影响 前面谈到,螺纹车刀的径向前角γo>0°时,会对螺纹的牙型角造成影响,并且,径向前角越大,影响越大。当径向前角γo>0°时,若车刀刀尖角εr等于螺纹牙型角α,车出的螺纹牙型角将会大于所规定要求。但对于精度要求不高的螺纹,为了增大车刀前角使切削轻快,实际工作中,可采用适当减小刀尖角以获得比较准确的牙型角的方法。在螺纹车刀的径向前角γo<12°时,车刀刀尖角εr。可按下式近似计算:
εr=αcosγo
式中 α——螺纹牙型角(°);
γo——螺纹径向前角(°)。
在不便于进行计算的情况下,螺纹车刀的径向前角γo<12°时,可使车刀刀尖角比螺纹牙型角小1°±0.3°。
(3)车刀两侧刃后角对车螺纹的影响 车螺纹时,车出的沟槽是一条螺旋线,由于不同工件的螺纹升角不一致,所以螺纹车刀的后面与牙型侧面间的接触角度也不相同,工件的螺纹升角越大,切削中的车后角也会随之增大。如果不注意这个角度的变化,就可能造成车刀后面与牙型侧面碰在一起,甚至擦伤。尤其在加工大螺距螺纹时,更要考虑到这方面因素的影响。为此,车右旋螺纹时,螺纹车刀左切削刃处的左后角αo左应加大点,在原来后角αo的基础上,加上一个螺纹升角τ,即αo左=αo+τ,这时右切削刃处的右后角αo右应减小,在原来后角αo的基础上,减去一个螺纹升角τ,即αo右=αo-τ。
车削左螺纹时的车刀后角与以上相反,即
αo左=αo-τ,αo右=αo+τo
螺纹升角τ如图2-174所示,用下式计算
式中 P——螺纹螺距(mm);
d2——螺纹中径(mm)。
车螺纹中,需要调整螺纹车刀的两侧刃后角时,可使用转体式弹簧刀杆。
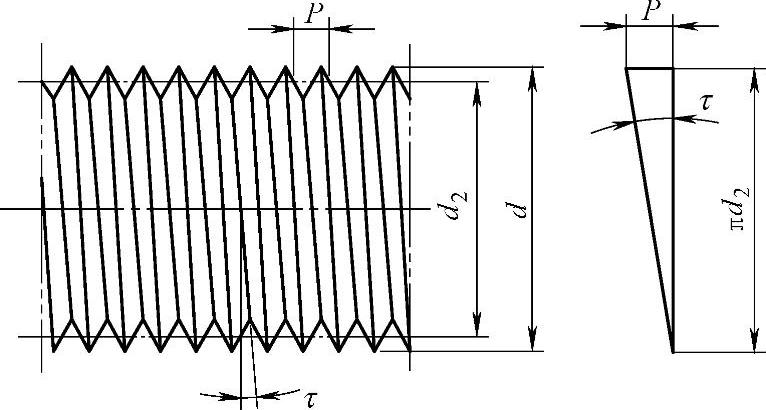
图2-174 螺纹升角计算图
2.采取有效措施保证切削稳定性
在细长轴类工件上车螺纹时,由于它的刚性差,在背向力的作用下很容易弯曲。为了防止和减少这种情况的出现,除了使用跟刀架外,还可以使用顶扶工具。
如图2-175所示,在细长工件上车螺纹时使用了轻便而稳定的顶杆,夹块安装在尾座顶尖上,支承杆固定在夹块内,青铜制的顶杆夹紧在支承杆上。在顶杆的末端有一个V形缺口,与旋转的工件接触,以抵抗车削中车刀所产生的作用力。安装该装置时,应使顶杆与水平面成一个角度,并且,顶杆的V形缺口应向车刀方向适当倾斜,以平衡车刀对杆件的合力。
由于受支承杆长度的限制,该装置适合车削长度小的较细螺杆。
图2-176所示是车削M3的细螺杆时,在不便于用尾座顶尖的情况下所使用的顶扶工具。
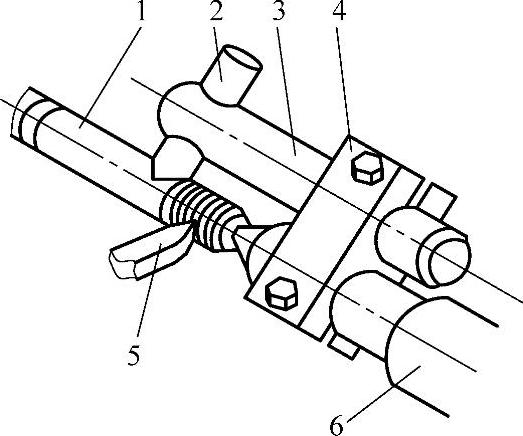
图2-175 使用顶扶工具车细螺杆(一)
1—工件 2—铜顶杆 3—支承杆 4—夹块 5—车刀 6—尾座
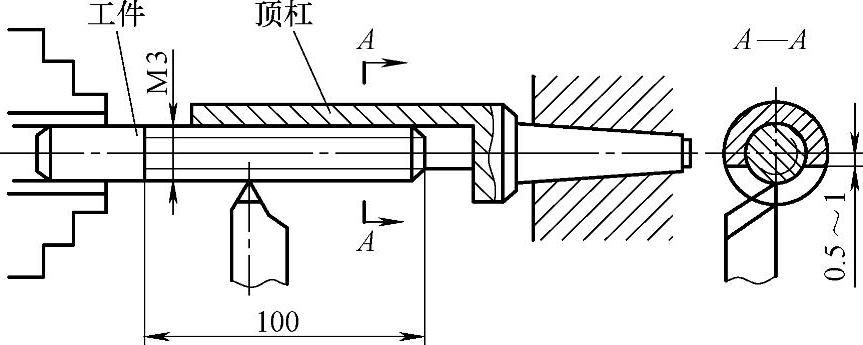
图2-176 使用顶扶工具车细螺杆(二)
将顶扶杆放入尾座内,并适当调整尾座偏移量,使它与工件表面接触好。使用这样的工具能够保证工件加工后不弯曲。
制造该工具时应使用韧性钢料,并保证顶扶杆的顶持面与车床主轴中心线相平行。
车削长度大而精度要求较高的螺杆时,可采用图2-177所示的顶扶工具。在使用跟刀架的同时,在车刀的右面装上一个带弹簧的顶销,这样就有效地保证了工件的稳定,防止了车刀切削中的弹动。使用该装置时,注意调整好跟刀架爪与顶销之间的相对位置,并使弹簧具有一定的压缩力,以保证顶销的顶持力。
3.防止车床长丝杠的轴向窜动对工件螺距产生影响
被加工螺纹的螺距超差会影响螺纹的可旋入性。出现螺距误差的主要原因是车床本身的精度问题以及操作失误,如车床长丝杠轴向窜动量太大等。检验丝杠轴向窜动量的方法是:将带磁性表座的百分表固定在车床导轨面上(图2-178),在长丝杠中心孔内黏放上一钢球,使长丝杠旋转,并在长丝杠中段处开启和闭合溜板箱内的开合螺母进行检验。百分表读数的最大差值就是长丝杠的轴向窜动误差,它的公差为0.015mm。若超差,应认真进行调整。
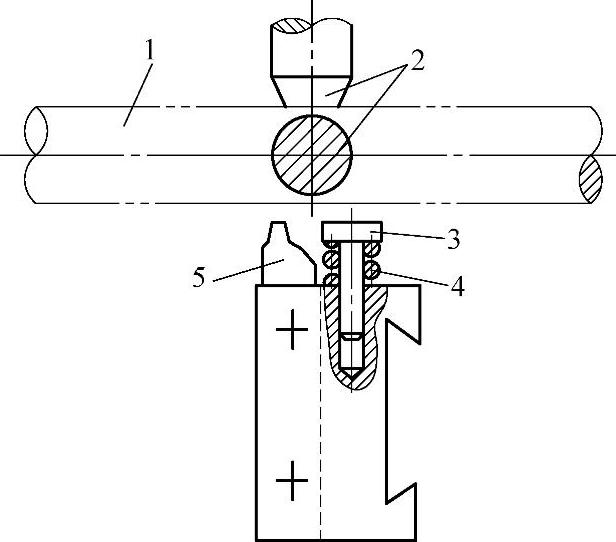
图2-177 车削较长螺杆使用的顶扶工具(https://www.xing528.com)
1—工件 2—跟刀架爪 3—顶销 4—弹簧 5—车刀
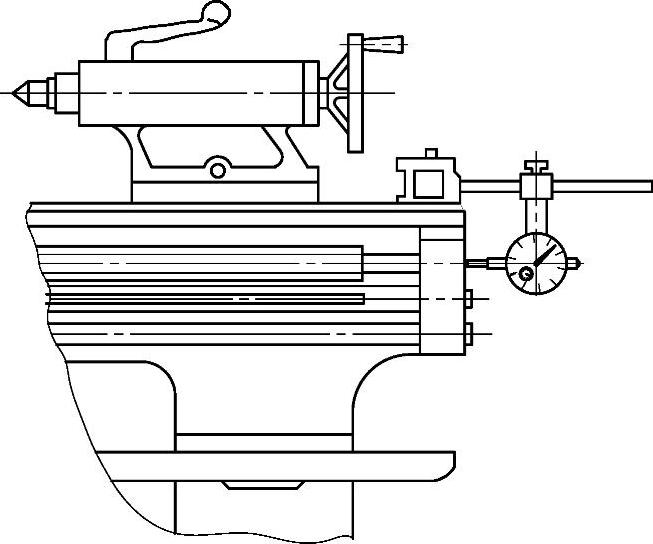
图2-178 检验长丝杠轴向窜动量
对于精度要求不高的螺纹,若螺距超差,为了不影响螺纹的可旋入性,可将工件的螺母中径适当车大一些,螺纹连接时中径处有一些间隙,这样就能够达到可旋入的要求。这个间隙一般称为补偿间隙。但是,中径补偿值不能无限增大,否则会影响连接的可靠性,所以必须限制中径补偿值的大小。限制了中径补偿值的大小也就是限制了螺距误差的大小。
另外,车床主轴的轴向窜动、交换齿轮间的间隙不当、车床导轨对工件轴线的平行度或导轨的直线度超差等都会对螺纹工件的螺距精度产生影响。
4.提高车螺纹的工作效率
提高工件效率问题涉及许多方面,例如,改善加工方法,多线螺纹工件采用多刀切削,提高车削用量,使用先进刀具以及使用快速夹具或采用快捷夹持方法,缩短操作中的空行程时间,缩短测量时间和合理地布置工作场地等,下面就具体加工方法举几个例子进行说明。
(1)锥柄螺纹工件卸件方法 车削锥柄螺纹工件时,为了方便安装工件和提高效率,通常将工件插入相应锥孔内进行加工,但在卸下工件时,如果方法不当,反而耽误时间。图2-179所示为锥柄螺纹工件的装夹工具,利用它能迅速地卸下工件。夹具体1有外螺纹部分,上面拧有滚花螺母2,滚花螺母上有4个扳动用的孔。在锥孔6后面有横向通槽5,槽5内装有退件板4,退件板上有个在槽7内活动的小销8,用于将退件板保持在槽5内。锥柄螺纹工件3车完螺纹后,向外拧动滚花螺母2,退件板4便会将锥柄螺纹工件3顶出。
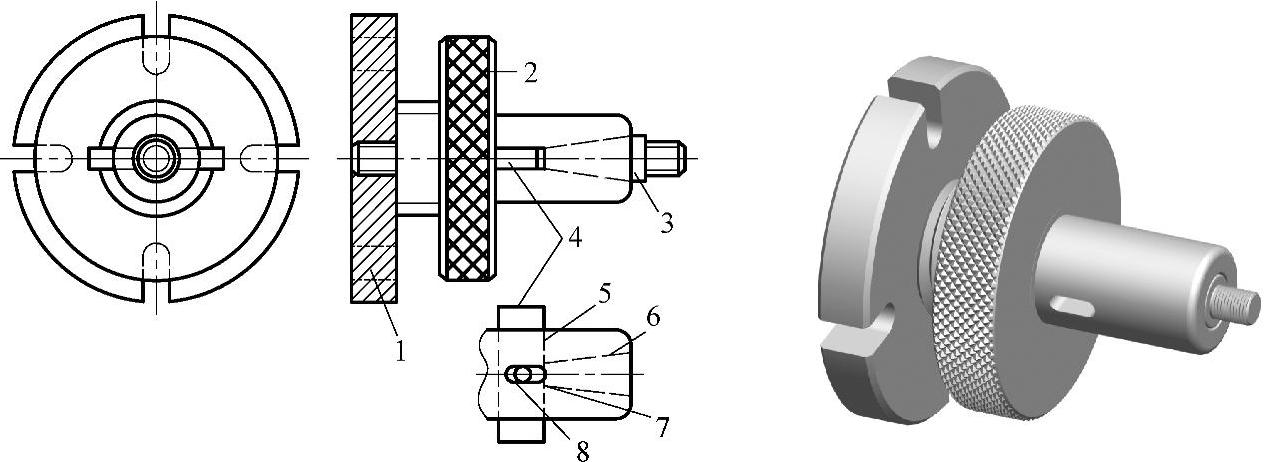
图2-179 锥柄螺纹工件装夹工具
1—夹具体 2—滚花螺母 3—锥柄螺纹工件 4—退件板 5、7—槽 6—锥孔 8—小销
(2)采取高速车削方法 高速车螺纹具有被切削表面粗糙度值低、效率高等优点,但由于切削温度增大会引起螺纹牙尖的“膨胀变形”,因此,外螺纹的外圆应车到最小极限尺寸,内螺纹孔径应车削到最大极限尺寸。
(3)高速车螺纹中的反向进给法 高速车螺纹时主轴的转速很高(它的车削速度是使用高速钢车刀时的6倍甚至更高),并且,进给速度也很快(进给次数一般只需3~5次,就可车成螺纹),尤其是车削大螺距螺纹和内螺纹时,往往因为来不及退刀而发生撞车事故。在这种情况下,可采用反向进给法。
图2-180a所示是反向进给法高速车外螺纹的情况,将一把类似车内螺纹时使用的车刀装在刀架上,车刀刀尖对在工件的退刀槽处,调整好背吃刀量后,车床主轴反转,并在高速下由左向右进给,将螺纹车出来。这样,就不存在车刀退不出来的问题了。图2-180b所示是将内螺纹车刀磨成反向,调整好背吃刀量后,工件反转,通过由左向右进给将螺纹车出来。
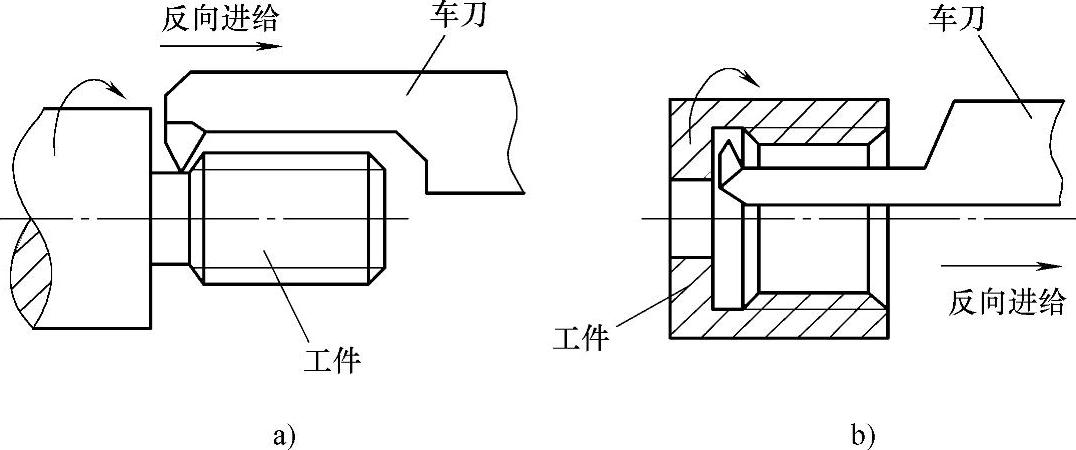
图2-180 高速反向进给车螺纹
a)反向进给车外螺纹 b)反向进给车内螺纹
(4)采用不停机夹具 图2-181所示为圆螺母工件。单件生产该工件时将其装夹在自定心卡盘内即可进行加工。大批量加工时为了提高效率,可采用图2-182所示不停机夹具。
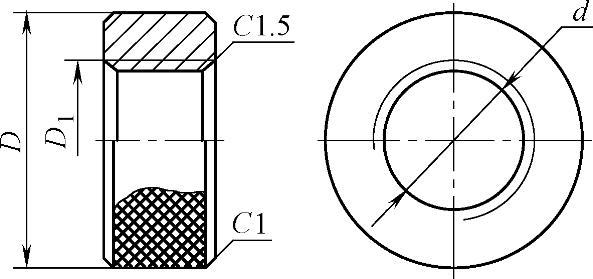
图2-181 圆螺母工件
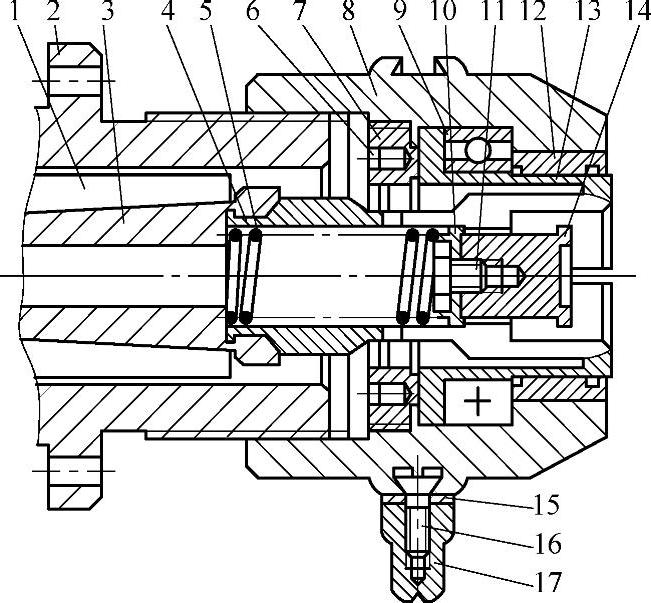
图2-182 车圆螺母不停机夹具
1—主轴 2—法兰 3—弹簧心轴 4—弹簧夹头 5—弹簧 6、11、16—螺钉 7-锁紧盘 8—外套 9—轴承 10、15—垫圈 12—铜套 13—止推套 14—夹头芯 17—手柄
法兰2固定在车床主轴箱法兰上,弹簧夹头4、弹簧心轴3与车床主轴1依次连接并随主轴1旋转。外套8与法兰2通过螺纹连接,不随主轴1旋转。加工时,将圆螺母工件放入旋转的弹簧夹头4的孔内,按逆时针方向扳动手柄17,使外套8沿轴线向左旋转移动,带动止推套13同步向左移动,从而夹紧工件。加工完毕后,在车床主轴不停止转动的情况下,顺时针方向扳动手柄17,使外套8向右旋转移动,止推套13同步向右移动,这时,弹簧夹头4松开,在弹簧5的作用下,推动夹头芯14,使工件自动脱落,紧接着仍然不停机安装下一个工件继续进行加工。
由于使用该夹具是在不停机情况下进行工作的,为了防止工件划破操作者手指,安装工件时,可使用图2-183所示辅助工具,将圆螺母工具穿在短轴上,拿住手柄将工件放进夹具内。
(5)双刀车削双线螺纹 双线螺纹的加工,一般都是先车出一个导程,然后经分线后再车出另一个导程,如果采用双刀刀排加工,可提高生产率。
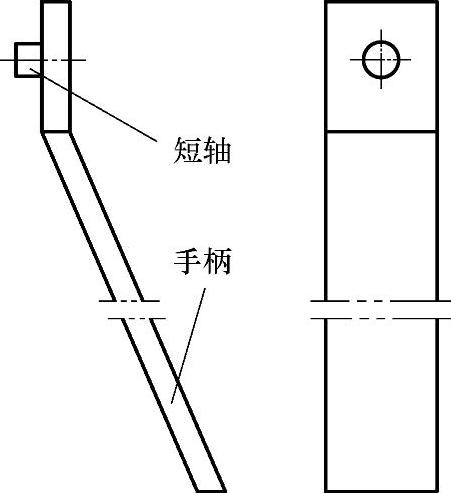
图2-183 辅助工具
图2-184所示为车双线内螺纹刀排的结构,刀排上装有两把螺纹车刀,都用10mm×10mm的高速钢制成,两把刀分别组成一个螺距。刀杆的长度L根据不同的工件长度来确定,刀杆的刚性要够,满足通用性的要求。刀杆的左端做成椭圆形,易于排屑。为了制造方便,车刀安装在开口槽内,由螺钉将车刀紧固。车刀刃磨时,需使用样板对刀,同时为了保证螺距,可以用较薄的铜皮在两刀之间隔衬。为保证两把车刀前面的一致性,刀头装配后,前面在工具磨床上一次磨出。刀具的几何角度均按常规参数选定。
图2-185所示为车双线外螺纹双刀刀排结构,其工作原理与内螺纹双刀刀排是一致的。
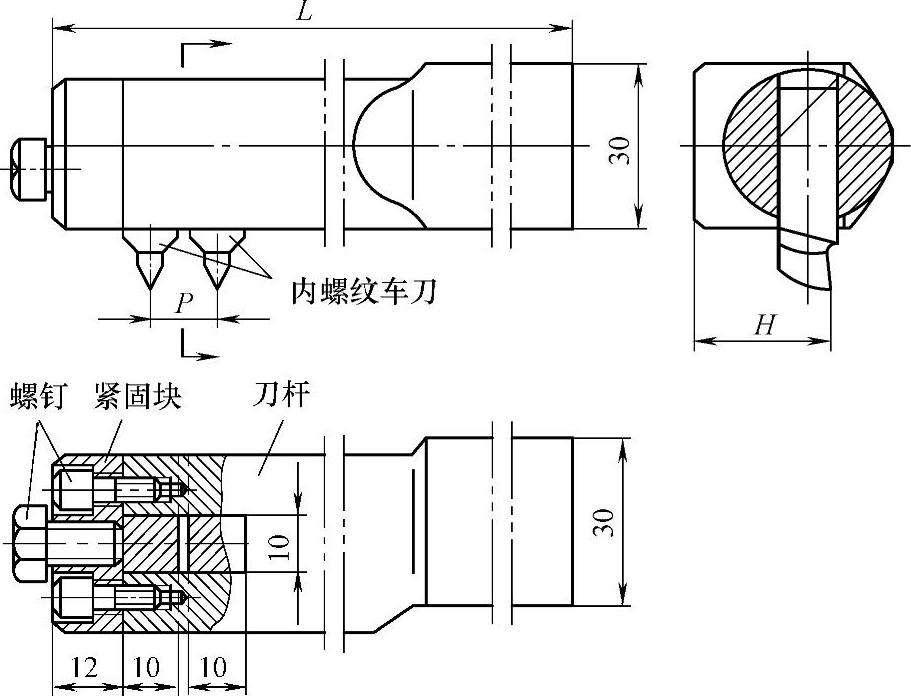
图2-184 双刀车双线内螺纹刀排结构
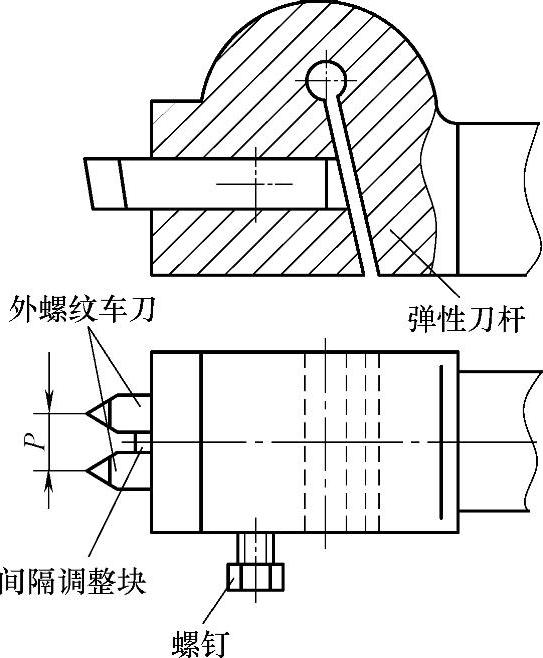
图2-185 双刀车双线外螺纹刀排结构
5.采用车螺纹自动退刀装置
高速车螺纹中,由于纵向进给很快,当车刀走到螺纹尾部时若不能及时退刀,就会碰伤车刀或工件。
车螺纹自动退刀装置有多种形式,图2-186所示是一种比较简单的结构。它将刀架转动29°的斜角,在其上面固定平板3,在平板3上固定销6,在销6上铰接一个有调节手柄5的连杆7,内端铰接在长杆2上的销4上,在销4上还铰接一个连杆9,

图2-186 车螺纹自动退刀装置
1—挡块 2—长杆 3—平板 4、6—销 5—手柄 7、9—连杆 8—初调螺钉 10—弹簧 11—刀杆 12—工件 13—刀架螺栓 14—碰环
刀杆11在刀架螺栓13上铰接。车螺纹时,当车到尾部时,固定在长杆2上的碰环14接触到固定在床身上的挡块1,长杆2拉动销4,使连杆9逐渐后撤,刀杆11在弹簧10拉动下,也逐渐离开工件12。该装置开始使用时,先通过初调螺钉8进行调整。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。