



1.车削孔类工件的基本方法
图2-161所示是在车床上车孔时所使用的最基本的方法。当工件较大或较长,不便于在车床上装夹时,也常采用将工件装在中滑板上车孔的方法。拆去中滑板上的小滑板和刀架,夹具5通过中滑板上的T形槽固定在中滑板上,车孔刀刀杆安装在主轴和尾座的两顶尖之间,这样使车孔刀刀杆旋转,工件固定,进行车削。
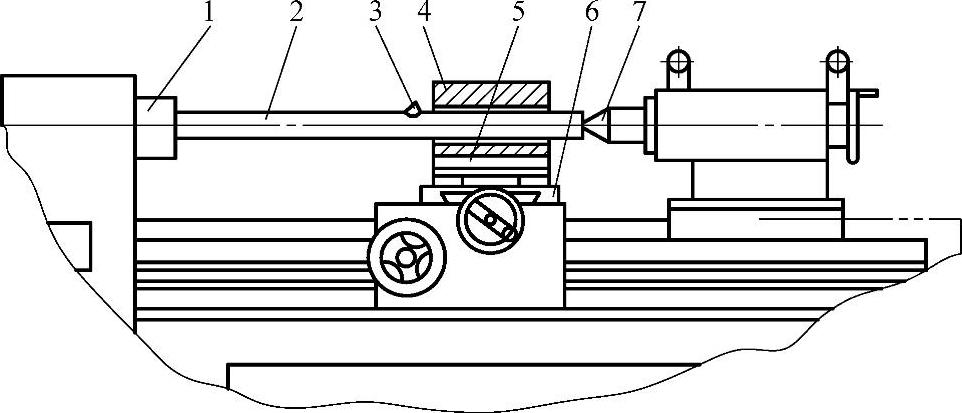
图2-161 工件装夹在中滑板上车孔
1—主轴 2—车孔刀刀杆 3—刀头 4—工件 5—夹具 6—中滑板 7—后顶尖
为了确定车孔位置,可在工件两端面上划出加工线,并在刀头3处固定一根钢丝针,转动主轴和车孔刀刀杆,使针尖对正工件两端面的加工线印进行找正。工件的横向位置通过中滑板进行调整,工件的高低位置通过垫以垫片或垫板来调整。
采用这种车孔方法要求车孔刀刀杆2两端的中心孔精度高,并且应使用固定式顶尖顶持(回转顶尖回转误差大)。
2.精车孔时增加背吃刀量的方法
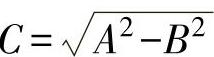
精车孔过程中,当需要增加背吃刀量,且调整量很小(如0.05~0.1mm)时,调整中滑板手柄处刻度盘的刻度值是比较难掌握的。这时,除了前面介绍过的百分表控制法和转动小滑板角度控制径向进给的方法外,还可以采用图2-162b所示垂直装刀形式,这样,车孔刀头位于工件的垂直位置(而不是图2-162a所示的水平位置),使车孔刀能够在工件的顶部进行切削,中滑板进给时,就沿所车削的孔做切向进给。图2-162b中,D为孔的加工余量,C为达到加工余量D所需的刀架移动量,这时有:
3.预防车孔时出现振动现象
车孔时,车孔刀在半封闭状态下工作,并且,车孔刀刀杆伸出的部分较长,所以很容易出现振动现象。
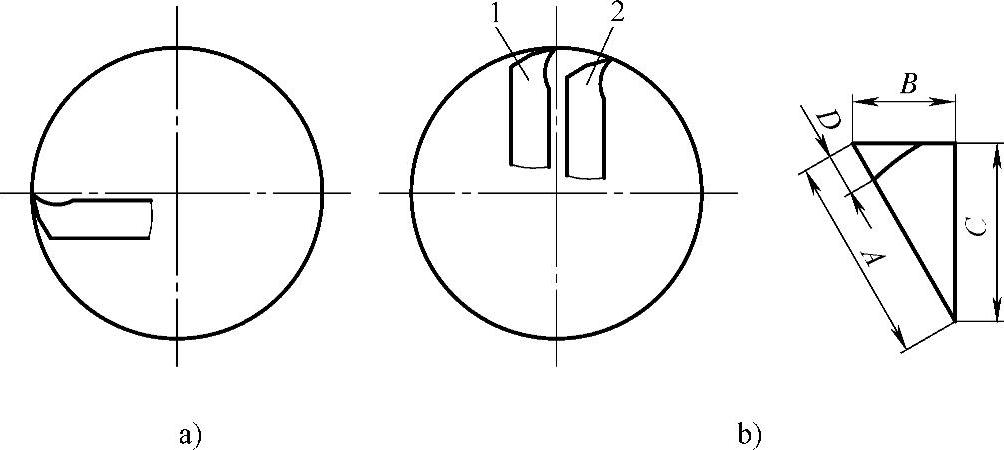
图2-162 精车孔装刀形式
a)正常装刀法 b)垂直装刀法
1—加工前刀具位置 2—加工后刀具位置
产生振动的原因是多方面的,如工件装夹不妥当、夹具刚性差、主轴轴承严重磨损、导轨磨损、滑板间隙调整太松、刀头刀齿不锋利、车孔刀刀杆伸出太长(图2-163)以及车孔刀刀杆刚性不足、车削用量选择不正确或加工方法不合理等,所以在发现有振动的问题时,应有针对性地找出原因,并加以解决。
为了预防和解决车孔时出现振动,从工艺系统来讲,还可采取以下措施:
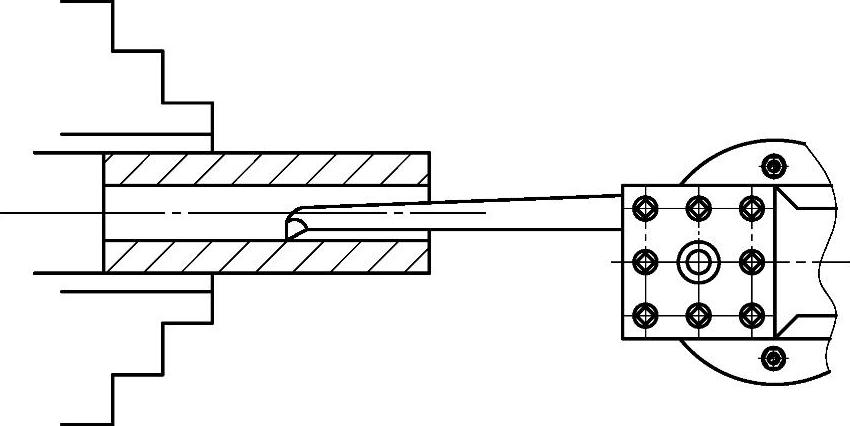
图2-163 车孔刀刀杆伸出太长
(1)内支承法增强车孔刀刀杆刚性 若车孔刀刀杆刚性差,车孔时不仅会引起振动,还会出现“让刀”现象,车削出的孔越向里直径越小,呈锥形孔,这时,如果车床精度方面不存在问题的话,就应该设法增加车孔刀刀杆的刚性。增加车孔刀刀杆刚性的方法,一是增大刀杆的宽度和厚度,但太宽太厚会显得很笨重,也不能完全理想地解决问题;二是采用辅助支承的方法。下面介绍另外几种方法,它们在结构方面有些变化,但工作原理是一致的。
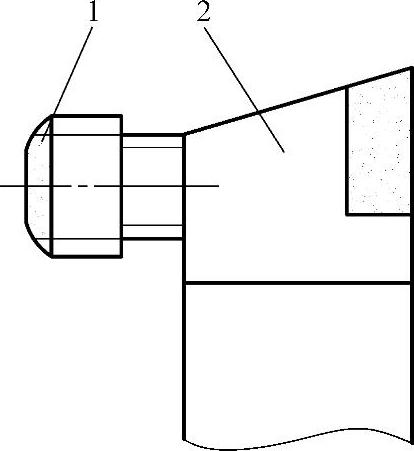
图2-164 用圆头螺栓增强车孔刀刀杆刚性
1—圆头螺栓 2—车孔刀刀杆
如图2-164所示,在刀杆上加工出一个M10螺孔,并拧进一个长度适当的圆头螺栓。车孔时,先试切出一段长20~30mm的预车孔,然后停机,调节刀杆上的圆头螺栓,使圆头螺栓上的圆头与预车孔孔壁接触好,并通过锁紧螺母(图中未画出)将圆头螺栓锁紧,接着进行车孔。(https://www.xing528.com)
如图2-165所示,将一个管状螺纹接头安装在车孔刀刀尖180°的后刀面,管状螺纹接头上有一个钢球。车孔时,钢球能自由地旋转,并和被加工表面保持接触,增强了车孔刀刀杆的刚性。
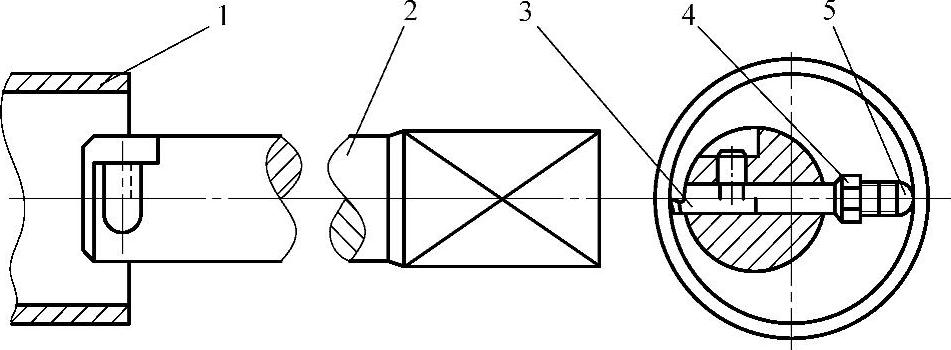
图2-165 用钢球增强车孔刀刀杆刚性
1—工件 2—车孔刀刀杆 3—刀头 4—管状螺纹接头 5—钢球
对于直径和长度尺寸都较大的孔,车削时,可采用图2-166所示方法,在车孔刀尖180°的后面和相垂直位置上各装上一个调整螺钉,其中,一个螺钉头部与车孔刀刀尖同处一个旋转表面,另一个螺钉头部稍后于车孔刀刀尖。每次调好螺钉头部伸出距离后,都要将锁紧螺母紧固。在车孔时,螺钉头部和被加工表面接触,起到支撑车孔刀杆的作用。
采用辅助支承增强车孔刀刀杆刚性的方法适合在粗车孔和半精车孔时使用。
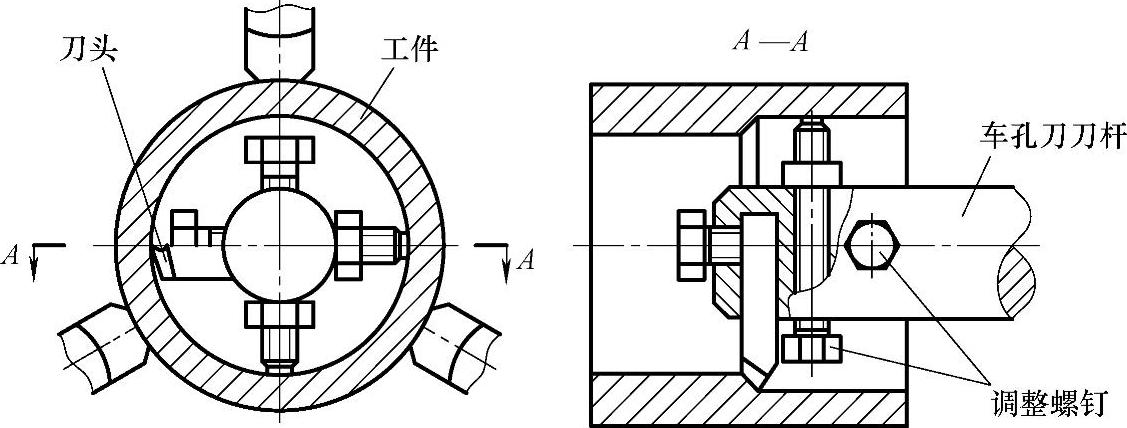
图2-166 利用螺钉头部增强车孔刀刀杆刚性
(2)外支承法增强工件刚性 车削较长孔类工件时,为了提高工件刚性,可使用中心架将工件架起来,如图2-167所示。
批量加工直径较小的孔类工件时,还可采用图2-168所示辅助支承的方法。车孔时,将辅助支承固定在车床导轨上(像固定中心架那样),使支承环上的凹槽与工件端面和外圆接触(支承环的孔直径要大于被车孔直径),这样,当工件旋转时就会同时带动支承环旋转,进行车孔工作。
(3)橡胶材料防振法 图2-169a所示是在工件的外圆包上一层5mm厚的橡胶板(或橡胶带),用弹簧将其拉紧,可起到较好的防振效果。还可以根据薄壁管件直径和宽度的大小,利用宽松紧带缝制成筒状,套在工件外圆上,如图2-169b所示,然后进行孔的精加工。图2-169c所示是在工件外圆处缠上橡胶管,这样也能起到一定作用。因为橡胶材料都是弹性体,相当于一个阻尼减振器,利用阻尼消耗能量,减小共振振幅,达到消振或减振目的。

图2-167 利用中心架提高工件刚性
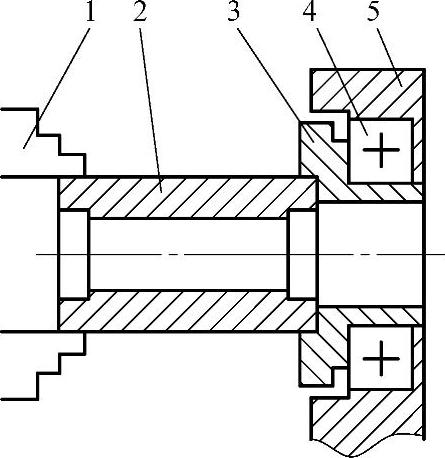
图2-168 利用辅助支承提高工件刚性
1—卡爪 2—工件 3—支承环 4—滚动轴承 5—辅助支承
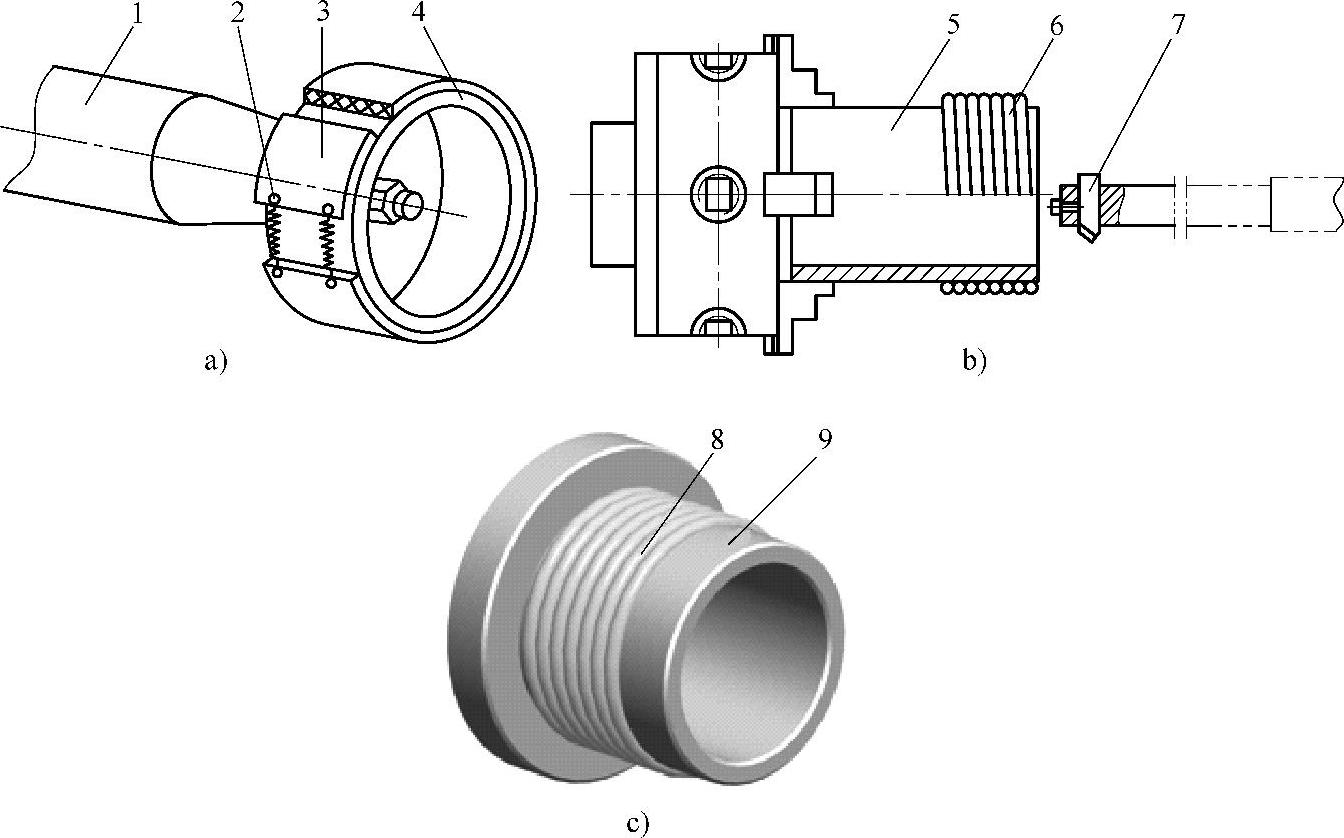
图2-169 利用橡胶材料防振
a)利用橡胶板防振 b)利用松紧带防振 c)利用橡胶管防振
1—心轴 2—弹簧 3—橡胶板 4、5—工件 6—松紧带 7—车孔刀 8—橡胶管 9—管件
(4)采用0°后角法 车孔刀在砂轮上刃磨好角度后,再在靠近刀尖主切削刃处,将主后角刃磨出2~3mm的0°角,如图2-170所示。目的是在切削过程中,由于刀杆的弹性变形,在刀尖处又会形成一个小的后角,有利于切削和减小振动。
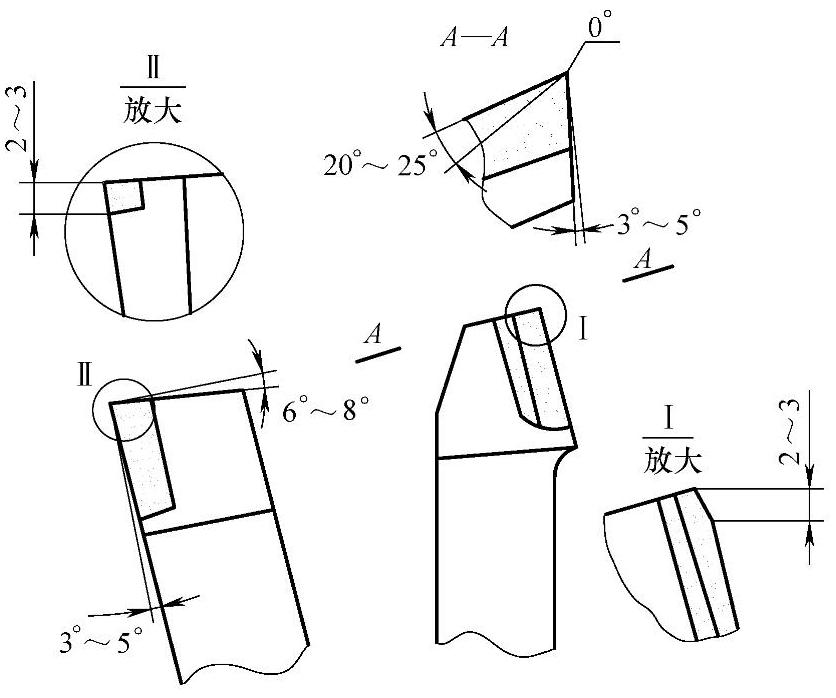
图2-170 车孔刀几何角度
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。