



车工加工常会遇到各种矩形工件,它们大部分不但有较高的尺寸精度,还有较高的几何公差要求,如图1-65所示。在没有工装夹具的单件生产中,如果采用划线找正的方法,则很难达到图样的技术要求,常用单动卡盘装夹找正。
1.工件夹持部分截面为正方形
用单动卡盘夹持图1-65a所示工件时,卡爪间必须加垫15mm×10mm×2mm的纯铜片,它不仅可防止夹伤工件外表面,而且便于工件的敲正,为找正带来很大的方便。
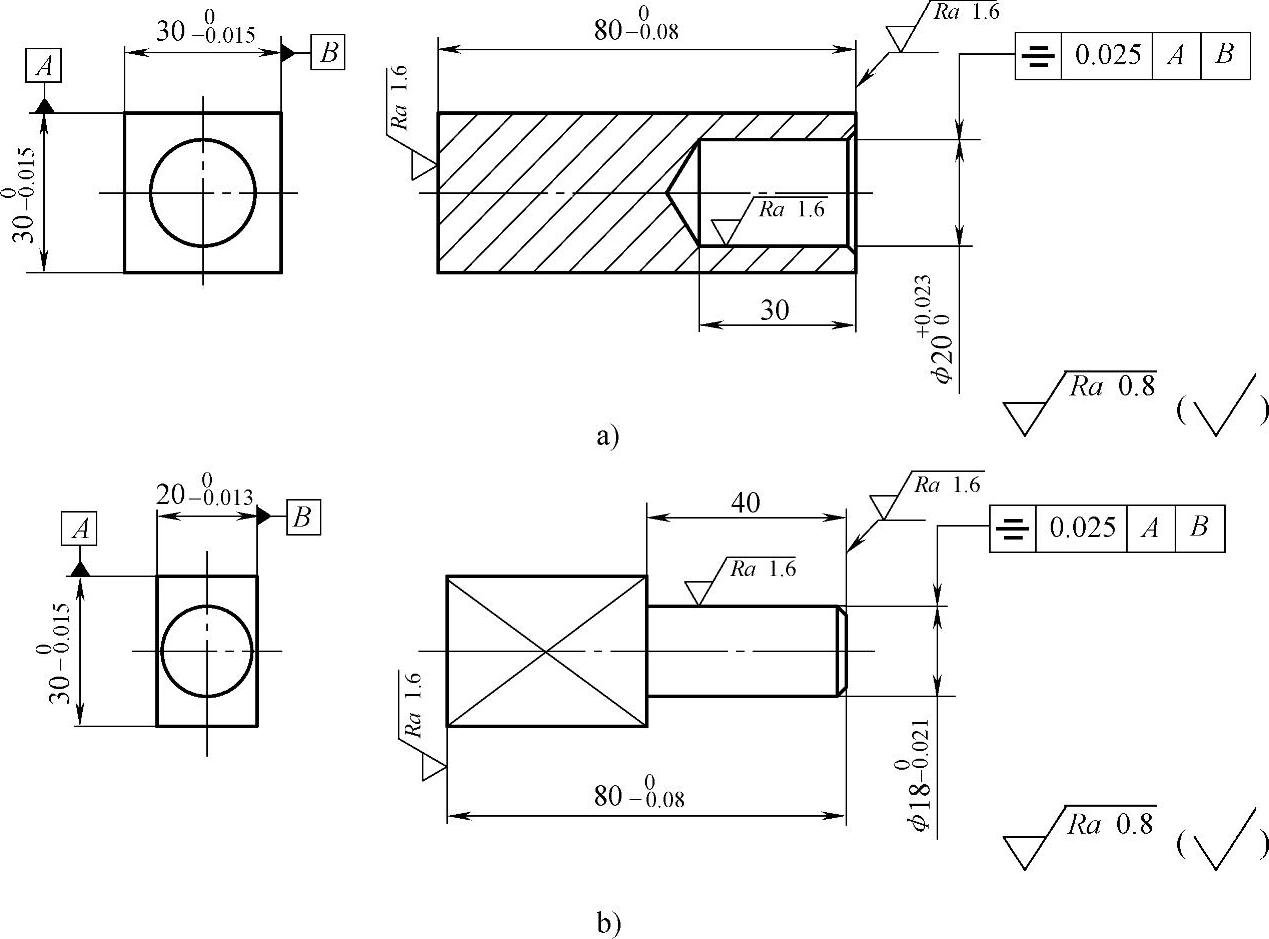
图1-65 四边形工件
a)截面为正方形 b)截面为矩形
(1)工件车削部分与车床主轴轴线平行的找正 常用无针找正的方法进行粗找正(或参考卡盘端面刻线),再移动百分表进行精找正,检查工件外表面与主轴轴线的平行度,如图1-66所示。找正好一组对边后,再将工件旋转90°找正另一组对边。
(2)找正工件轴线与主轴轴线的同轴度 如图1-67b所示,将百分表测头置于工件上表面大致中心的位置,使其与被测表面大致水平,百分表测头压缩值为0.5mm左右为宜。用手轻微扳动卡盘进行顺、逆时针方向转动,这时百分表指示值会出现一个最小极限值,将卡盘的转动停留在最小值位置,转动表盘将百分表调至零位。向右移动大滑板,使百分表测头离开被测表面(此时不得摇动中、小滑板),将卡盘扳转180°,移动大滑板,同样找到被测表面最小指示值,比较两面的差值,调整卡爪使其相等,则说明该组对边已找正好。同理,找正另一组对边。因为截面是正方形,其对边尺寸是相等的,它的指示值也会相等。
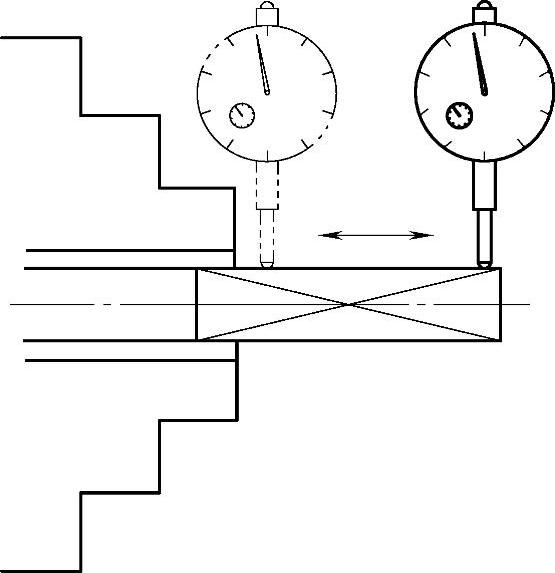
图1-66 找正工件外表面与主轴轴线的平行度
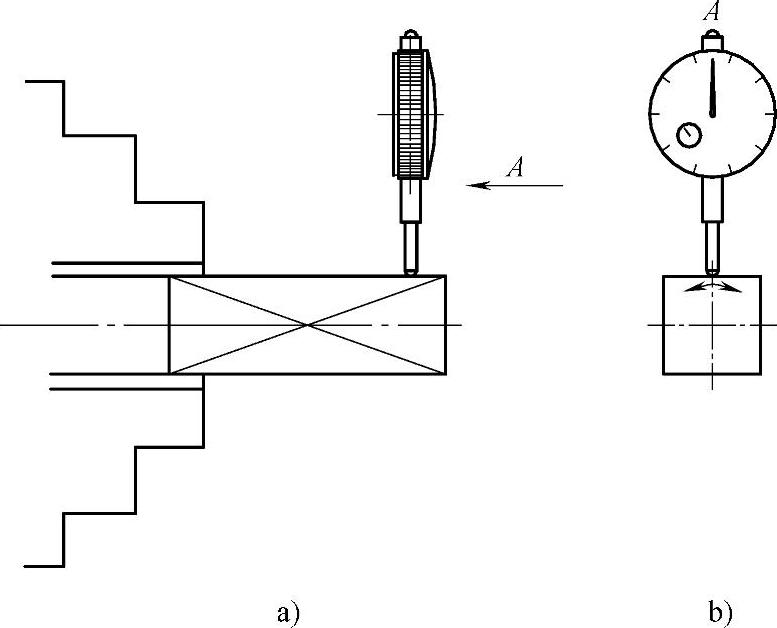
图1-67 找正工件轴线与主轴轴线的同轴度
(3)精找正平行度和同轴度 因为同轴度的找正难免影响已找正的平行度,再按第一步找正的方法精找正,此两种找正方法应交替进行,直至检查无误。使用百分表找正时要注意,在百分表测头触及被测表面前,特别是测杆压缩量较大时,一定要用手轻轻提起百分表测头,等被测表面转到合适的位置再放下百分表测头,以防损坏百分表或使百分表产生整体位移,影响测量值。(https://www.xing528.com)
2.工件夹持部分截面为矩形
夹持工件截面为矩形时,找正方法与夹持工件截面为正方形时相同,只是有一组对边百分表的指示值应重新调整而已。
3.工件夹持部位与车削部位不同轴的找正
夹持部位与车削部位不同轴,如图1-68所示。
工件的找正方法基本上与前两种相同,只是在不同轴部分找正时,需借助量块组来完成,如图1-69所示。量块组尺寸的计算如下(式中各字母含义参考图1-68、图1-69所示):
H1=a-2eH2=b-2f
在有条件的地方,可直接使用机械或数显大量程百分表进行找正,而不需使用量块组。
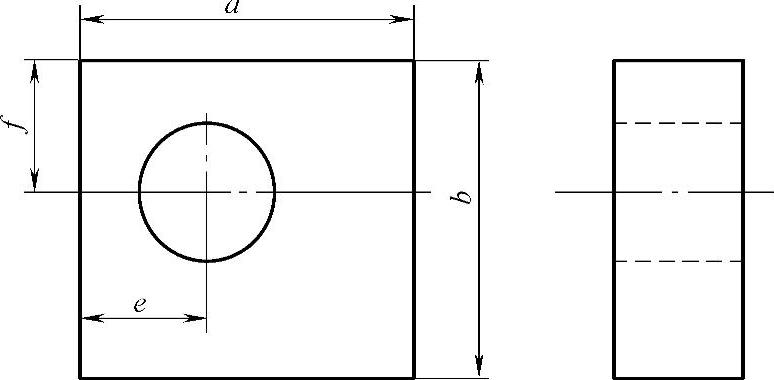
图1-68 夹持部位与车削部位不同轴
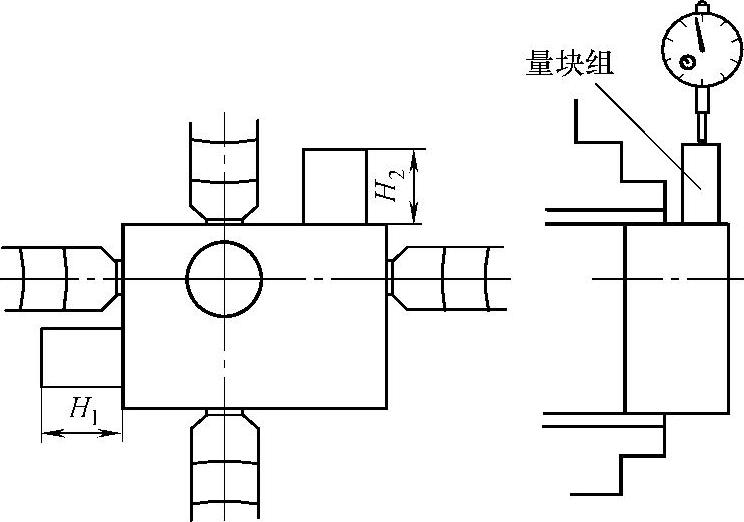
图1-69 借助量块组找正
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。