



1.标准麻花钻的缺陷及其修磨措施
(1)标准麻花钻的缺陷 对标准麻花钻几何参数进行分析,可以发现它存在的主要缺陷如下:
1)主切削刃上各点处的前角数值是变化的,靠外圆处前角大,接近钻心处已变为很大的负前角,使切削阻力增加,切削条件变差,这点是标准麻花钻结构的基本缺陷。
2)横刃太长,该处又是很大的负前角(-60°~-54°),它所起的作用实际上是挤压和刮削,而不是切削,所以横刃的存在,会消耗大量的能量,产生大量热量,而且使进给力大,定心差。
3)棱边上没有后角,副偏角又很小,棱边与孔壁摩擦剧烈、发热和磨损严重。
4)主切削刃外缘处刀尖角较小,前角较大,刃瓣薄弱,散热条件差,容易磨损。
5)主切削刃全长同时参与切削,切削速度相差较大,切削变形大,切削较困难。
(2)标准麻花钻的修磨 因标准麻花钻的几何构造产生的上述缺陷,严重影响其切削性能。为了改善钻头切削部分的几何结构,提高工作效率,使用标准麻花钻时,常对切削部分进行以下修磨。
1)修磨前面(图1-39)。主要是改变前角的大小和前面的形式,以适应加工不同材料的需要。修磨前面有两种方法:一种是将钻头靠近外缘处的前面磨平一些,以减小前角,增加切削刃强度,如图1-39a所示。用于钻削强度和硬度较高的材料,以及用麻花钻扩孔时,防止钻头扎刀。
另一种是修磨钻心部分的前角(图1-39b),以增大前角,减小切削力,使切削顺利,用于钻削强度较低的材料。
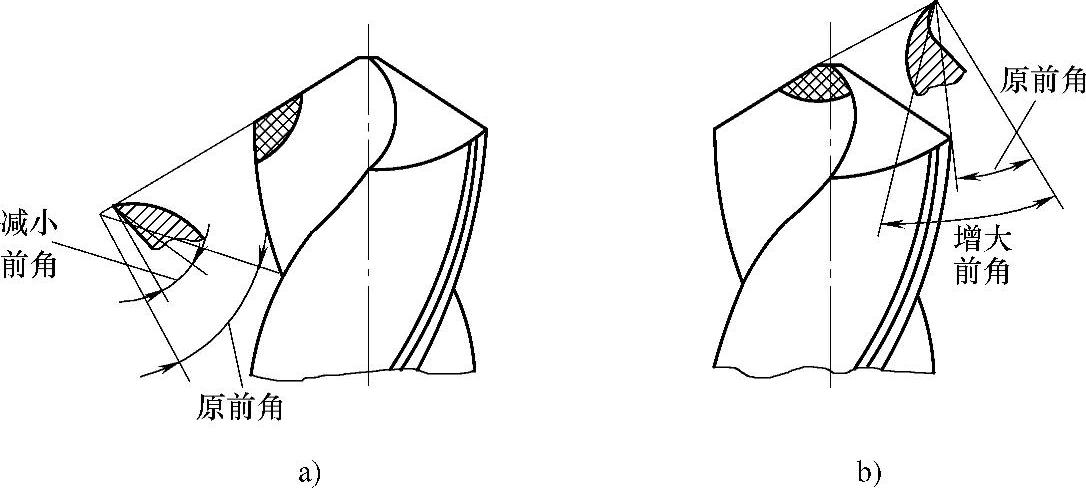
图1-39 修磨麻花钻前面
a)减小外缘处前角 b)增大钻心部分前角
2)修磨横刃(图1-40)。修磨横刃有修短横刃和改善横刃前角两种方法,通常把这两种方法结合起来使用。钻削时可使进给力减小,钻头定心能力提高,并可改善切削条件。
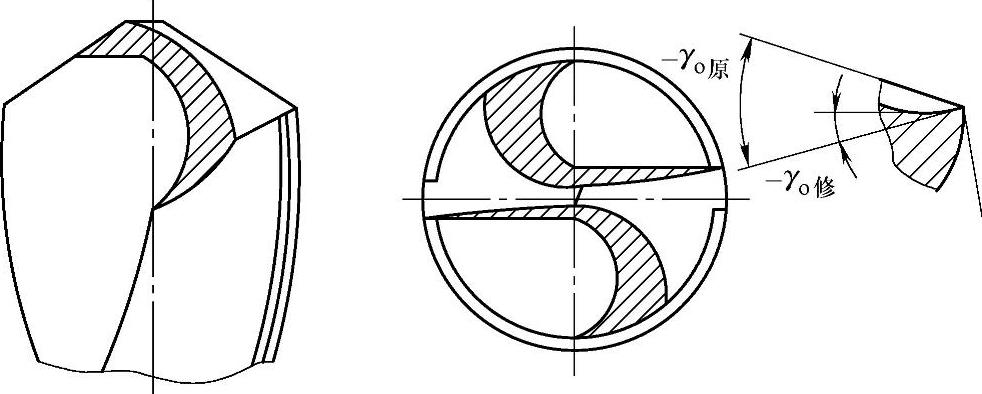
图1-40 修磨麻花钻横刃
修磨标准是:工件材料越软,横刃应修磨得越短;工件材料越硬,横刃应修磨得少些。
3)修磨棱边。由于标准麻花钻的副后角α′o=0°,为了减小钻头棱边与孔壁的摩擦,减少钻头的磨损,可修磨棱边的后面,如图1-41所示。磨出副后角α′o=6°~8°,使棱边宽度修至0.1~0.2mm,修磨长度约1.5~4mm。用于直径较大的钻头,加工韧性材料或软金属,可提高加工表面质量,并能用于孔的半精加工。
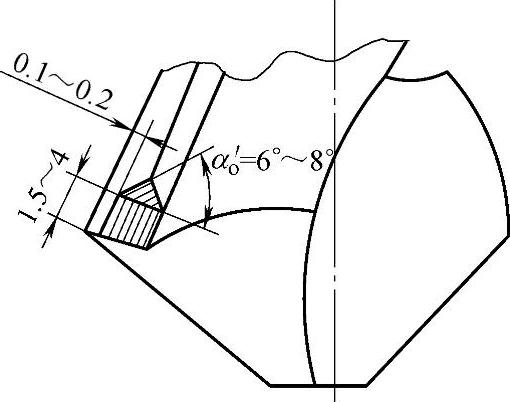
图1-41 修磨麻花钻棱边
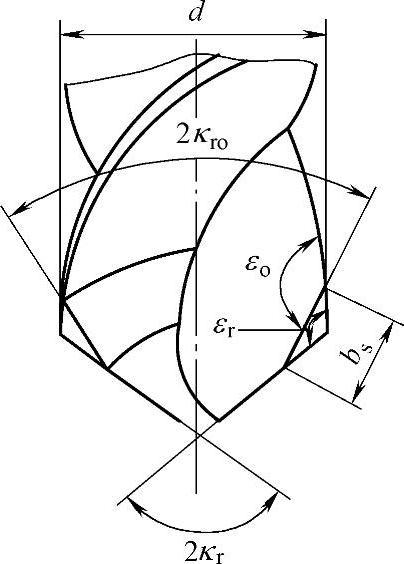
图1-42 修磨麻花钻顶角
4)修磨顶角。将钻头两刀尖点磨成直线或圆弧过渡刃,形成双重顶角,如图1-42所示。一般2κro=70°~75°,bs=0.2d。修磨后,外缘的刀尖角增大,切削刃承载能力提高,进给力减小,散热条件改善,钻头寿命提高。用于钻削带硬皮的铸铁、铸钢件时,效果更为明显。
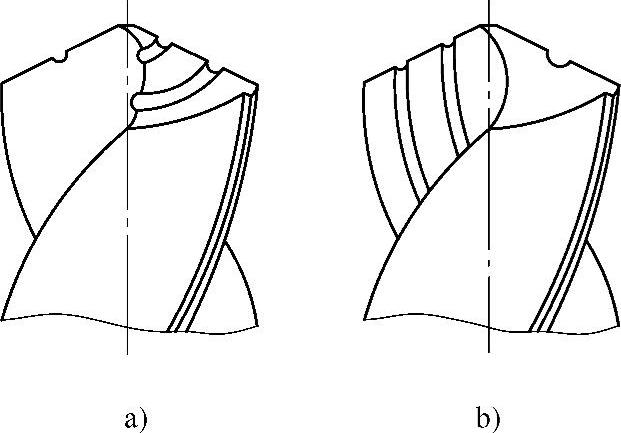
图1-43 麻花钻开分屑槽
a)在主后面上开分屑槽 b)在前面上制造出分屑槽
5)开分屑槽(图1-43)。当麻花钻较大时,可在钻头的两个主后面上交错磨出分屑槽(图1-43a),或制造钻头时在前面上制出分屑槽(图1-43b)。钻孔时可将切屑分割成窄条,切削变形减小,排屑方便,可减小切削力,有利于切削区的冷却润滑,改善切削条件。适用于在韧性材料上钻削大而深的孔。
2.基本型群钻的几何特点及其刃磨
群钻是通过长期的实践和研究,针对标准麻花钻暴露的弱点采取不同的措施,对麻花钻实行变革的一种钻头。基本型群钻主要用来钻削各种钢料,适用范围较广。
(1)基本型群钻的几何特点 图1-44所示是中等尺寸(15≤d≤40mm)的基本型群钻。从图中看出基本型群钻就是在标准麻花钻上加磨月牙槽,修磨横刃和磨出单面分屑槽。其特征是:
1)加磨月牙槽。形成月牙形圆弧刃是最大的特点,它把主切削刃分成三段,即外刃(AB段)、圆弧刃(BC段)和内刃(CD段)。它有利于断屑和排屑,且圆弧刃上各点前角比原来大,使切削轻快。钻孔时圆弧刃在孔底上切削出一道圆环筋,能限制钻头的摆动,加强了定心作用。由于磨出月牙槽时降低了钻头的高度,所以可把横刃处磨得较锋利,而不致影响钻尖的强度。
2)修磨横刃。把横刃磨短,可以减小进给力,改善定心作用,同时修磨内缘处前角,以提高切削能力。
3)磨出单面分屑槽。即在一条外刃上磨出凹形分屑槽,有利于排屑和减小切削力。基本型群钻的形状特点是:
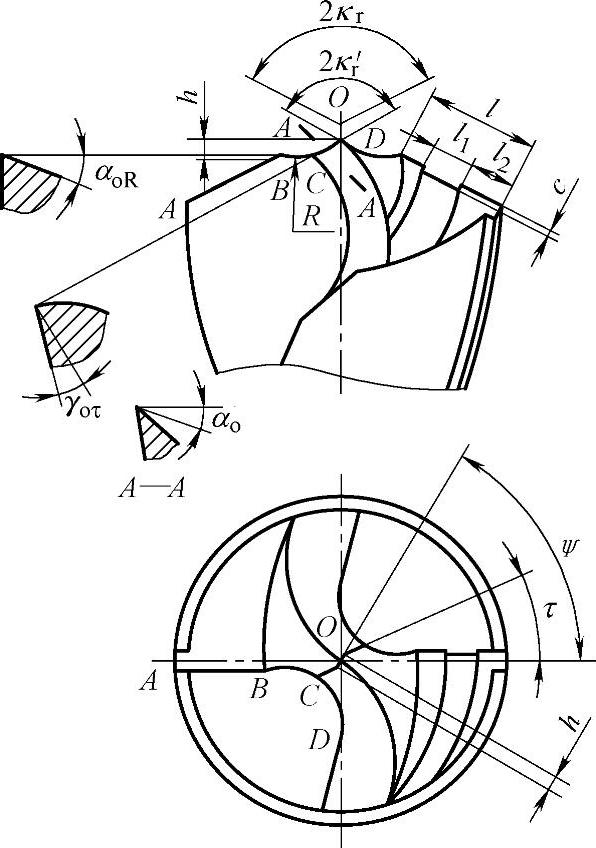
图1-44 基本型群钻
“三尖七刃锐当先,月牙弧槽分两边,一侧外刃再开槽,横刃磨低窄又尖。”
三尖是指主切削刃分成三段并形成三个尖;七刃是指两条外刃、两条圆弧刃、两条内刃及一条槽刃。
钻头各角度:2κr=125°,2κ′r=135°,ψ=65°,τ=25°,γoτ=-15°,αo=10°~15°,αoR=12°~18°,l=(0.2~0.3)d,l1=l/4,l2=l/2,R=0.1d,h=0.03d,b=0.03d,c=1.5f。其中:d为钻头直径,f为进给量。
(2)基本型群钻的刃磨
1)修整砂轮。在普通砂轮机上刃磨,用氧化物系白刚玉(WA)或棕刚玉(A)砂轮,粒度为F46~F48,硬度为K~L。
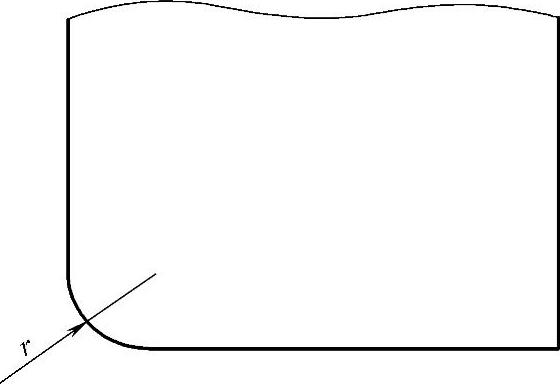
图1-45 修整砂轮
用金刚石将砂轮外圆和两侧面修平整(砂轮不应有跳动现象),一般右侧接近锐角,左侧修出圆弧,圆角r略小于钻头圆弧刃半径,如图1-45所示。
2)刃磨主切削刃。与刃磨标准麻花钻方法相同,控制参数2κr及αo。刃磨方法如图1-46所示。
①将主切削刃摆平,磨削点大致在砂轮的水平中心面上。
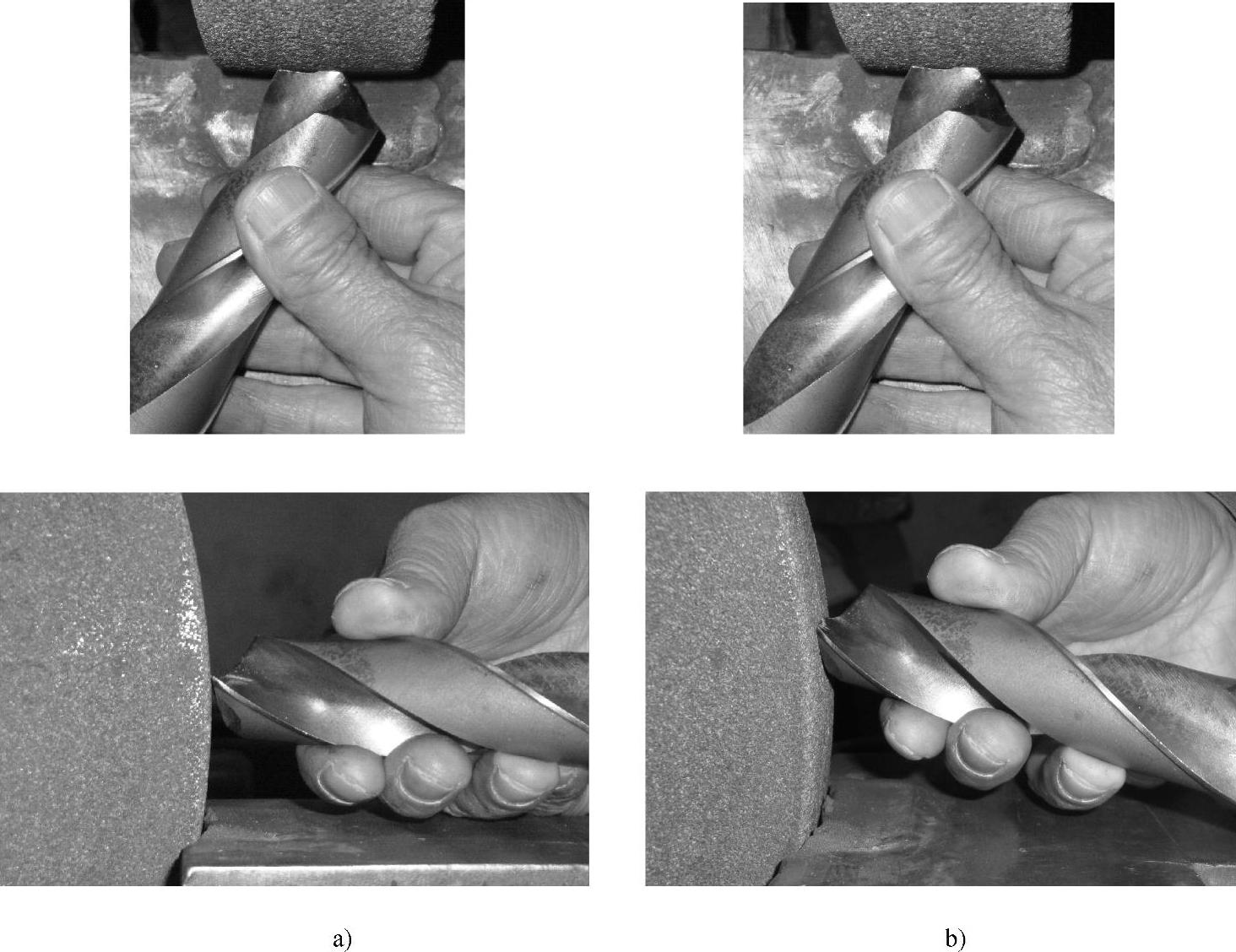
图1-46 刃磨主切削刃
②使钻头轴线与砂轮圆柱面素线在水平面内的夹角等于顶角一半,如图1-46a所示。(https://www.xing528.com)
③一只手握住钻头的一个部位做定位支承,另一只手使钻尾上下摆动或绕轴线做微量转动,磨出一条主切削刃及其主后角,如图1-46b所示。
3)刃磨圆弧刃。控制参数:R、αoR、l、2κr′,如图1-47所示。刃磨方法如下:
①手拿钻头,使钻头主切削刃基本水平,并靠上砂轮圆角,磨削点大致在砂轮水平面上。
②使钻尾压下,与水平面成一圆弧后角αoR,如图1-47a所示。
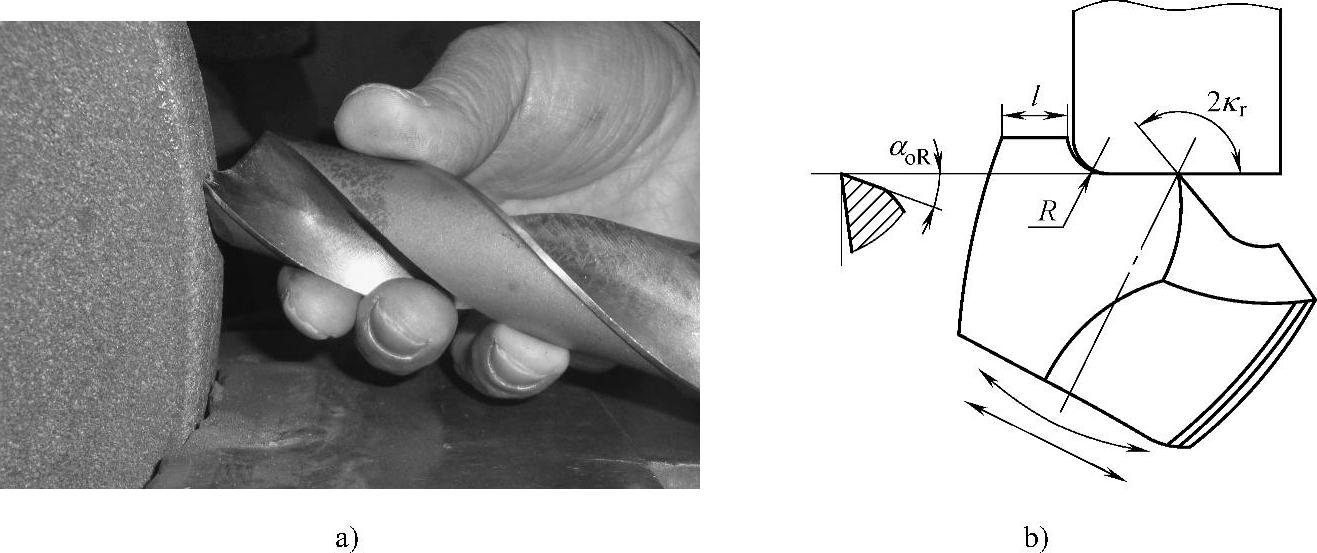
图1-47 刃磨圆弧刃
③刃磨时不能使钻头上下摆动或绕钻头轴线转动,可按图1-47b所示箭头做微量平移或转动,磨出后面,形成圆弧刃,并保证圆弧半径R及外刃长l。如果砂轮圆角小于要求的圆弧半径值,则钻头还应在水平面做微小的摆动,以得到所要求的R值。
4)修磨横刃。控制参数:τ、γo、bo与标准麻花钻修磨横刃的方法相似,如图1-48所示。
刃磨方法如下:
①使钻头外刃背靠上砂轮圆角,磨削点大致在砂轮水平面上。
②钻头轴线左摆,在水平面内与砂轮侧面夹角约为15°,并使钻尾下垂,钻头轴线所在垂直平面内与水平线夹角约为55°。
③刃磨时,钻头上的刃磨点逐渐由外刃背向钻心移动。两边修磨应对称,保证内直刃及横刃对中。
5)刃磨单面外直刃上的分屑槽。刃磨方法如图1-49所示。选用的砂轮直径应小些,使砂轮侧面与外刃垂直,磨削点大致在砂轮水平中心面上,开在外刃的中心处。

图1-48 修磨横刃

图1-49 刃磨外刃上的分屑槽
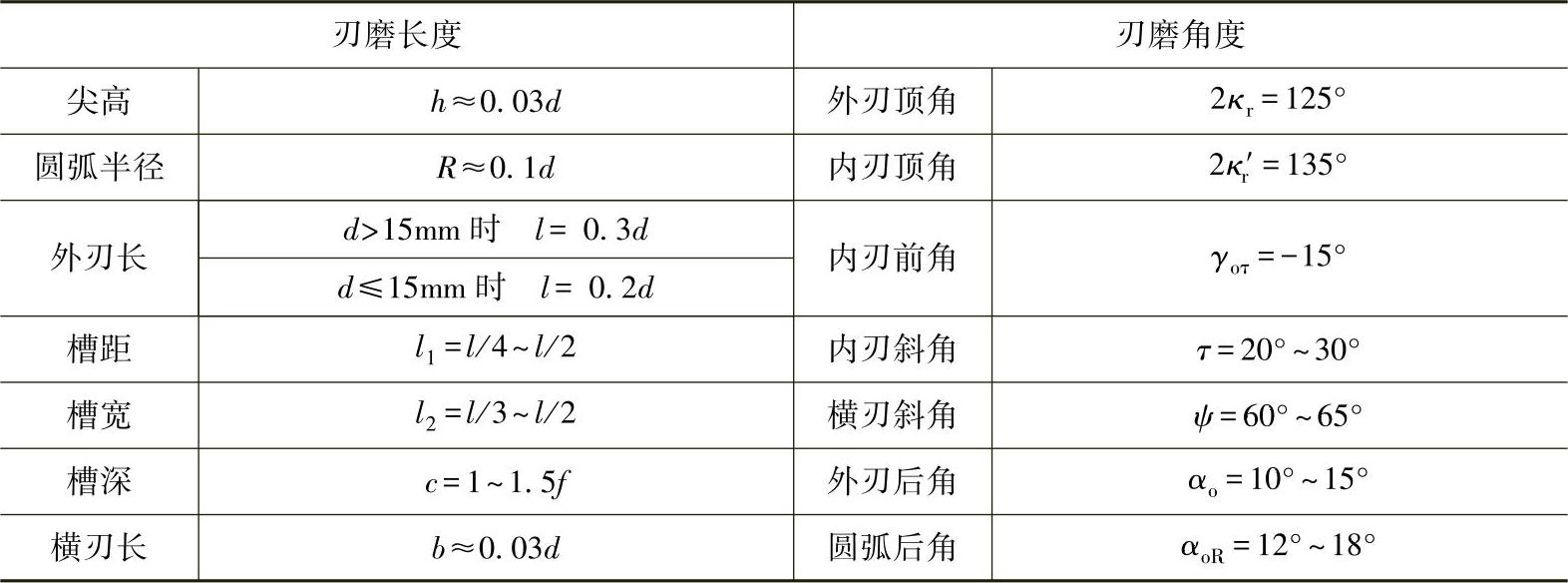
刃磨时,钻头接触砂轮时在垂直平面内摆动钻尾,磨出的分屑槽部位有一定的后角。这样,基本型群钻刃磨参数共有14个,其中有7个长度参数和7个角度参数,见表1-9。
表1-9 基本型群钻刃磨参数
3.其他形式群钻
(1)钻铸铁群钻 由于铸铁较脆,钻削时,切屑成碎块并夹杂着粉末,挤扎在钻头的后面、棱边与工件孔壁之间,所以产生剧烈的摩擦,使钻头磨损。磨损几乎完全发生在后面上,但磨损最严重的部位,则是钻头的外缘转角处,严重影响钻头的使用寿命。所以刃磨钻头时应从以下几方面去考虑。
1)为了保护钻心尖,磨出月牙圆弧槽使钻心低下来,切入工件后三尖很快同时切削,定心好,钻心尖不易崩碎和磨损,也便于找正。
2)采用双重顶角,在钻头外缘处磨出倒角,即形成双重顶角(2κr1),使转角处变宽,改善钻头散热条件,从而提高了寿命。
3)适当加大后角,一般比钻钢的大3°左右,减小钻头与工件间的摩擦。
钻头的形状特点是“铸铁屑碎赛磨料,转速稍低大进给,三尖刃利加冷却,双重顶角寿命高”。
钻头的结构形状和几何参数如图1-50所示。
钻头各角度:2κr=120°,2κr′=135°,2κr1=70°,ψ=65°,τ=25°,γoτ=-10°,αo=13°~18°,αoR=15°~20°,l=0.3d,l1=l2,R=0.12d,h=0.02d,b=0.02d(d为钻头直径)。
(2)钻铸铁精孔钻头 钻头的结构形状和几何参数如图1-51所示。它可代替铰刀,或当孔径为非标准尺寸时,为提高钻孔精度和减小孔壁表面粗糙度值时选用。
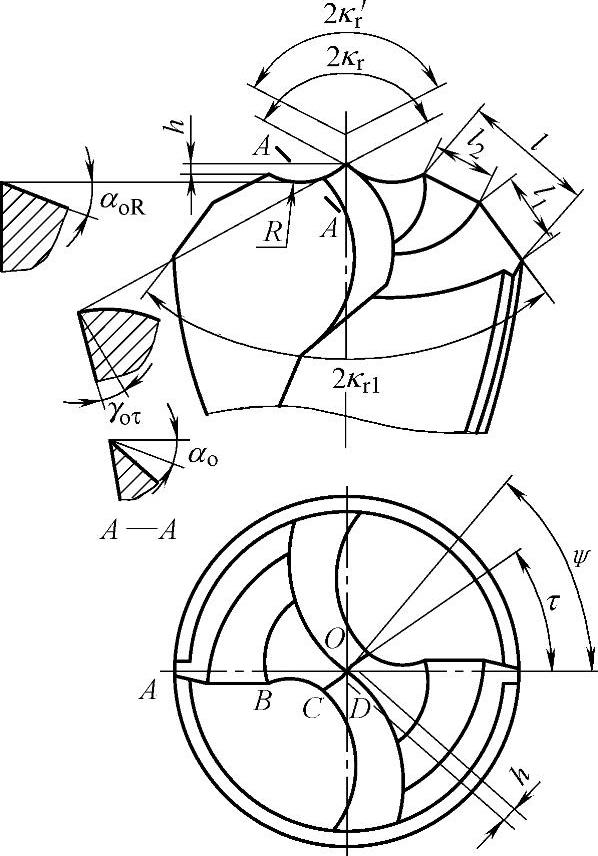
图1-50 钻铸铁钻头
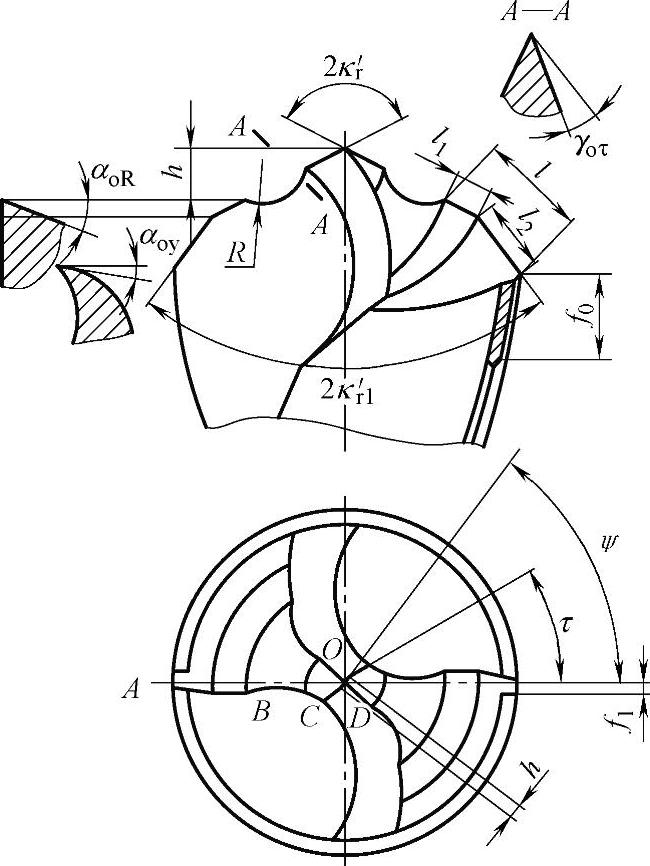
图1-51 钻铸铁精孔钻头
钻头各角度:2κr1=15°~20°,ψ=80°,τ=25°,γoτ=-10°,αo=8°~12°,αoR=10°~15°,αoy=4°~6°,l=0.25d,l1=0.2d,l2=0.15d,R=0.1d,f0=3~5mm,f1=0.5mm,h=0.2d,b=0.02d(d为钻头直径)。
(3)钻不锈钢钻头 钻不锈钢孔的主要问题是不易断屑。这种材料强度虽不高,但塑性很大,热导率低,用基本型群钻切削时,使用加大切屑变形的办法来断屑,将会增加切削负荷,使钻头寿命降低,这是不可取的。在基本型群钻的基础上,将圆弧刃半径R加大,将尖高h加高,把圆弧刃、单边分屑槽部都磨浅,使圆弧刃尖和分屑刃尖的刀尖角加大,钻削时,利用宽切屑的卷曲运动把上一段已分开的窄而平直的切屑在交界的裂口处斜拧撕断,是充分发挥钻头切削性能的措施。
钻头各角度:2κr=135°~150°,2κ′r=135°,ψ=65°,τ=20°~25°,γoτ=-15°,αo=10°~12°,αoR=14°~16°,l=0.3d,l1=l2=l/3,R=0.2d,h=0.05d(2κr=150°)~0.07d(2κr=135°),b=0.04d(d为钻头直径),c=f/3(f为进给量)。
钻头的结构形状和几何参数如图1-52所示。
(4)钻纯铜钻头 钻头的结构形状和几何参数如图1-53所示。钻纯铜孔的主要问题是因材料软,易产生“扎刀”和使钻头抖动,出现孔形不圆或多角形现象。又因不易断屑,切屑绕在钻头上使孔的外部扩大,钻孔不光或孔壁产生撕痕。由于纯铜材料比高速钢钻头传热快,钻较深孔时,钻头在孔中容易咬住。所以刃磨钻头时应考虑以下几个方面。
1)钻心部分的形状要合适,以保证切削平稳,定心牢靠。主要是适当减小内刃顶角2κ′r,加大钻尖高度h,使内刃前角γoτ的负值稍大些,减小圆弧刃后角αoR,取横刃斜角ψ=90°。
2)对于直径大于25mm的钻头,在外刃上磨出分屑槽,便于排屑,而且可以进一步降低切削负荷。
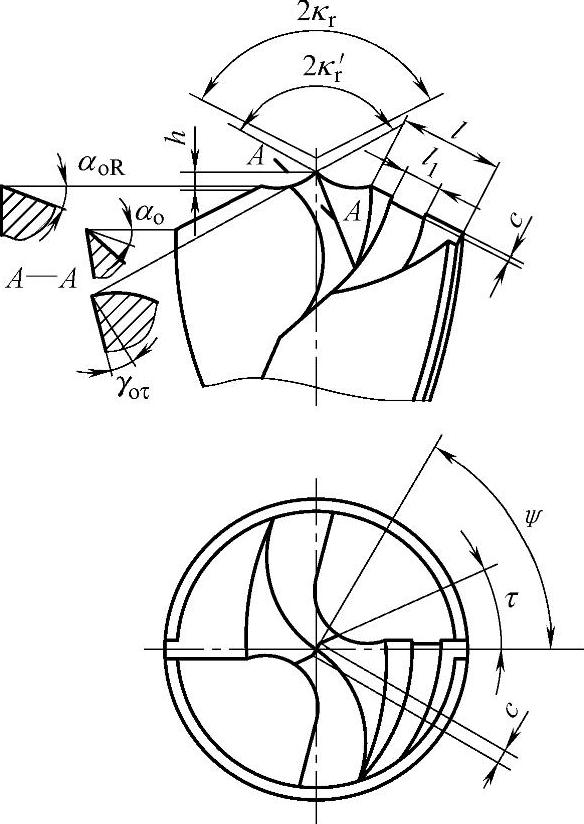
图1-52 钻不锈钢钻头
3)选取外刃顶角2κr=120°的目的是利于排屑和改善孔壁表面质量(钻硬化的纯铜时,2κr应适当加大)。
钻头各角度:2κr=120°,2κ′r=115°,ψ=90°,τ=30°~35°,γoτ=-25°,αo=12°~15°,αoR=10°~12°,l=(0.2~0.3)d,R=(0.1~0.2)d,h=0.06d,b=0.02d。d≤25mm时不开分屑槽;d>25mm(d为钻头直径)时,l1=l2/2、l2=l/2。
(5)钻铝合金钻头 钻铝合金孔的主要问题是积屑瘤严重,孔壁粗糙及钻深孔时排屑困难。
钻铝合金群钻的几何参数与基本型群钻相似。只是横刃磨得更窄,以进一步降低切削负荷和热量,修磨横刃时将刃瓣(刃背)多磨去一些,以加大容屑空间;加大顶角2κr,使分成窄条的切屑向上窜出,与钻头螺旋槽的摩擦阻力较小,便于排屑。
钻头的结构形状和几何参数如图1-54所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。