



立方氮化硼(CBN)是氮化硼(BN)的同素异构体之一,其结构与金刚石相似,具有超硬特性、高热稳定性、高化学稳定性,在大气中加热至1000℃也不发生氧化,广泛用于钢铁制品的加工。立方氮化硼刀具由于其性能优越,能够加工高速钢、工具钢、淬硬钢、冷硬铸铁、轴承钢、高温合金及其他难加工材料的切削加工。
立方氮化硼(CBN)有单晶体和多晶体之分,即CBN单晶和聚晶立方氮化硼(PCBN)。
1.立方氮化硼刀具材料性能
(1)具有较高的硬度和耐磨性 CBN具有与金刚石相近的硬度和强度,CBN微粉的显微硬度为8000~9000HV,PCBN烧结体的硬度达到3000~5000HV。在切削耐磨材料时,其耐磨性为涂层硬质合金刀具的30倍。
(2)具有很高的热稳定性 CBN的耐热性高于金刚石,可达1400~1500℃,PCBN在1000℃时的硬度还高于陶瓷和硬质合金的常温硬度。图1-38所示为PCBN、陶瓷和硬质合金的高温硬度对比。
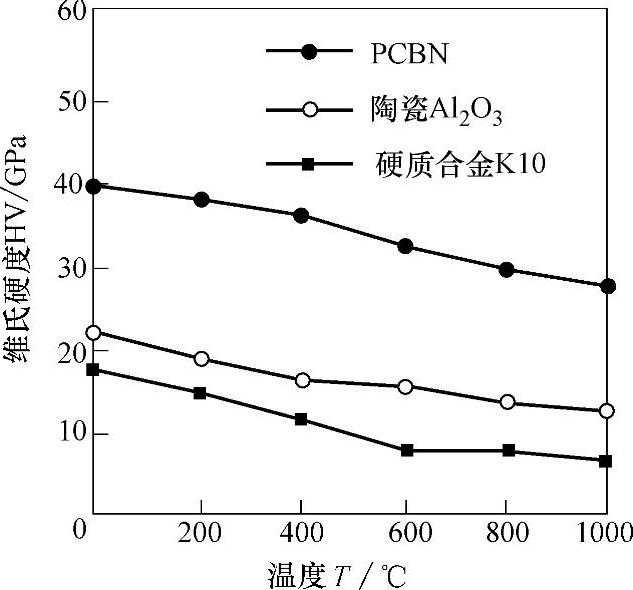
图1-38 PCBN、陶瓷和硬质合金的高温硬度对比
(3)具有优良的化学稳定性 CBN具有很高的抗氧化能力,在1000℃时也不会产生氧化现象。与铁系材料到1200~1300℃时也不起化学作用,化学惰性大。
(4)具有较好的热导性 CBN的热导性仅次于金刚石,其导热系数是硬质合金的20倍,CBN与陶瓷导热系数的比率为37.1,在高速切削下导热系数高,可使刀具刀尖处温度低,减小刀具的磨损,有利于加工精度的提高。
(5)具有较低的摩擦因数 CBN与不同材料间的摩擦因数为0.1~0.3。在高速切削时,摩擦因数小,可使切削力减小,切削温度降低,提高加工表面质量。(https://www.xing528.com)
2.立方氮化硼刀具种类
立方氮化硼(CBN)有单晶体和多晶体之分,即CBN单晶和聚晶立方氮化硼(PCBN)。CBN单晶的制取,通常使用六方氮化硼(HBN),在触媒及添加剂的参与下,经高温高压烧结而得。PCBN是在高温高压下将微细的CBN材料通过结合相(TiC、TiN、Al、Ti等)烧结在一起的多晶材料,它与金刚石统称为超硬刀具材料。由于CBN单晶受制造技术及成本高等因素的限制,目前实际应用中仍以PCBN为主。PCBN刀具具有独特的结构和特性,近年广泛应用于黑色金属的切削加工,尤其适合于淬硬钢、高硬铸铁、高硬热喷涂合金等难加工材料的切削加工。
PCBN刀具按结构的不同分为PCBN焊接刀具和PCBN可转位刀具两大类。PCBN焊接刀具是将PCBN刀片焊接在钢基体上经刃磨而成的。PCBN可转位刀片一般是在可转位硬质合金刀片的一个角上镶焊一块PCBN刀片,经刃磨而成的。
根据制造复合方式的不同,PCBN刀具可分为整体PCBN刀片和与硬质合金复合烧结的PCBN复合刀片。整体PCBN刀片有多个切削刃,可以转位使用。PCBN复合刀片有多个切削刃,可转位,也可重磨使用。PCBN复合刀片是在强度和韧性较好的硬质合金上烧结一层0.5~1.0mm厚的PCBN而成的,兼有较好的韧性和较高的硬度及耐磨性,解决了CBN刀片抗弯强度低和焊接困难等问题。
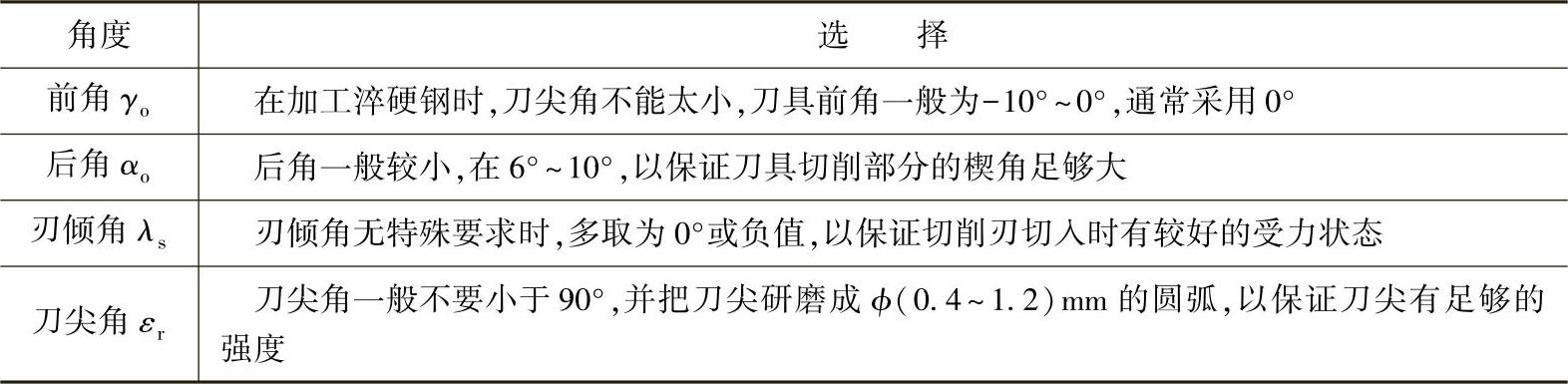
3.立方氮化硼(PCBN)刀具几何角度的选择
以加工淬硬钢为例,说明PCBN刀具几何角度的选择范围,见表1-6。
表1-6 PCBN刀具几何角度的选择
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。