



1.车削在机械制造业中的任务
在机械制造业中,复杂的机械大都是由各种轴类、套类、盘类、螺纹、锥体、畸形零件等组成的,都得通过车工粗、精加工来完成。随着科技的发展,尽管有些零件由精密铸造与冷作而成,但大多数还离不开金属切削加工。尤其是精度要求高的零件,还是要通过车、磨而成。
车削加工的范围:车外圆,车端面,车内孔,车外螺纹,车内螺纹,钻中心孔,钻孔,滚花,切断或车外、内沟槽,车端面槽,绕弹簧,车外圆锥,车成形面等,如图1-7所示。
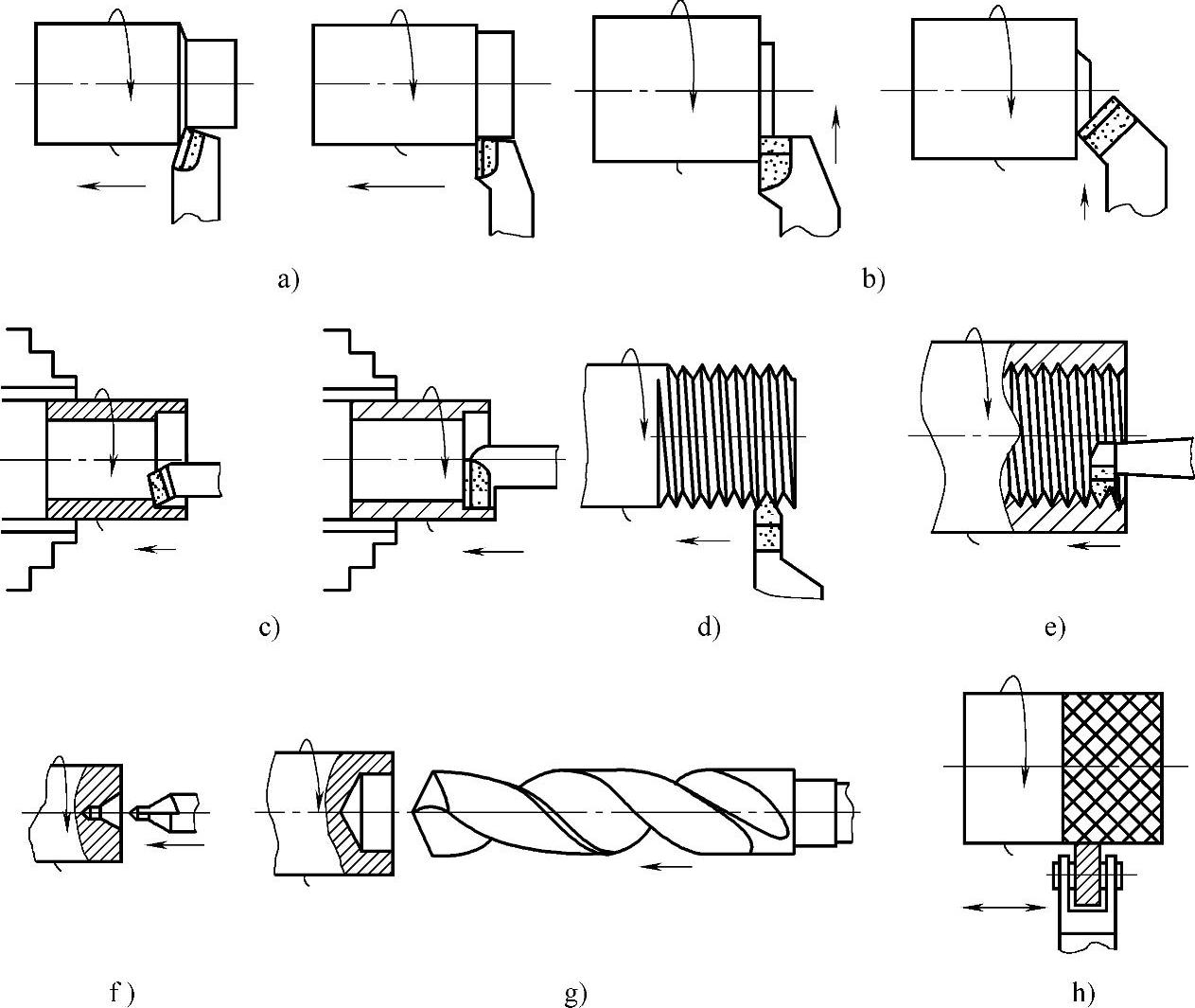
图1-7 车床加工的典型表面
a)车外圆 b)车端面 c)车内孔 d)车外螺纹 e)车内螺纹 f)钻中心孔 g)钻孔 h)滚花
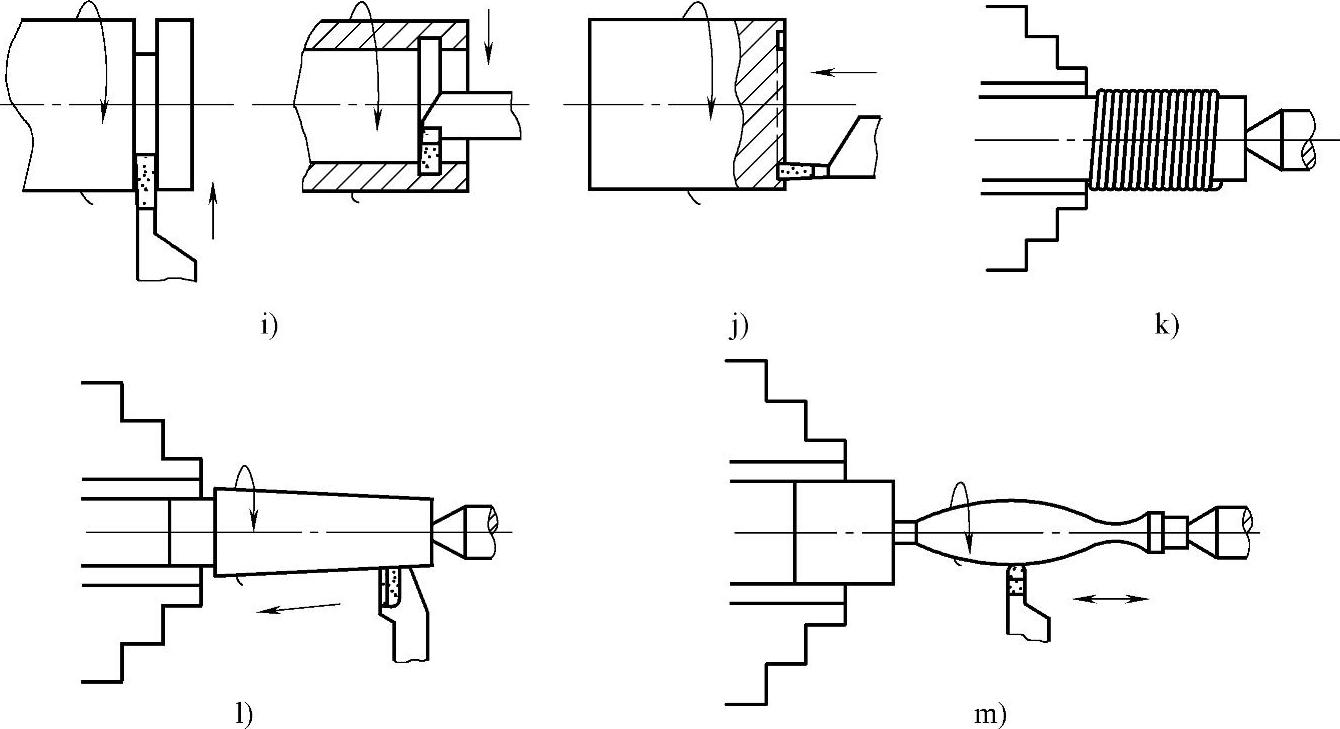
图1-7 车床加工的典型表面(续)
i)切断或车外、内沟槽 j)车端面槽 k)绕弹簧 l)车外圆锥 m)车成形面
2.切削运动和切削用量的基本概念
金属切削加工时,工件是机械加工过程中被加工对象的总称,任何一个工件都必须经过由毛坯加工到成品的过程,在这个过程中,要使刀具对工件进行切削加工形成各种表面,必须使刀具与工件间产生相对运动,这种金属切削加工中的相对运动称为切削运动。切削运动按其所起的作用可分为主运动和进给运动。
(1)主运动 主运动是切除工件上多余金属层,形成工件新表面所必需的运动,它是切削加工中最基本、最主要的运动,通常它的速度最高、消耗的机床功率最多,如车削加工时工件的回转运动(图1-8),铣、镗和钻削加工时刀具的回转运动,刨削加工时刨刀的直线运动(图1-9)。
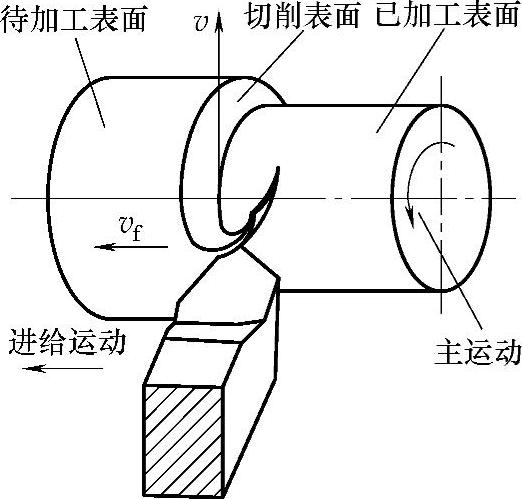
图1-8 车削运动和工件上的表面
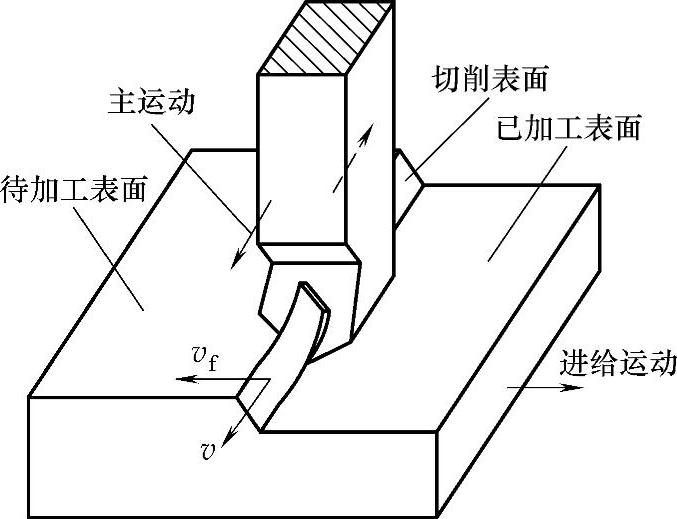
图1-9 刨削运动和工件上的表面
(2)进给运动 进给运动是把被切削金属层间断或连续投入切削的一种运动,与主运动相配合即可不断地切除金属层,获得所需的表面。进给运动的特点是速度小,消耗功率少,可由一个或多个运动组成。外圆车削中沿工件轴向的纵向进给运动是连续的,沿工件径向的横向进给运动是间断的。
(3)切削过程中工件上形成的表面 工件在切削过程中形成了三个表面,其中待加工表面是指工件上即将被切削掉的表面,即图1-10中的表面1;过渡表面是工件上切削刃正在切削的表面,如图1-10中的表面2;已加工表面是指工件上经切削加工后形成的表面,如图1-10中的表面3。
(4)切削用量 切削用量是用来衡量切削运动大小的参数。切削速度、进给量和背吃刀量称为切削用量的三要素。只有合理地确定切削用量,才能顺利地进行切削,这也是保证产品质量、提高劳动生产率的有效办法。
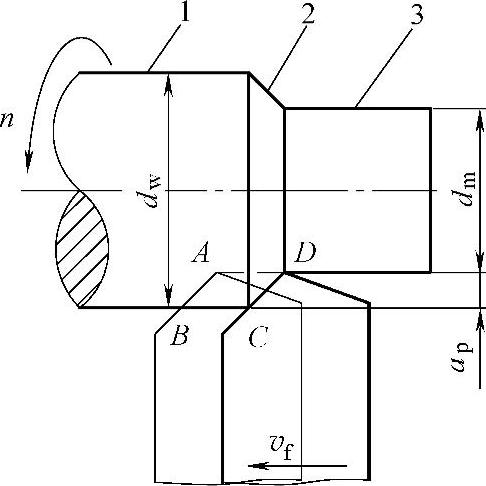
图1-10 切削过程中工件上形成的表面
1)背吃刀量ap。在垂直于主运动方向和进给运动方向的工作平面内测量的刀具切削刃与工件切削表面的接触长度称为背吃刀量。对于外圆车削,背吃刀量为工件上已加工表面和待加工表面间的垂直距离,单位为mm。即
式中 dw——工件待加工表面的直径(mm);
dm——工件已加工表面的直径(mm)。
2)进给量f。刀具在进给运动方向上相对于工件的位移量称为进给量。不同的加工方法,由于所用刀具和切削运动形式不同,进给量的表述和度量方法也不同。进给量的单位是mm/r(用于车削、镗削等)或mm/行程(用于刨削、磨削等)。进给量表示进给运动的速度。进给运动速度还可以用进给速度vf(单位是mm/s)或每齿进给量fz(用于铣刀、铰刀等多刃刀具,单位是mm/z)表示。一般
vf=nf-dzfz
式中 n——主运动的转速(m/min);
z——刀具齿数。
3)切削速度v。刀具切削刃上选定点相对于工件主运动的速度称为切削速度,单位为m/min或m/s。由于切削刃上各点的切削速度是不同的,计算时常用最大切削速度代表刀具的切削速度。外圆车刀车削外圆时的切削速度计算式为
式中 dw——工件待加工表面的直径(mm);
n——工件的转速(r/s)。
铣削时,由于铣刀是多齿刀具,进给量单位除mm/r外,还规定了每齿进给量,用af表示,单位是mm/z,vf、f、af三者之间的关系为
vf=nf=nafz
式中 z——多齿刀具的齿数。
总之,在实际生产中,通常是已知工件直径,并根据工件材料、刀具材料和加工性质等因素选定切削速度。再将切削速度换成车床转速,以便调整机床。尽量选择与车床铭牌上的转速相同。
(5)切削用量的选择原则 合理地选择切削用量,能够保证工件加工质量,提高切削效率,延长刀具使用寿命和降低加工成本。
根据不同加工性质对切削加工的要求,切削用量会选得不一样。粗加工时,应尽量保证较高的金属切除率和必要的刀具寿命,一般优先选择大的背吃刀量,其次选择较大的进给量,最后根据刀具寿命,确定合适的切削速度。精加工时,应保证工件的加工质量,一般选用较小的进给量和背吃刀量,尽可能选用较高的切削速度。
1)背吃刀量的选择。粗加工的背吃刀量应根据工件的加工余量确定,应尽量一次走刀就切除全部加工余量。当加工余量过大、机床功率不足、工艺系统刚度较低、刀具强度不够以及断续切削或冲击振动较大时,可分几次走刀。对于切削表面层有硬皮的铸、锻件,应尽量使背吃刀量大于硬皮层的厚度,以保护刀尖。半精加工余量(1~3mm)和精加工的余量(0.1~0.5mm)可一次切除。半精车和精车时的背吃刀量根据加工精度和表面粗糙度要求由粗加工后留下的余量确定。用硬质合金车刀切削时,由于车刀刃口在砂轮上不易磨得很锋利,最后一刀的背吃刀量不宜过小,以ap=0.1mm为宜,否则很难达到工件的表面粗糙度要求。如果采用可转位车刀切削,精加工的余量最好根据刀片的刀尖圆角半径R值来确定。
2)进给量的选择。粗加工时,进给量的选择主要受切削力的限制。在工艺系统的刚度和强度良好的情况下,可选用较大的进给量。半精加工和精加工时,由于进给量对工件的已加工表面粗糙度影响很大,进给量一般取得较小。通常按照工件加工表面粗糙度的要求,根据工件材料、刀尖圆弧半径、切削速度等条件来选择合理的进给量。当切削速度提高,刀尖圆弧半径增大或刀具磨有修光刃时,可以选择较大的进给量,以提高生产率。
3)切削速度的选择。在背吃刀量和进给量选定以后,可在保证刀具合理寿命的条件下,确定合适的切削速度。粗加工时,背吃刀量和进给量都较大,切削速度受刀具寿命和机床功率的限制,一般较低。精加工时,背吃刀量和进给量都取得较小,切削速度主要受工件加工质量和刀具寿命的限制,一般取得较高。选择切削速度时,还应考虑工件材料的切削加工性等因素。例如:加工合金钢、高锰钢、不锈钢、铸铁等的切削速度应比加工普通中碳钢的切削速度低20%~30%,加工有色金属时,则应提高1~3倍。在断续切削和加工大件、细长件、薄壁件时,应选用较低的切削速度。用硬质合金车刀切削时,一般多采用较高的切削速度(80~100m/min)。用高速钢车刀切削时,宜采用较低的切削速度。
3.车刀的种类及用途
车刀按用途可分为外圆车刀、端面车刀、切断刀、成形车刀、螺纹车刀和车孔刀等,如图1-11所示。由于车刀是由刀头和刀体组成的,故按其结构不同又可分为整体车刀、焊接车刀、机夹车刀、可转位车刀和成形车刀等,如图1-12所示。
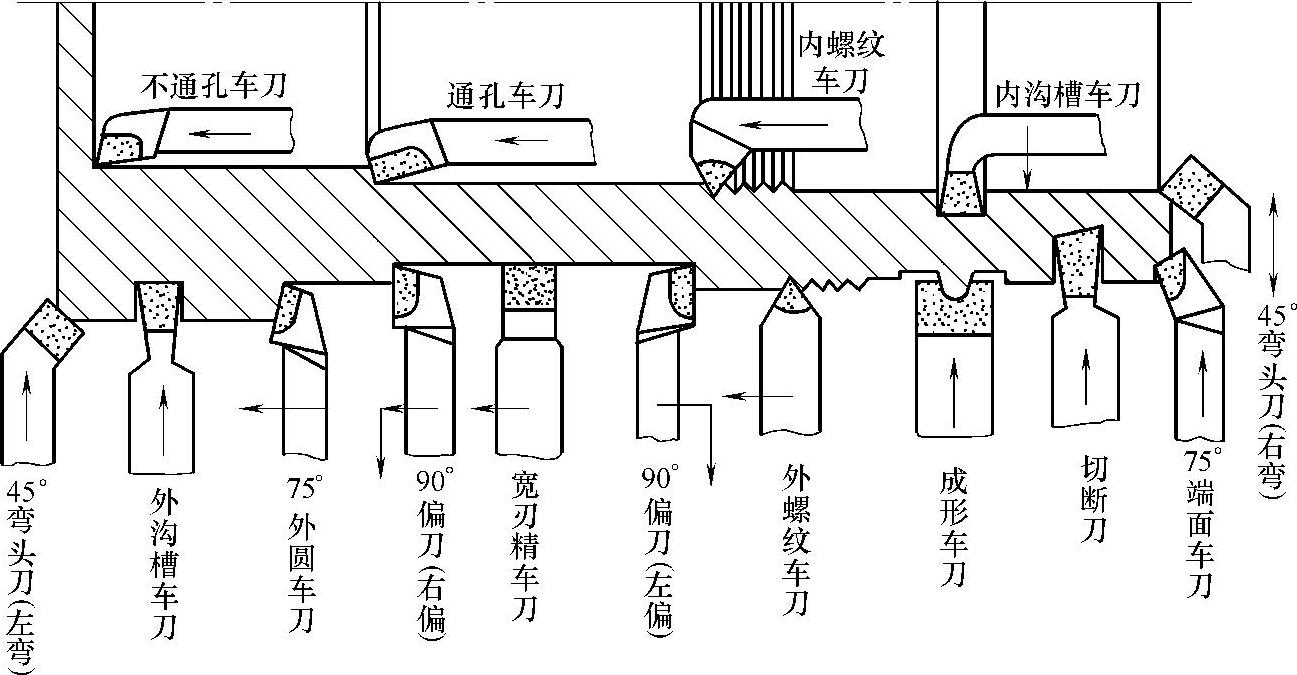
图1-11 常用车刀及其用途(https://www.xing528.com)
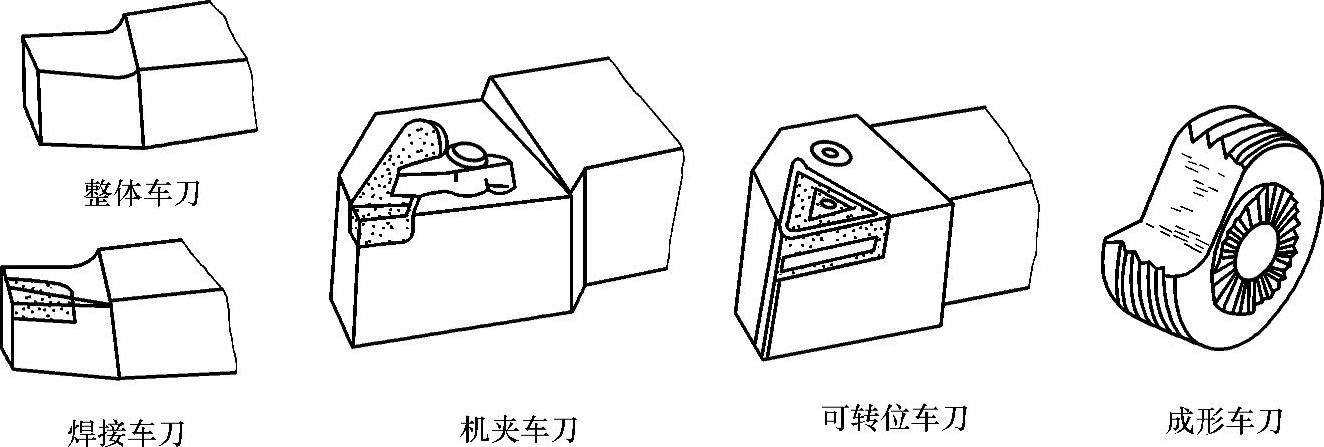
图1-12 车刀的结构
常用车刀的基本用途如下:
1)90°外圆车刀(偏刀):用来车削工件的外圆、台阶和端面,分为左偏刀和右偏刀两种。
2)45°弯头刀:用来车削工件的外圆、端面和倒角。
3)切断刀:用来切断工件或在工件表面切出沟槽。
4)车孔刀:用来车削工件的内孔,有通孔车刀和不通孔车刀。
5)成形车刀:用来车削台阶处的圆角、圆槽或车削特殊型面工件。
6)螺纹车刀:用来车削螺纹。
4.车床基本操作介绍
应按以下各项仔细检查无误后再起动、操作机床:
1)检查车床各变速手柄是否处于空档位置,离合器是否处于正确位置,操纵杆是否处于停止状态,确认无误后,合上车床电源总开关。
2)按下床鞍上的起动按钮(图1-13),电动机起动。
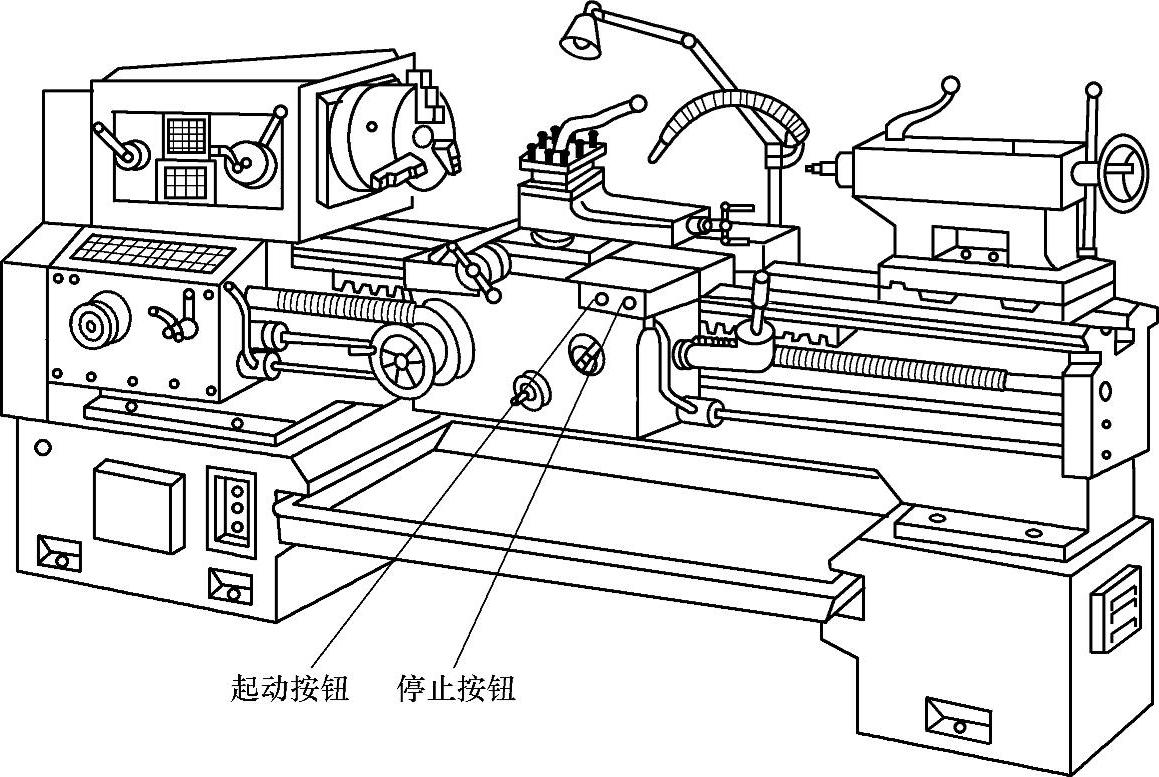
图1-13 车床起动操作的按钮和手柄
3)向上提起溜板箱右侧的操纵杆手柄,主轴正转;操纵杆手柄回到中间位置,主轴停止转动;操纵杆手柄下压,主轴反转。
4)主轴正、反转的转换要在主轴停止转动后进行,避免因连续转换操作使瞬间电流过大而发生电气故障。
5)按下床鞍上的停止按钮,电动机停止工作。
(1)主轴箱的结构与变速操作 车床主轴变速通过改变主轴箱正面右侧两个叠套手柄的位置来控制。前面的手柄有6个档位,每个档位有4级转速,由后面的手柄控制,所以主轴共有24级转速,如图1-14所示。
主轴箱正面左侧的手柄用于螺纹的左、右旋向变换和加大螺距,共有4个档位,即右旋螺纹、左旋螺纹、右旋加大螺距螺纹和左旋加大螺距螺纹,其档位如图1-15所示。
(2)进给箱的结构与操作 CA6140型车床进给箱正面左侧有一个手轮,手轮有8个档位;右侧有前、后叠装的两个手柄,前面的手柄是丝杠、光杠变换手柄,后面的手柄有Ⅰ、Ⅱ、Ⅲ、Ⅳ四个档位与手轮配合,用以调整螺距或进给量。
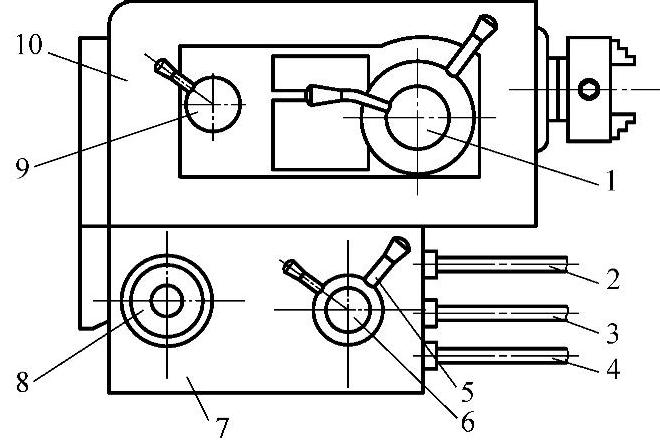
图1-14 车床主轴的变速操纵手柄
1—主轴变速叠套手柄 2—丝杠 3—光杠 4—操纵杆 5—进给变速手柄 6—丝杠、光杠变换手柄 7—进给箱 8—进给变速手轮 9—螺纹旋向变换手柄 10—主轴箱
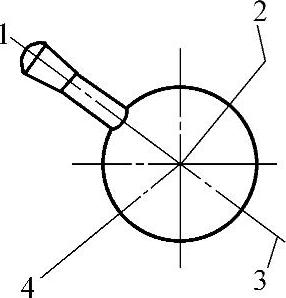
图1-15 车削螺纹的变换手柄
1—右旋螺纹 2—左旋螺纹 3—左旋加大螺距螺纹 4—右旋加大螺距螺纹
根据加工要求调整所需螺距或进给量时,可通过查找进给箱油池盖上的调配表来确定手轮手柄的具体位置。
(3)溜板部分的结构与操作 溜板部分包括溜板箱、床鞍、中滑板、小滑板及刀架等,如图1-16所示。
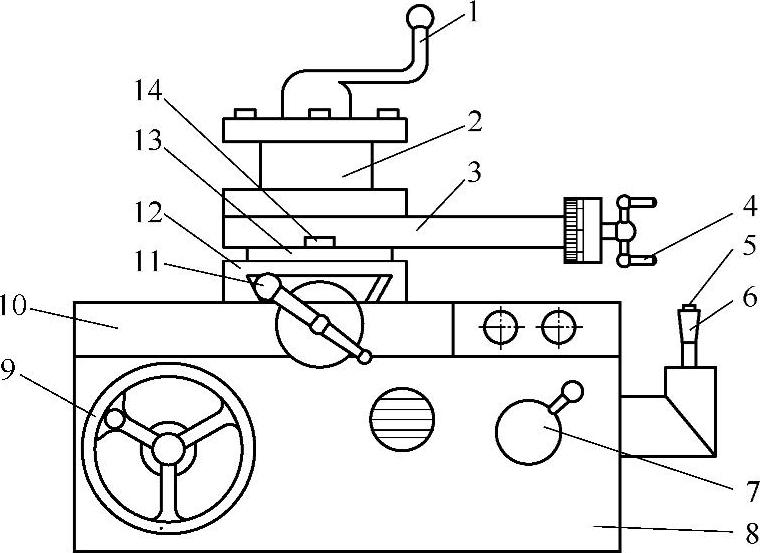
图1-16 溜板部分
1—刀架手柄 2—刀架 3—小滑板 4—小滑板手柄 5—快进按钮 6—自动进给手柄 7—开合螺母手柄 8—溜板箱 9—大手轮 10—床鞍 11—中滑板手轮 12—中滑板 13—分度盘 14—锁紧螺母
溜板部分实现车削时绝大部分的进给运动:床鞍及溜板箱做纵向移动,中滑板做横向移动,小滑板可做纵向或斜向移动。进给运动有手动进给和机动进给两种方式。
1)床鞍及溜板箱的纵向移动由溜板箱正面左侧的大手轮控制。顺时针方向转动手轮时,床鞍及溜板箱向右运动;逆时针方向转动手轮时,床鞍及溜板箱向左运动。手轮轴上的刻度盘圆周等分300格,手轮每转过1格,床鞍及溜板箱纵向移动1mm。
2)中滑板的横向移动由中滑板手柄控制。顺时针方向转动手柄时,中滑板向远离操作者方向运动(即横向进刀);逆时针方向转动手柄时,中滑板向靠近操作者方向运动(即横向退刀)。中滑板丝杠上的刻度盘圆周等分100格,手柄每转过1格,中滑板横向移动0.05mm。
3)小滑板在小滑板手柄的控制下可做短距离的纵向移动。小滑板手柄顺时针方向转动时,小滑板向左运动;小滑板手柄逆时针方向转动时,小滑板向右运动。小滑板丝杠的刻度盘圆周等分100格,手柄每转过1格,小滑板纵向(或斜向)移动0.05mm。小滑板的分度盘在刀架需斜向进给车削短圆锥体时,可顺时针方向或逆时针方向在90°范围内偏转所需角度,调整时,先松开锁紧螺母,转动小滑板至所需角度位置后,再锁紧锁紧螺母将小滑板固定。
4)CA6140型车床的纵、横向机动进给和快速移动采用单手柄操纵。自动进给手柄在溜板箱右侧,可沿十字槽纵、横扳动,手柄扳动方向与刀架运动方向一致,操作简单、方便。手柄在十字槽中央位置时,停止进给运动。在自动进给手柄顶部有一快进按钮,按下此按钮,快速电动机工作,床鞍或中滑板按手柄扳动方向做纵向或横向快速移动,松开按钮,快速电动机停止转动,快速移动中止。
5)溜板箱正面右侧有一开合螺母操作手柄,用于控制溜板箱与丝杠之间的运动联系。车削非螺纹表面时,开合螺母手柄位于上方;车削螺纹时,顺时针方向扳下开合螺母手柄,使开合螺母闭合,并与丝杠啮合,将丝杠的运动传递给溜板箱,使溜板箱、床鞍按预定的螺距(或导程)做纵向进给。车完螺纹应立即将开合螺母手柄扳回原位。
(4)尾座的结构与操作 CA6140型车床尾座如图1-17所示。
1)手动沿床身导轨纵向移动尾座至合适位置,逆时针方向扳动尾座固定手柄,将尾座固定。注意移动尾座时用力不要过大。
2)逆时针方向移动套筒固定手柄(松开),摇动手轮,使套筒做进、退移动。顺时针方向转动套筒固定手柄,将套筒固定在选定的位置。
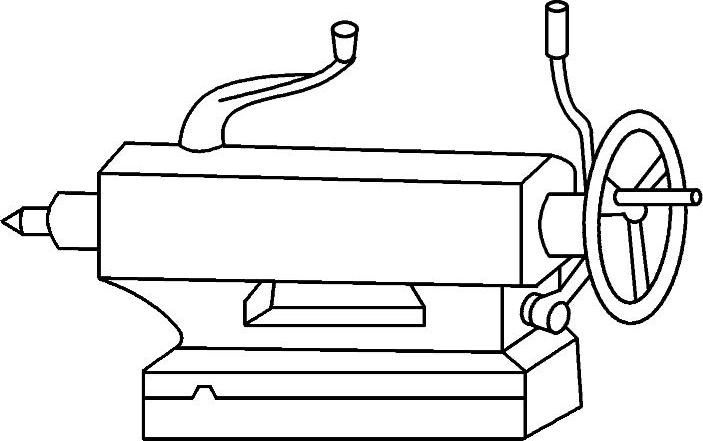
图1-17 尾座
3)擦净套筒内孔和顶尖锥柄,安装后顶尖;松开套筒固定手柄,摇动手轮使套筒后退并退出后顶尖。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。