



1.绕组的绝缘电阻偏低、接地、短路故障修复
转子绕组与定子绕组一样,也会发生绝缘电阻偏低、接地、短路等故障,其故障原因及局部检修方法与定子绕组相似。但转子绕组是在旋转状态下工作,有的还要正反转运行,所以对它的绝缘要求较高。为了保证绕组的绝缘质量,局部修复后需按表5-15的标准进行各工序的耐压试验。
表5-15 绕线转子局部更换线圈后的耐压标准
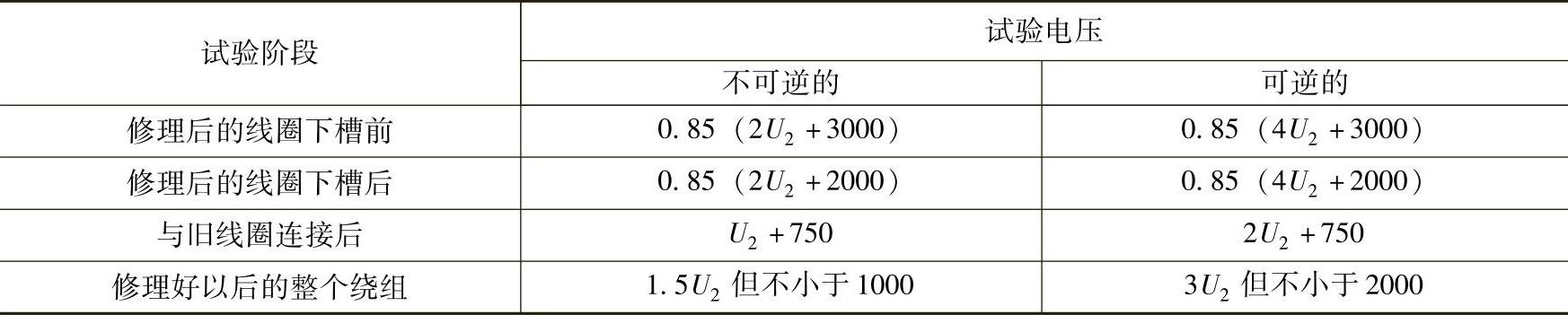
注:U2为转子额定开路电压。
2.绕组端部并头套开焊
这是一种由焊接质量不良引起的故障。若肉眼观察不能确定并头套开焊时,可用电桥测量绕组相间电阻。找出阻值偏大的一相或两相,并使电桥准确指零,然后用较软的木板或压层布板逐个地撬一相或两相的并头套,同时观察电桥指针,若撬动某一个并头套时指针偏离零位,则表示该并头套接触不良。
找出并头套脱焊后,采用锡焊料(锡20%、铅78.5%、银1.5%)对脱焊的并头套进行补焊。具体做法是,用松香沫、酒精溶液作焊药,将300~500W电烙铁的烙铁头磨成扁平形,使它能插入相邻的两并头套之间,如图5-30所示。加热使松香沫熔化后,左手拿锡焊条碰触并头套,与导条的缝隙之间,边加热边加锡,直到填满为止。
在粉尘较多的环境下工作,其并头套必须刷绝缘漆或包扎绝缘带,以减少或防止并头套短路事故。
3.绑扎钢线的故障检修
绑扎钢线故障常见的有导线与钢线短路和钢线开焊松脱两种。对出现故障处,拆除原来的旧钢线后,目前已普遍采用自粘性无纬玻璃丝带重新绑扎。这种绑扎具有减少端部漏磁,改善电气性能,提高绝缘强度。绑扎工艺简单和节约材料等优点。
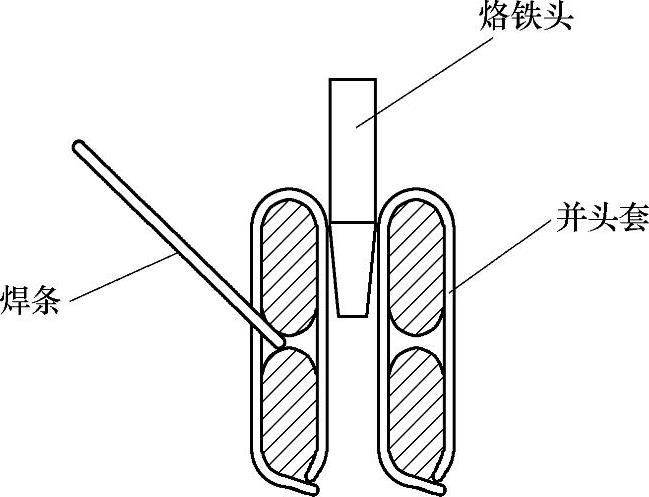
图5-30 补焊并头套
常用的聚酯无纬玻璃丝带(B级绝缘),厚度为0.17mm,宽度为15~25mm。绑扎工艺分整形、预热、绑扎、固化四道工序。将转子安放在绑扎机上,用夹具(或木槌)将端部整形。在80℃下加热1~2h,通过拉紧装置将无纬玻璃丝带拉至转子,在45r/min的速度及35kg拉力下进行绑扎。对100kW以下的电动机,绑扎厚度为1~1.5mm(极数少直径大的转子取大值)。绑扎后,在绕组浸漆、烘干过程中进行固化,形成强度高、绝缘好的玻璃钢箍。(https://www.xing528.com)
对转子直径较小,导线较粗及端部较短的绕组,其端部可用一个等于绕组端部口径的钢圈(包以绝缘)置于端部,用纱带扎牢,再浸漆、烘干。
4.集电环和电刷常见故障的修理
(1)电刷冒火
引起电刷冒火的原因有三:一是电刷的材质不良,电刷和刷辫接触不良造成;二是集电环磨损严重,直径失圆,环面粗糙,剥离接触不良;三是使用时,电刷选择不当,压力调整不均匀,长期不清扫等。
(2)短路环接触不良
主要表现为短路环插入深度不够;刀片夹压力偏小,引出线和集电环接触不良,导电杆螺母松动等。
(3)短路环接地短路
主要由于绝缘筒老化,集电环松动,引出线接触不良,导电杆绝缘套损坏,刷握位移等,使绝缘受到机械力及高温破坏,引起集电环局部击穿而接地或短路。其二是由于电动机长期运行,电刷磨损后掉下的碳粉积储在集电环之间,导致环间直接短路。
对集电环发生松动、接地、短路及引出线接触不良等故障,一般经局部修理便可修复。当环上有斑点、刷痕、凹凸不平、烧伤、失圆及剥离等缺陷,可进行一般修理或用车床旋修。如损坏比较严重,无法修复时,则只能更换新集电环。
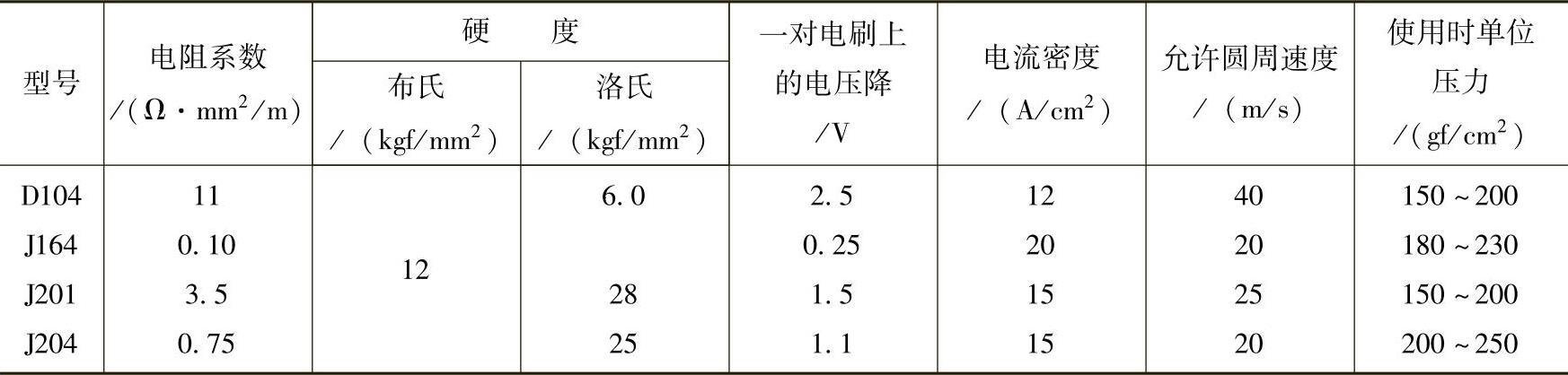
对电刷的修理包括清扫、研磨、调整压力、更换新电刷或铜辫等。常用电刷的技术数据见表5-16。
表5-16 常用电刷技术数据
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。