



笼型转子又分铜笼和铝笼两种。在实际电动机运行中,笼型转子出现的主要故障就是断条。断条后的电动机,输出功率减小,转速下降,定子电流表针左右摆动。
铜笼断条的原因除了个别铜条存在先天性缺陷外,主要是由于嵌装的铜条在槽内松动,在运行中受电磁力和离心力的交变作用导致疲劳而断裂。另一个原因是铜条与端环的焊接不良而开焊。
铝笼转子是铸铝式的。断条的原因一是制造时浇注不良,导条有气孔、夹渣、收缩等内在缺陷,当通过电流时,引起局部高温而烧断。二是电动机的使用条件恶劣,频繁的正反转及过载运行,使铝条受到机械力的冲击及大电流引起的高温作用而造成断条。
1.断条的检查方法
(1)铁粉显示法
用电焊机从转子两端环通入低压大电流(150~200A),流过每根铝条中的电流便在其周围产生磁通,将铁粉撒在转子表面,铝条周围的铁心便能吸引铁粉,在导条上形成均匀、整齐的直线排列,如图5-28所示。如果某导条周围吸引铁粉很少,甚至不吸引,便说明该导条已断。
(2)大电流感应法
用高导磁率的钢片或硅钢片做一个门形铁心(截面积6~8cm2),其上用ϕ0.17mm高强度漆包线绕800~1000匝,并接到万用表的低电压挡,如图5-29所示。从端环通入200~400A交流电(小型电动机电流适当减小),当导条完好时,其电流产生的磁通经门形铁心构成回路,在线圈中感应出电势,万用表便有指示。逐槽移动铁心进行测量,当槽内有断条时,万用表的读数就会减小或等于零。
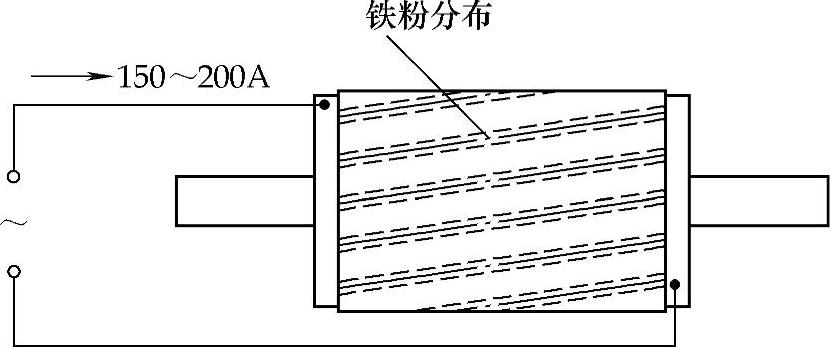
图5-28 用铁粉检查断条
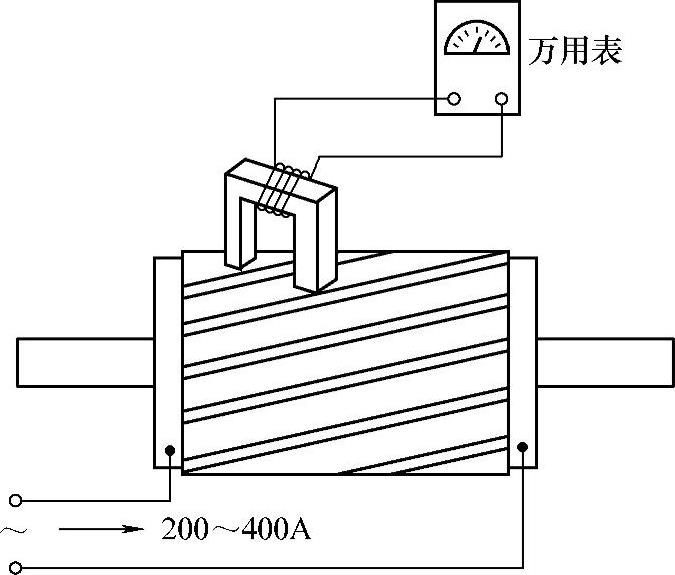
图5-29 感应法检查断条(https://www.xing528.com)
2.断条的修理
(1)补焊
若断条少,可在断裂处外表面进行补焊。先将铝条断裂处挖大,加热至450℃左右,用气焊法进行补焊,焊条配方为锡63%;锌33%;铝4%。
(2)换铝条
在铣床上用立式铣刀将断条端部铣一缺口,露出槽孔,用略小于导条直径的深孔钻头(普通钻头接长)沿导条槽钻穿,然后打入与孔径相同的轧制铝条(性能比铸铝好),两端长出端环5mm,再用氩弧焊或气焊将铝条与端环焊牢。焊好后清理焊渣,做静平衡试验。
(3)换笼
当铸铝转子断条较多,无法补焊及更换铝条时,可用物理或化学的方法将铝笼融化或溶解,然后更换为铜笼。
煤炉熔铝:压出转轴,用夹具将铁心夹紧,倾斜放在煤炉中,加热到700℃左右(铁心呈粉红色),铝逐渐熔出,取出后清除残铝。
烧碱溶铝:将转子(连轴)垂直放入浓度为30%的工业烧碱溶液中,加热至80~100℃,直到铝全部溶解为止(大约7~8h),提出用水冲洗铁心。再将铁心放在浓度为0.25%的工业冰醋酸溶液内煮沸,水和残碱,然后用水煮沸1~2h,取出洗净并烘干。
熔(溶)铝后,用占槽面积70%的紫铜条,插入槽内并塞紧,两端用铜环焊牢构成新笼。
对修复后的笼型转子,一般要做静平衡试验,待校正后才能装配。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。