



电动机轴常见的损坏有轴弯曲,轴颈磨损,轴裂纹,局部断裂等。造成轴损坏的原因,除轴本身的材质不好及强度不够外,轴与轴承、联轴节配合过松或有相对运动,频繁的正反转冲击,拆装时过大的机械碰撞,安装轴线不正等也会引起轴的损坏。下面简单介绍对故障的修理方法。
1.轴弯曲
轴弯曲可在机床上用千分表测出。当弯曲不超过0.2mm时,一般不矫正,仅作适当磨光。如弯曲较大,则需用压力机矫正或将轴加热后用气锤矫正,再进行车光或磨光。
2.键槽损伤
可先进行电焊,然后车圆重铣键槽,也可采用铣宽键槽的办法,或转过一个角度后另铣键槽。
3.裂纹或断裂
有裂纹或局部断裂的轴一般应更换新轴。新轴的钢牌号应与旧轴相同(多数为35#或45#钢)。旧轴用压力机压出后再压入新轴,对新轴加工分为两次进行。先车好中间部分,压入铁心;再车轴承位置及轴伸端。加工时要特别注意,保证铁心外圆与两轴承位置的同心度。
若裂纹在轴伸端处,可先打出坡口,用电焊补焊,然后进行精车。补焊时要注意不能变形且有足够的强度。
4.轴颈磨损
由于轴承内圈与轴颈的配合公盈过小,在运行中发生轴与内圈相对运动,使轴颈磨损而松动(即走内圆)。这时,必须将轴颈补大到原来尺寸。常用的方法有
(1)喷镀或刷镀
利用专门的设备将金属镀在磨损的轴颈上,恢复原来的直径。此法适用于磨损深度不超过0.2mm的场合。
(2)镶套
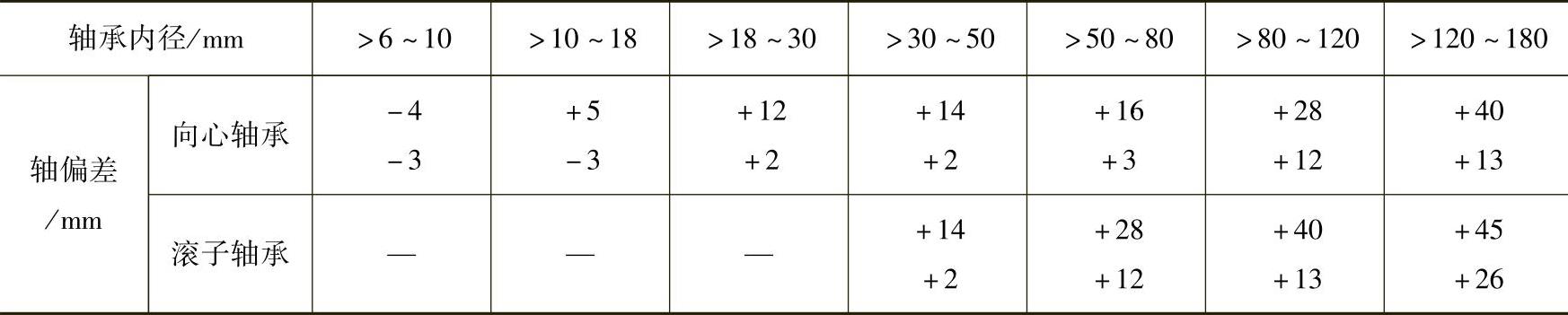
当轴颈磨损较大或局部烧损发蓝退火时,可将轴颈车圆后镶套。套的材料用30~45#钢,其厚度为2.5~4mm,轴与套之间采用U8(JB3)过盈配合,其公差值见表5-12,将套加热装至轴上后,放在车床上加工套的外圆,其配合公差按表5-13选择。
表5-12 轴与套的配合公差(https://www.xing528.com)

表5-13 轴与轴承内套配合公差
(3)补焊
将轴放在带轮转的支架上,用中碳钢焊条(例如T506)进行手工电弧焊,从一端开始,一圈一圈地焊,边焊边转动转子,直至将轴颈补焊完毕。冷却后,放到车床上加工到所需尺寸,加工时,注意校正两轴颈与转子外圆的同心度。
(4)粘接
1)环氧树脂粘接。在6101环氧树脂中,加15%邻苯二甲酸二丁酯搅匀,再加入7%(冬季为8%)乙二胺固化剂搅匀备用。用干净布蘸丙酮将轴颈和轴承内圈抹净,待丙酮挥发后,在轴颈上匀涂一层环氧树脂粘合剂,接着把已加热的轴承套入轴颈上,并将非配合面上的粘合剂擦抹干净。固化后,可组装。要拆卸轴承,可将轴承加热至300℃左右取下,此法宜粘补磨损量不超过0.1mm的轴颈。
2)厌氧胶粘接 先用布蘸汽油粗擦轴颈及轴承内圆,然后用丙酮润湿布进行精擦,彻底清楚污垢,自行晾干。在轴颈及轴承的接合面分别涂上GY—350厌氧胶,涂敷要均匀,厚度适当,然后将轴承套装到轴颈上,固化6小时后即可组装。要加速固化,可加热到45℃左右(可用温度计测量),两小时后可组装使用。对固化后的轴承,加热至150℃便可顺利拆下。
(5)化学涂镀
此法适用于磨损量不大于0.05mm的轴颈。其工艺步骤如下:
1)配置溶液。稀盐酸溶液,按30%盐酸加70%水配成;硫酸铜、锌粉溶液重量比例为硫酸铜(固体)40%;锌粉(屑)4%,水56%。配好后,两种溶液分别装入两只玻璃容器中长期备用。
2)清洗轴颈。先用汽油清洗干净,然后用纱布蘸少许丙酮(或四氯化碳、无水酒精)将轴颈反复擦抹,自行晾干。
3)先将稀盐酸在轴颈上反复涂几次,再把硫酸铜锌粉溶液在其涂几次,这时盐酸与硫酸铜、锌起化学反应,厚度可自行掌握。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。