



铸件内部缺陷是指存在于铸件内部且破坏了铸件的致密性或均匀性的各种缺陷,如内部缩孔、缩松、针孔、气孔、夹杂物、内部裂纹、偏析等。对于这些未露出表面的缺陷,则要采用专门的无损检测法来检查,有时不得不进行破坏性检验。
采用破坏性检验时,常使用断口检查、低倍检查和高倍检查。
采用无损检测法检查时,常使用射线检测法、超声波检测法等。
1.射线检测法
射线检测法能发现铸件内部的缩孔、缩松、疏松、夹杂物、气孔、裂纹等缺陷,并可确定缺陷平面投影的位置、大小和缺陷种类。
射线检测法有X射线法、γ射线法和中子射线法等,按射线检测方法的不同又可分为普通照相法、荧光屏观察法和电视观察法。用得最多的是X射线和γ射线的普通照相法,因为它具有较大的穿透能力,射线通过被检查的铸件后,作用于照相胶片,产生不同程度的感光作用,从而在照相胶片上留下缺陷的影像,通过暗室处理(显影、定影),便可判断缺陷的情况。但是,X射线底片上缺陷的影像不一定和缺陷实际形状一样,这是因为射线焦点位置、投射角度以及缺陷性质(如气孔与渣孔)等因素的影响会造成缺陷影像的放大和畸变。
在X射线底片上辨认和推断铸件的内部缺陷是一项极细致而复杂的工作,需要有相当丰富的检测经验与铸造工艺知识,才能比较可靠地作出结论。应该注意:①在观察底片时要用观察灯,在观察时要辨出伪缺陷,当无法辨别真伪缺陷时应重新透照,以防错评;②在观察时精力要集中,避免遗漏细小缺陷,有必要时可用放大镜仔细观察。
铸造中常见的铸件缺陷与伪缺陷在X射线底片上的特征见表5-61~表5-63。
表5-61 铸件缺陷在X射线底片上的特征(供参考)
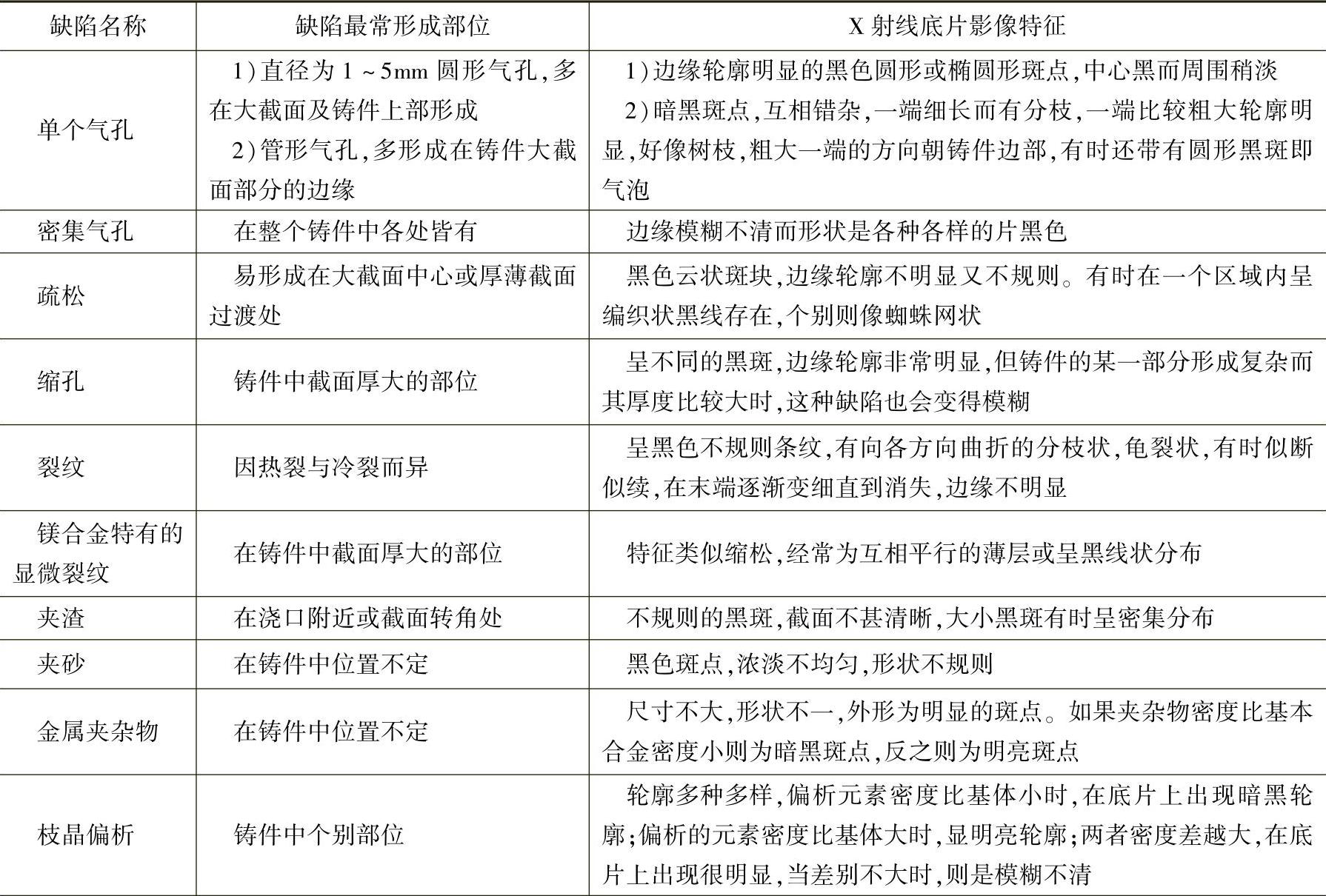
(续)

表5-62 补焊铸件常见缺陷在X射线底片上的特征(供参考)
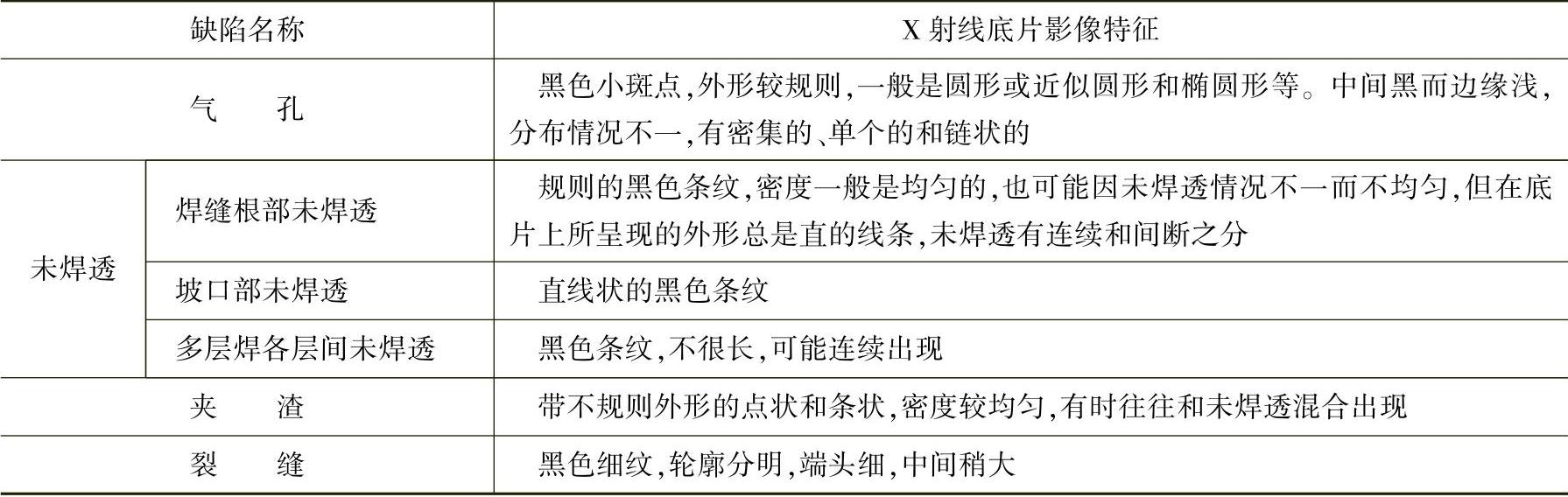
表5-63 X射线底片上常见伪缺陷的特征与分析(供参考)
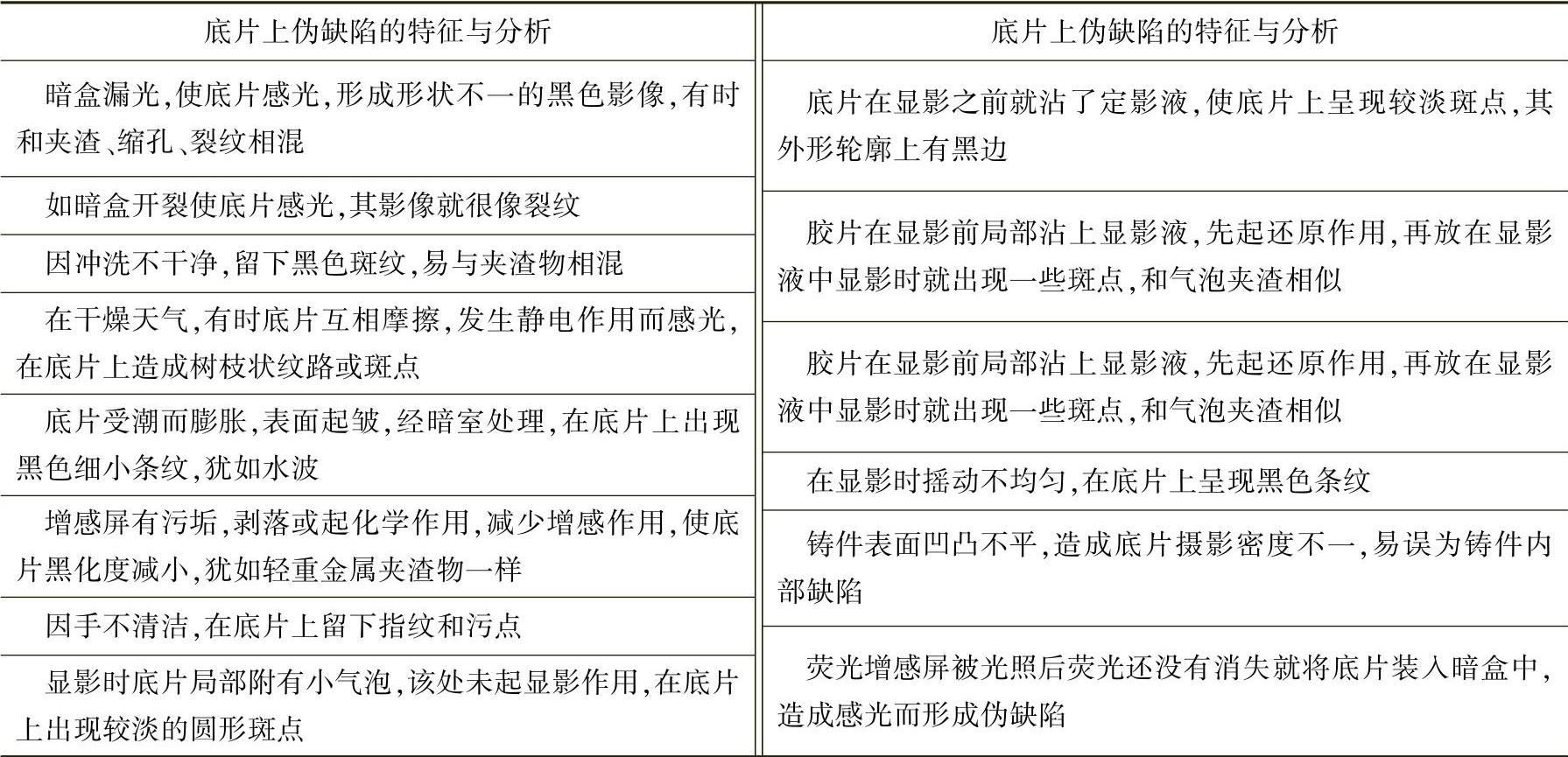
注:1.伪缺陷会给评片工作带来困难,应先检查暗匣、增感屏、暗室等情况,找不出原因而不能下结论的,应重照一张。
2.为了避免因底片储存和保管不善而造成伪缺陷,在底片储存时还应注意:①X射线底片必须保存在干燥的房间内,室温以(17±3)℃、湿度以60%~70%为宜;②底片储存地点距离热的发生器(如电炉、热水管、暖气片等)至少应在1m以上,并应防止受X射线的影响以免意外地感光;③底片存放时,应竖直存放,避免平放,使受压时感光;④防止各种有害气体(如硫化氢、氨气)浸入,而损害底片。
1)对于厚度为5~300mm铸钢件的X射线、γ射线检测应按标准GB/T 5677—2007《铸钢件射线照相检测》执行。
该标准把射线照相底片的铸造缺陷分成五类:气孔、夹砂和夹渣、缩孔和缩松、内冷铁未熔合和芯撑未熔合、热裂纹和冷裂纹。标准对前三类缺陷规定了1~6共6个质量等级(数值越大质量越差),对后两类缺陷(未熔合和裂纹)的质量等级规定为第6级。缺陷尺寸按底片上缺陷影像的大小来测定;缩孔类缺陷的尺寸,只测定每个缺陷明显部分的尺寸,不包括周围模糊阴影部分尺寸;当两个以上缺陷在底片上部分重叠时,应分别测定尺寸。
供需双方可根据铸钢件的使用要求,商定某一质量等级为合格级,同一铸钢件的不同部位可选择不同的合格级,同一部位不同类型的缺陷也可选择不同的合格级。
①气孔类和夹砂、夹渣类缺陷的等级,按底片上缺陷点数最多区域的评定视野内的缺陷点数来评定。缺陷点数由缺陷尺寸表5-64进行换算。缺陷等级为1级和2级的不计点数的缺陷最大尺寸见表5-65。
不同透照厚度的气孔等级在规定的评定视野内的缺陷允许点数值见表5-66。1级气孔缺陷允许的最大气孔尺寸见表5-67。不同透照厚度的夹砂和夹渣等级在规定的评定视野内的缺陷允许点数值见表5-68。1级夹砂和夹渣缺陷允许的最大夹砂和夹渣尺寸见表5-69。
在评定视野界线上的缺陷应计数,其尺寸包括延伸在界线外的部分;两个以上同类缺陷的点数应为评定视野内同类缺陷点数的总和;不同类缺陷应分别计算点数和评级;尺寸小于表5-65规定的缺陷不计算缺陷点数。
表5-64 缺陷尺寸和缺陷点数的换算(供参考)

表5-65 不计点数的缺陷最大尺寸(供参考) (单位:mm)

表5-66 气孔在不同等级中允许的最大点数值(供参考)
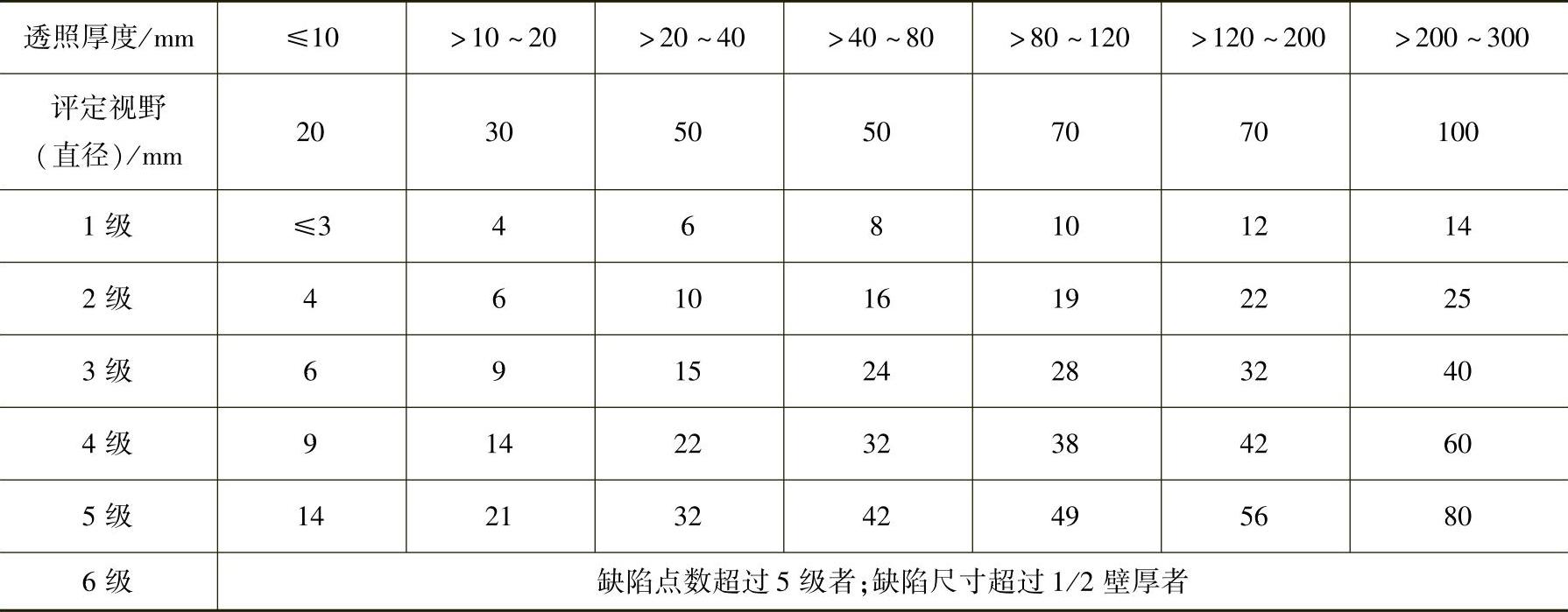
表5-67 1级所允许的最大气孔尺寸(供参考) (单位:mm)

表5-68 夹砂和夹渣在不同等级中允许的最大点数值(供参考)
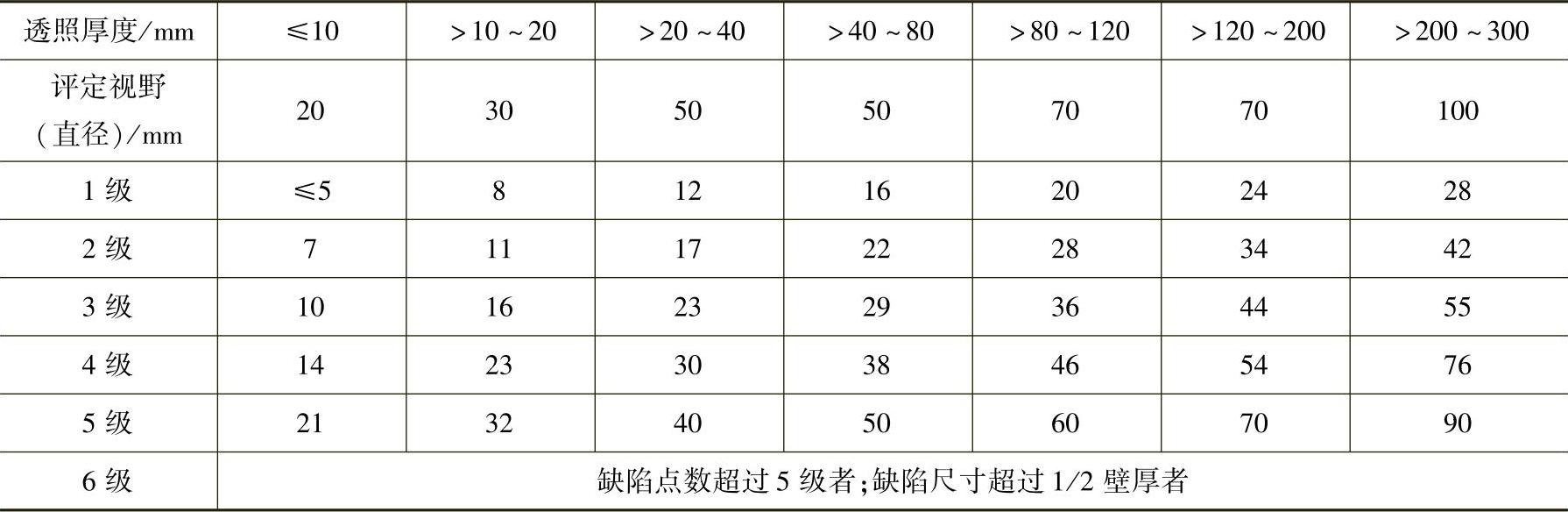
表5-69 1级所允许的夹砂和夹渣的最大尺寸(供参考) (单位:mm)

②缩孔类缺陷(包括缩松和疏松),在评级标准中将其分成条状缩孔、树枝状缩孔和大面积缩松三种。条状缩孔按缺陷长度评级,树枝状缩孔和大面积缩松按缺陷面积评级。处于评定视野界线上的缩孔,应计入其延伸在界线外的缺陷长度或面积;缺陷长度或面积小于表5-70规定的单个缩孔,可不计算其缺陷长度或面积。缩孔类缺陷的等级,应根据在评定视野内各单个缺陷长度或面积的总和进行评定;当评定视野内同时存在树枝状缩孔和条状缩孔时,应把条状缩孔视为树枝状缩孔,其长度为条状缩孔之长,其宽度规定为长度的1/3。
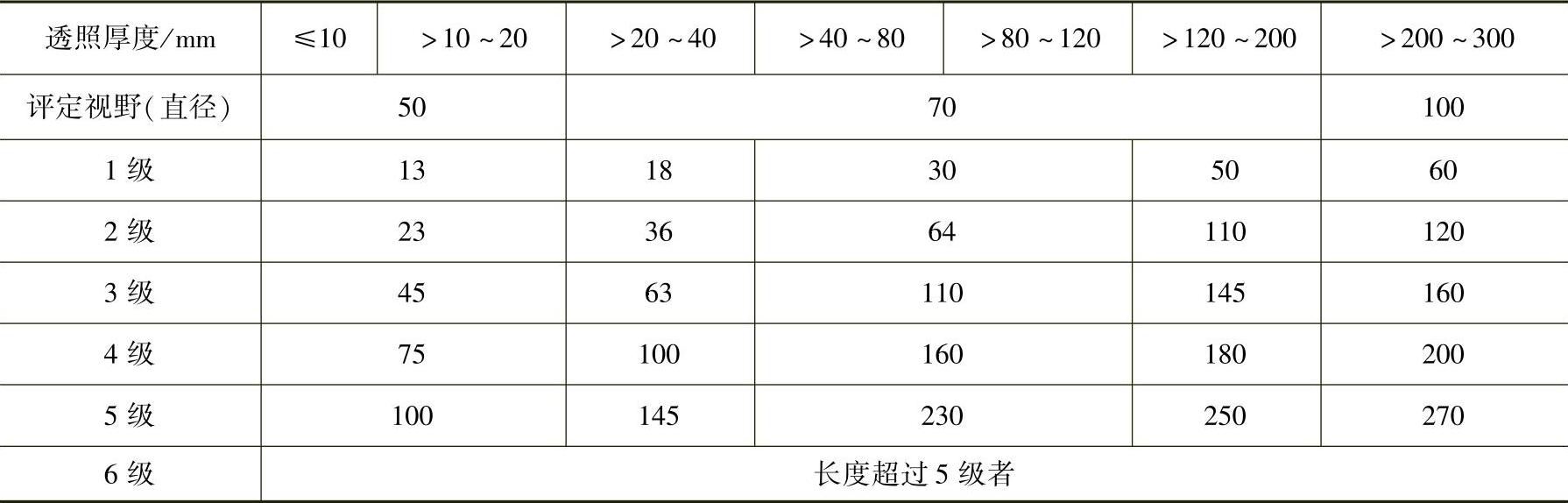
单个条状缩孔的缺陷长度为其最大长度,两个以上条状缩孔的缺陷长度为各条状缩孔缺陷长度之和。各等级条状缩孔在评定视野内的最大允许长度见表5-71。
表5-70 缩孔类缺陷可不计算缺陷长度和面积的最大值(供参考)

表5-71 条状缩孔在不同等级中允许的最大长度(供参考) (单位:mm)
单个树枝状缩孔的缺陷面积为其最大长度与垂直于最大长度方向的最大宽度的乘积,两个以上树枝状缩孔的缺陷面积为各单个树枝状缩孔缺陷面积之和。
大面积缩松的缺陷面积为其最大长度与垂直于最大长度方向的最大宽度的乘积。当铸钢件厚度大于40mm时,采用射线照相法不容易发现此类缺陷。
在规定的评定视野内,各等级树枝状缩孔和大面积缩松允许的最大缺陷面积见表5-72。
表5-72 树枝状缩孔和大面积缩松在不同等级中允许的最大面积(供参考) (单位:mm2)
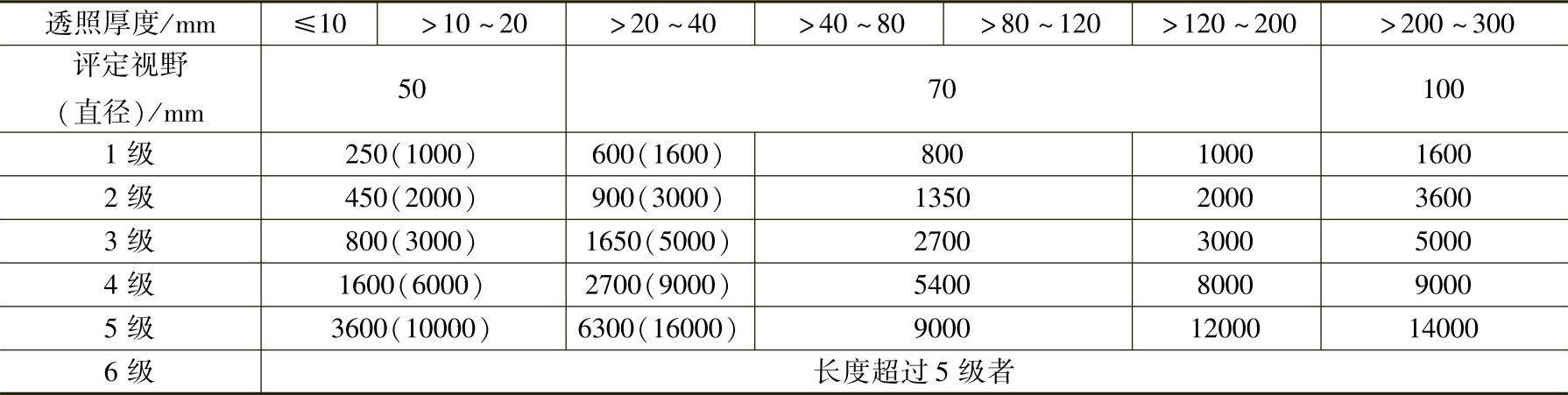
注:括号内数字为大面积缩松缺陷的最大允许面积。
③当评定视野内同时存在两类以上缺陷时,应按缺陷种类分别进行等级评定,以最差等级作为铸钢件缺陷的综合评定等级。综合评级时如果发现同时存在两类及两类以上相同的最差等级,且各类缺陷的点数、长度或面积都超过该级规定的最大值的中值,则其综合评定等级应降低一级,但已评定为6级者不再降级。在对1级要求的底片进行综合评级时,如果在评定视野内出现气孔类缺陷或夹砂、夹渣类缺陷,其单个缺陷的大小已超过表5-67或表5-69的规定值,但其点数总值又不超过表5-66或表5-68中1级的规定值,这时如在评定视野内再出现其他类似上述情况的缺陷,则综合评定等级应为2级。
2)对于铝合金铸件的X射线检测的质量评级应按标准GB/T 11346—1989《铝合金铸件X射线照相检验 针孔(圆形)分级》、HB 5395—1988《铝合金铸件X射线照相检验 长形针孔分级》、HB 5396—1988《铝合金铸件X射线照相检验 海绵状疏松分级》、HB 5397—1988《铝合金铸件X射线照相检验 分散疏松分级》、HB 6578—1992《铝镁合金铸件检验用参考射线底片》执行。
现介绍国际标准ISO 9915:1992《铝合金铸件射线检测》中的“铝合金铸件缺陷验收的级别”与“铝合金铸件射线检测底片的分析与评定法”供读者参用。
关于铝合金铸件缺陷的验收级别,可参照表5-73。
表5-73 铝合金铸件缺陷的验收级别(摘自ISO 9915:1992)
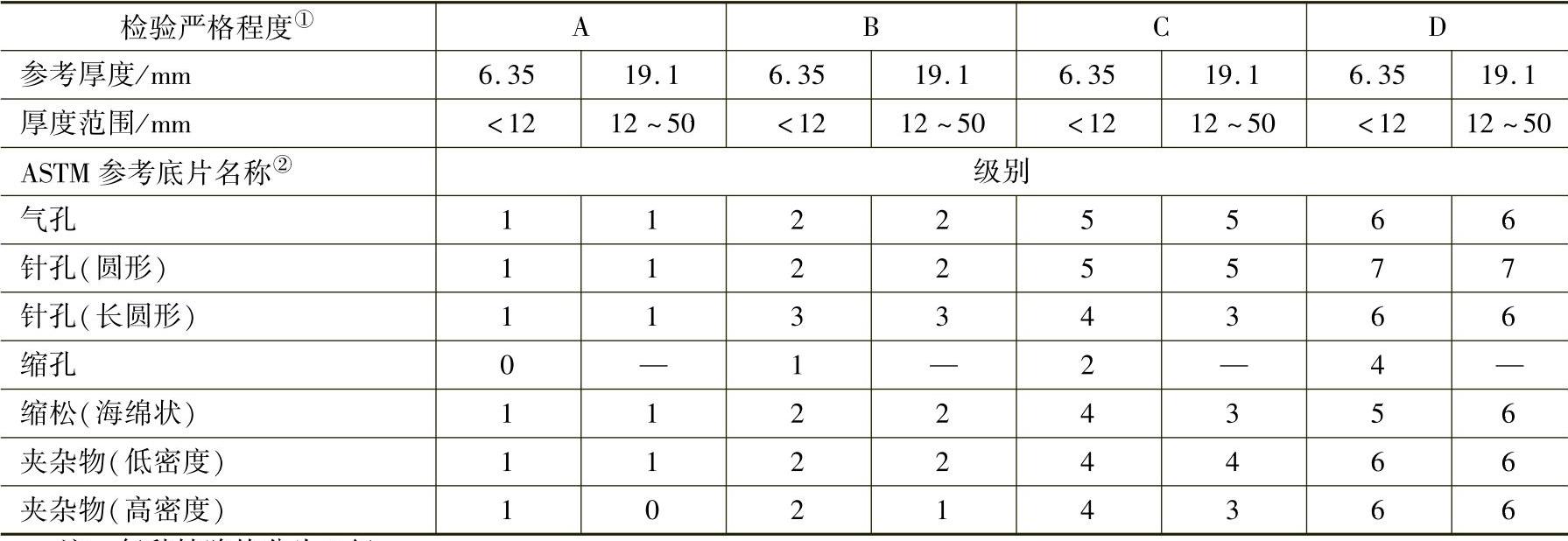
注:每种缺陷均分为8级。
①A级最严格,对应于高应力铝合金铸件的水平;D级对应于普通铝合金铸件的质量。
②射线参考底片是以美国试验与材料协会(ASTM)出版的为基准。
关于铝合金铸件射线检测底片的分析与评定方法要点如下:
①如果铸件被检部位射线检测底片与参考射线检测底片特征(黑度、影像质量)相似,则可将两者直接比较。但当两者特征不同时,应考察用观片灯进行对比观察,但对此无法制订严格的规则。
②使用参考射线底片时,所考察的单元面积应为边长5cm的正方形。观片时应把含缺陷数量最多的区域框在单元面积内,然后将该区的影像与符合极限允许级别的参考射线底片的影像进行比较。
③如果被检铸件的射线检测底片所显示的一种缺陷的级别等于或小于参考射线检测底片的级别,则应认为该铸件射线检测合格;若被检铸件射线检测底片显示的缺陷级别大于参考射线检测底片的级别,则铸件应拒收。
④经常的情况是含有最大缺陷的区域内会有特征相同或不同的缺陷互相重叠。例如,在同一个单元面积内,可能会出现几个气孔,而相对应的参考射线检测底片上只含有一个尺寸可比的气孔。疏松和气孔也会以相同的方式互相重叠。
在此情况下,用户应与供方(铸造厂)商定采用下列适用于性质相同或不同的缺陷组合的评定方法。
a.两种缺陷(性质相同或不同)的情况。若在单元面积内有两种缺陷,每种缺陷都达到最大验收极限,则应判定该铸件射线检测不合格。
示例:所显示的两种缺陷是气孔和针孔(见图5-1)。所允许的级别:气孔为3级;针孔为4级。

图5-1 出现两种缺陷的铸件
•出现于图5-1a所示铸件中的两种缺陷,由于两种缺陷均达到最高允许级别,被评为不合格。
•出现于图5-1b所示铸件中的两种缺陷,由于只有一种缺陷达到最高允许级别(气孔3级),而另一种缺陷(针孔3级)低一个级别,被评为合格。
铝合金铸件中出现两种缺陷情况下评定合格与不合格的判据,见表5-74。
表5-74 铝合金铸件中出现两种缺陷情况下评定合格与不合格的判据(摘自ISO 9915:1992)

注:表中A表示评定铸件合格;R表示评定铸件不合格。
b.三种缺陷(性质相同或不相同)的情况。若在单元面积内至少有两种缺陷,且至少有两种缺陷的级别达到最大验收极限,则应判定该铸件射线检测不合格。
如果只有一个或一种缺陷的级别达到最大允许极限,则其余两个或两种缺陷至少有一个(种)应比极限级别低一级,才可认为该铸件射线检测合格。否则,铸件应拒收。
如果所有缺陷的级别均未达到最大验收极限,则应认为铸件射线检测合格。
示例:三种缺陷。
第一种情况,出现3个气孔。所允许的级别为3级(见图5-2)。

图5-2 出现三种缺陷的铸件(第一种情况)
•出现于图5-2a所示铸件中的三种缺陷,由于有两种缺陷达到最高允许级别,被评为不合格。
•出现于图5-2b所示铸件中的三种缺陷,由于一种缺陷达到最高允许级别,而另两种缺陷之一的级别不低于最高允许级别减1级,即3-1=2级,被评为不合格。
第二种情况,出现三种缺陷:气孔、海绵状微观缩松、针孔(见图5-3)。所允许的合格级别:气孔为3级;针孔为4级;海绵状微观缩松为3级。

图5-3 出现三种缺陷的铸件(第二种情况)
•图5-3a所示铸件中出现三种缺陷,由于有两种缺陷达到最高允许级别,被评为不合格。
•图5-3b所示铸件中出现三种缺陷,由于仅有一种缺陷达最高允许级别(气孔3级),另两种缺陷中的一种(针孔2级)低于限定级别减1,即低于4-1=3级,被判为合格。
•图5-3c所示铸件中出现三种缺陷,由于一个缺陷达到最高允许级别(3级),其他两个缺陷中的一个为1级,低于其限制级别减1,即低于3-1=2级,被评为合格。
铝合金铸件出现三种缺陷情况下评定合格与不合格的判据,见表5-75和表5-76。
表5-75 铝合金铸件出现三种缺陷情况下评定合格或不合格的判据——缺陷1:限定级别(摘自ISO 9915:1992)

注:A表示评定铸件合格;R表示评定铸件不合格。
表5-76 铝合金铸件出现三种缺陷情况下评定合格或不合格的判据——缺陷1:限定级别-1(摘自ISO 9915:1992)

注:A表示评定铸件合格;R表示评定铸件不合格。
c.四种缺陷(性质相同或不相同)的情况。如果四种缺陷出现在同一个5cm×5cm的单元面积内,则应判定该铸件射线检测不合格。
2.超声波检测法
超声波检测法可发现形状简单、表面平整铸件内的缩孔、缩松、疏松、夹杂物、裂纹等缺陷,并可确定缺陷的位置和尺寸,但较难判定缺陷的种类。
超声波检测法有脉冲反射法、穿透法和谐振法三种。用得最多的是脉冲反射法,它是根据反射波的强弱、位置及波形来判断铸件内部(或表面)缺陷的有无、大小和位置,并结合其他情况来确定缺陷的性质的。
用超声波检测法检验铸件内部(或表层)缺陷时,常根据实际情况的需要配用各种不同规格的探头对铸件用接触法、水浸法或斜探头法进行检测,但是所需铸件表面不能太粗糙。(https://www.xing528.com)
为了改善探头与铸件的接触,应将检测铸件的表面加工到Ra3.2μm左右。在难以利用机械加工方法达到此要求时,至少应细致的清除其表面的氧化皮、粘砂、锈蚀、斑痕和过大的高低不平,可利用砂轮或砂纸等进行打磨。如果表面较粗糙,则应采用其他办法补救,比如提高仪器的灵敏度、加浓耦合剂、减低探头移动速度等。
通常,用超声波检测仪检验铸件内部(或表层)缺陷时,应该在铸件表面上涂上一层液态的耦合剂(贴合剂),然后将探头压在铸件表面上。当被检铸件表面光滑时,可用机油、糨糊和水作耦合剂;当被检铸件表面粗糙时,可用甘油和水玻璃作耦合剂。
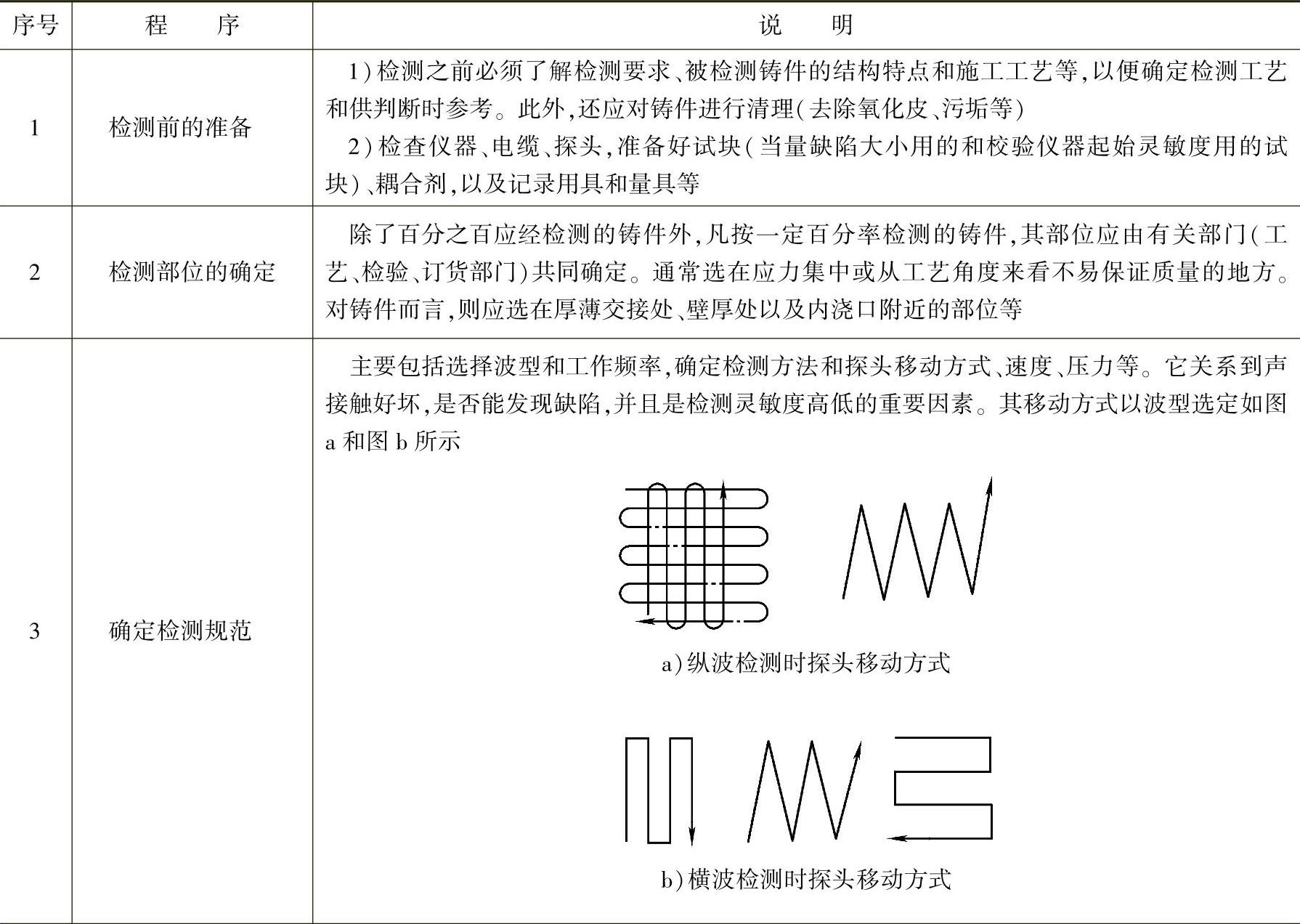
采用脉冲反射进行超声波检测时的基本操作方法有两种,一是采用直探头的纵波检测;另一是采用斜探头的横波检测。其操作程序见表5-77,铸件内部缺陷反映在示波屏上的脉冲特点及其形状说明见表5-78。
表5-77 超声波检测的操作程序(供参考)
(续)
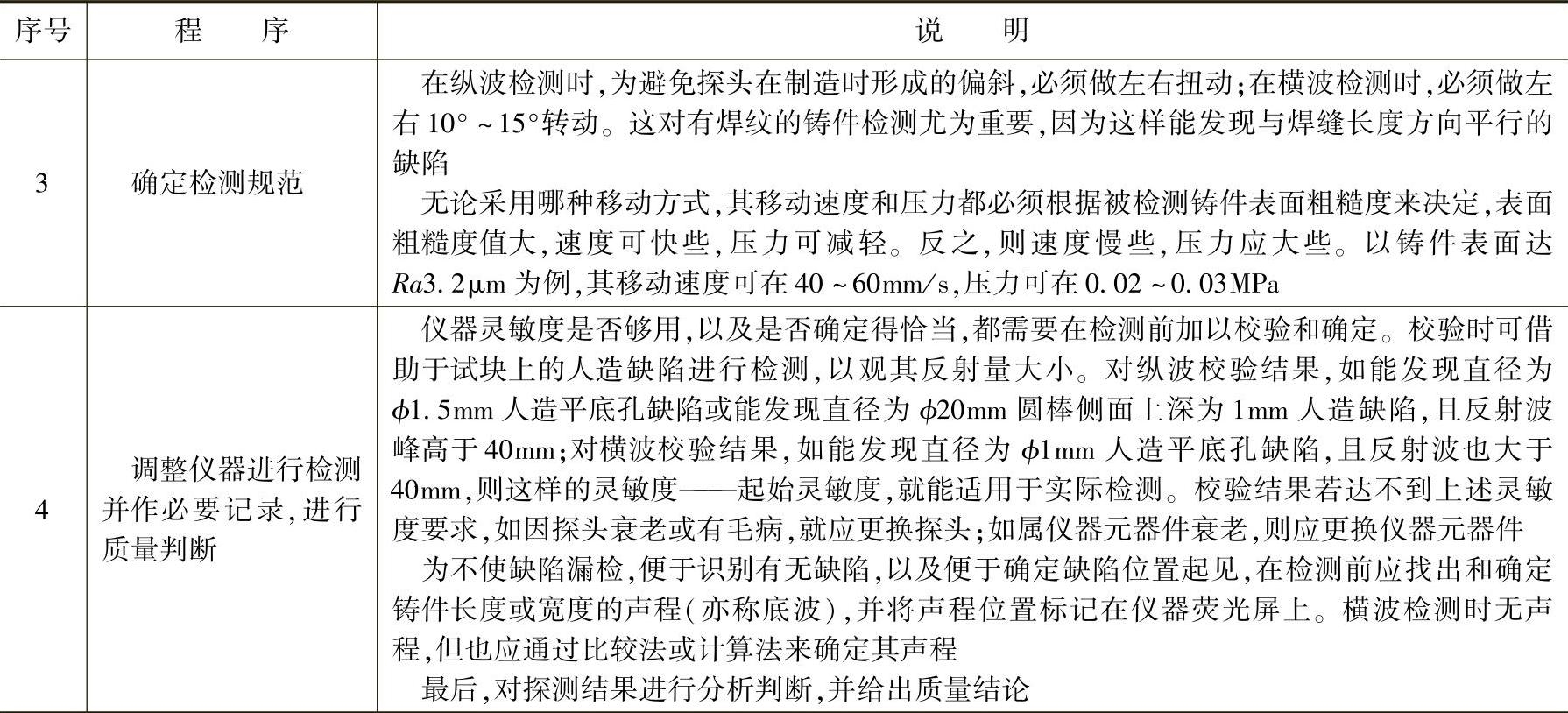
注:1.超声波检测的缺陷定位方法很多,比较实用的如下:纵波检测定位有计算法、几何刻度法、电子刻度法等;横波检测定位有计算法、三角试块比较法、相对探测法、交叉探测法等。
2.超声波检测的缺陷大小确定(定量)方法也很多,常采用的有当量法和实际法:用当量法确定缺陷大小的类型有试块比较法、脉冲高度工作曲线法、脉冲高度百分比法、灵敏度曲线法、铸件打孔法等;用实际法确定缺陷大小的类型有半波高度法、自然缺陷比较法(实物比较法)、多面探测法、脉冲消失法等。
3.用超声波检测判断铸件内部缺陷的性质是比较困难的,因为不论何种性质的缺陷,如夹渣、气孔、裂纹等,都同样会形成声波反射,在示波器上的脉冲形状区别又不太明显,因此应从其他方面进行综合判断才能得出正确的结论。
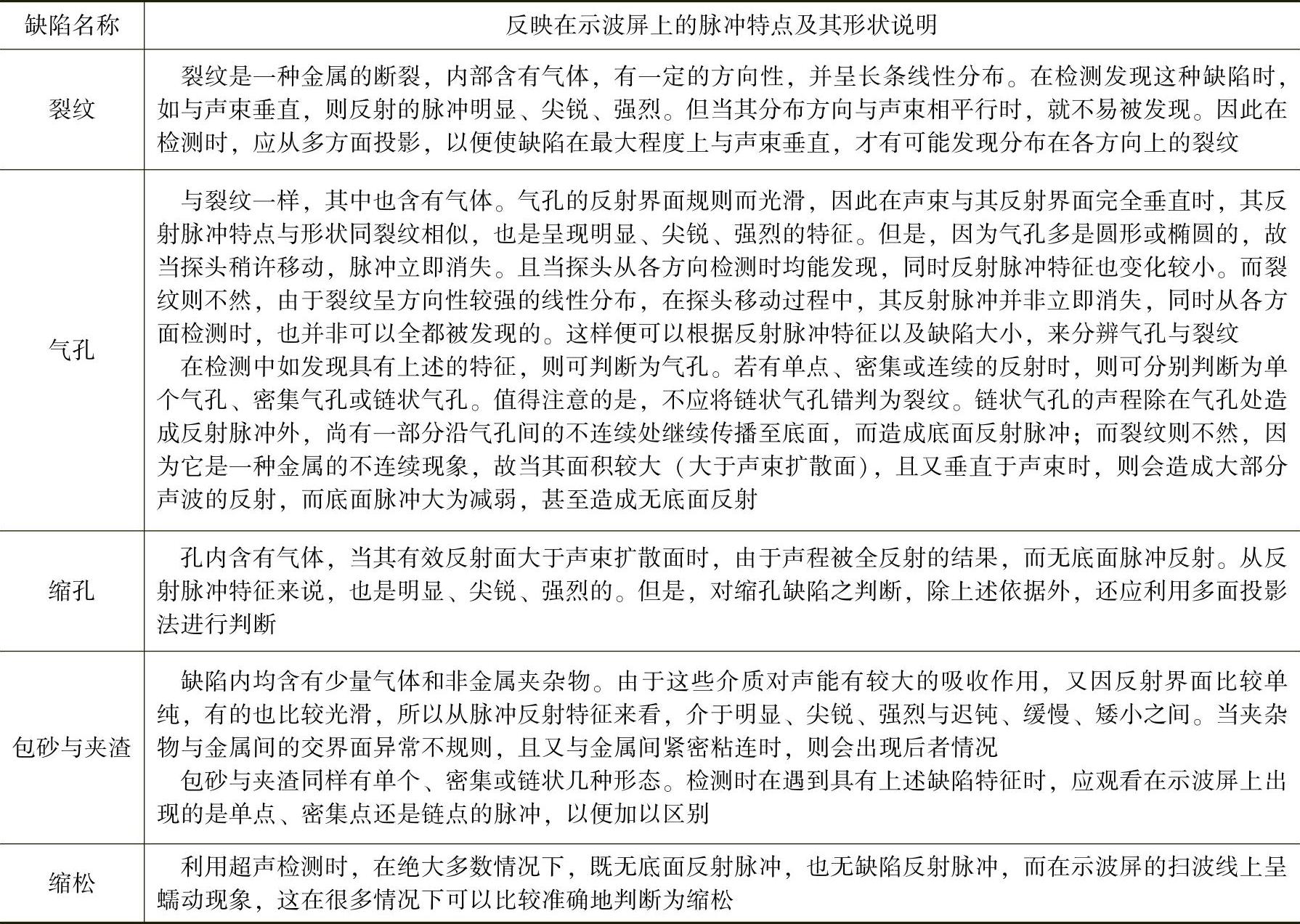
表5-78 超声波检测时铸件内部缺陷反映在示波屏上的脉冲特点及其形状说明(供参考)
1)对于一般用途铸钢件的超声检测应按标准GB/T 7233.1—2009《铸钢件 超声检测 第1部分:一般用途铸钢件》执行。
该标准中规定了能检测允许的最大缺陷尺寸如下:
①基本垂直于检测面的平面型缺陷允许限值如图5-4所示。
应用图5-4时应注意以下事项:
a.1级不允许有能测量尺寸的缺陷(延伸性缺陷)。
b.壁厚方向上单个缺陷的最大尺寸不能超过壁厚的10%,缺陷的尺寸不大于10mm的除外,壁厚方向上缺陷累加尺寸不能超过壁厚的25%或20mm。
c.两个缺陷之间的最大距离不大于10mm,应作为一个垂直或侧向表面的单个缺陷或缺陷区域来评定。
d.对能测量长度而不能测量壁厚方向上尺寸的缺陷区域,不能测量的尺寸应认定为3mm,面积按下式计算:
A=B×L
式中 A——缺陷面积(mm2);
B——定义宽度(mm),B=3mm;
L——测量长度(mm)。
②体积型缺陷允许限值见表5-79。
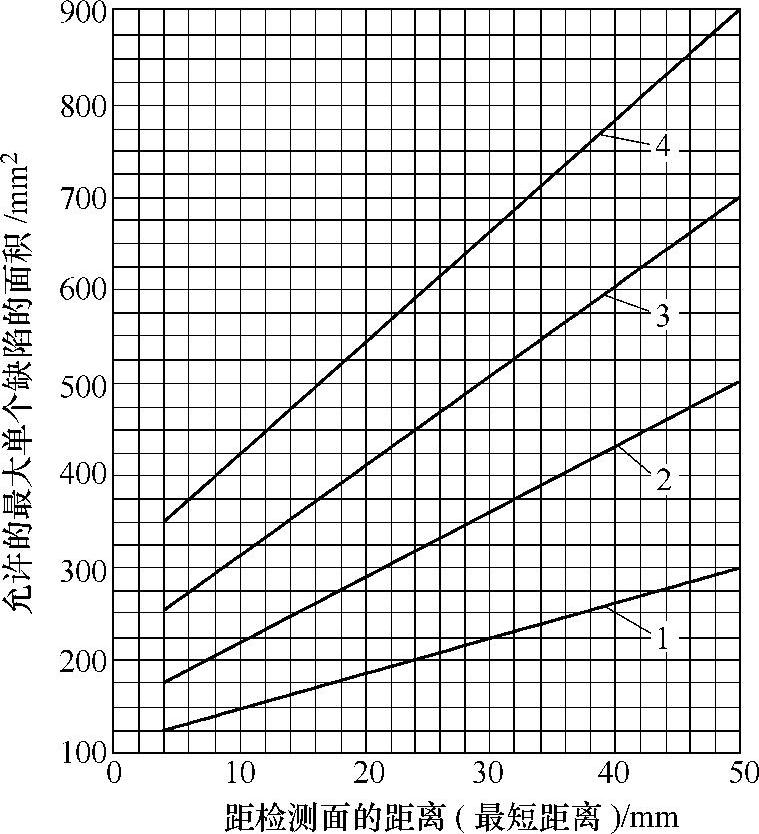
图5-4 用斜探头检测基本在壁厚方向上单个平面型缺陷的允许限值
1—2级 2—3级 3—4级 4—5级
注:1级不允许有能测量尺寸的缺陷。
③作为超声检测补充的射线检测所允许的最大缺陷。除非订货时另有协议,当完成射线和超声联合检测后,确定缺陷位于内层时,缺陷允许降低一个级别,例如射线检测3级代替2级。
2)对于高承压铸钢件的超声检测应按标准GB/T 7233.2—2010《铸钢件 超声检测 第2部分:高承压铸钢件》执行。
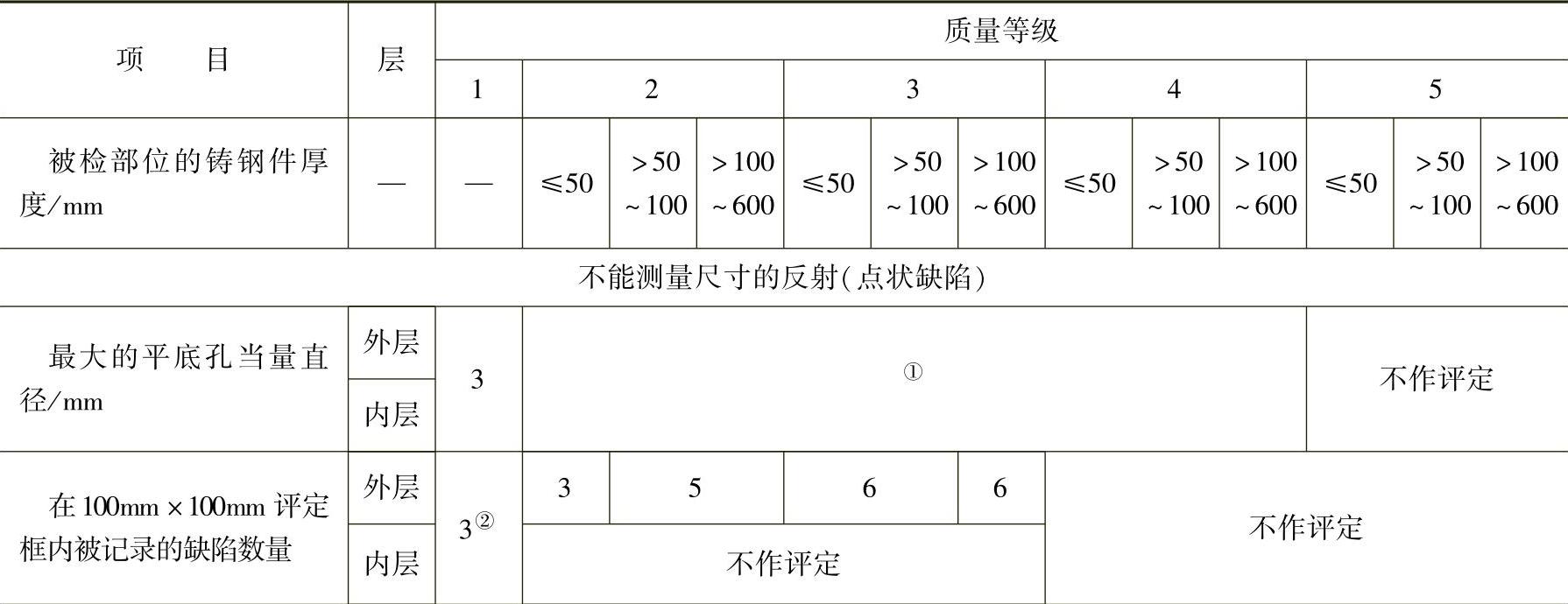
该标准中规定了在特殊外层和准备焊接区不能检测尺寸的缺陷(点状缺陷),不应超过表5-80的限值。
表5-79 体积型缺陷允许的限值(摘自GB/T 7233.1—2009)
(续)
①壁厚不超过50mm,平底孔直径不能超过8mm。壁厚>50mm,在外层平底孔直径>8mm时,供需双方协商解决。
②内外层累积。
③间距<25mm的显示作为一个缺陷。
④如果内层单个缺陷,壁厚方向上尺寸不超过壁厚的10%(如中心缩松)。质量等级2~4级,允许超过规定数值的50%。质量等级5级,没有限制。
表5-80 在特殊外层和准备焊接区不能测量尺寸的缺陷(点状缺陷)允许限值(用直探头或斜探头扫查)(摘自GB/T 7233.2—2010)
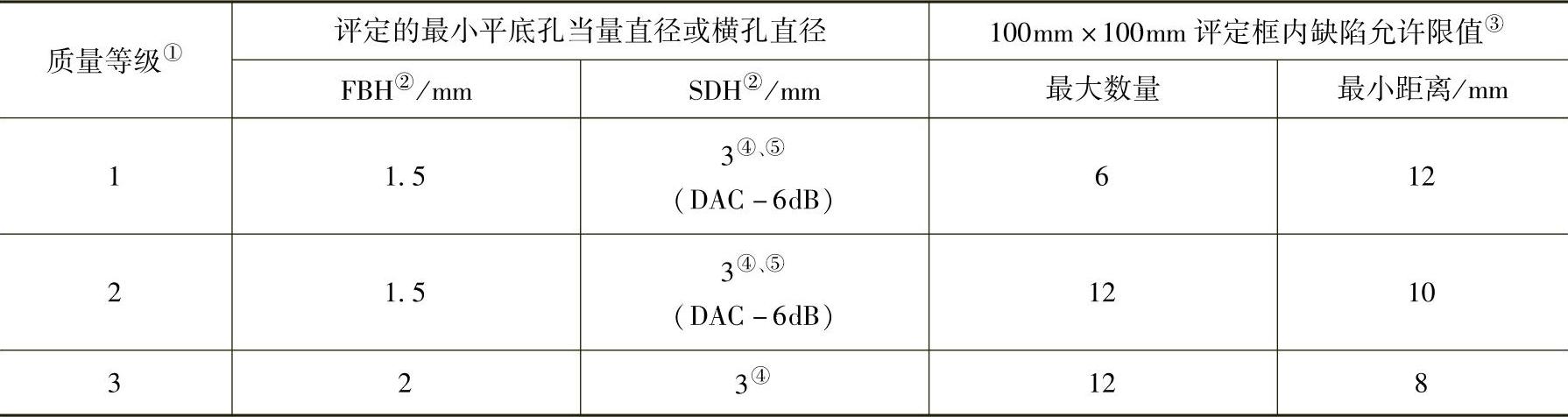
①1级通常用于焊接准备区,特殊外层的质量等级由需方指定。
②FBH=平底孔,SDH=横孔。
③如果缺陷间距>15mm,允许不计数量。
④斜探头(4~5MHz,晶片尺寸接近10mm)。
⑤直径0.75mm的横孔可以用直径3mm的横孔代替,把直径3mm的横孔的距离波幅校正曲线降低50%。
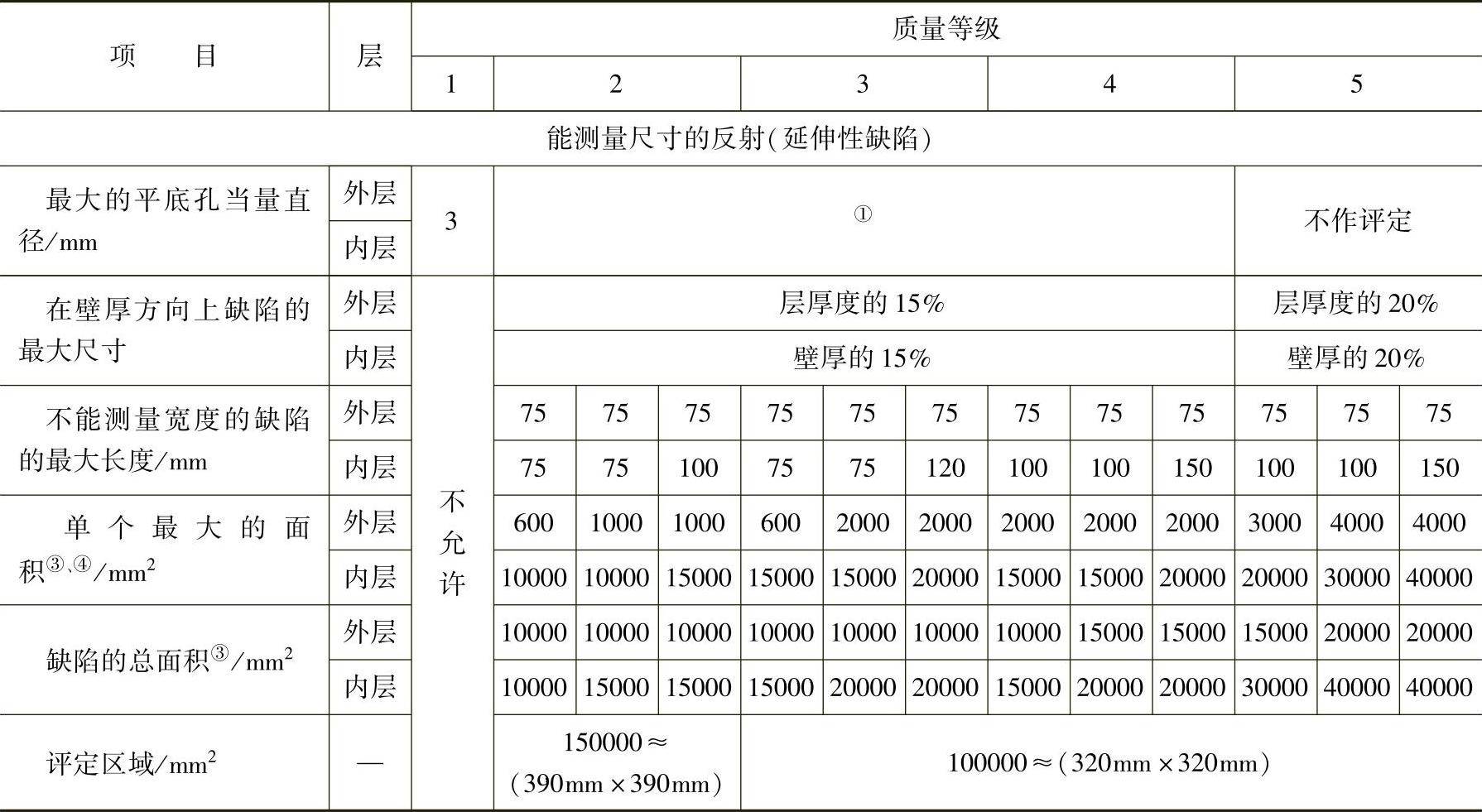
该标准中还规定的能检测允许的缺陷(延伸性缺陷)尺寸如下:
①平面型缺陷的尺寸不应超过图5-5所示的限值。
使用图5-5应注意以下事项:
a.单个缺陷在壁厚方向上的最大尺寸不能超过壁厚的10%,缺陷的尺寸不大于10mm的除外,壁厚方向上缺陷累加尺寸不能超过壁厚的25%或20mm。
b.两个缺陷之间的最大距离不大于10mm的应作为一个壁厚方向上或侧向表面的单个缺陷或缺陷区域来评定。
c.对能测量长度而不能测量壁厚方向上尺寸的缺陷区域,不能测量的尺寸应认定为3mm,缺陷的面积应按下式计算:
A=B×L
式中 A——缺陷面积(mm2);
B——定义宽度(mm),B=3mm;
L——测量长度(mm)。
d.随着声程距离的增加,声束直径变大,不宜按照图5-5测量小平面型缺陷的尺寸,通常应在30mm的外层测量这些尺寸,并使用聚焦探头,如双晶探头等。
②体积型缺陷的尺寸,外层不能超过图5-6的限值,内层不能超过图5-7的限值。
使用图5-6应注意以下事项:
a.缺陷在壁厚方向上最大允许尺寸应是外层厚度的15%。
b.两个缺陷之间的最大距离不大于10mm的应作为一个壁厚方向上或侧向表面的单个缺陷或缺陷区域来评定。
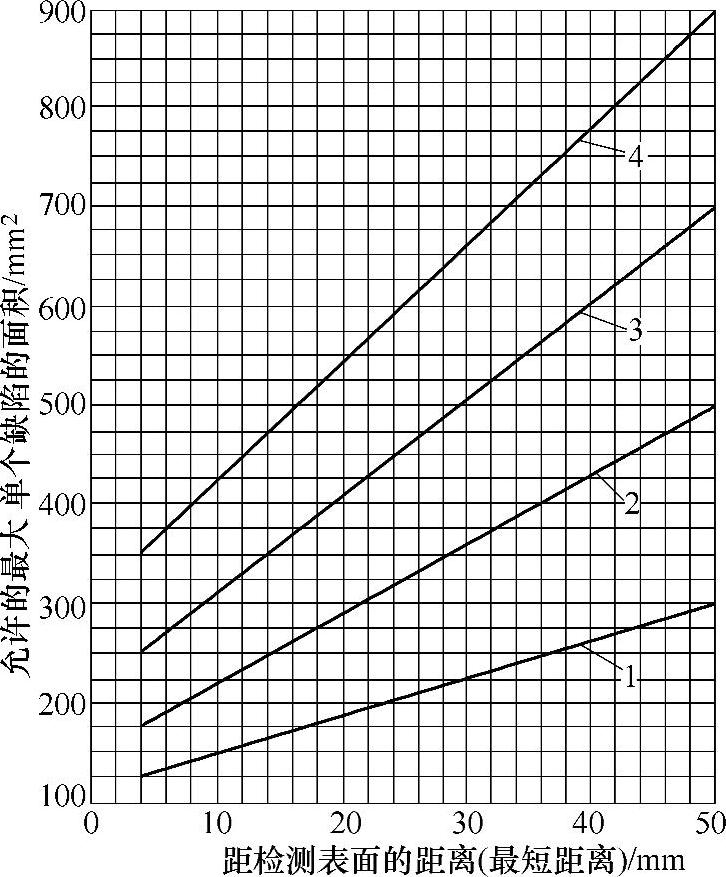
图5-5 用斜探头检测基本在壁厚方向上单个平面型缺陷的允许限值
1—2级 2—3级 3—4级 4—5级
注:1级不允许有能测量尺寸的缺陷。
c.对能测量长度而不能测量壁厚方向上尺寸的缺陷区域,不能测量的尺寸应认定为3mm,缺陷的面积应按下式计算:
A=B×L
式中 A——缺陷面积(mm2);
B——定义宽度(mm),B=3mm;
L——测量长度(mm)。
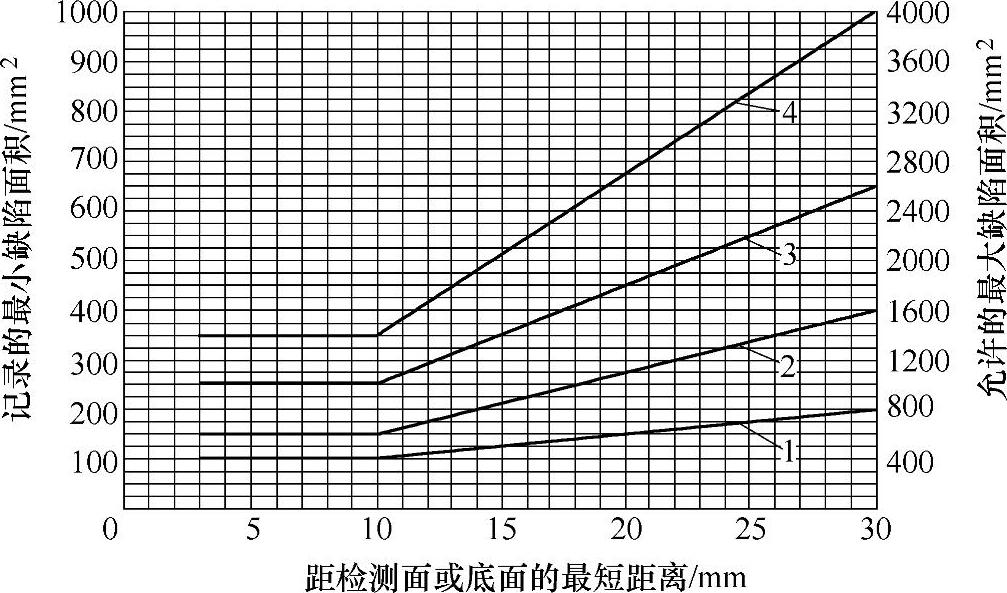
图5-6 用直探头检测位于外层能测量尺寸的体积型缺陷的记录和允许限值
1—2级 2—3级 3—4级 4—5级
注:1级不允许有能测量尺寸的缺陷。

图5-7 用直探头检测位于内层能测量尺寸的体积型缺陷的允许限值
1—2级 2—3级 3—4级 4—5级
注:1级不允许有能测量尺寸的缺陷。
使用图5-7应注意以下事项:
a.缺陷在壁厚方向上的最大允许尺寸应是壁厚的15%。
b.两个缺陷之间的最大距离不大于20mm的应作为一个壁厚方向上或侧向表面的单个缺陷或缺陷区域来评定。
c.对能测量长度而不能测量壁厚方向上尺寸的缺陷区域,不能测量的尺寸应认定为3mm,缺陷面积应按下式计算:
A=B×L
式中 A——缺陷面积(mm2);
B——定义宽度(mm),B=3mm;
L——测量长度(mm)。
d.除非订货时另有协议,当完成射线和超声联合检测后,确定缺陷位于内层,缺陷允许降低一个级别,例如射线检测3级代替2级。
3)铸铁件内部缺陷的超声波检测可参照GB/T 7233.1—2009进行。但是,需要指出的是铸铁件内的石墨本身相当于裂纹或夹渣缺陷,对超声波检测的灵敏度有影响,尤其是灰铸铁中的片状石墨干扰更大。因此,对于较厚的铸铁件,尤其是灰铸铁件,由于能量衰减很大,超声波检测的灵敏度较低。但根据这一特点,可以用超声波检测方法判断铸铁中石墨的类型和力学性能。
标准JB/T 9219—1999《球墨铸铁 超声声速测定方法》,适用于球墨铸铁超声声速的测定,其他铸铁也可参用。
通常,推荐用宽频带放大和窄脉冲探头的仪器来测定。在不具备这种仪器测定时,建议尽可能用穿透法来检测,但试样厚度不小于30mm时,则应采用反射法来检测。
用穿透法检测时应尽可能使接收的超声脉冲前沿饱和。
用脉冲反射法检测厚度小于15mm的薄件时,可用多次反射法取在试件中超声波往返一次传播时间的算术平均值来计算声速。
由于声速值的误差取决于厚度和声时的测量误差,所以薄件应避免在毛坯面上检测。
进行试件厚度测量时,应保持测厚相对误差小于0.5%。
在实体铸件上检测时,应选有代表性的部位定点检测。
在没有示波管监视装置的仪器上用反射法检测时,如果发现显示值异常,应设法验证。
检测时,校正试块与被测试件的温度差不宜超过30℃。
此外,还应注意,用声速法评价球墨铸铁质量时,要求球墨铸铁生产工艺稳定,并根据生产条件建立起各自的声速与力学性能、球化程度间的对应关系,而且只有在基体相似的情况下才能评价球化程度和力学性能。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。