



消失模铸造是指用泡沫塑料(EPS或STMMA、EPMMA)制作成与铸件结构、尺寸完全一样的模样,经浸涂耐火粘结涂料(超强化、光洁作用),烘干后埋入特殊砂箱干砂造型,经三维或二维微振加负压造型,不用砂芯、活块,甚至在无冒口的情况下浇入熔化的铸造合金液,整个过程保持着一定的负压,使泡沫塑料模样受热汽化分解进而被合金液取代的一次性成型的特种铸造新工艺。
消失模铸造生产过程工序质量的控制(检验)要点应包括:消失模铸造用白模(模样)及涂料制备、造型及浇注等。
1)消失模铸造生产用白模(模样)制备的控制(检验)要点如下:
①原始树脂珠粒(或板块)的品种、规格和质量是否符合要求。
②模样成型模具的精度和结构是否合理。
③预发泡机和发泡成型设备或者加工成型的刀具和方法是否合适。
④预发泡及发泡成型工艺或者切削工艺是否规范。
⑤预发泡珠粒的干燥、熟化和保存是否得当等。
⑥模样的质量是否经过检验。
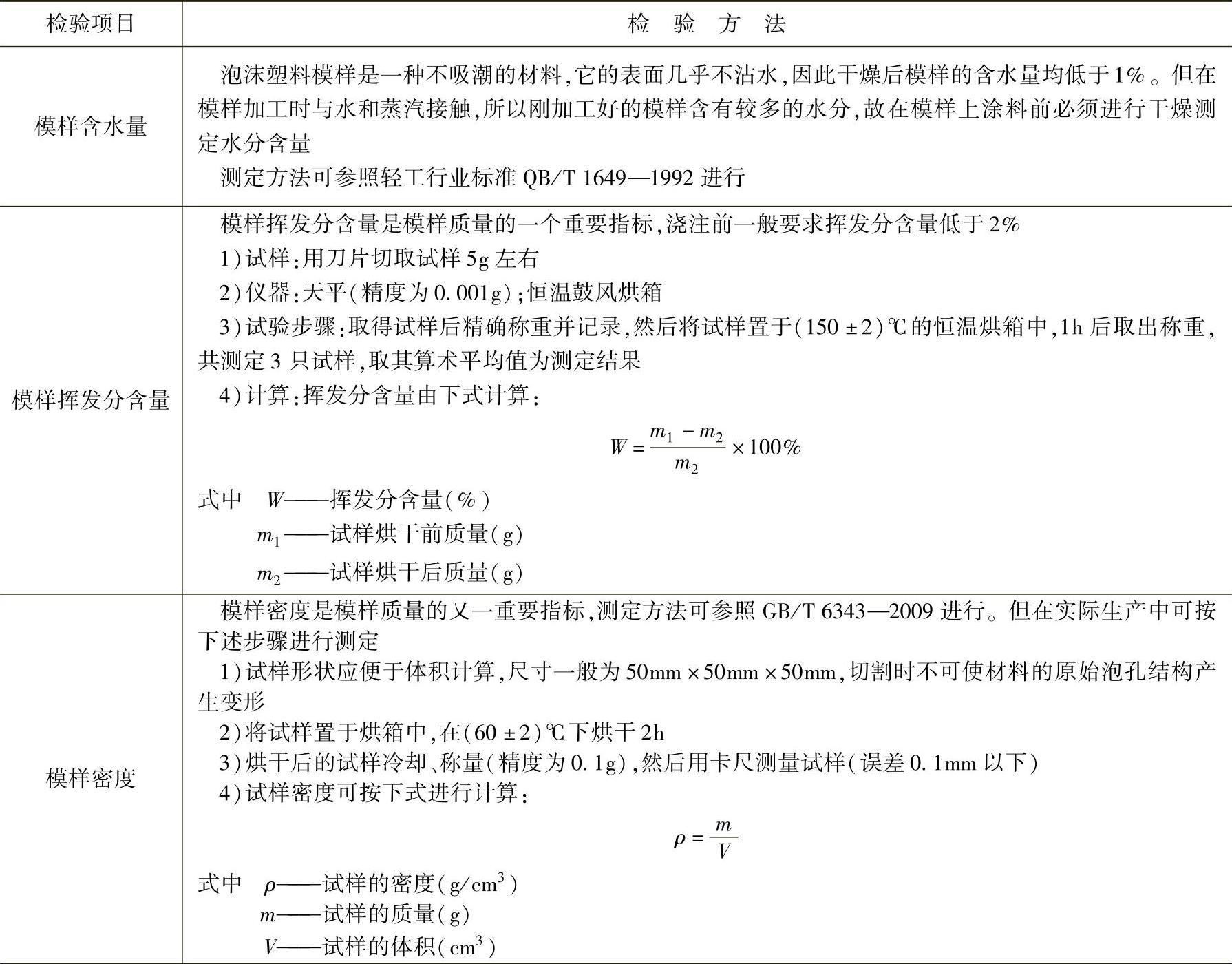
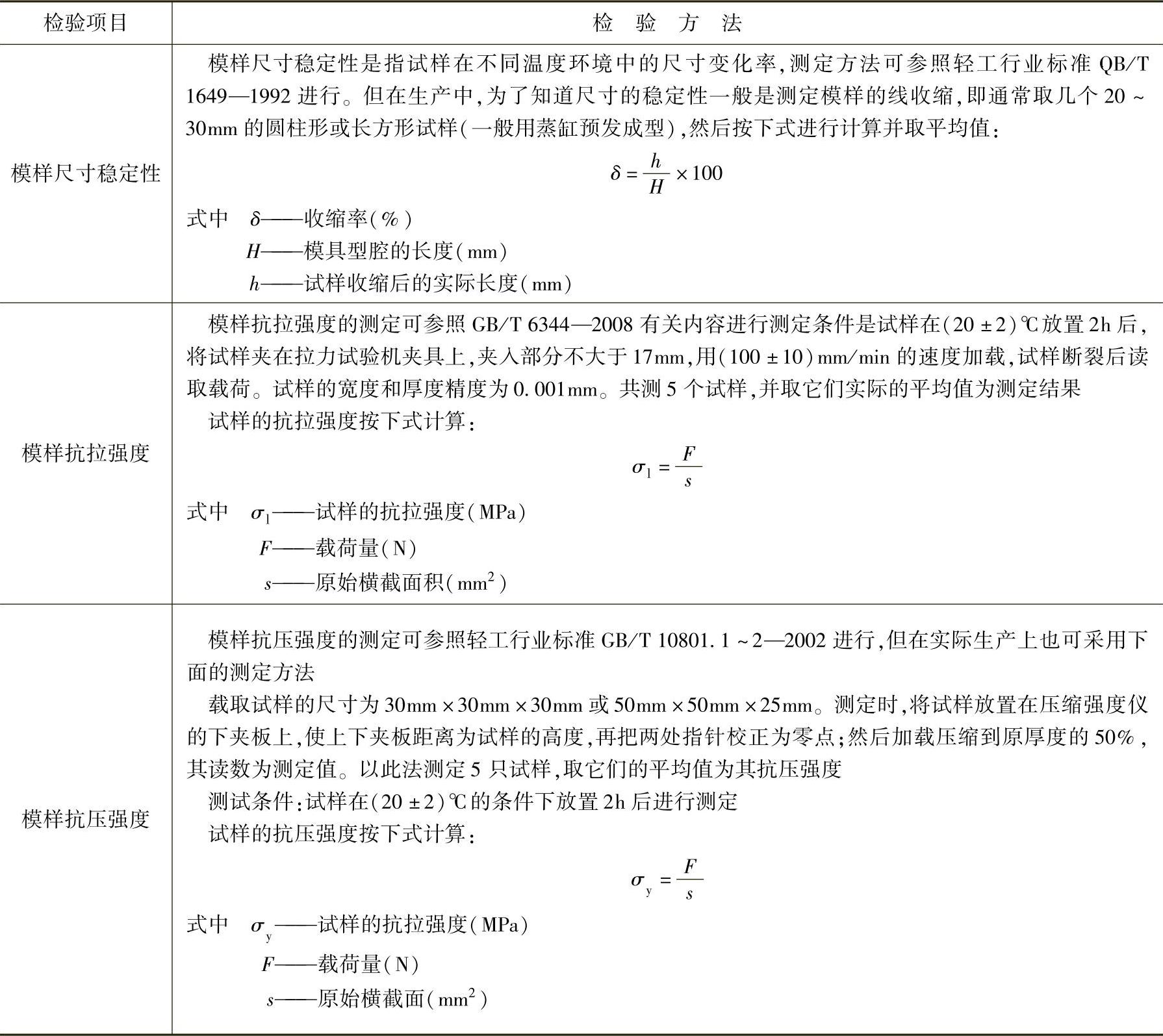
模样质量检验的项目和方法见表4-146。通常,模样的密度应控制在18~26g/dm3,应根据铸件的合金种类以及形状结构和大小不同而定。模样密度<18g/dm3时,模样容易变形。模样密度>26g/dm3时,由于模样密度较高,在浇注时燃烧的发气量较大,可能会引起反喷。
表4-146 消失模铸造生产中模样质量的检验项目和方法(供参考)
(续)
2)消失模铸造生产用涂料制备的控制(检验)要点如下:
①是否根据铸造合金种类选择合适的耐火粉料类型和合理的粒度级配以及适宜的载液、粘结剂、悬浮剂、助剂等。
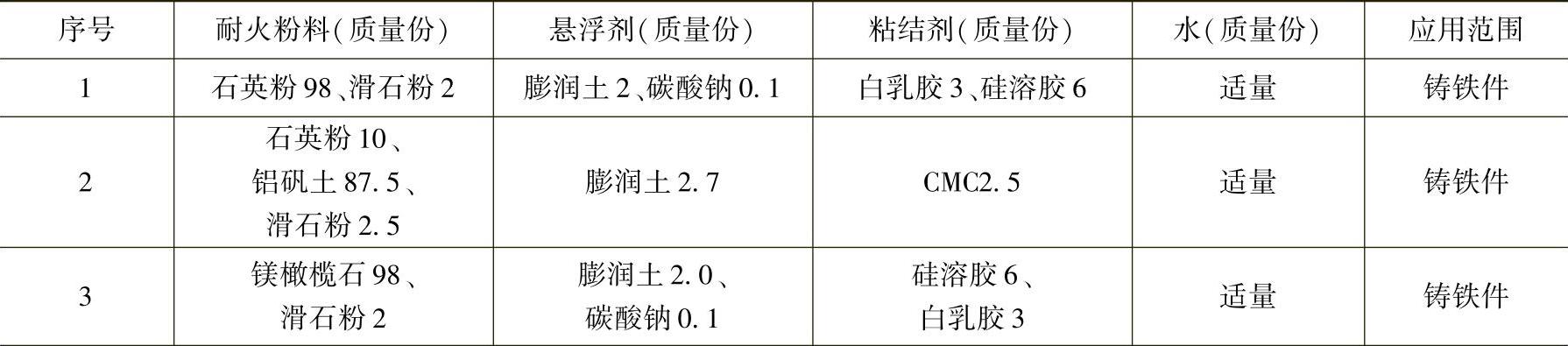
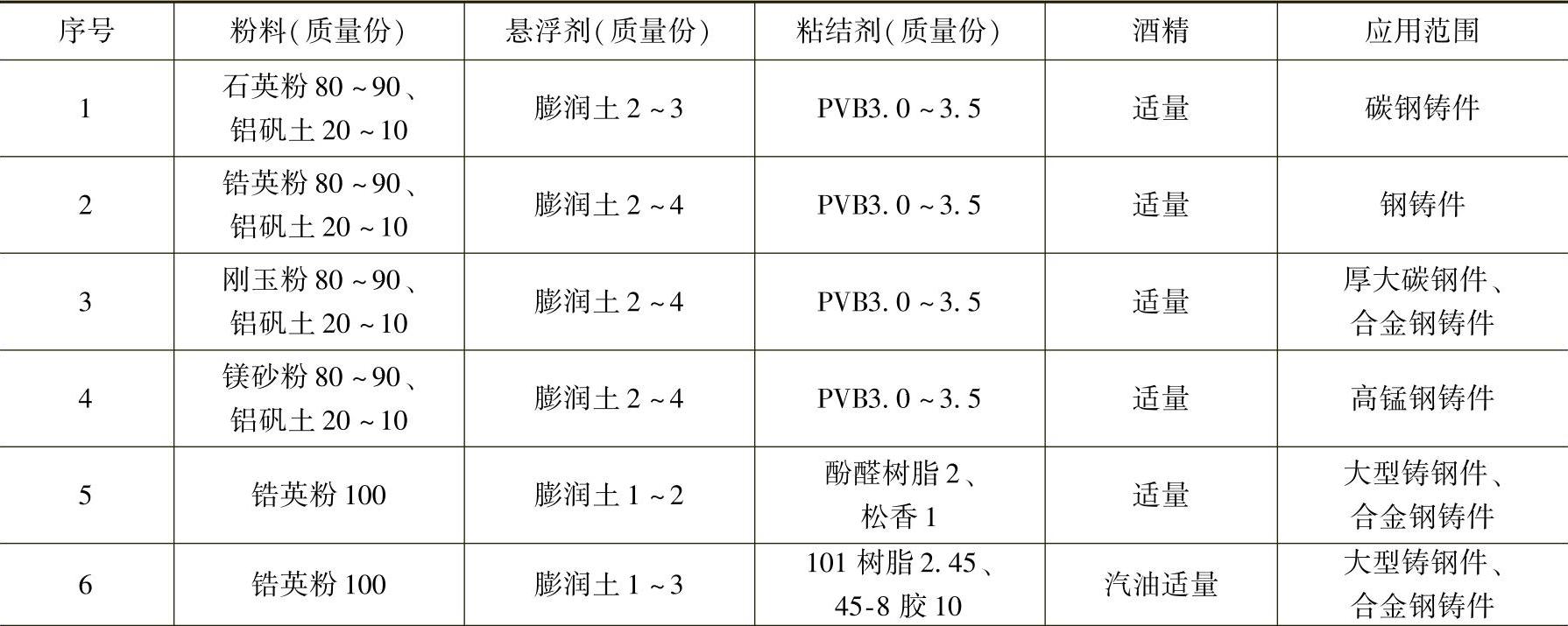
②是否根据铸件种类确定出适宜的涂料配方(见表4-147和表4-148)与涂料制备的工艺流程(见图4-50)。
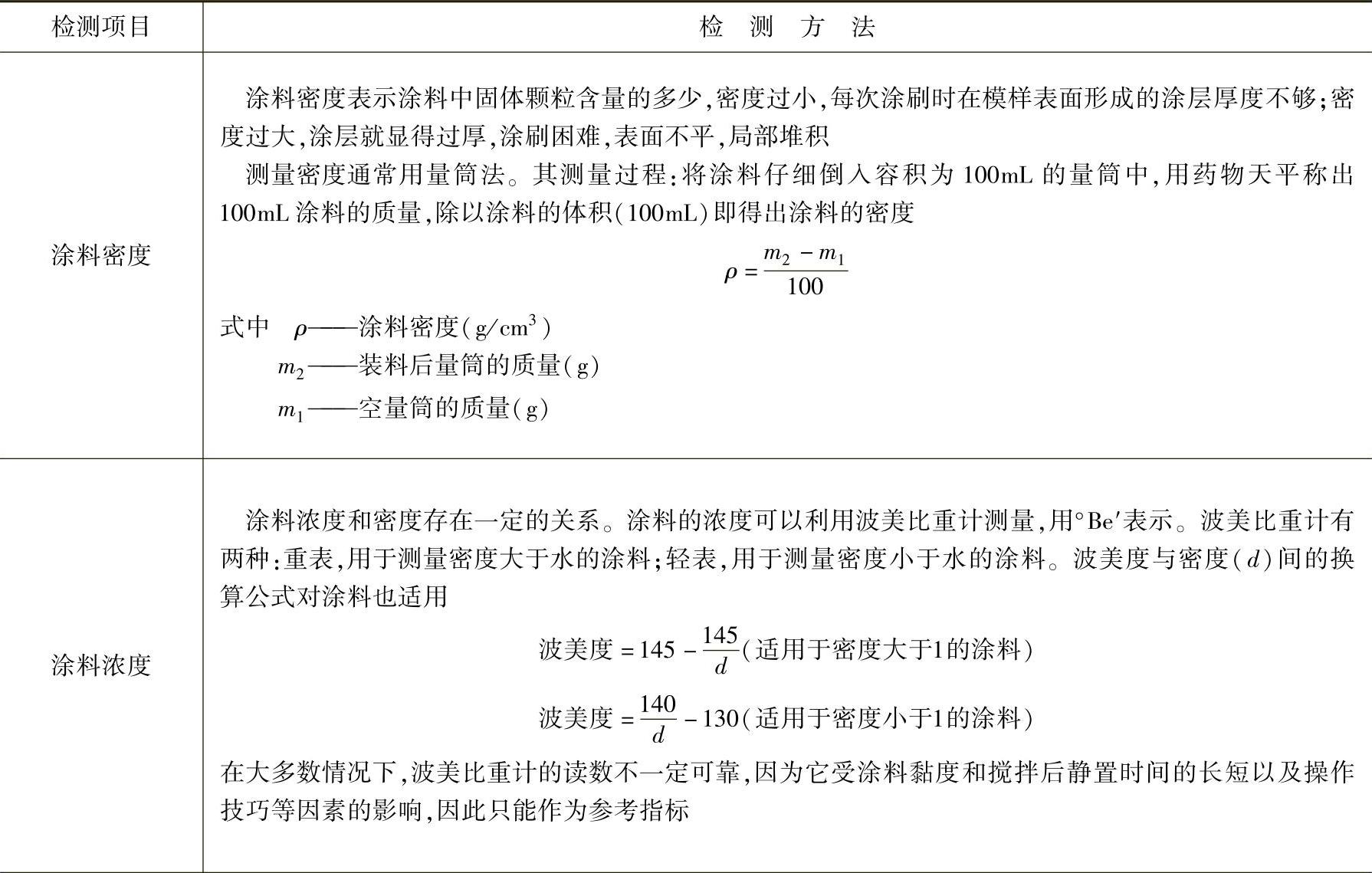
③是否进行涂料质量的认真检测(见表4-149)。
④是否严格执行涂料的涂覆工艺规程。
表4-147 水基消失模涂料配方控制(供参考)[19]
(续)
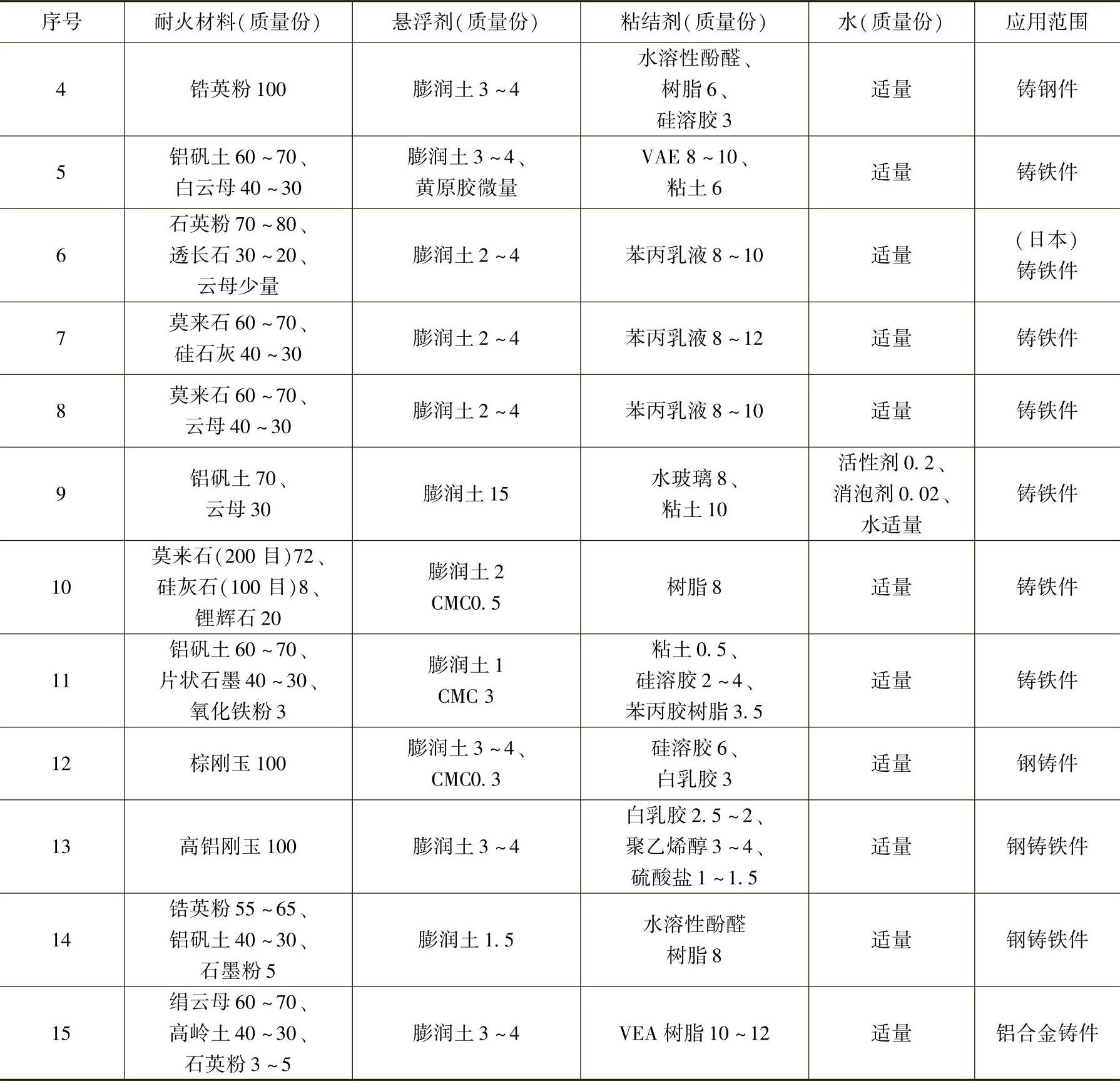
表4-148 醇基消失模涂料配方控制(供参考)[19]
(续)
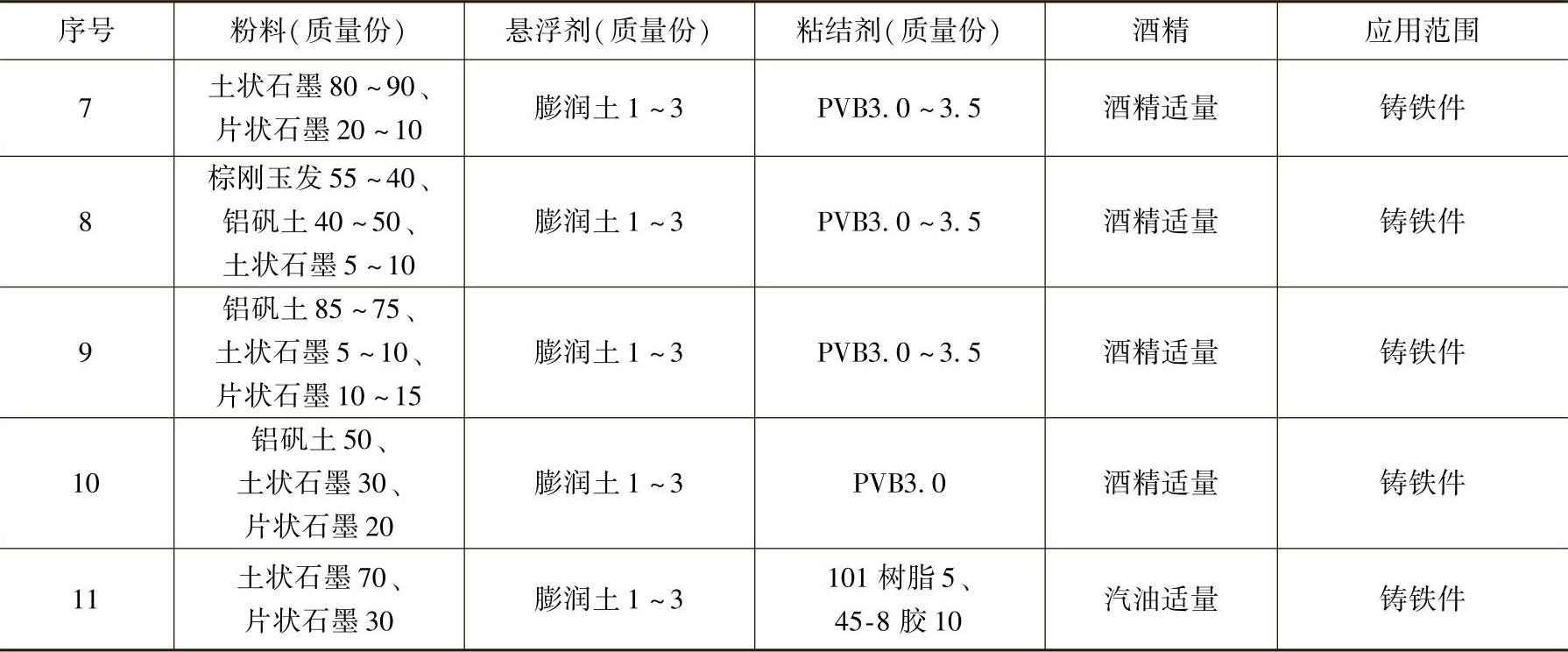
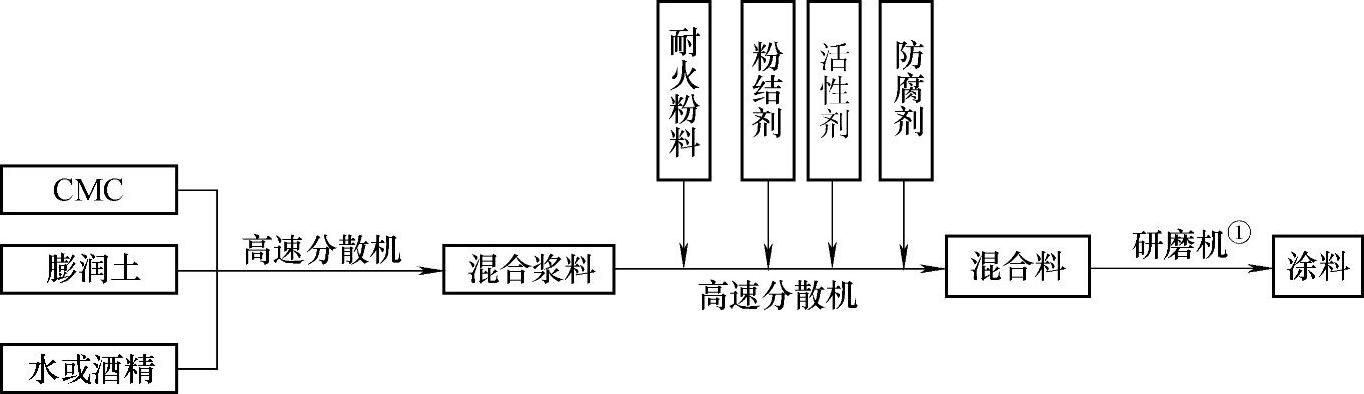
图4-50 消失模涂料制备工艺流程控制示意图
①研磨机有胶体磨、球磨机和三辊研磨机等(https://www.xing528.com)
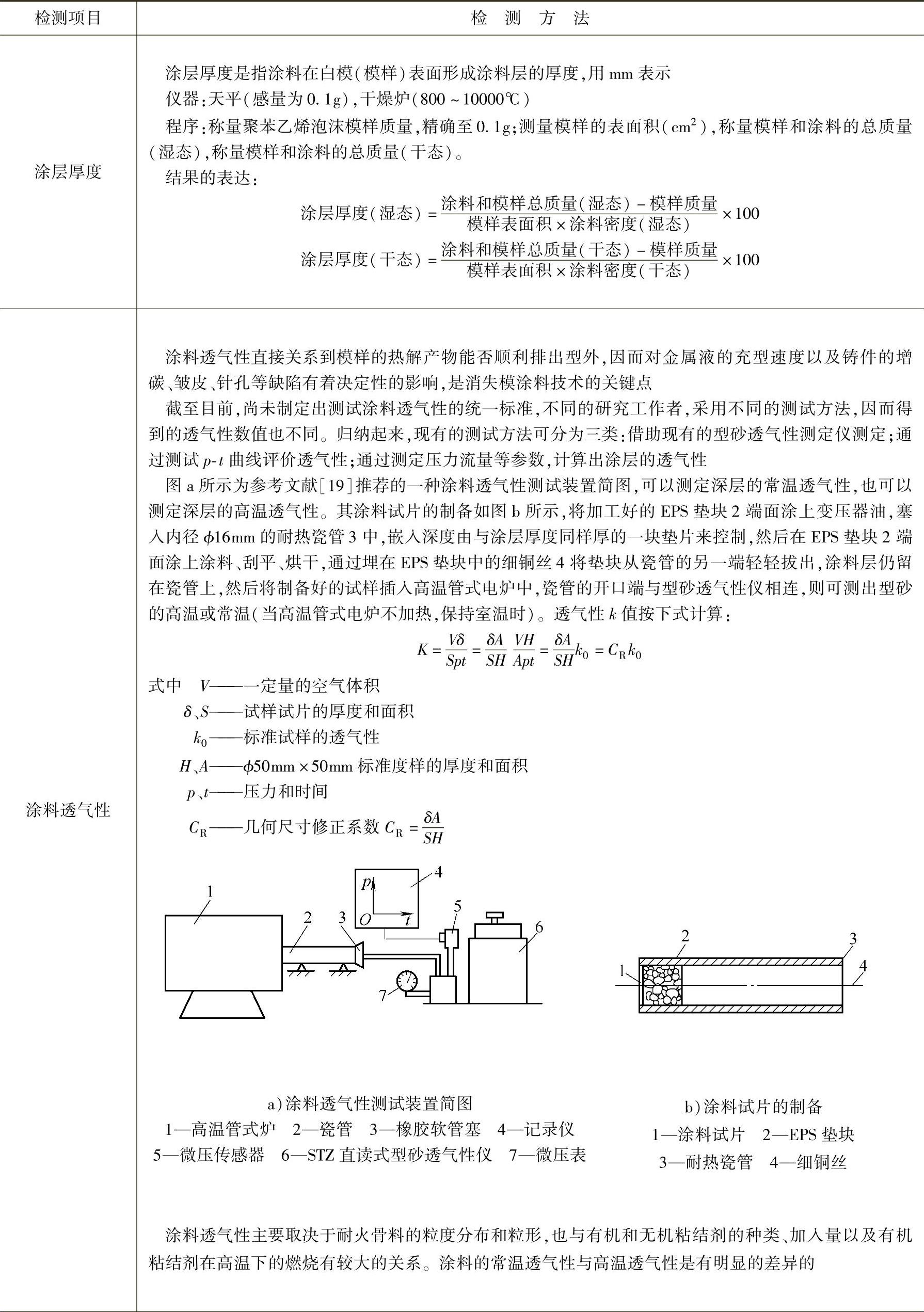
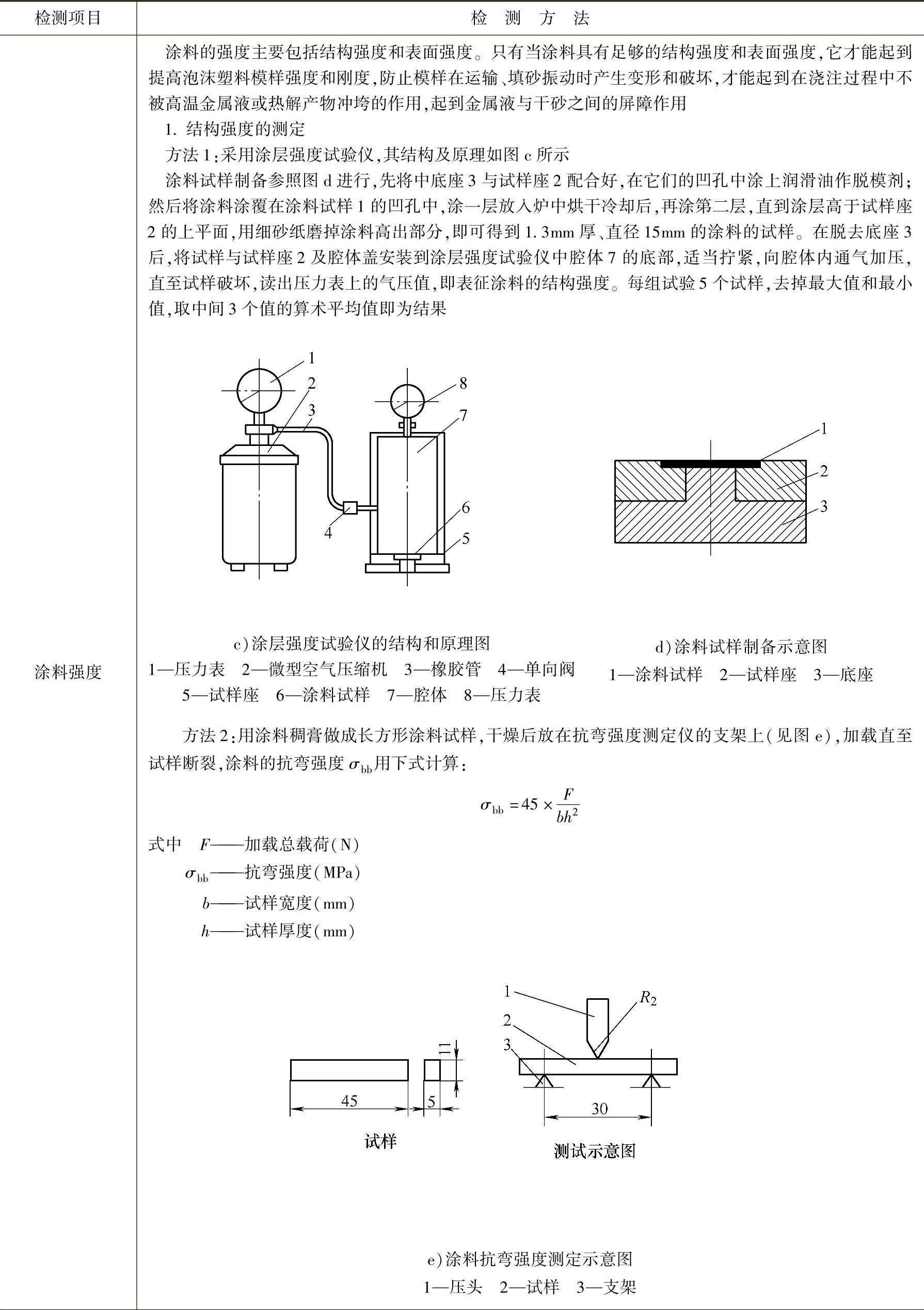
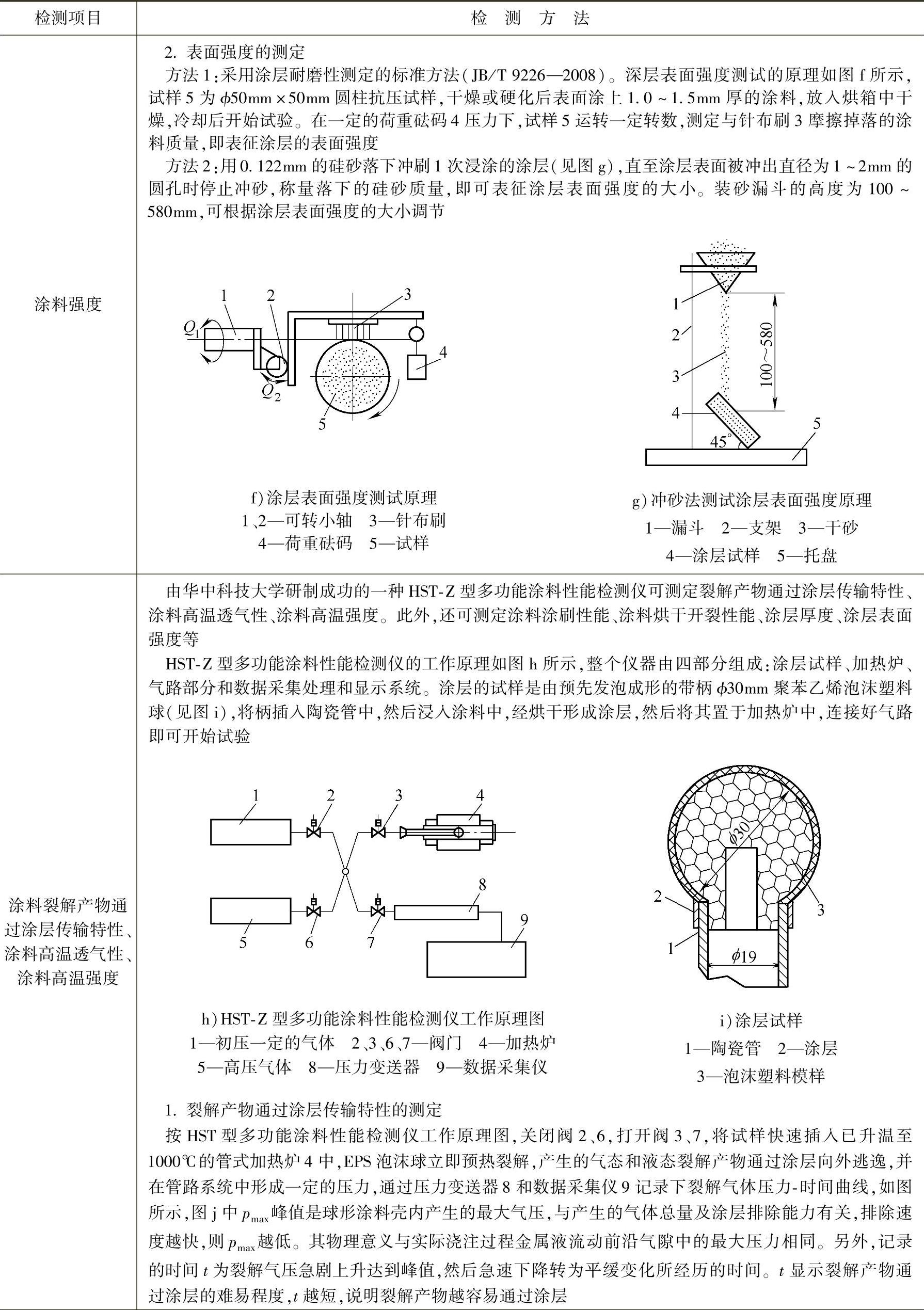
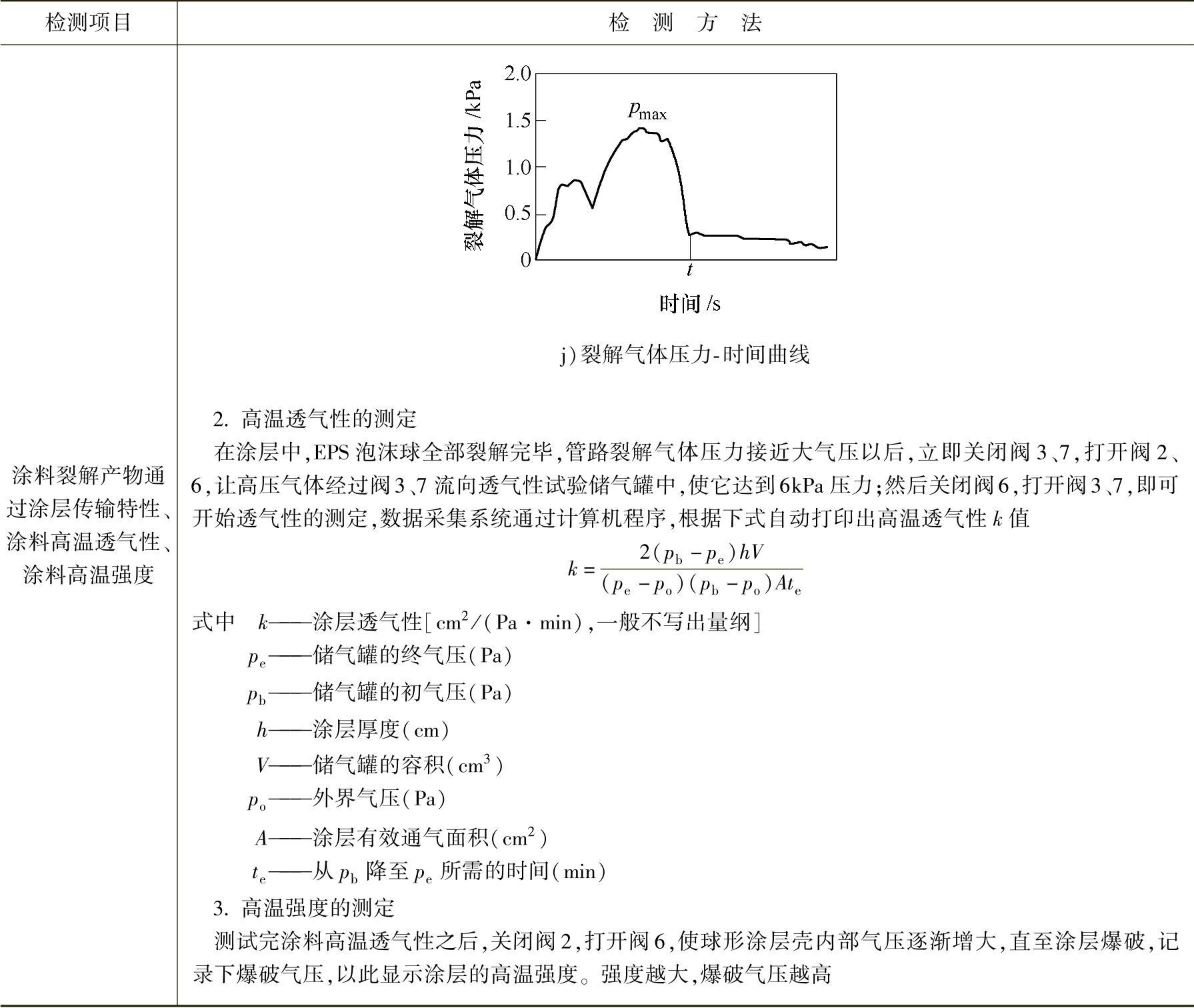
表4-149 消失模铸造生产中涂料性能的检测项目与方法(供参考)
(续)
(续)
(续)
(续)
(续)
3)消失模铸造生产用白模(模样)干燥的控制(检验)要点。由于白模(模样)的软化温度在80℃左右,因此为保证白模(模样)在烘干涂料水分的过程中不变形,烘房的温度一般应控制在55℃以下(但也可采用在阳光下烘干),烘干时间一般在12h或更长,以使涂料彻底干燥。此外,在造型与浇注前白模(模样)一般还需烘干一次,经烘干的白模(模样)应该检查有无变形,涂料层是否完整,且注意防止白模(模样)反潮。
4)消失模铸造生产中造型与浇注的控制(检验)要点如下:
①干砂的选用是否正确;
②填砂和微振实造型操作是否执行工艺规程要求;
③负压浇注控制是否恰当等,其控制(检验)要点见表4-150。
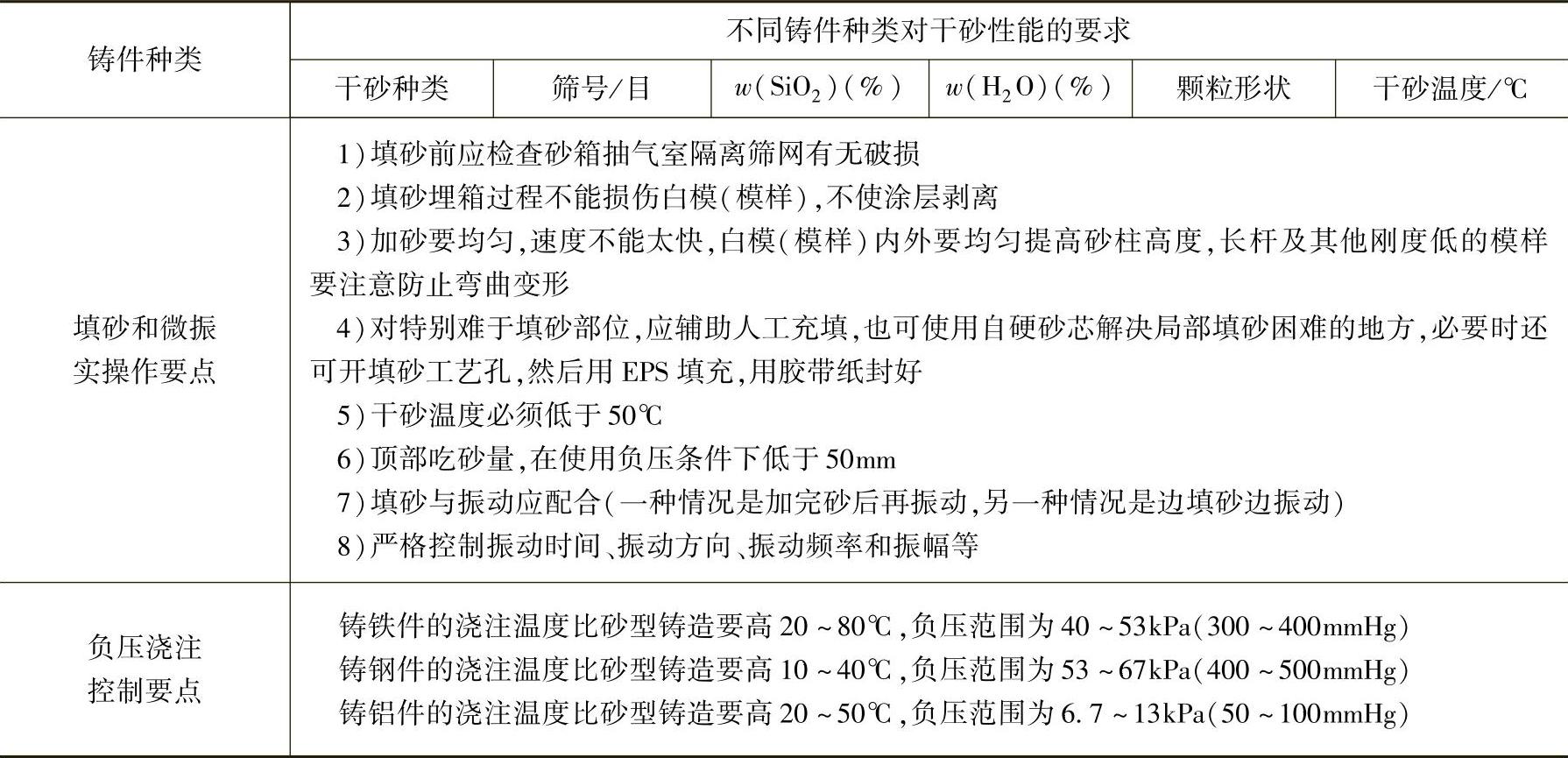
表4-150 消失模铸造生产中造型与浇注的控制(检验)要点(供参考)

(续)
注:1.浇注温度对铸件质量最为敏感的是铸铁件,尤其是对一些复杂、要求高的薄壁铸铁件和球墨铸铁件更是如此。如果白模(模样)密度<0.02g/cm3,其浇注温度比砂型铸造提高20~50℃;白模(模样)密度<0.03g/cm3,其浇注温度比砂型铸造应提高40~80℃为宜,因为浇注温度不足容易引起皱皮、过高又容易引起粘砂。
2.铸件凝固形成外壳一般为5min左右,为加快铸件凝固速度也可延长负压作用时间。
3.铸件较小时负压可选低些;质量大或一箱多铸时可选高一些;顶注可选高一些;壁厚或瞬时发气量大的也可选略高一些。
4.浇注过程中,负压会发生变化,开始浇注后负压会降低,达到最低值后又开始回升,最后恢复到初始值。铸铁件在浇注过程中负压下降最低点不应低于13kPa(100mmHg),最好控制在27kPa(200mmHg)以上。
5.铸件在浇注过程中不允许出现正压状态,可通过阀门调节负压,保持在最低限度。
[1]六西格玛(6σ)是20世纪80年代末美国摩托罗拉公司提出的一种管理模式,是一种近乎完美的管理策略,它通过设计和监控过程将可能的失误减少到最低限度,从而使企业可以做到质量与效率最高,成本最低,过程的周期最短,利润最大,全方位地使顾客满意。
[2]砂铁比是每一铸型中型砂和芯砂的总质量与浇注金属总质量的比。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。