



1.铸造合金熔炼质量的控制(检验)
(1)铸造合金熔炼分类 铸造合金熔炼是指通过加热使金属由固态转变为液态,并通过冶金反应去除金属液中的杂质,使其温度和成分达到规定要求的过程和操作。
生产中的铸造合金熔炼方法非常多,其分类如图4-21所示。
(2)冲天炉熔炼铸铁的质量控制(检验)
1)冲天炉熔炼过程的控制(检验)。冲天炉是一种连续熔化的熔炼设备(见图4-22),主要用于熔炼铸铁。
冲天炉熔炼过程的一般控制(检验),通常应包括:①配料加料系统的炉料质量(大小)、装炉底焦高度、炉内料位高度、加料批数及时间、料仓料位等;②供风系统的送风压力、送风量、送风温度、送风湿度、氧气加入量等;③炉况控制系统的运行底焦高度、铁液温度、前炉铁液量、铁液化学成分、铁液含气量、加料口炉气成分和温度等。
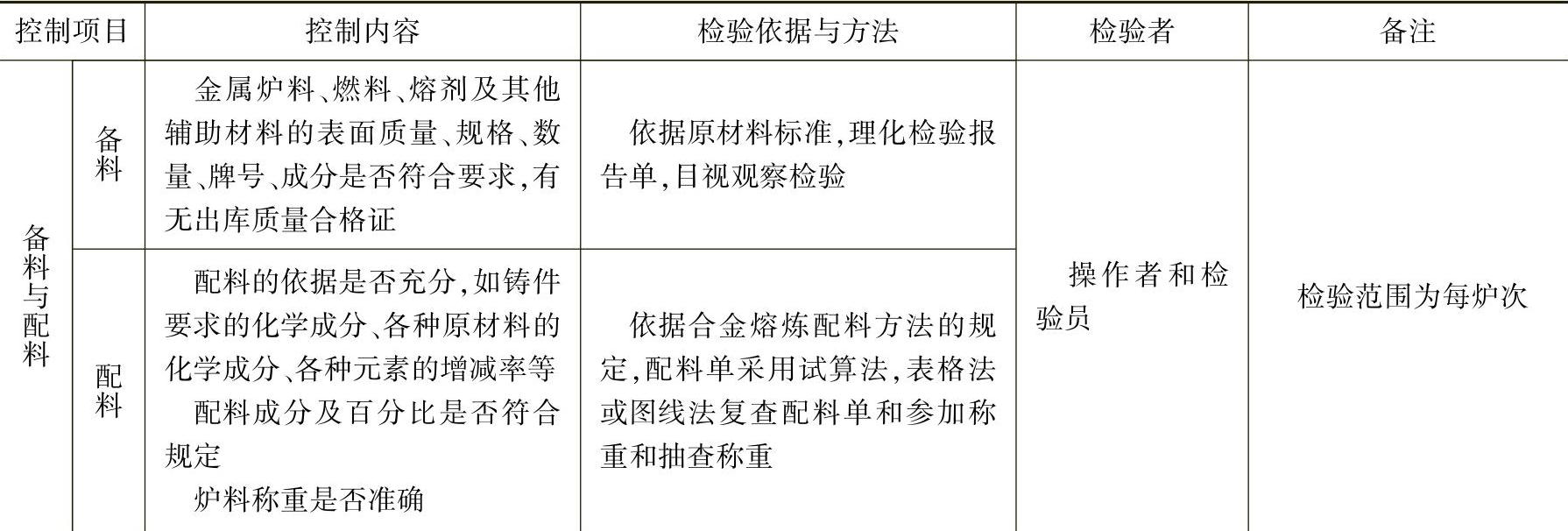
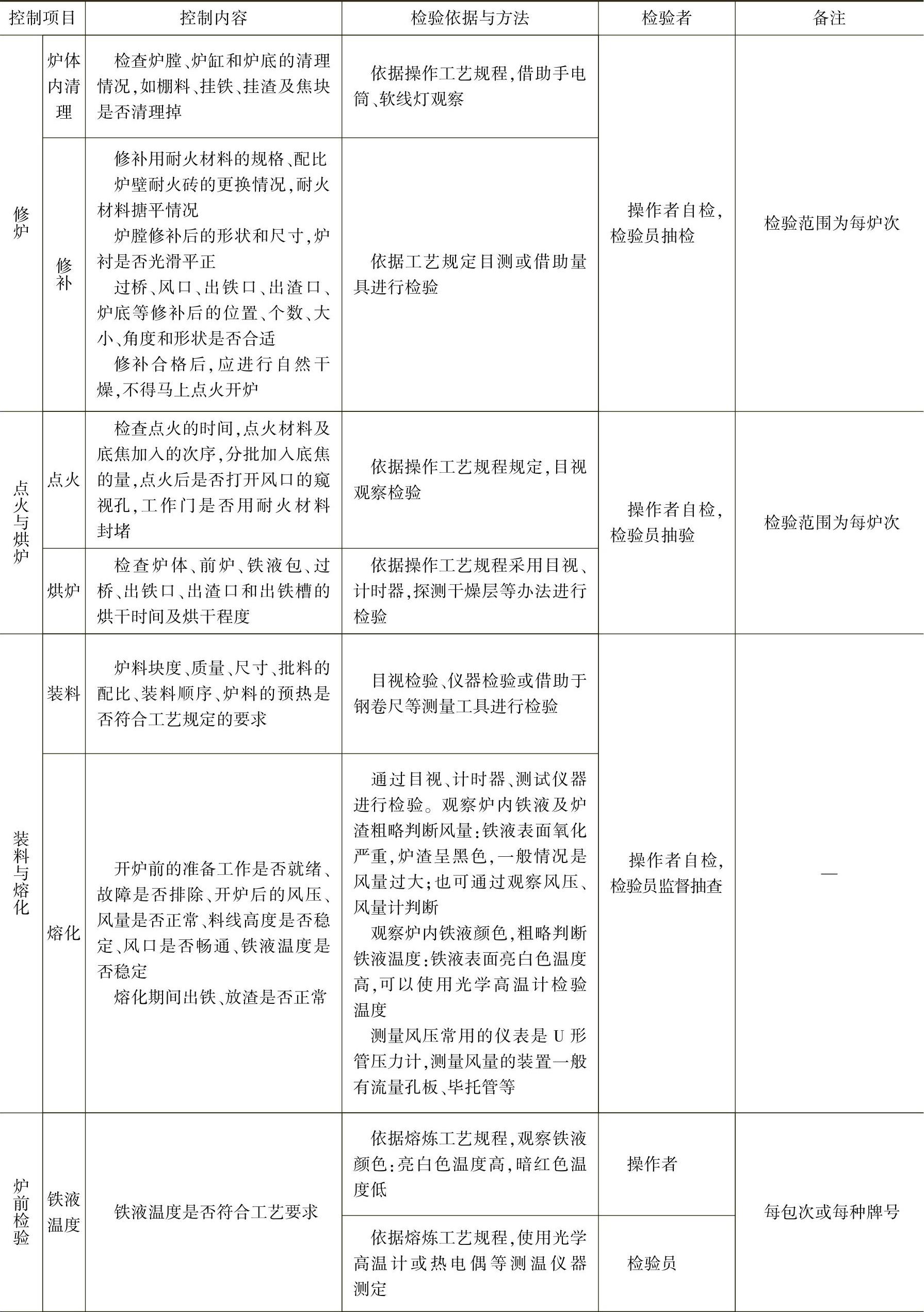
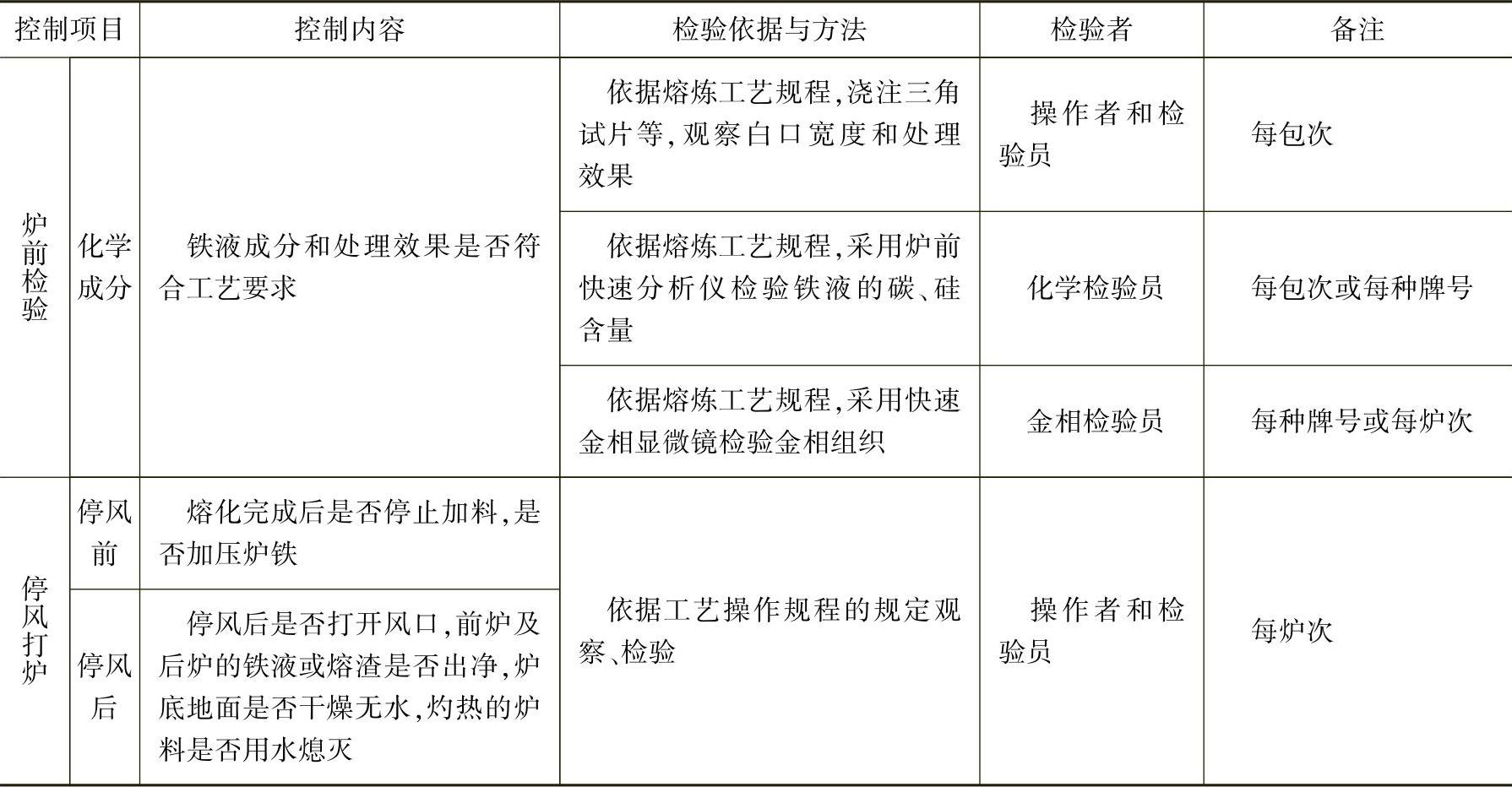
冲天炉熔炼过程的控制项目、控制位置与检验方法见图4-22和表4-51。
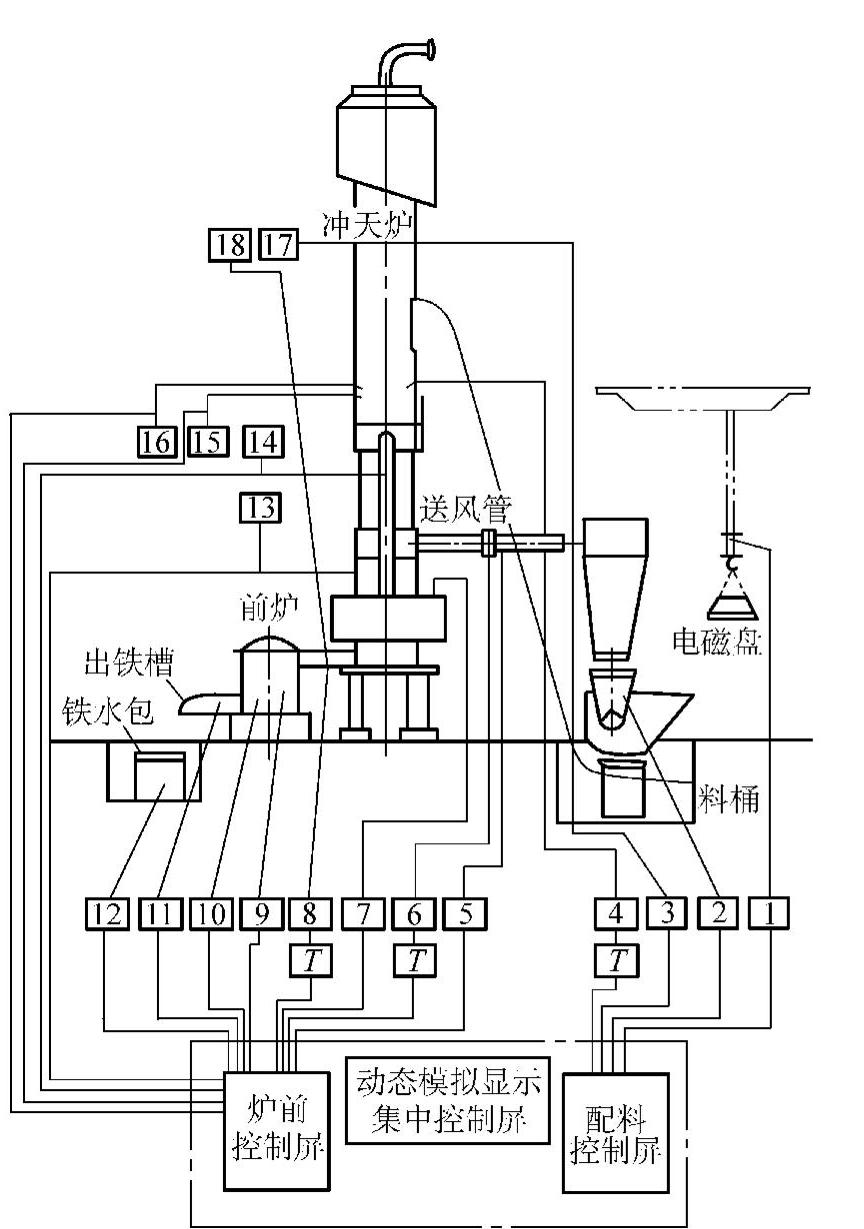
图4-22 冲天炉熔炼过程的控制项目与控制位置
1—金属炉料质量 2—焦炭石灰石质量 3—加料批数 4—炉内料位(附加控制) 5—送风湿度 6—入炉风量 7—送风压力 8—过桥铁液温度 9—前炉铁液高度(质量) 10—前炉铁液温度(附加控制) 11—出铁槽铁液温度 12—包内铁液温度 13—底焦高度波动情况 14—热风温度 15—炉气成分 16—炉气温度 17—加料批数炉前大屏幕数字显示 18—铁液温度炉前大屏幕数字显示
表4-51 冲天炉熔炼过程的控制项目与检验方法(供参考)
(续)
(续)
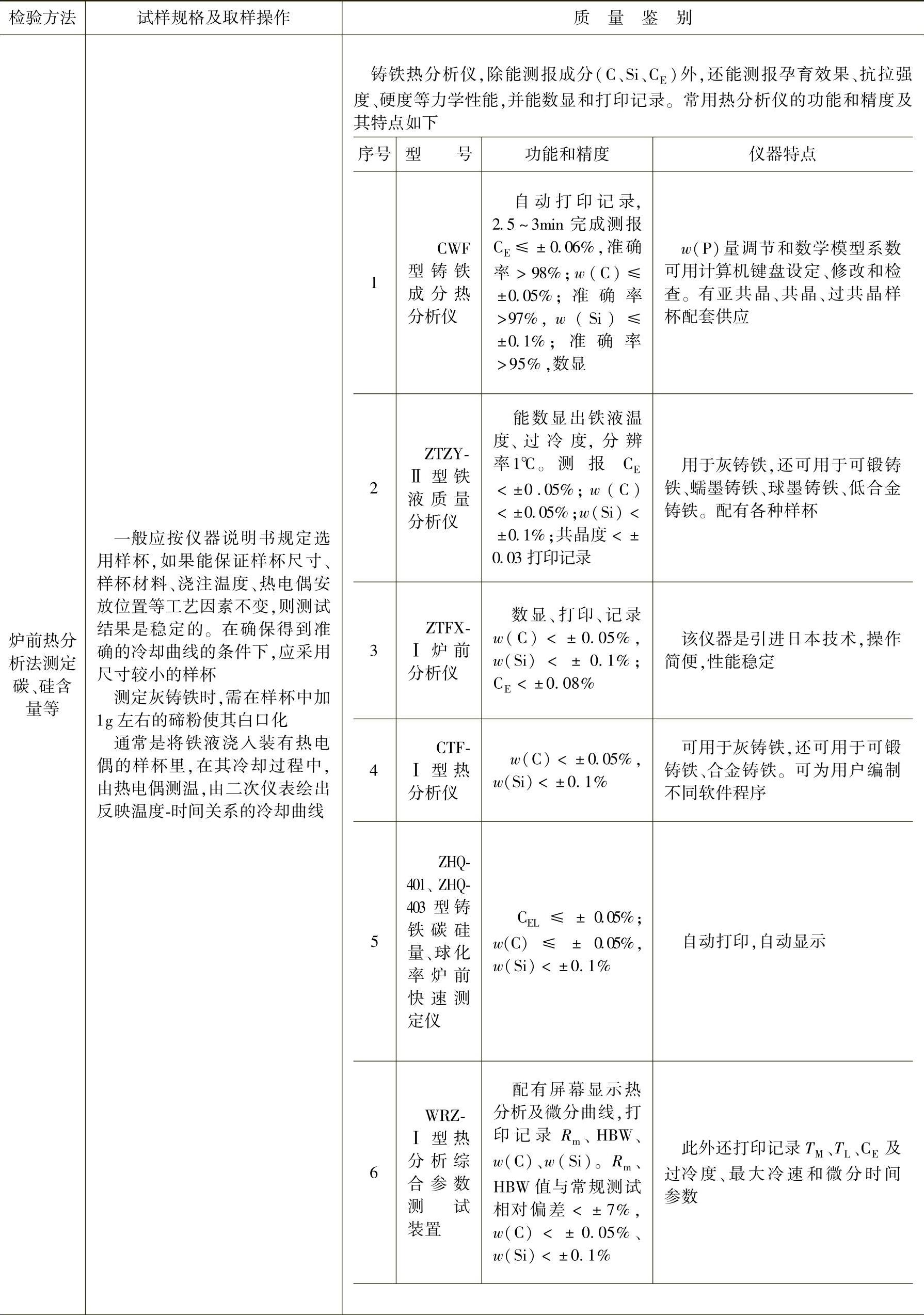
2)冲天炉熔炼铸铁的炉前检验方法及其质量鉴别。熔炼铸铁时,铁液质量合格与否,需进行炉前快速检验,以便及时调整和控制。通常,铸铁类型不同,炉前的检验方法亦应不同。
灰铸铁的炉前检验方法及其质量鉴别见表4-52。球墨铸铁的炉前检验方法及其球化情况鉴别见表4-53。蠕墨铸铁的炉前检验方法及其蠕化情况鉴别见表4-54。可锻铸铁的炉前检验方法及其全白口情况鉴别见表4-55。冷硬铸铁的炉前检验方法及其白口深度情况鉴别见表4-56。
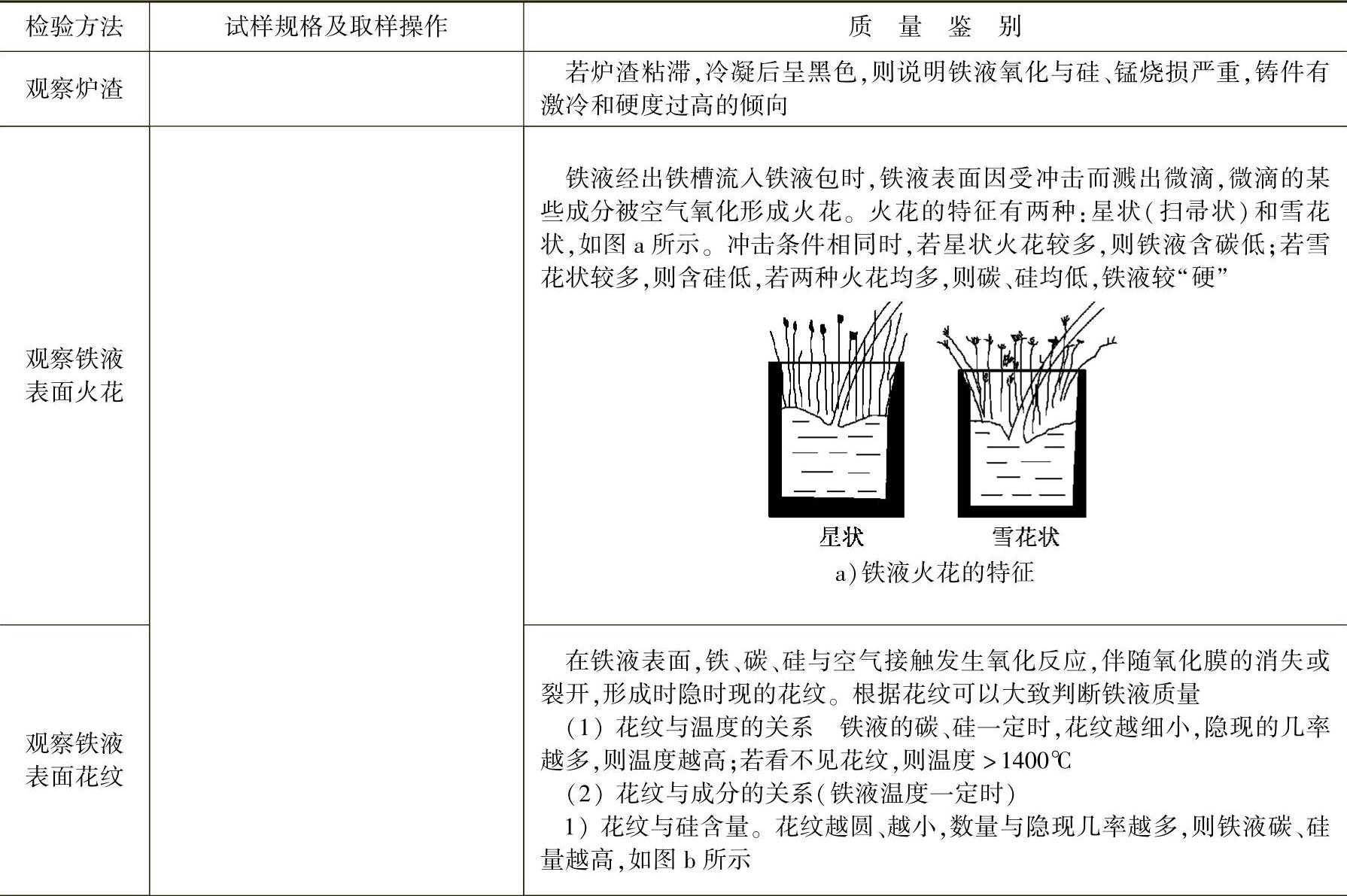
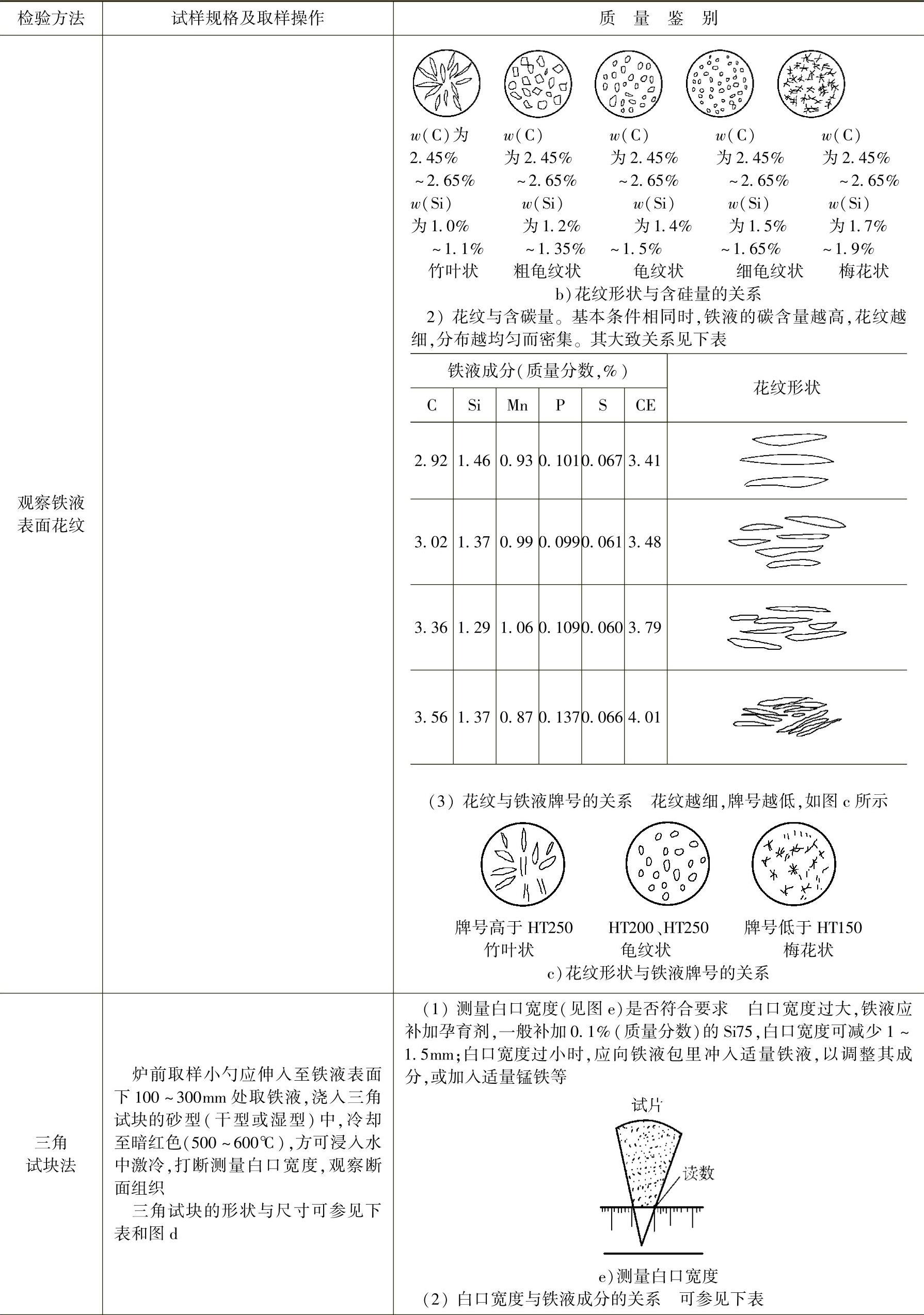
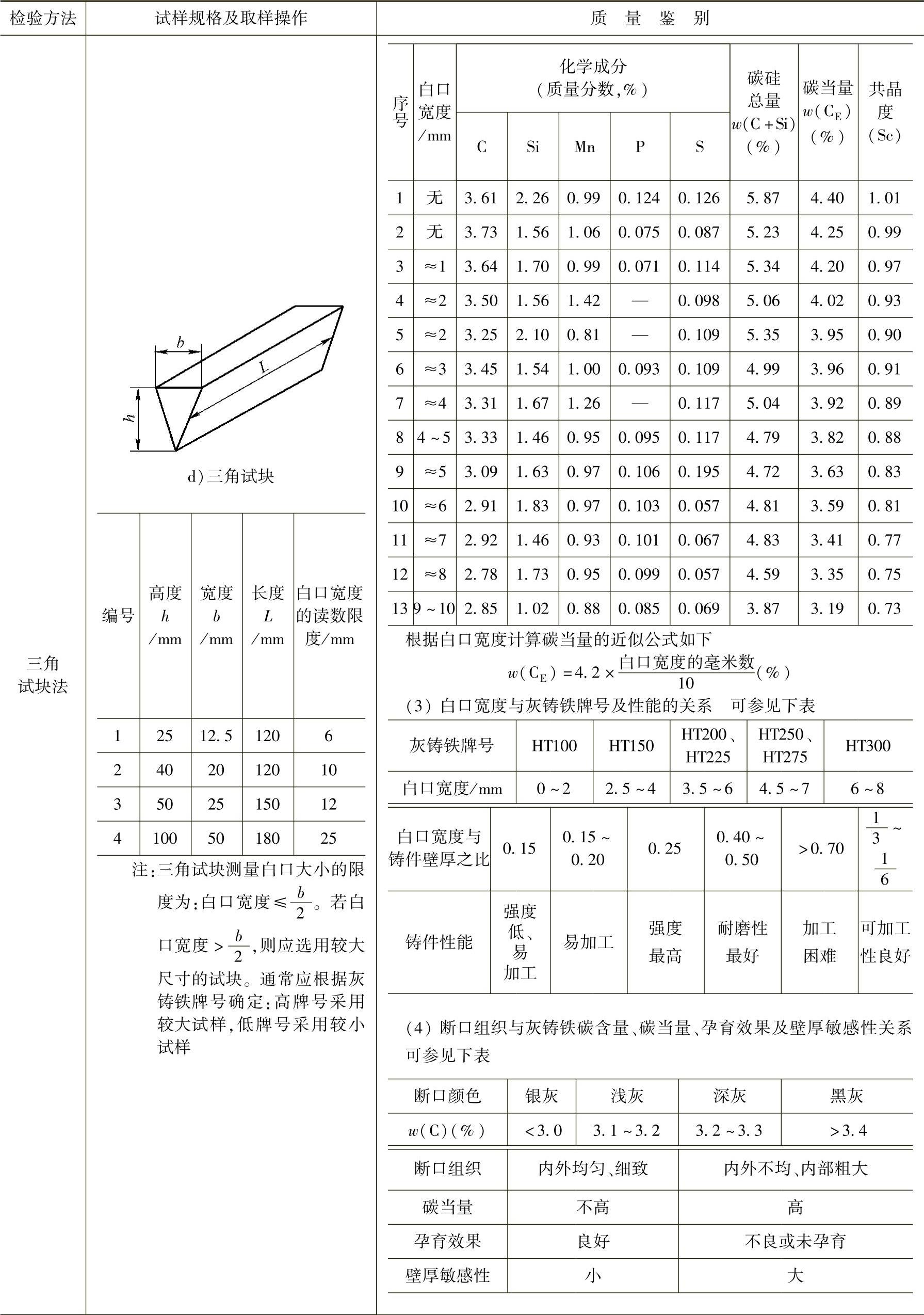
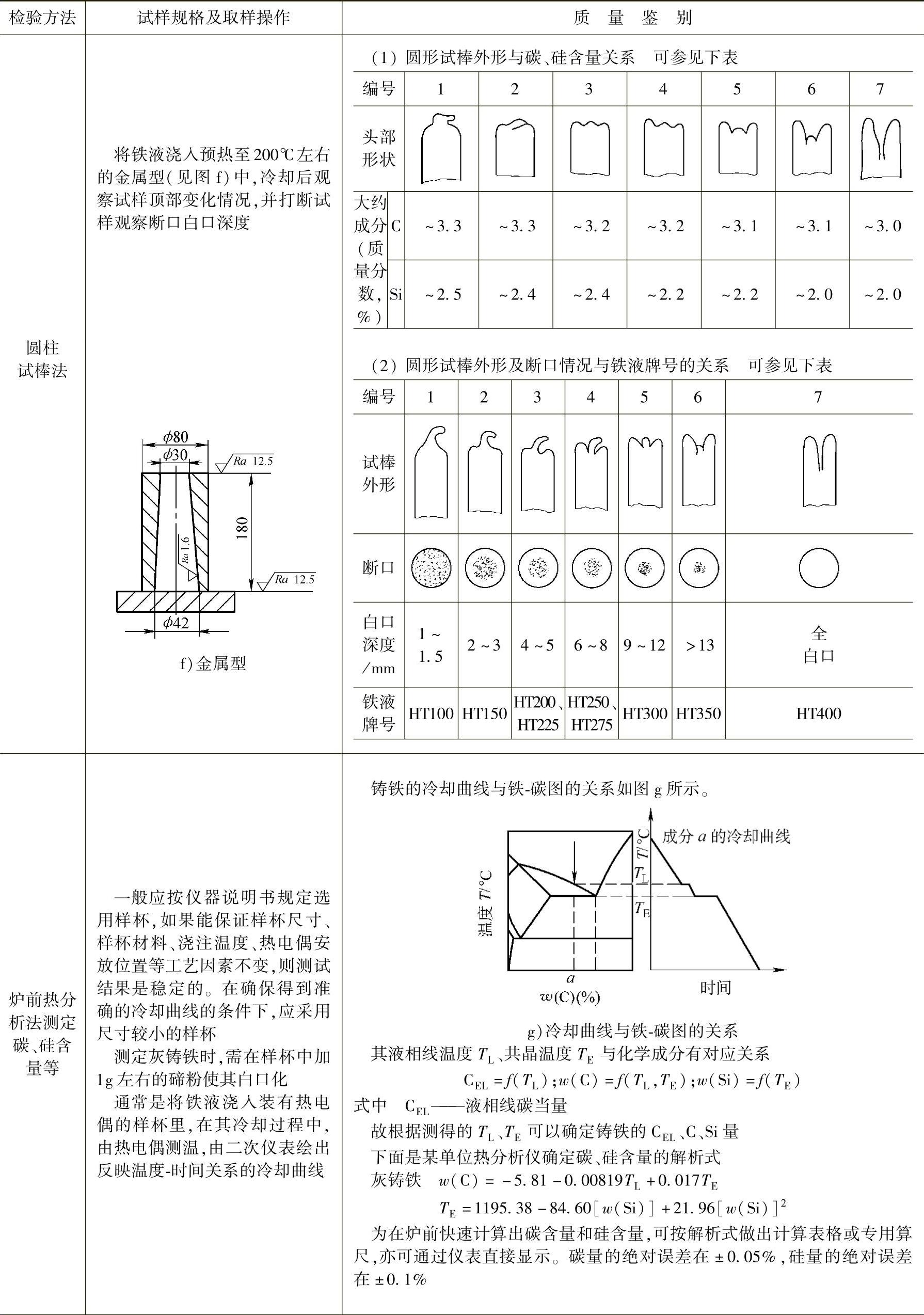
表4-52 灰铸铁的炉前检验方法及其质量鉴别(供参考)
(续)
(续)
(续)
(续)
(续)
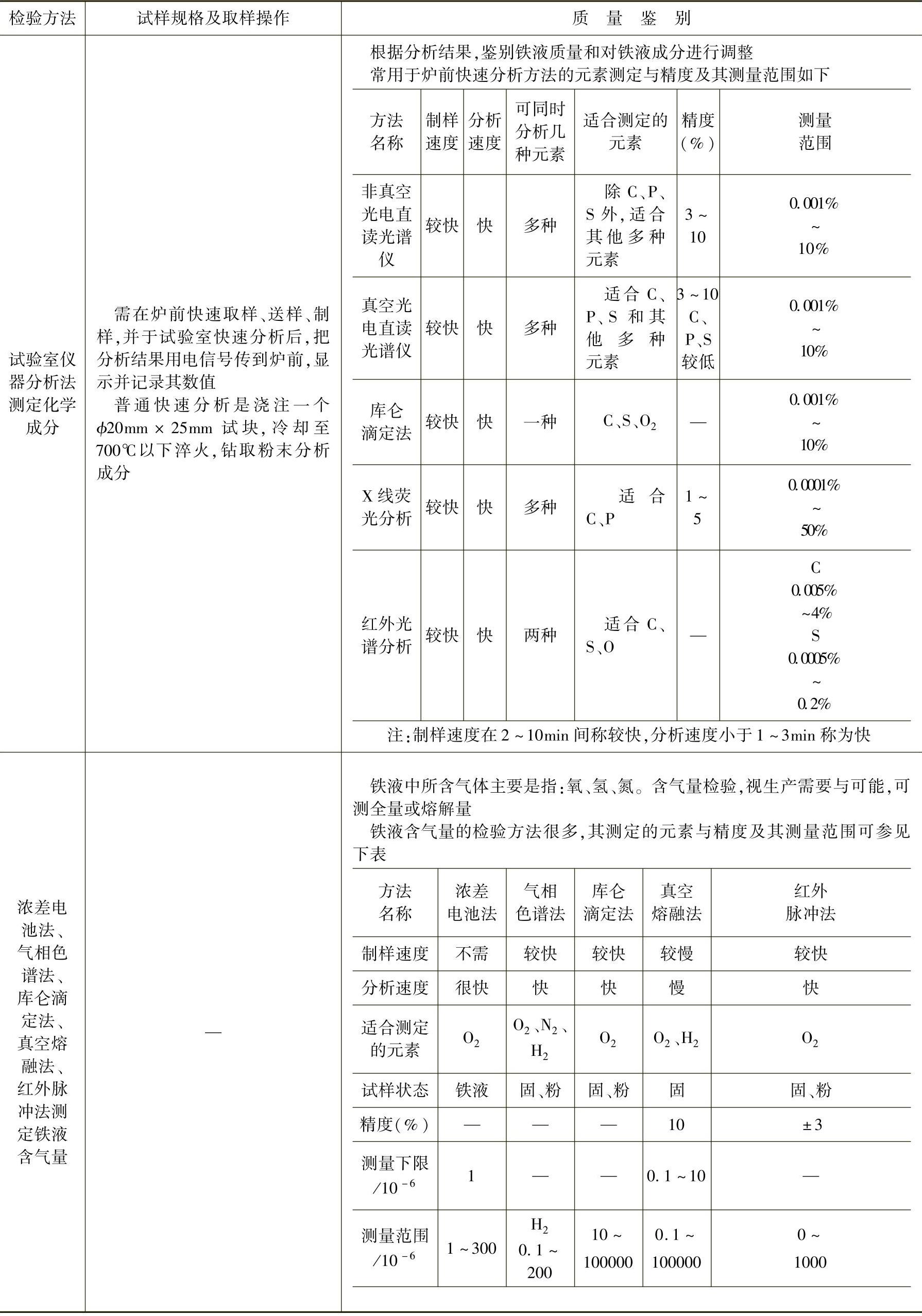
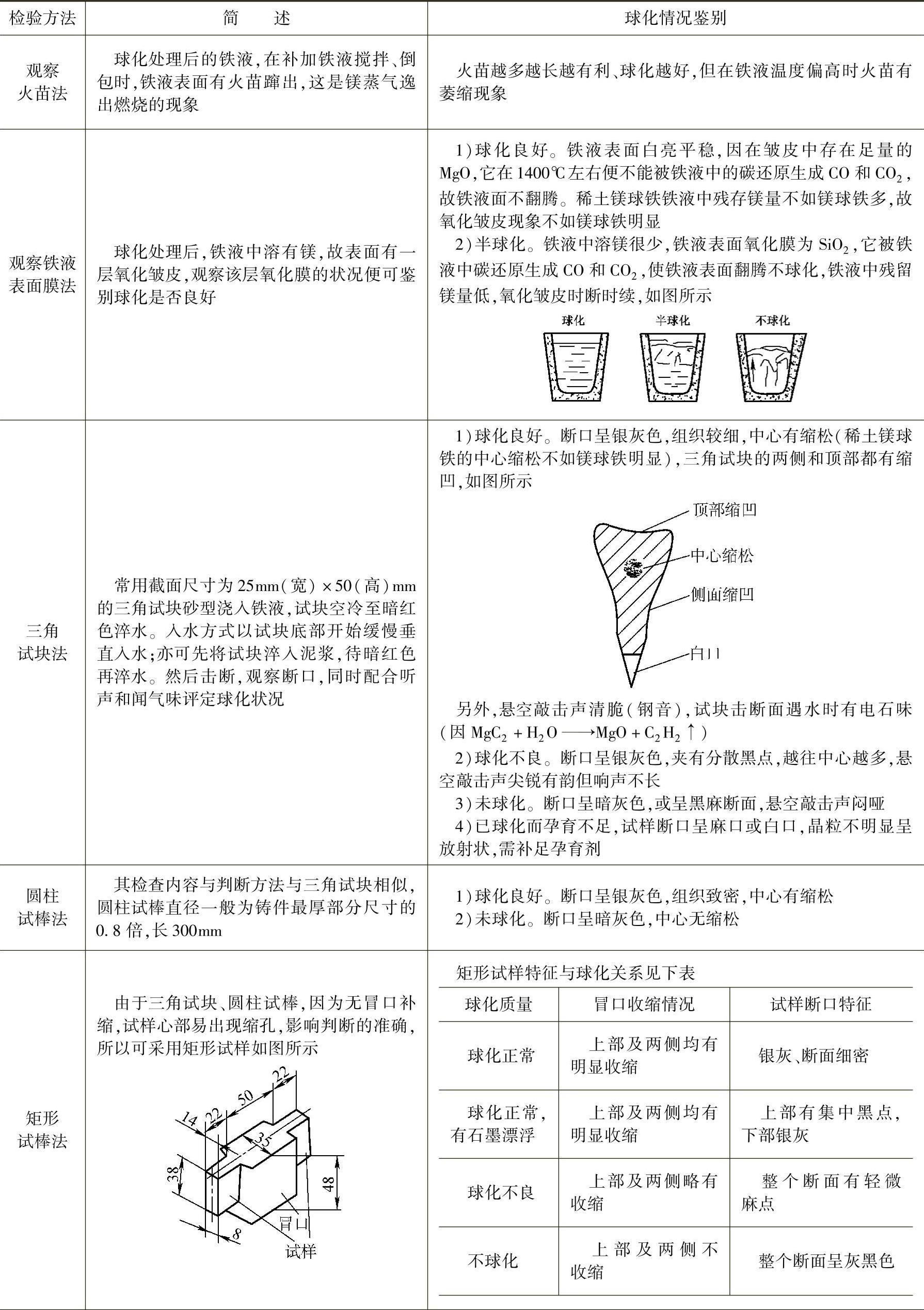
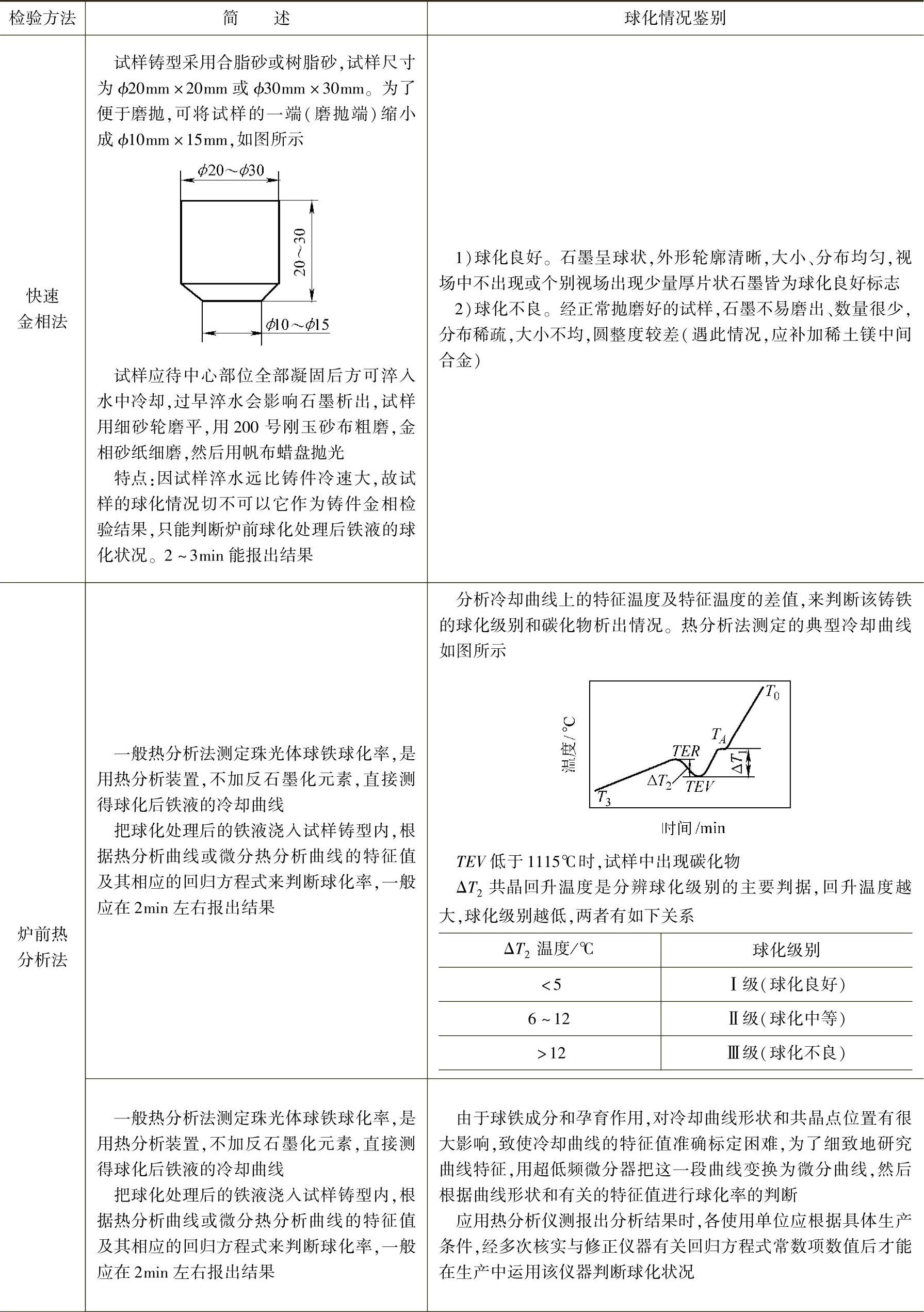
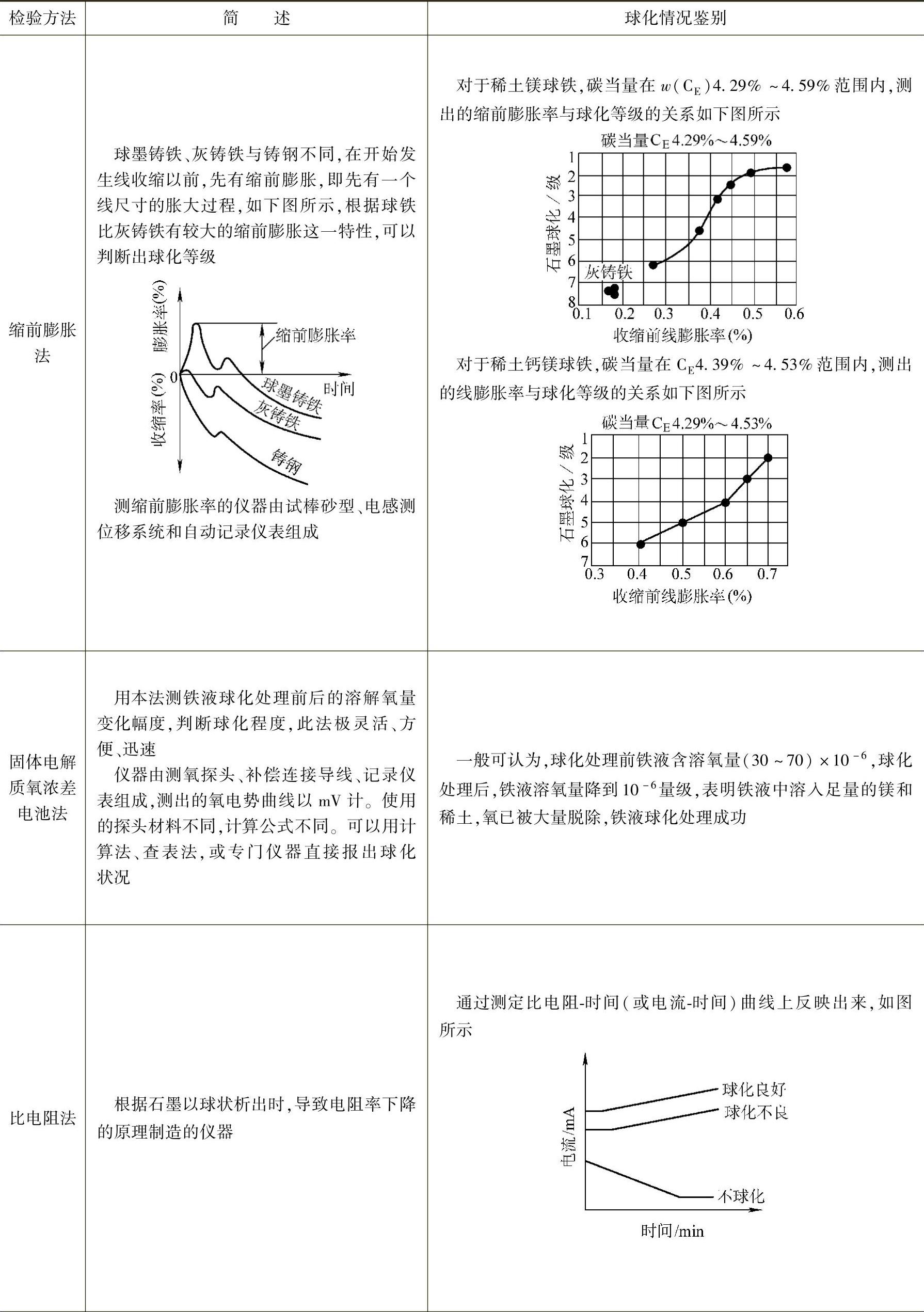
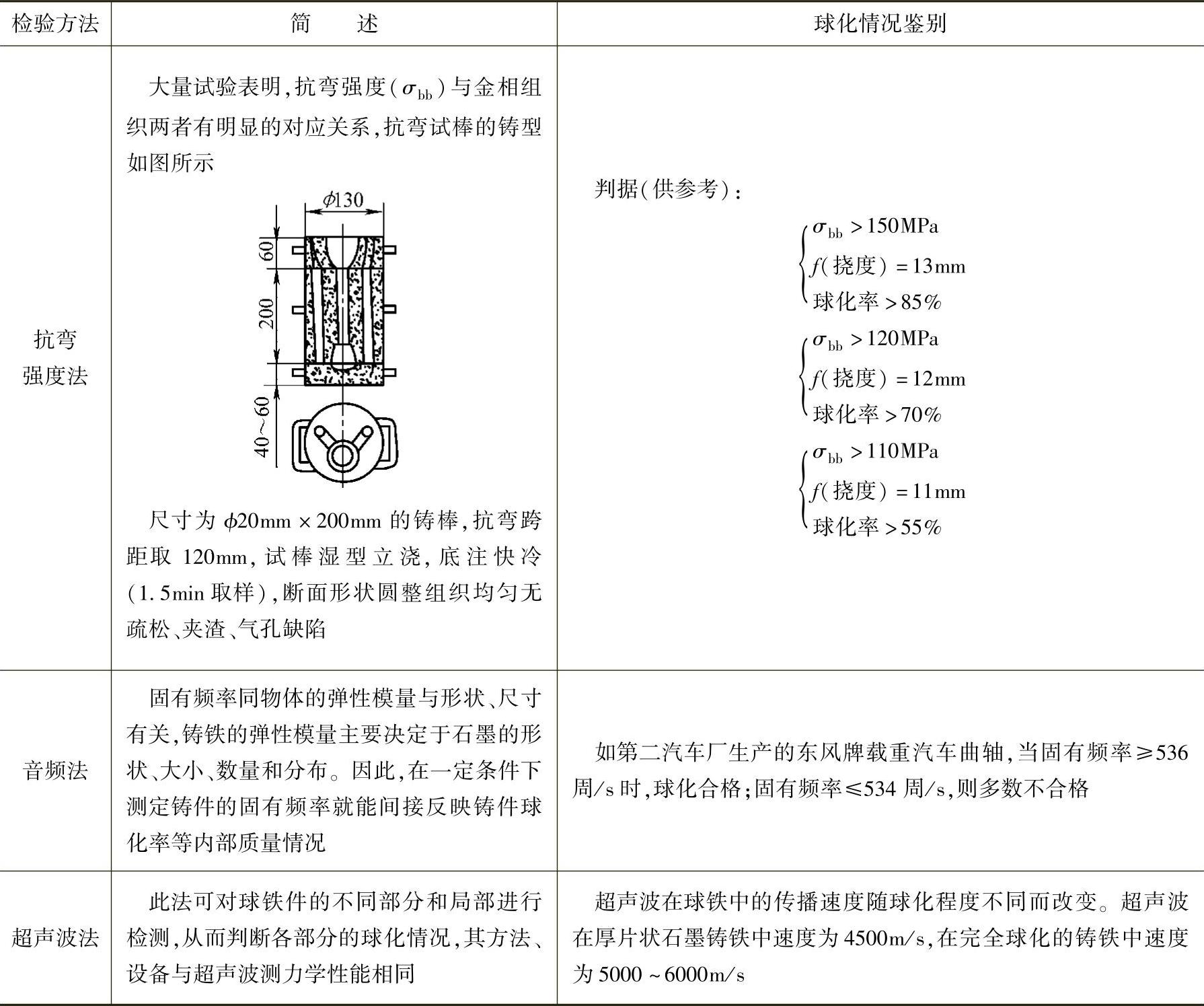
表4-53 球墨铸铁的炉前检验方法及其球化情况鉴别(供参考)
(续)
(续)
(续)
注:1.音频法主要用于流水线生产。
2.球墨铸铁的炉前成分等检验可参见灰铸铁,见表4-52。
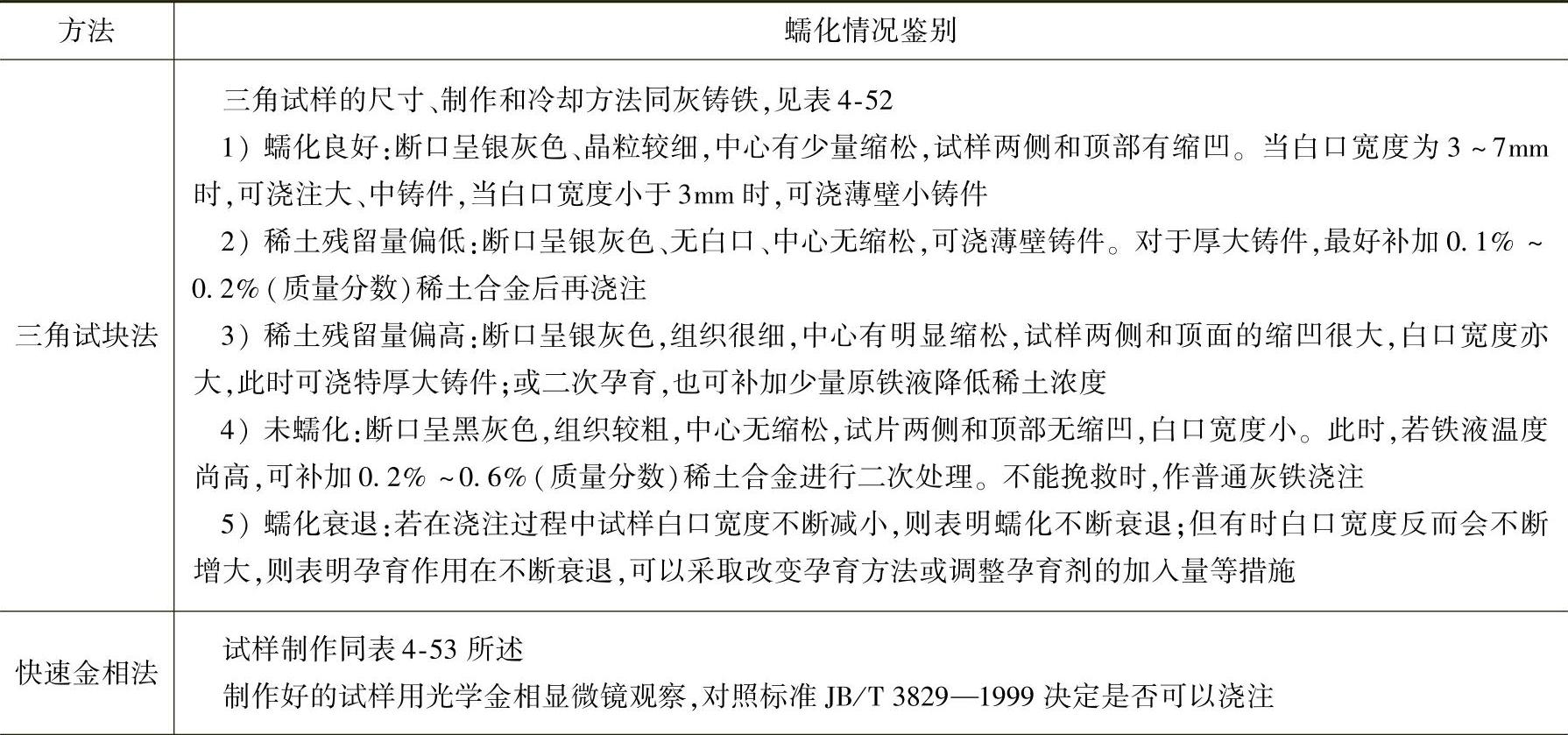
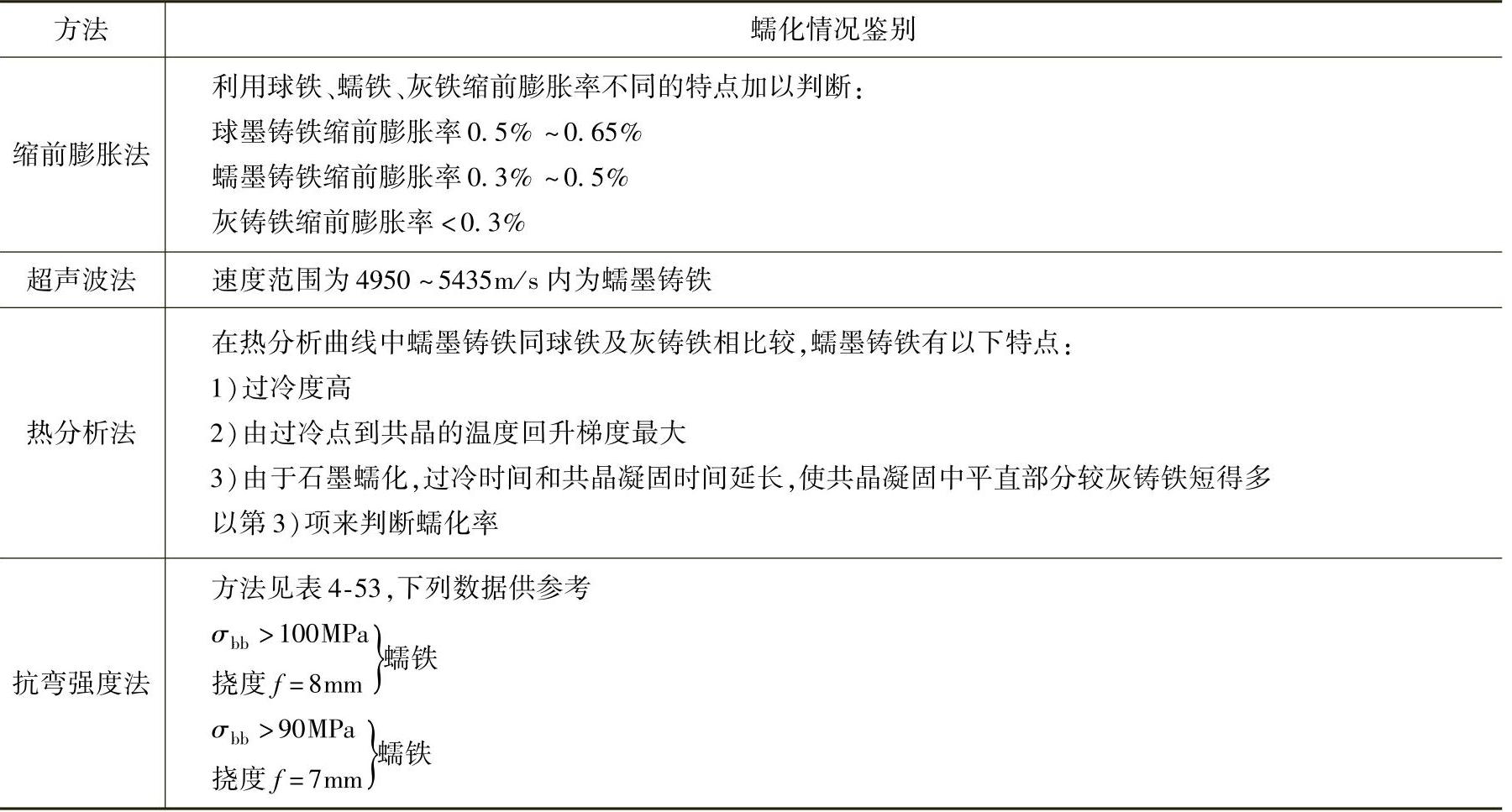
表4-54 蠕墨铸铁的炉前检验方法及其蠕化情况鉴别(供参考)
(续)
注:蠕墨铸铁的炉前成分等检验可参见灰铸铁,见表4-52。
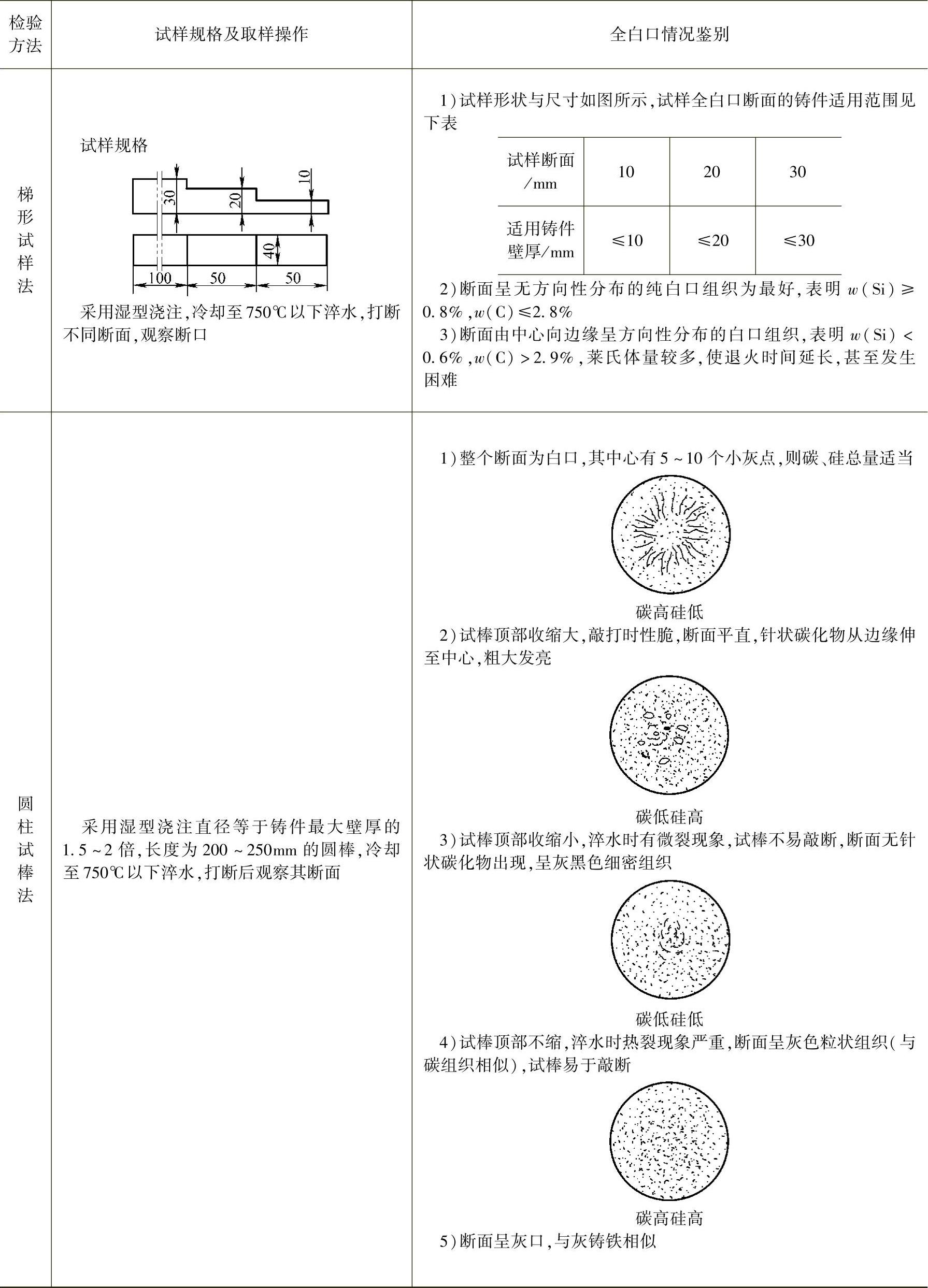
表4-55 可锻铸铁的炉前检验方法及其全白口情况鉴别(供参考)
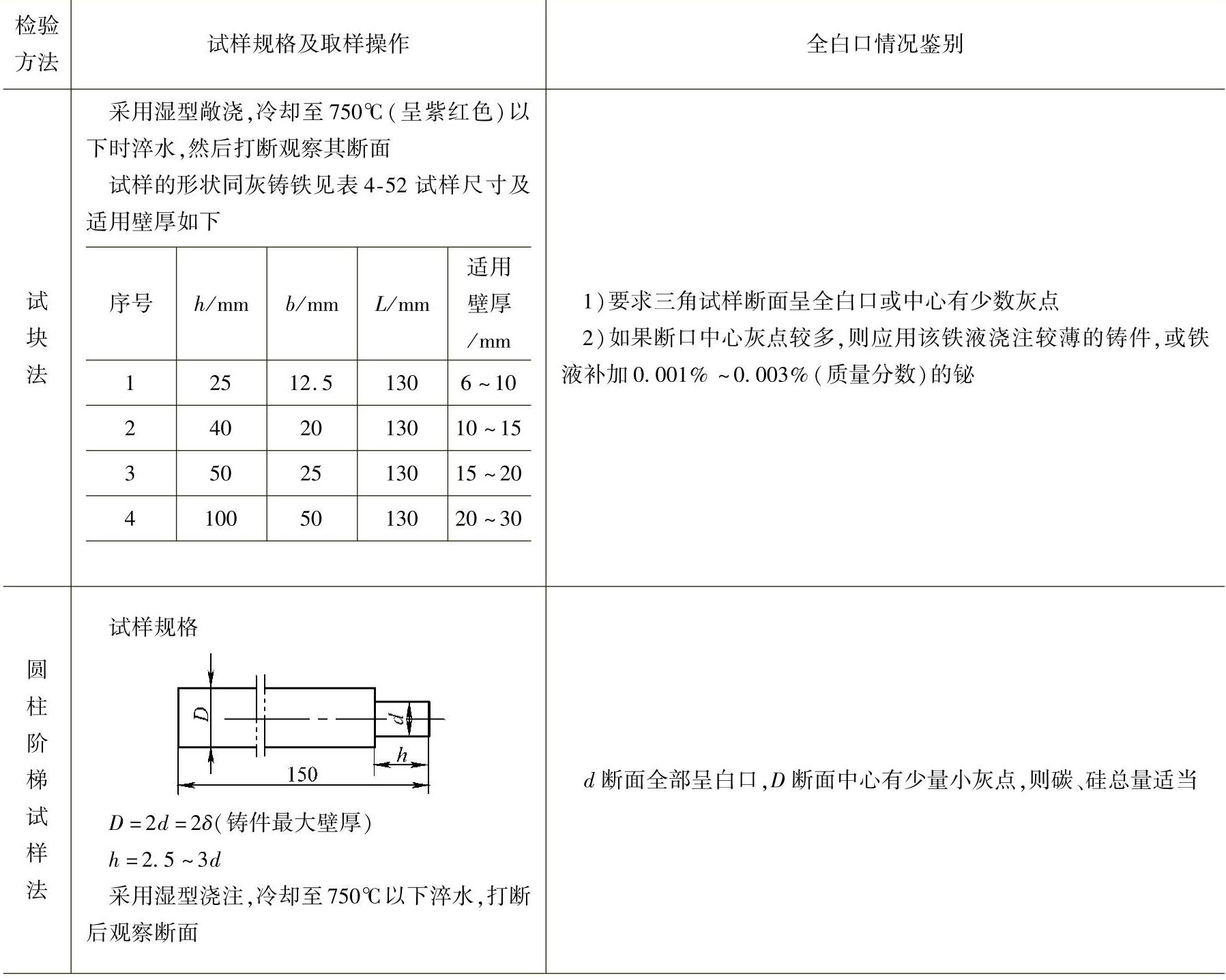
(续)
注:可锻铸铁的炉前成分等检验可参见灰铸铁,见表4-52。
表4-56 冷硬铸铁的炉前检验方法及其白口深度情况鉴别(供参考)
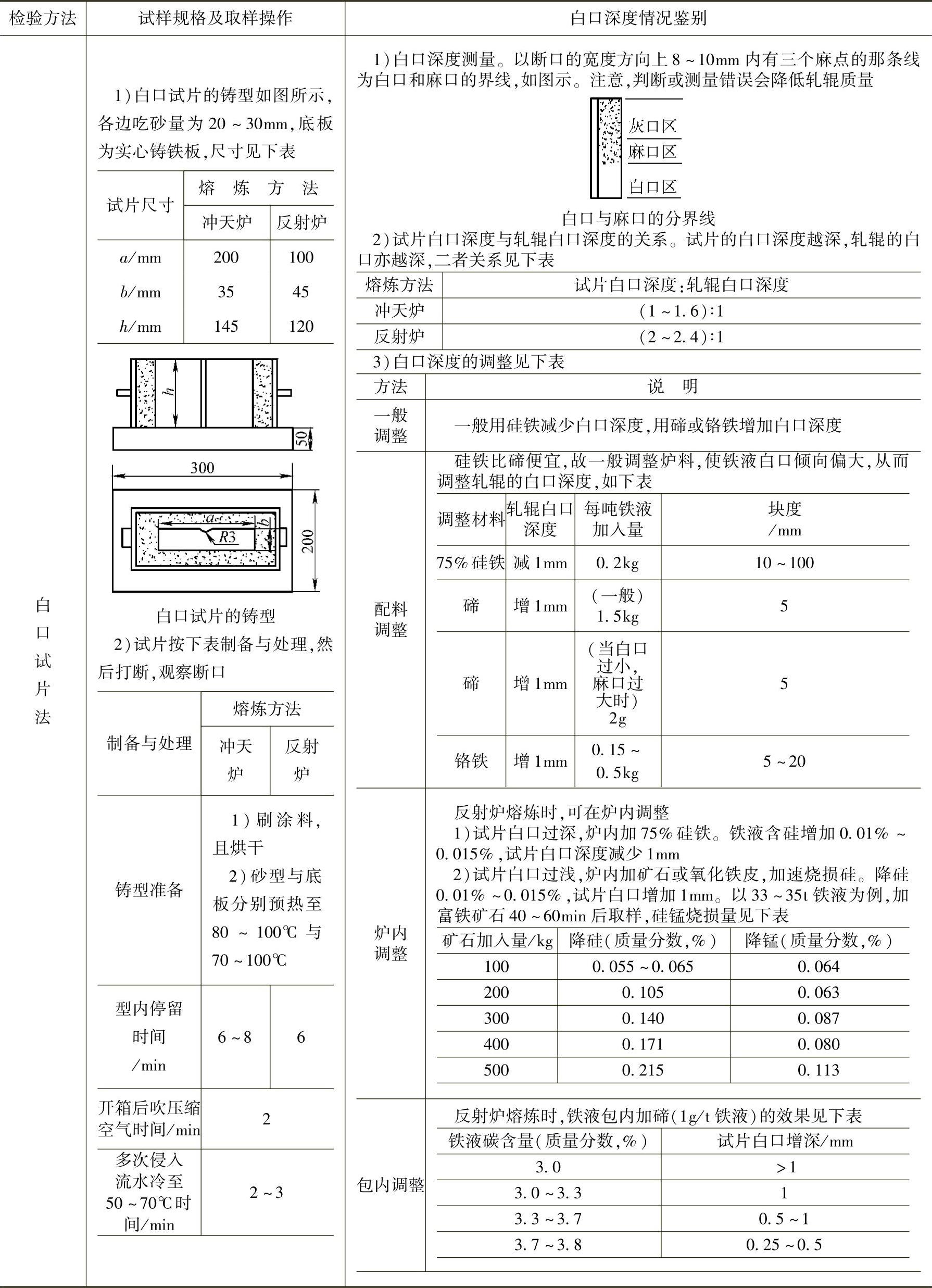
注:冷硬铸铁的炉前成分等检验可参见灰铸铁,见表4-52。
(3)中频感应电炉熔炼铸铁(铸钢)的质量控制(检验)
1)中频感应电炉熔炼过程的控制(检验)。中频感应电炉属于中小型熔炼设备(见图4-23),主要用于批料熔化法熔炼高质量铸铁和铸钢,也可用于熔炼铸造铜合金。
通常,中频感应电炉熔炼过程的一般控制(检验)应包括:准备阶段(修补或砌筑坩埚、备料、配料)、装料与熔化、出铁(出钢)等。
酸性中频感应电炉熔炼过程的控制项目与检验方法见表4-57。
碱性中频感应电炉熔炼过程的控制项目与检验方法见表4-58。
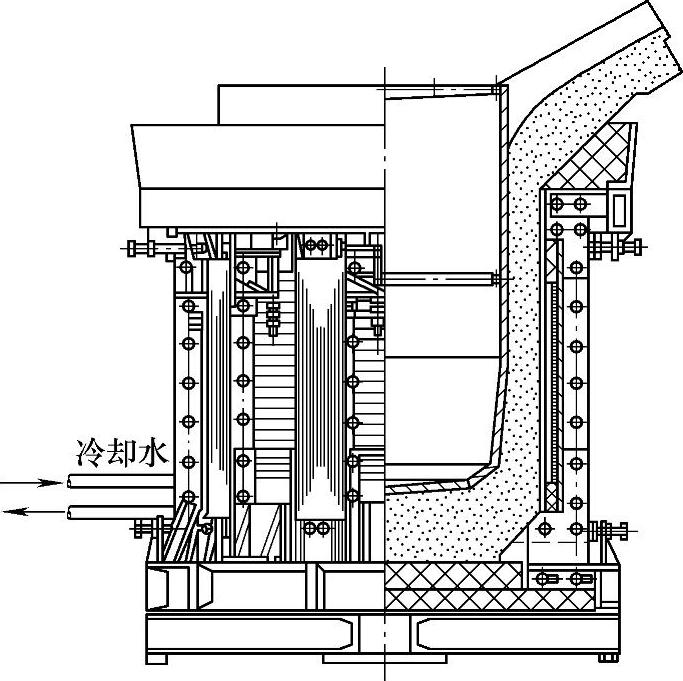
图4-23 中频感应电炉示意图
表4-57 酸性中频感应电炉熔炼过程的控制项目与检验方法(供参考)
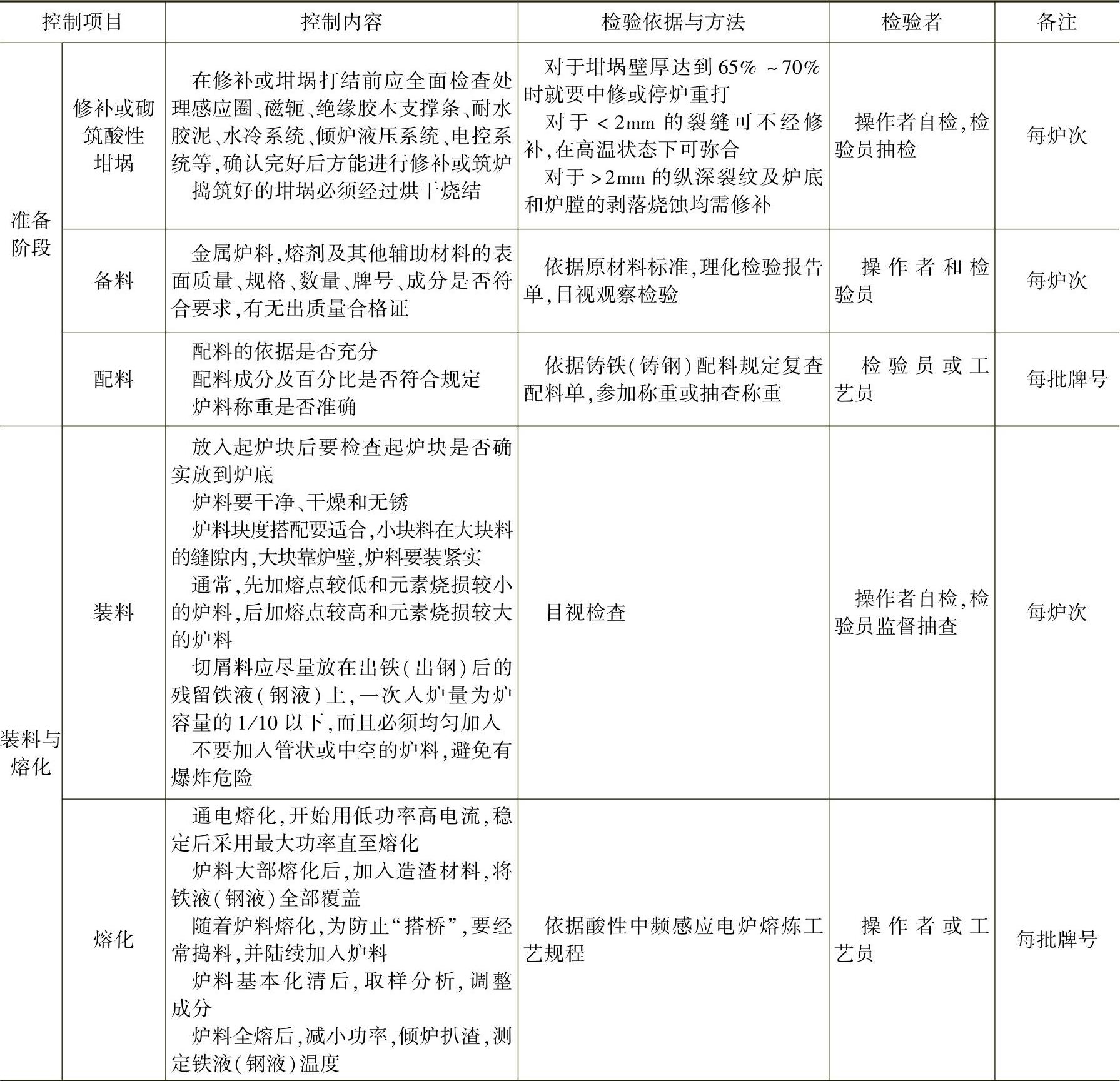
(续)

表5-58 碱性中频感应电炉熔炼过程的控制项目与检验方法(供参考)
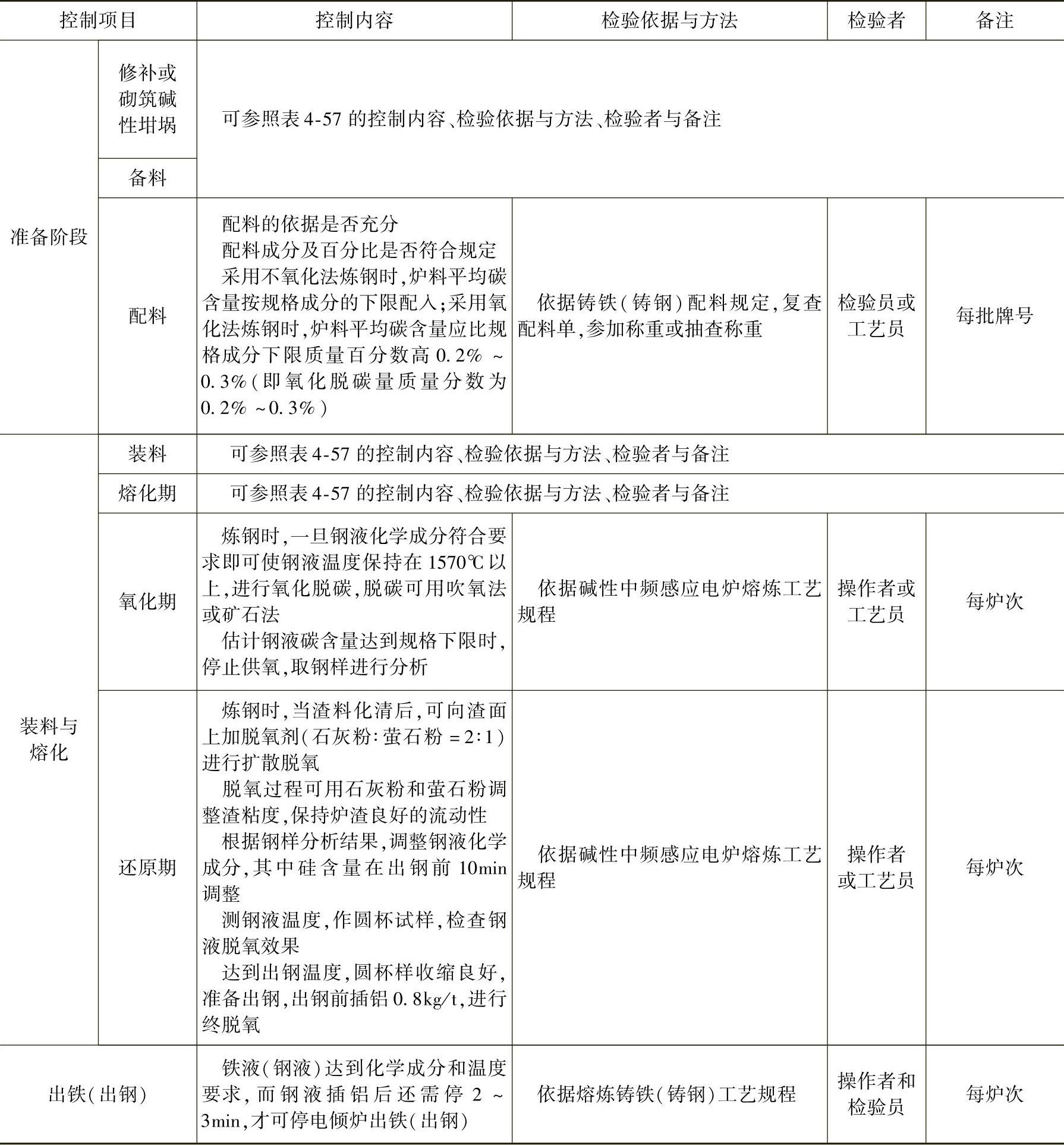
注:碱性中频感应电炉一般采用不氧化法炼钢。
2)中频感应电炉熔炼铸铁(铸钢)的炉前检验方法及其质量鉴别。高强度灰铸铁的炉前检验方法及其质量鉴别见表4-56。
球墨铸铁的炉前检验方法及其球化情况鉴别见表4-53。
蠕墨铸铁的炉前检验方法及其蠕化情况鉴别见表4-54。
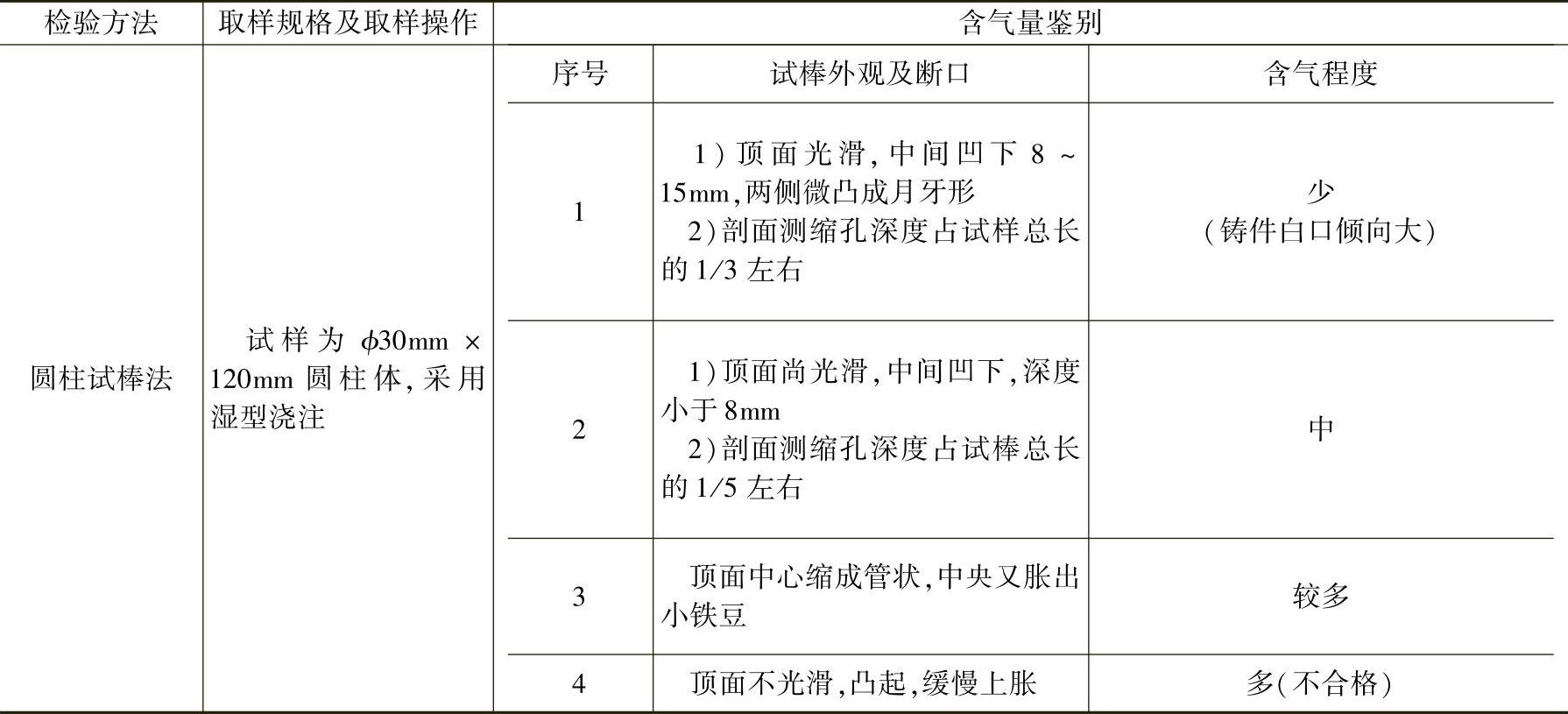
高硅耐蚀铸铁的炉前检验方法及其含气量鉴别见表4-59。
铸钢的炉前检验方法及其质量鉴别见表4-62。
表4-59 高硅耐蚀铸铁的炉前检验方法及其含气量鉴别(供参考)
(4)电弧炉冶炼铸钢的质量控制(检验)
1)电弧炉冶炼铸钢过程的控制(检验)。电弧炉(见图4-24)有大、中、小型,按炉衬分为碱性电弧炉和酸性电弧炉,主要用于冶炼铸钢,也可用于熔炼铸铁和铸造铜合金。
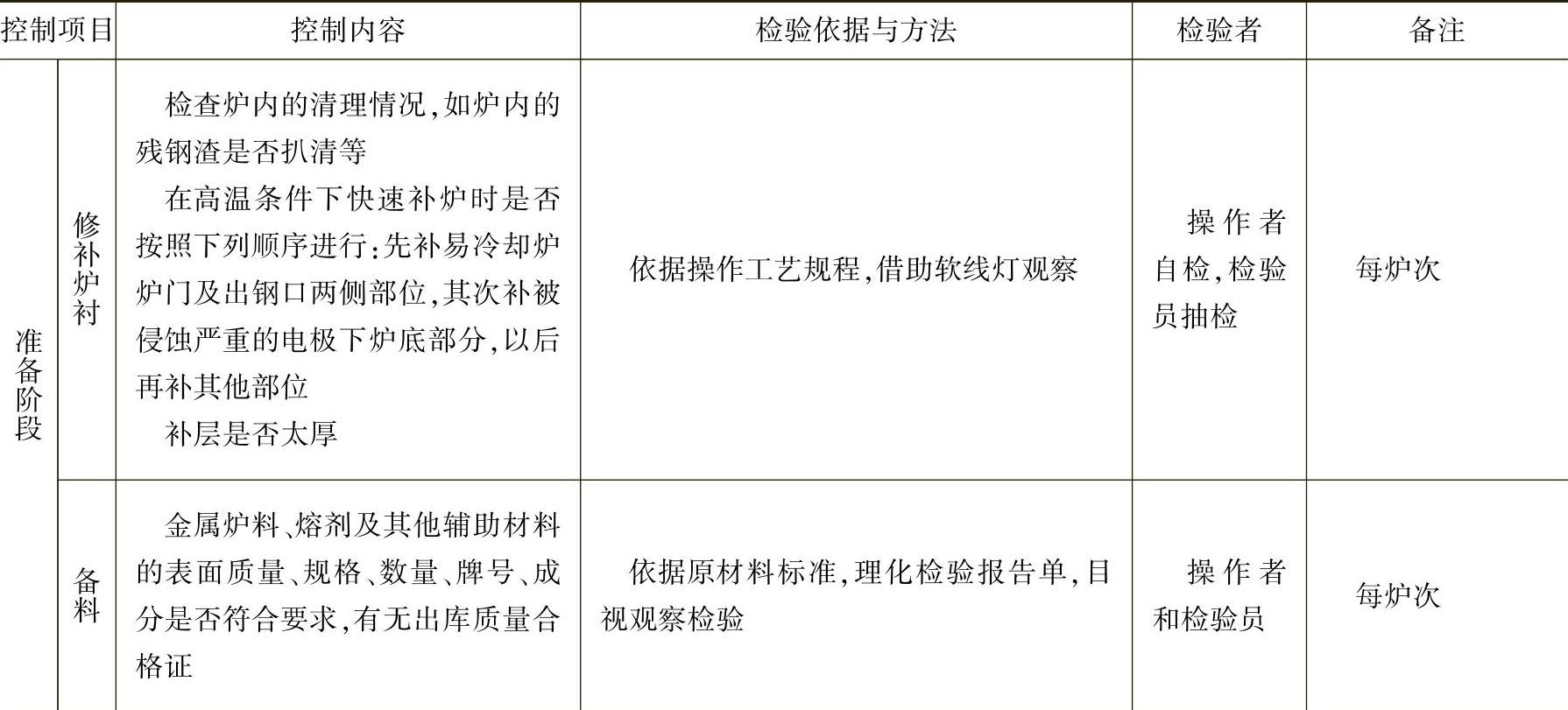
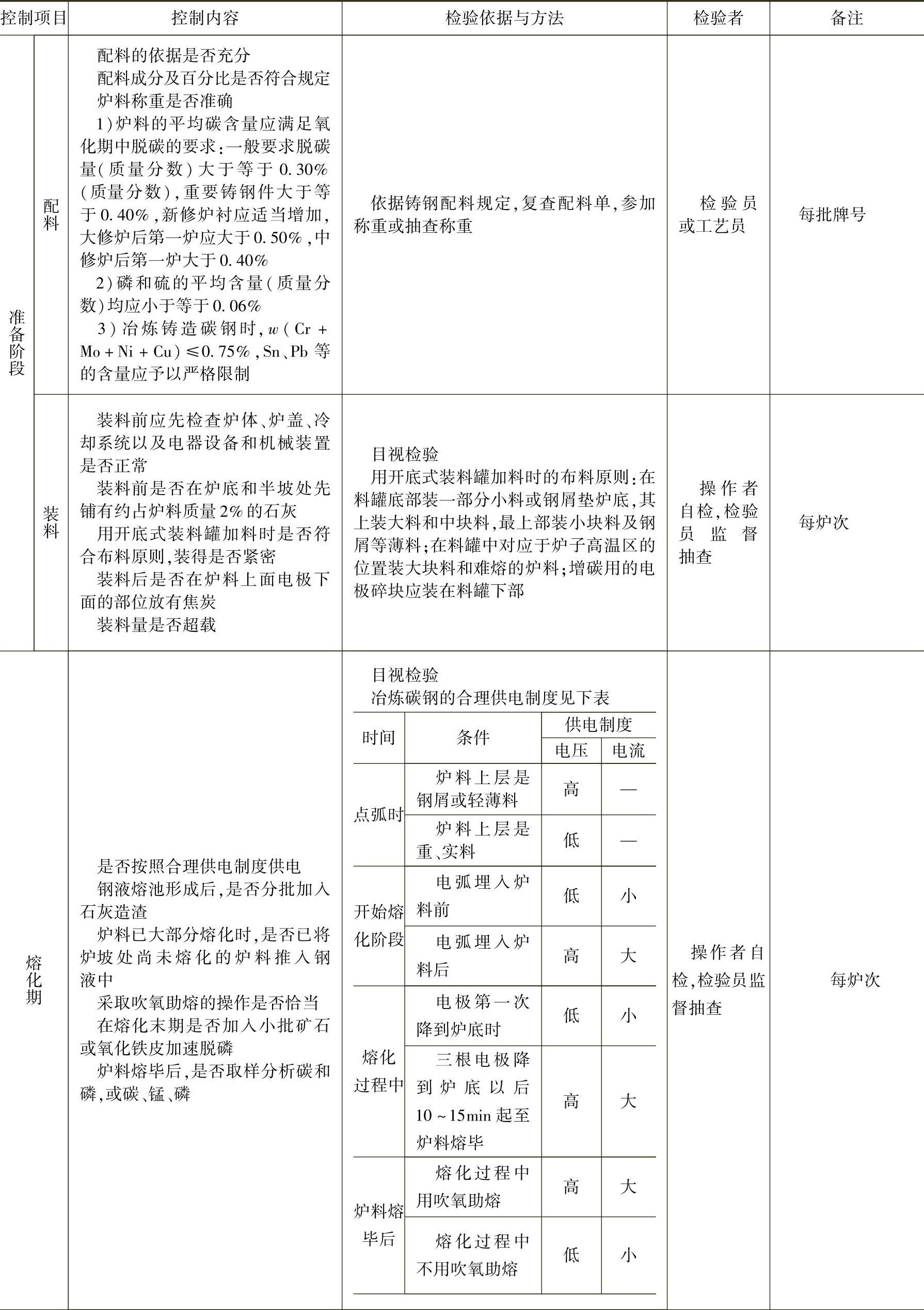
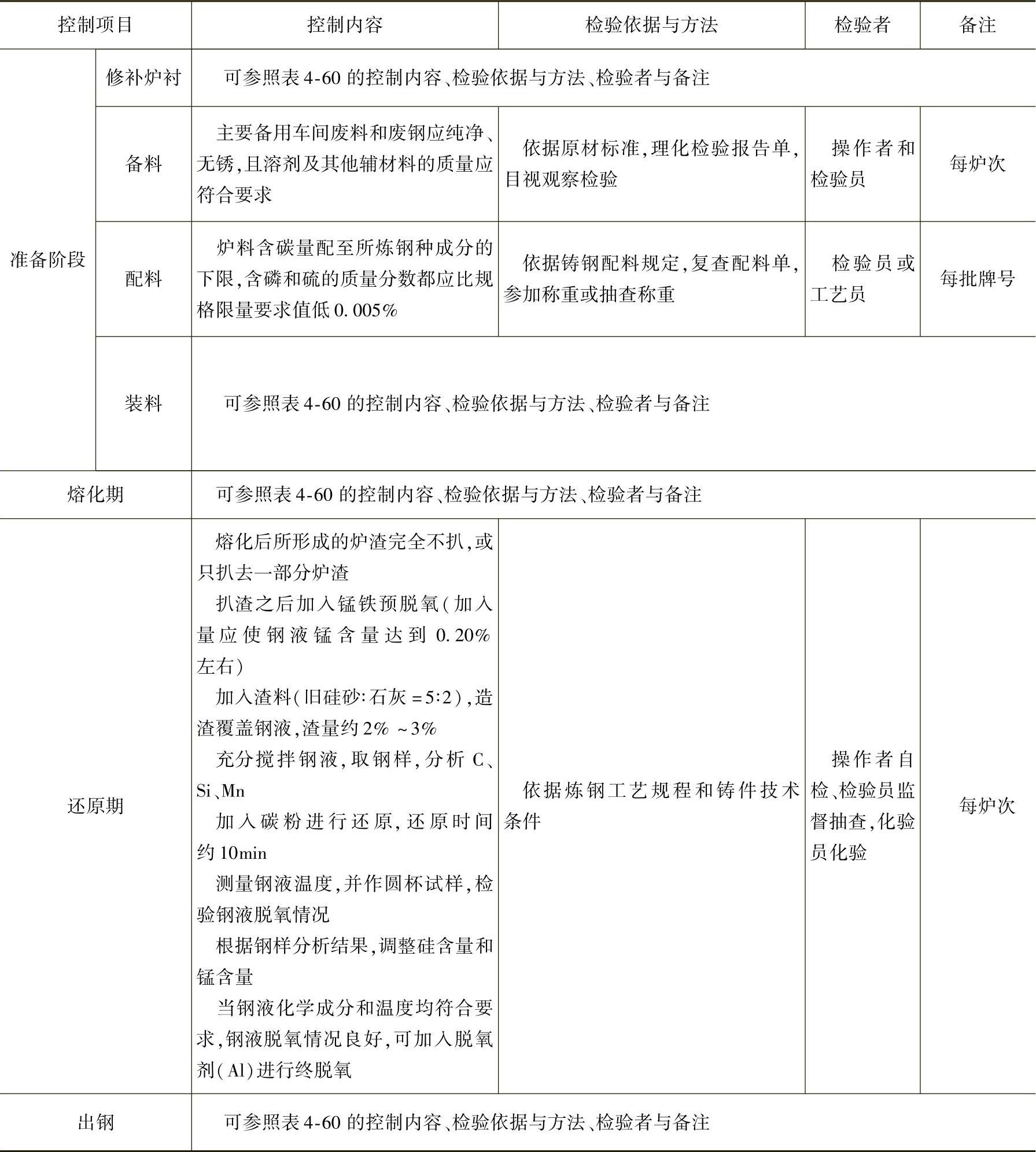
电弧炉冶炼铸钢过程的一般控制应包括:准备阶段(修补炉衬、备料、配料及装料)→熔化期→氧化期→还原→出钢等。
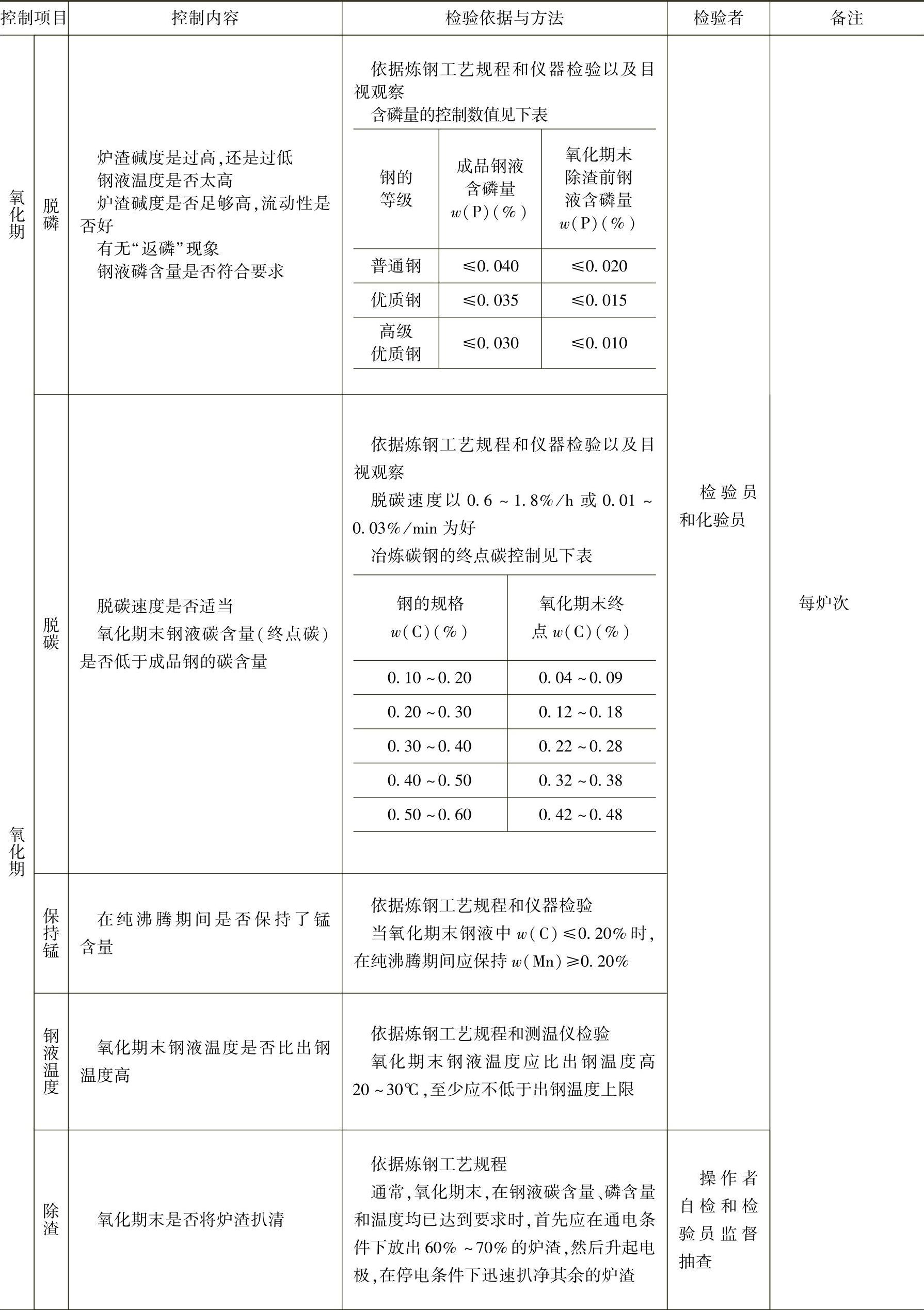
碱性电弧炉氧化法冶炼铸钢过程的控制项目与检验方法见表4-60。
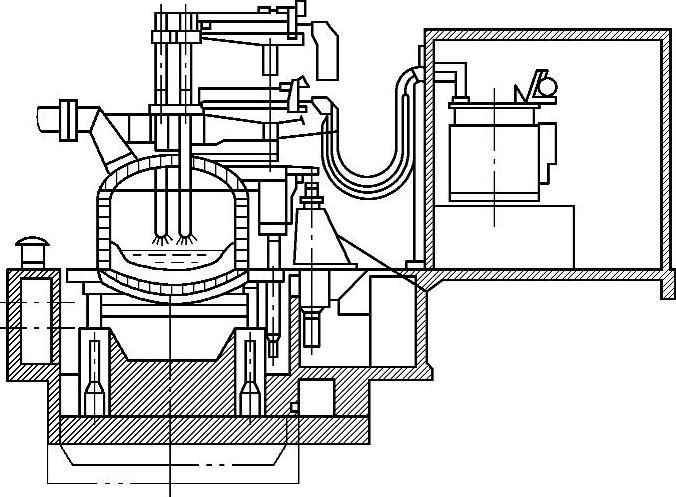
图4-24 电弧炉示意图
酸性电弧炉不氧化法冶炼铸钢过程的控制项目与检验方法见表4-61。
表4-60 碱性电弧炉氧化法冶炼铸钢过程的控制项目与检验方法(供参考)
(续)
(续)
(续)
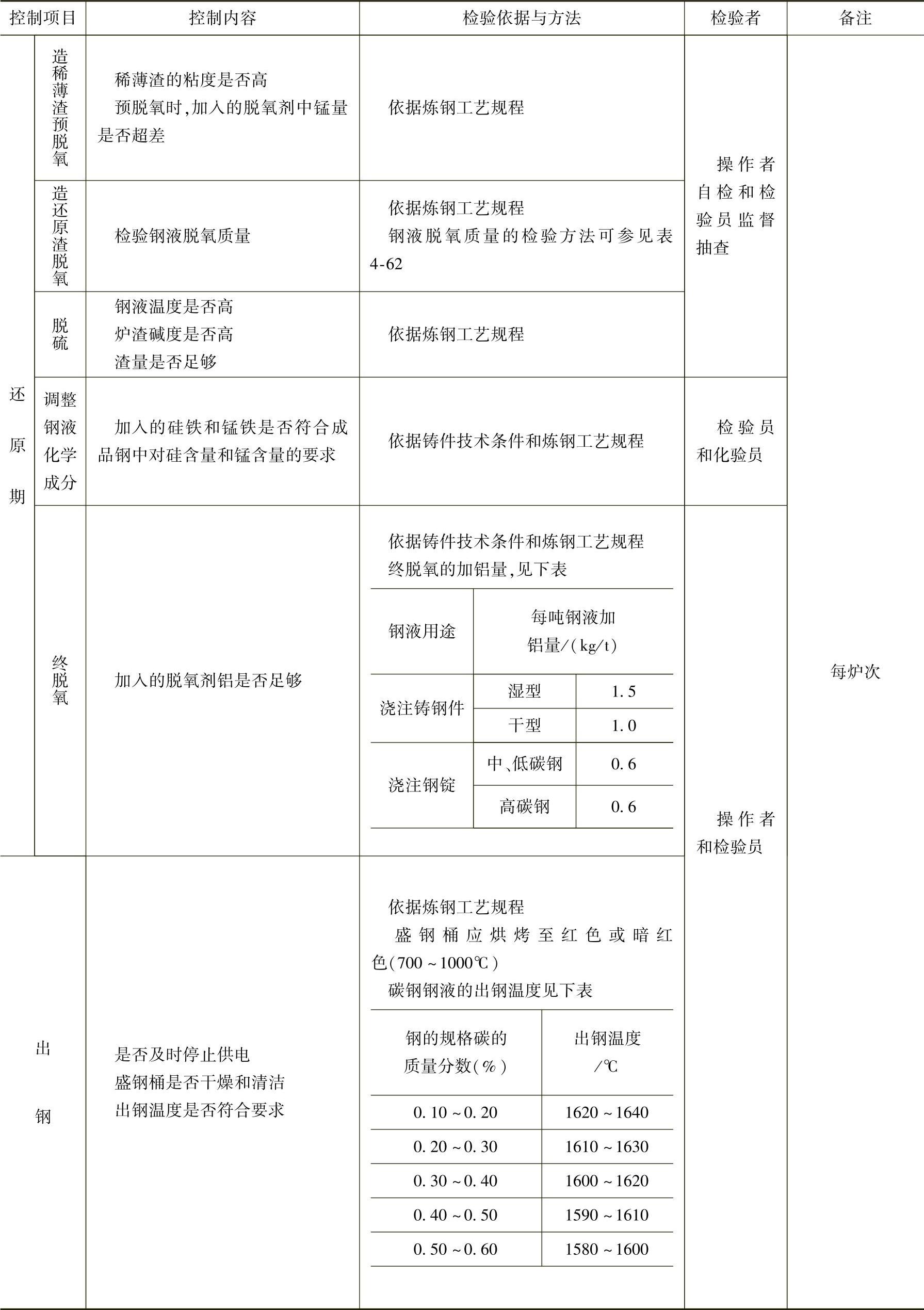
表4-61 酸性电弧炉不氧化法冶炼铸钢过程的控制项目与检验方法(供参考)
注:酸性电弧炉不氧化法冶炼实际上是炉料的重熔过程。
2)电弧炉冶炼铸钢的炉前检验方法及其质量鉴别。在炉前检验钢液的化学成分是保证钢液牌号正确、成分合格的重要手段。一般靠取样,进行快速的光谱分析,以便及时反馈给熔炼工进行控制和必要的调整。但是,由于电弧炉炼钢周期较长,成分波动幅度较大,因此炉前检验钢液的化学成分不能只进行一次,而往往需进行两次或三次的炉前快速分析,即全部炉料化清后、氧化期结束以后,以及还原期的后期都应取样进行快速的光谱分析,以便准确掌握炉内的冶金反应,及时调整成分,保证出炉钢液的化学成分符合技术条件规定的要求。
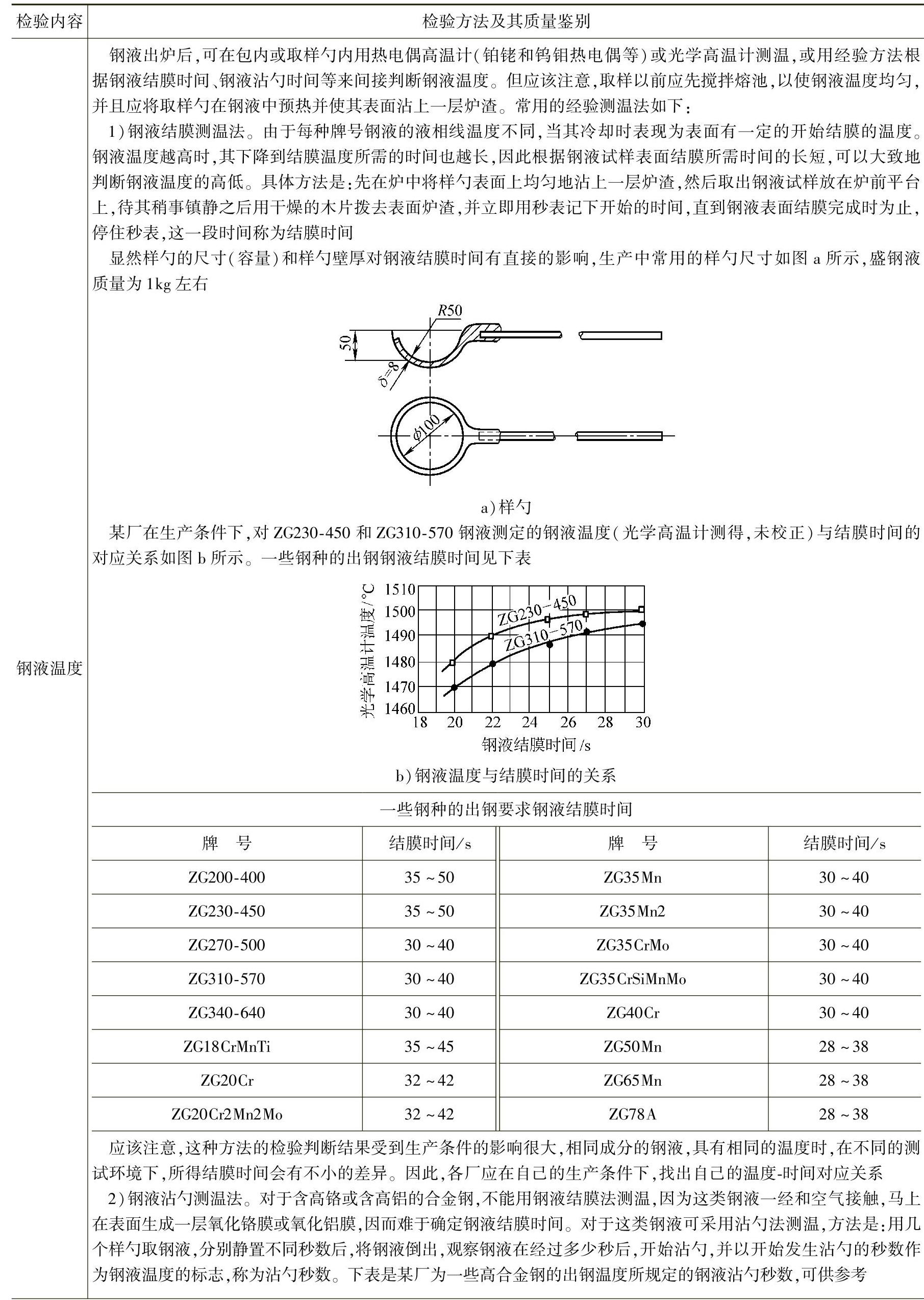
炉前钢液温度、终点碳量和脱氧质量的检验方法及其质量鉴别见表2-62。
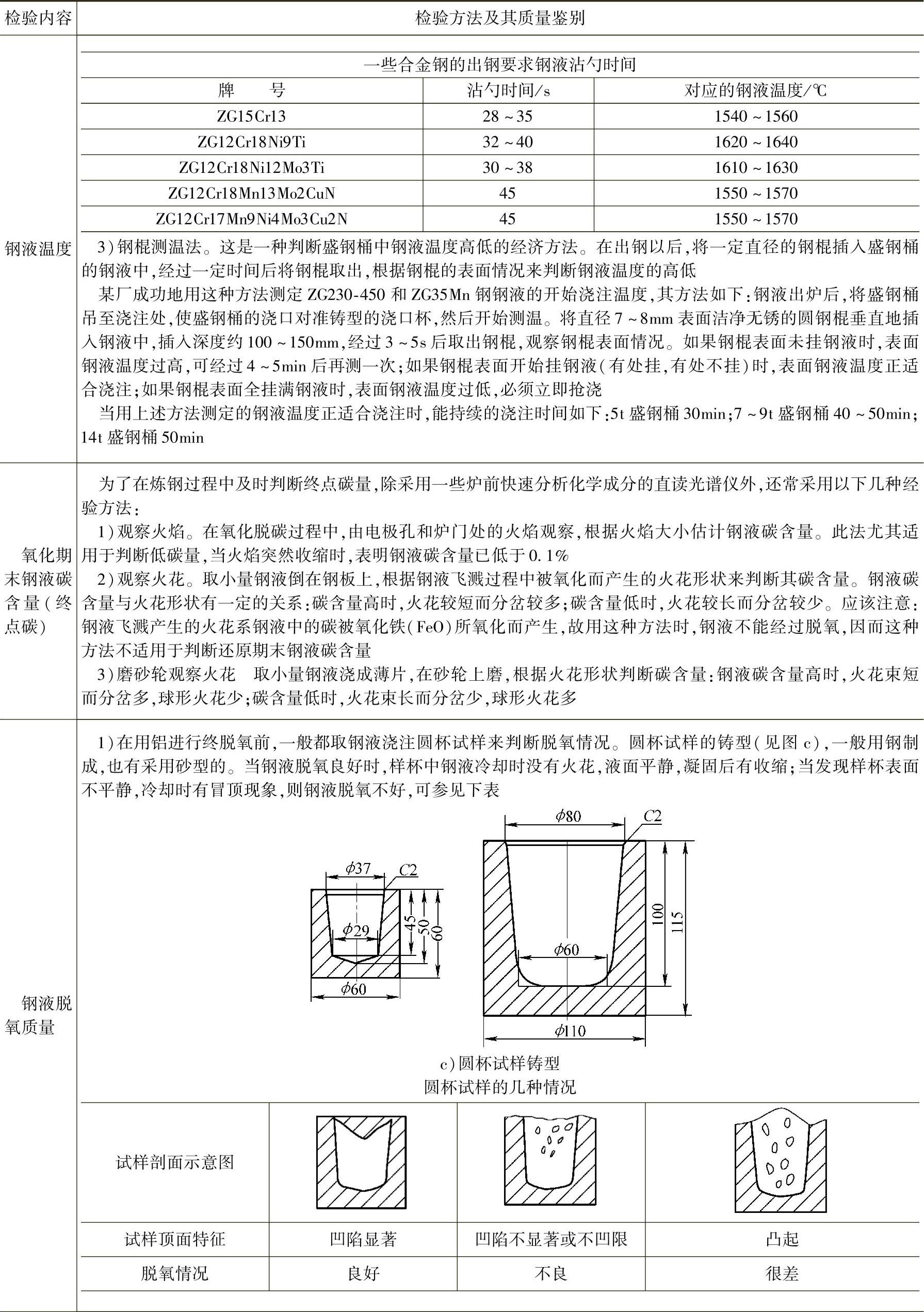
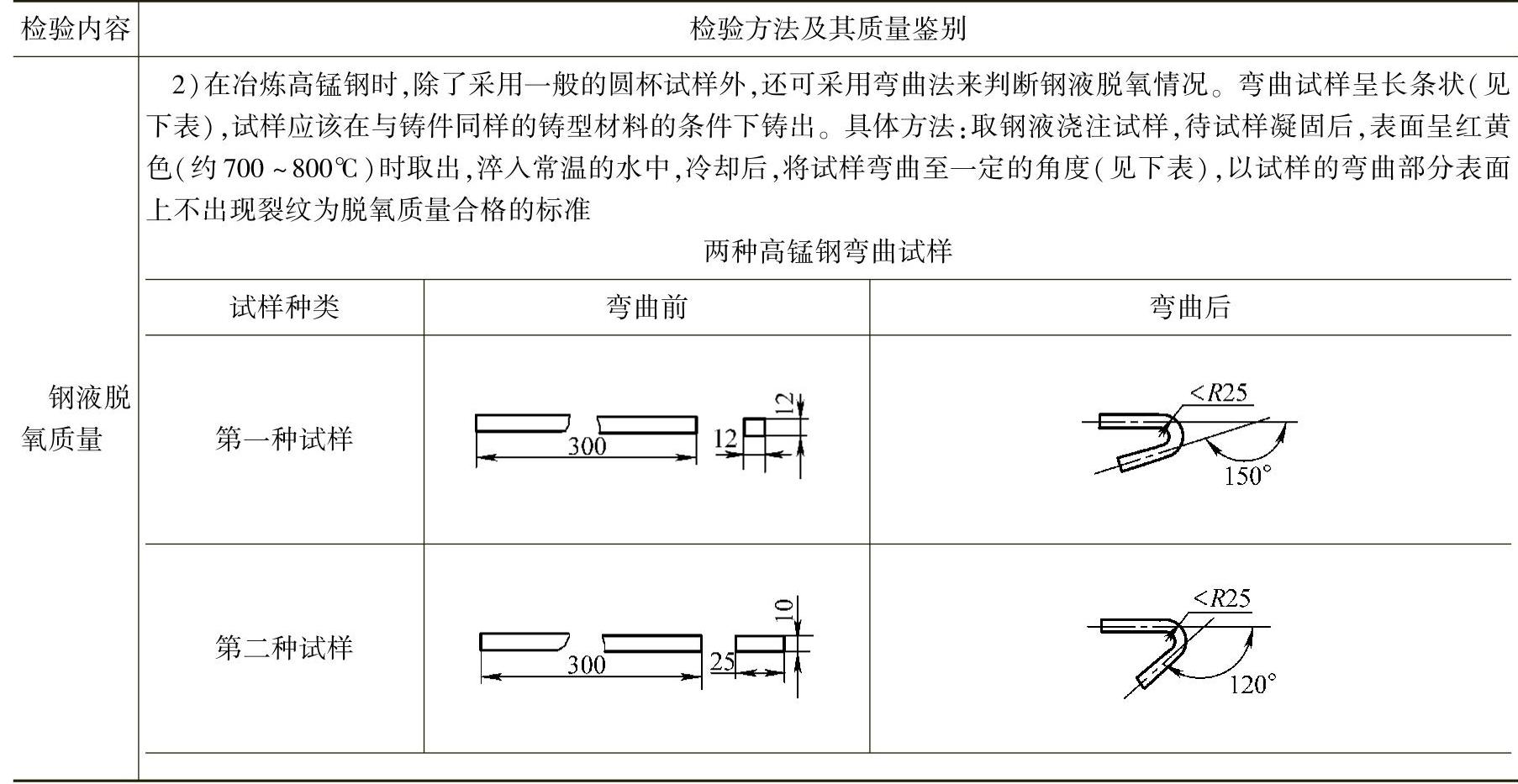
表4-62 炉前钢液温度、终点碳量和脱氧质量的检验方法及其质量鉴别(供参考)
(续)
(续)
(5)电阻坩埚炉熔炼铸造有色合金的质量控制(检验)
1)电阻坩埚炉熔炼铸造有色合金过程的控制(检验)。电阻坩埚炉属于小型熔炼设备(见图4-25),主要用于批料熔化法熔炼铸造有色合金如铸造铝合金、铸造镁合金和铸造锌合金等。
通常,电阻坩埚炉熔炼铸造有色合金过程的一般控制(检验)应包括:准备阶段(坩埚和熔炼工具准备、备料、配料及装料)→熔化及其处理→炉前检验→出炉。
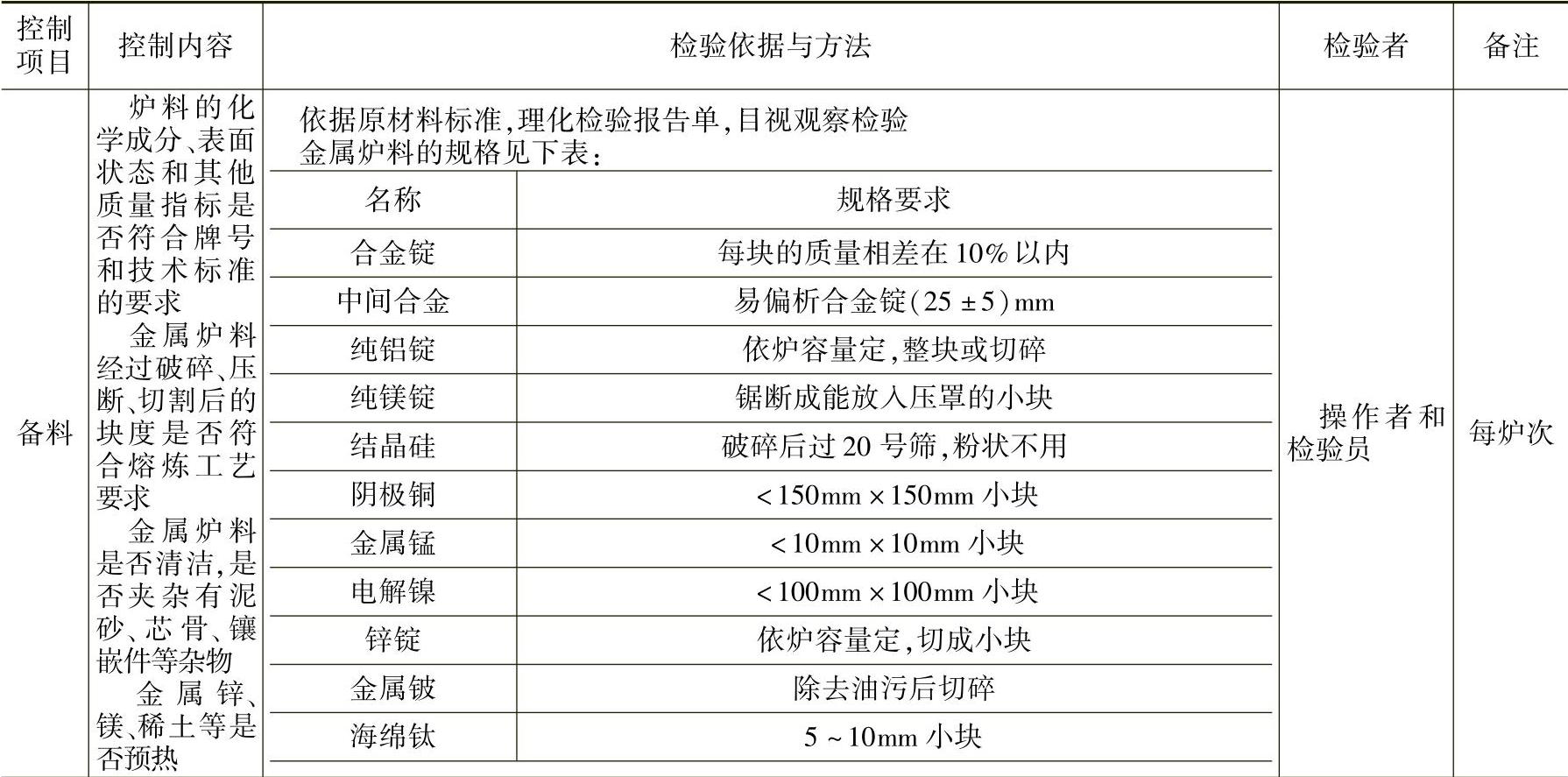
电阻坩埚炉熔炼铸造铝合金过程的控制项目与检验方法见表4-63。电阻坩埚炉熔炼铸造镁合金过程的控制项目与检验方法见表4-64。电阻坩埚炉熔炼铸造锌合金过程的控制项目与检验方法见表4-65。
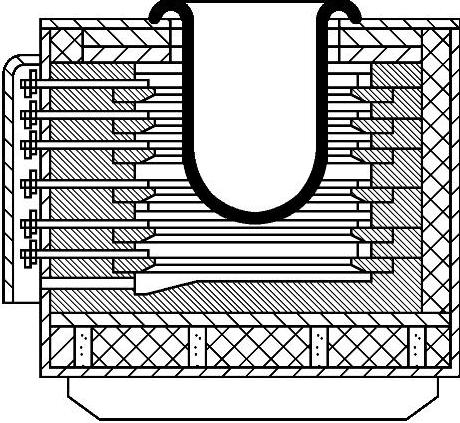
图4-25 电阻坩埚炉示意图
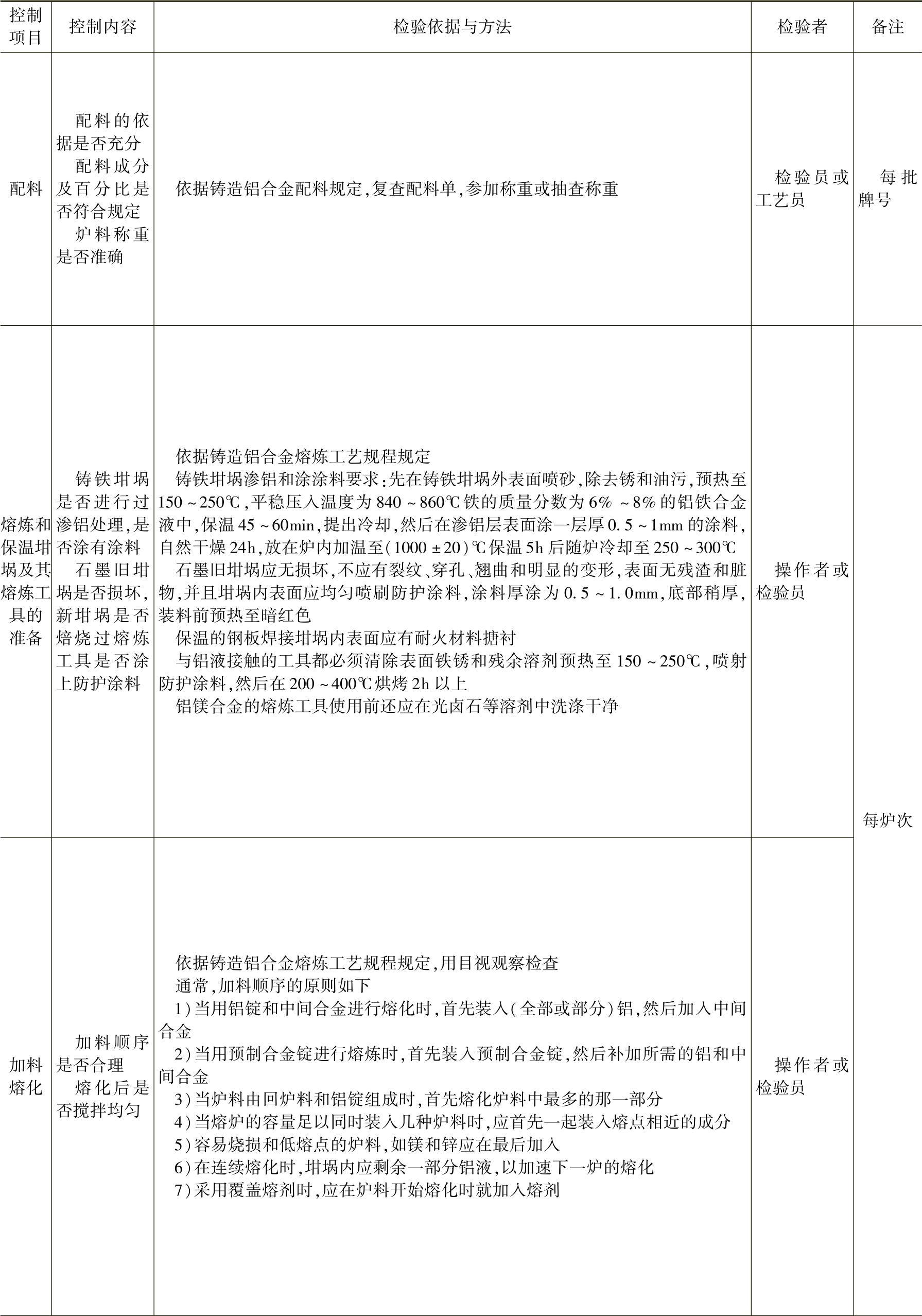
表4-63 电阻坩埚炉熔炼铸造铝合金过程的控制项目与检验方法(供参考)
(续)
(续)
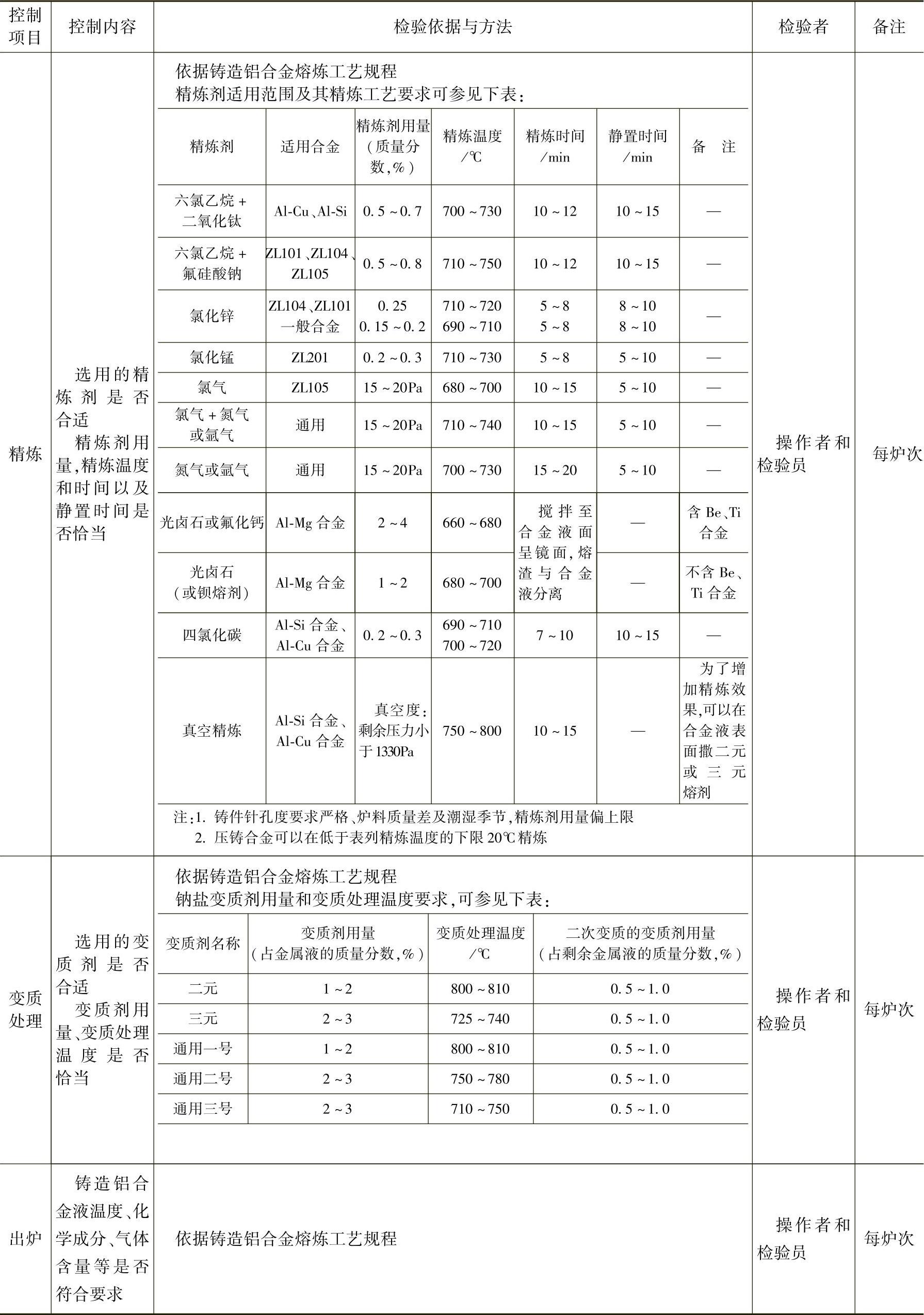
表4-64 电阻坩埚炉熔炼铸造镁合金过程的控制项目与检验方法(供参考)
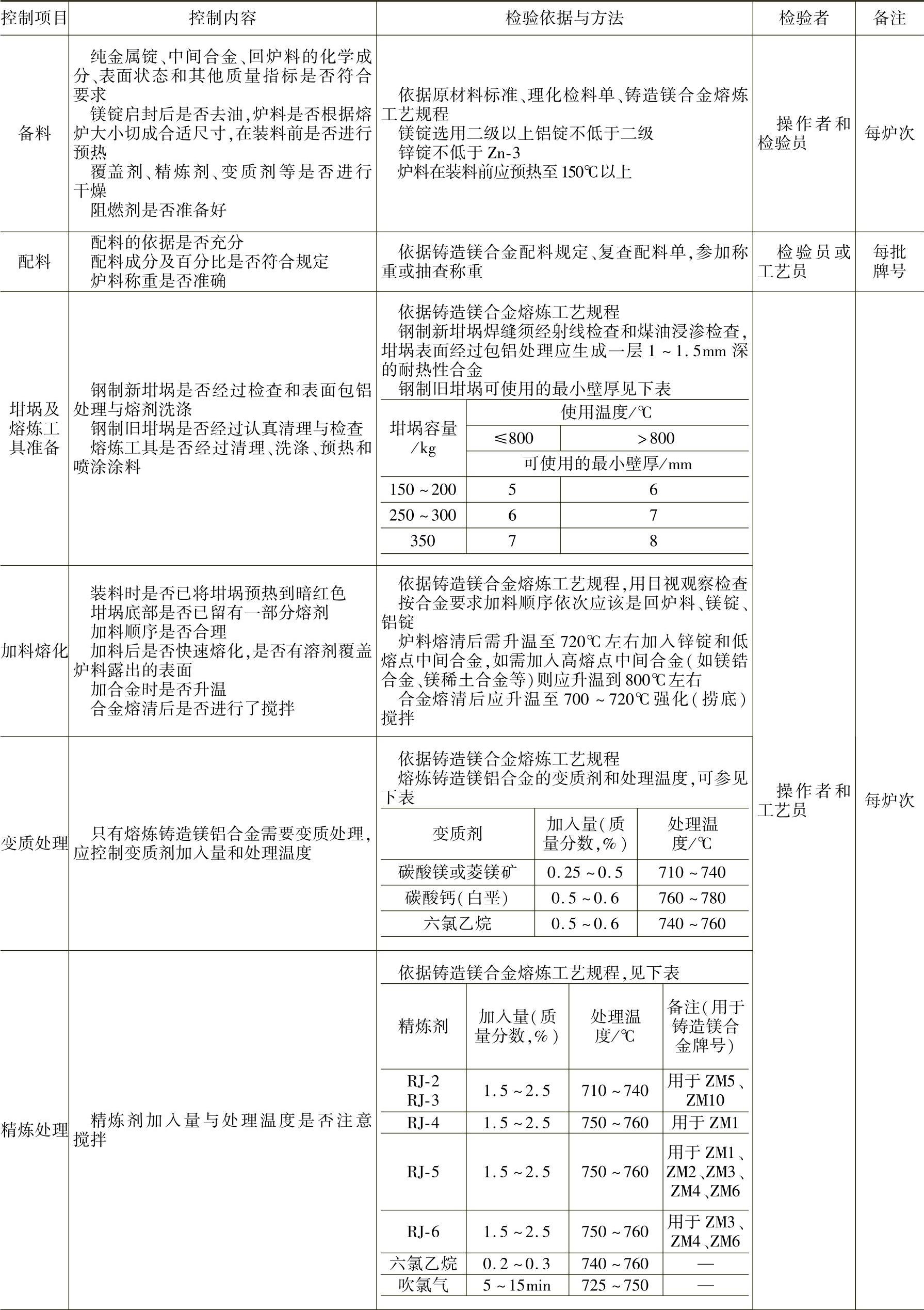
(续)

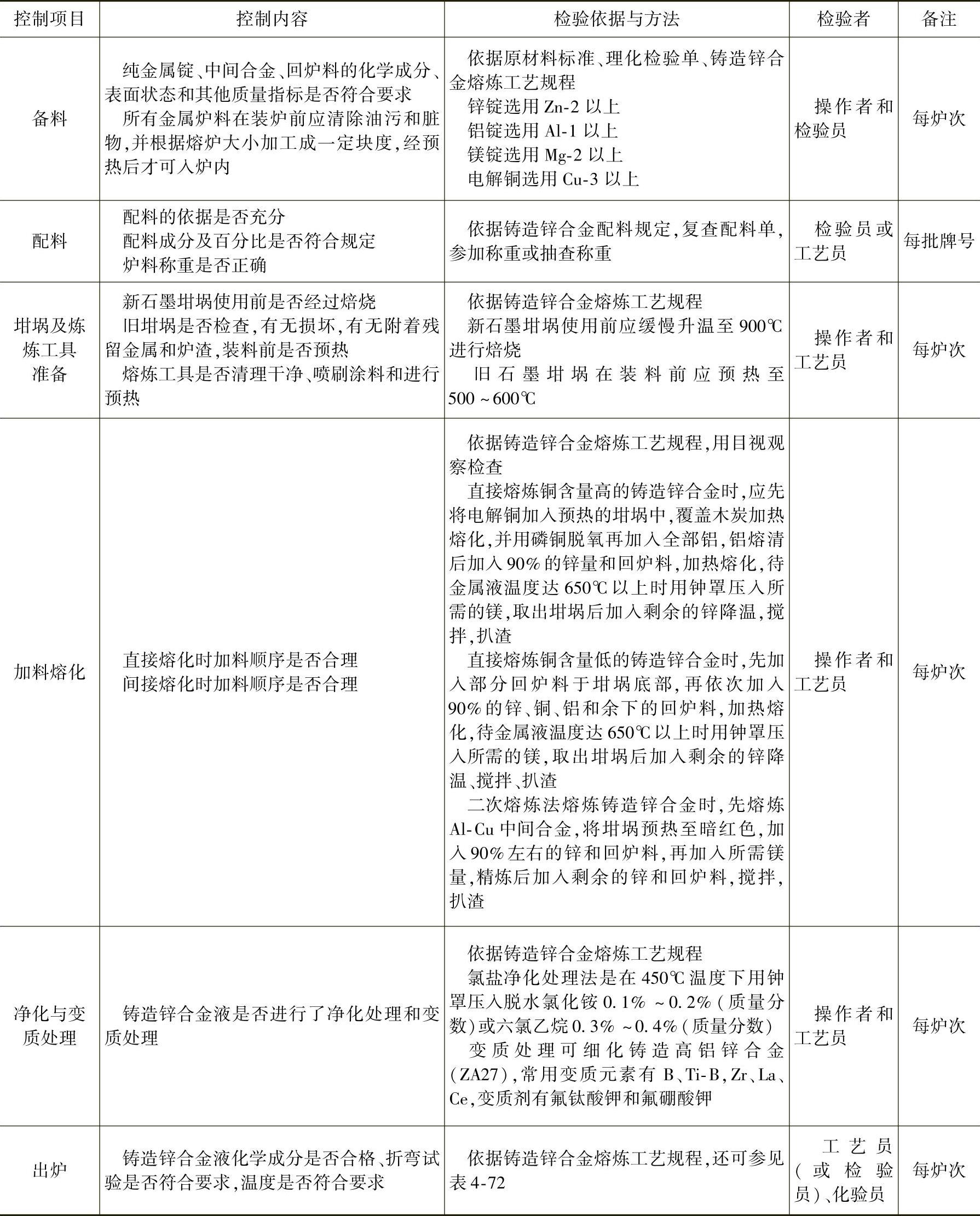
表4-65 电阻坩埚炉熔炼铸造锌合金过程的控制项目与检验方法(供参考)
2)电阻坩埚炉熔炼铸造有色合金的炉前检验方法及其质量鉴别。熔炼铸造有色合金时,在炉前除对化学成分和温度进行检验外,有的还需进行含气量或试样的折弯试验等,以保证熔炼工艺的正确执行和鉴别铝合金液、镁合金液、锌合金液质量的好坏,以便及时采取相应的措施来确保获得优质的铝合金液、镁合金液、锌合金液。
铸造铝合金的炉前检验方法及其质量鉴别见表4-66。铸造镁合金的炉前检验方法及其质量鉴别见表4-67。铸造锌合金的炉前检验方法及其质量鉴别见表4-68。
表4-66 铸造铝合金的炉前检验方法及其质量鉴别(供参考)
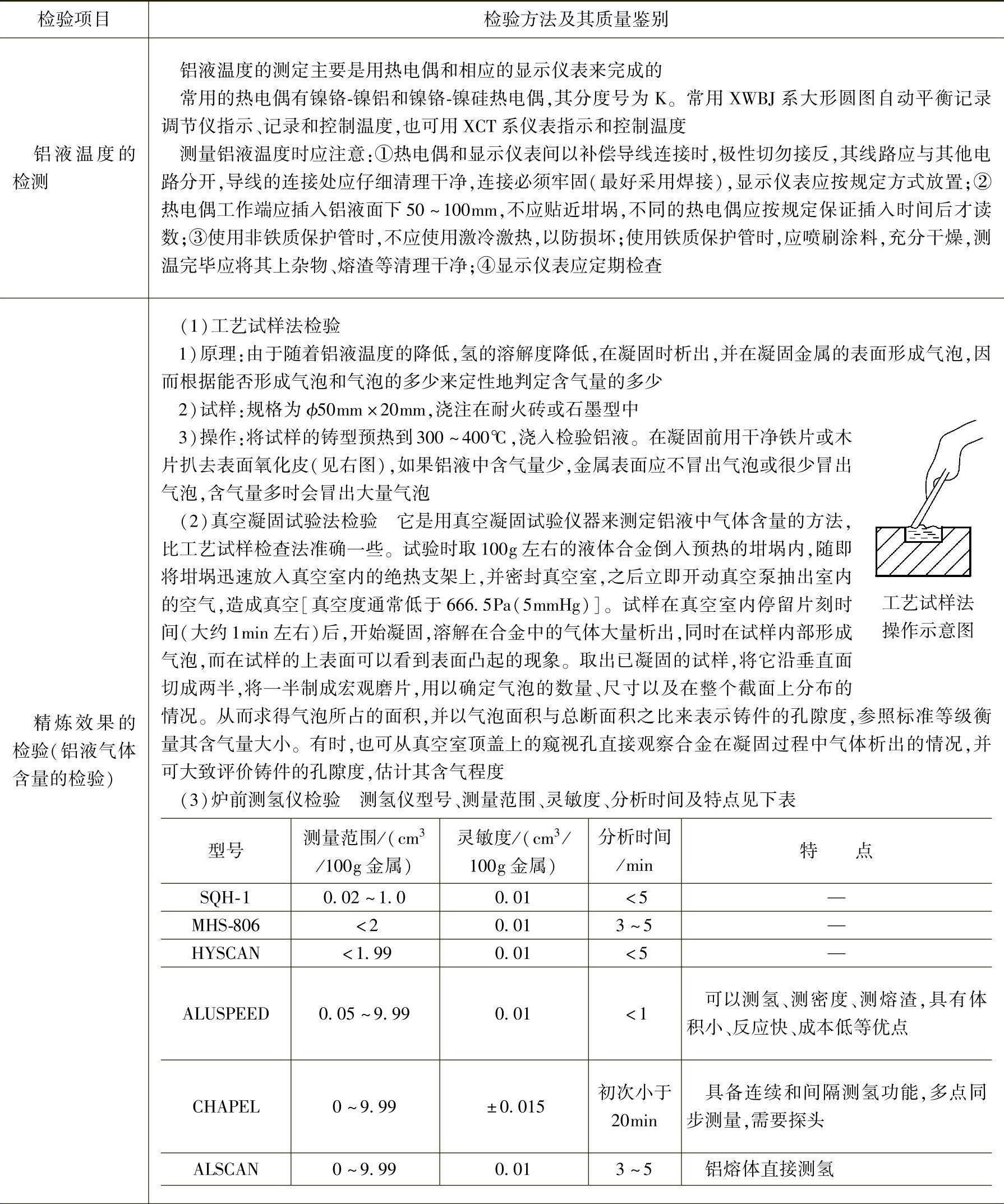
(续)
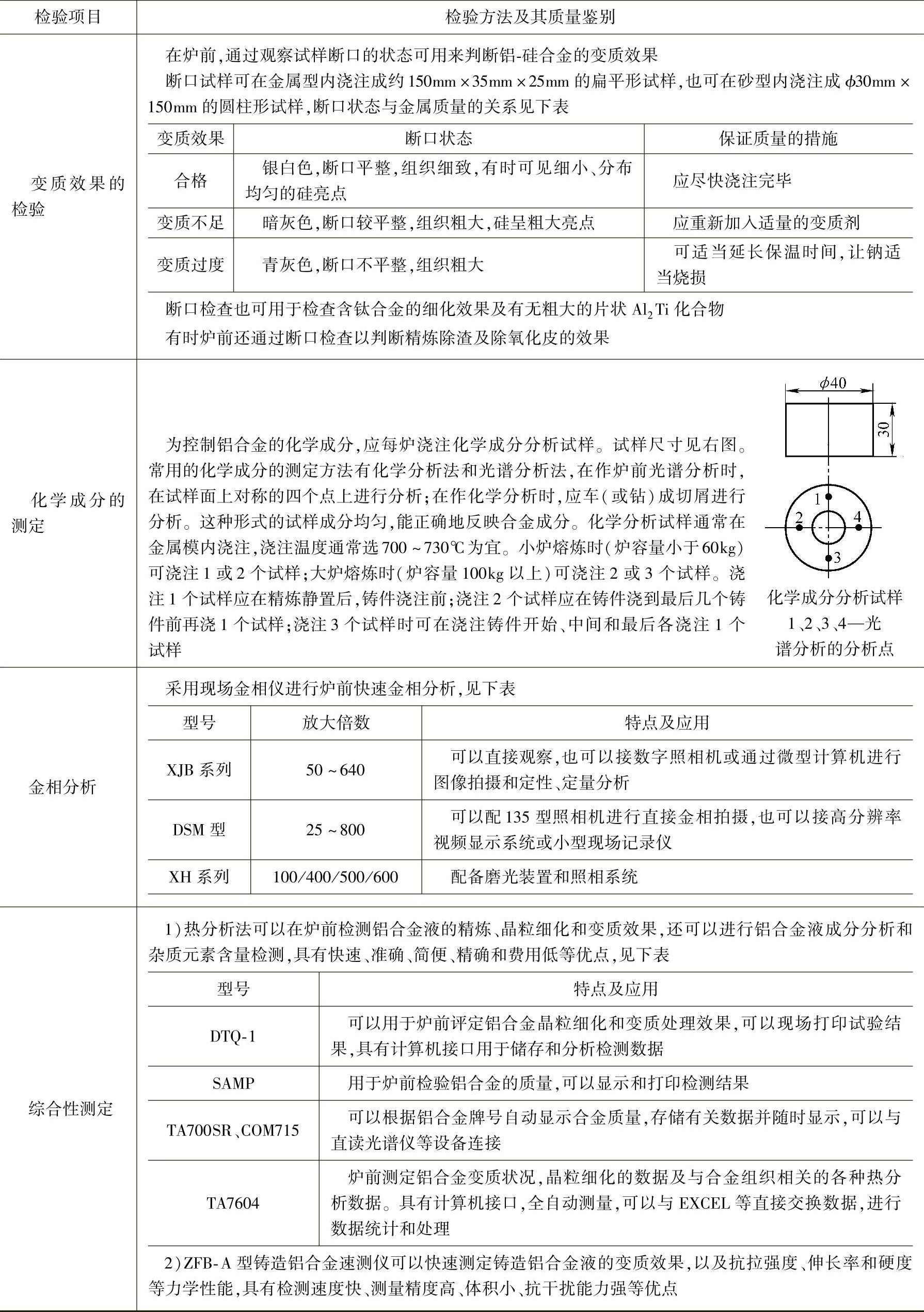
表4-67 铸造镁合金的炉前检验方法及其质量鉴别(供参考)
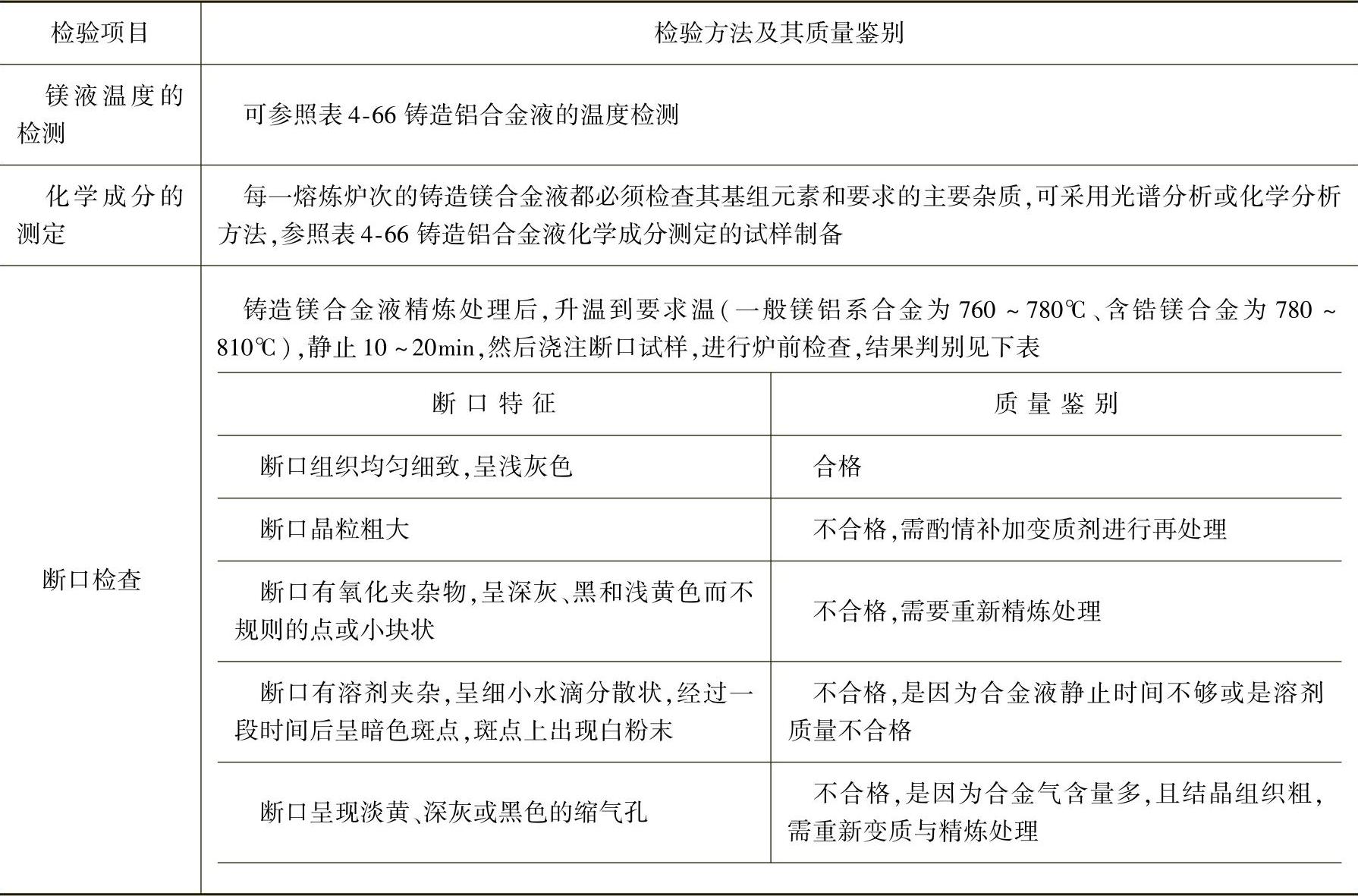
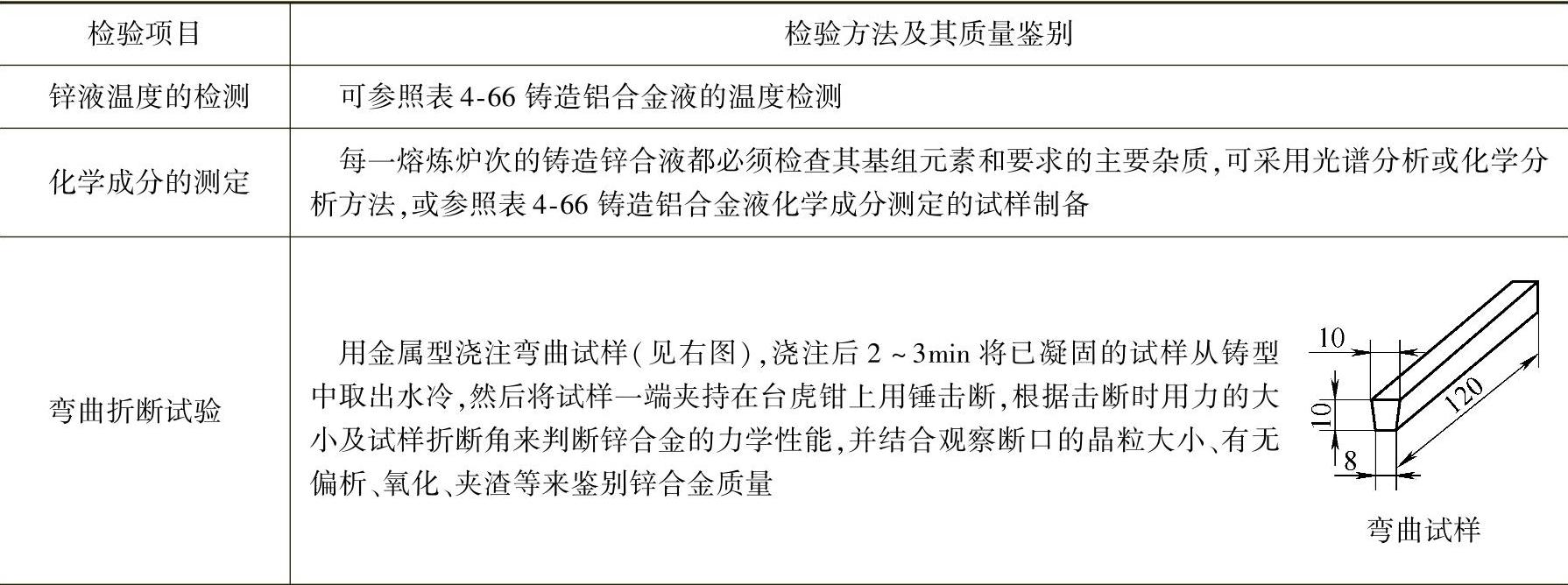
表4-68 铸造锌合金的炉前检验方法及其质量鉴别(供参考)
(6)砂型铸造生产常见铸造合金的成分和性能要求与控制
1)铸铁的化学成分和性能要求与控制见6.2.1节。
2)铸钢的化学成分和性能要求与控制见6.2.2节。
3)铸造有色合金的化学成分和力学性能的要求与控制见6.2.3节。
2.铸造合金浇注质量的控制(检验)
(1)铸造合金浇注分类 铸造合金浇注是指将熔融的铸造合金液以浇色注入铸型的操作。生产中的铸造合金浇注方法也较多,其分类如图4-26所示。
(2)铸造合金浇注过程的控制(检验)
1)铸造合金浇注过程的一般控制。铸造合金浇注过程的一般控制应包括:浇包及浇注工具、铸型及压铁质量大小、浇注合金牌号及金属液质量大小、除渣和挡渣、引火和引气、浇注温度和浇注速度、补浇等,如图4-27所示。
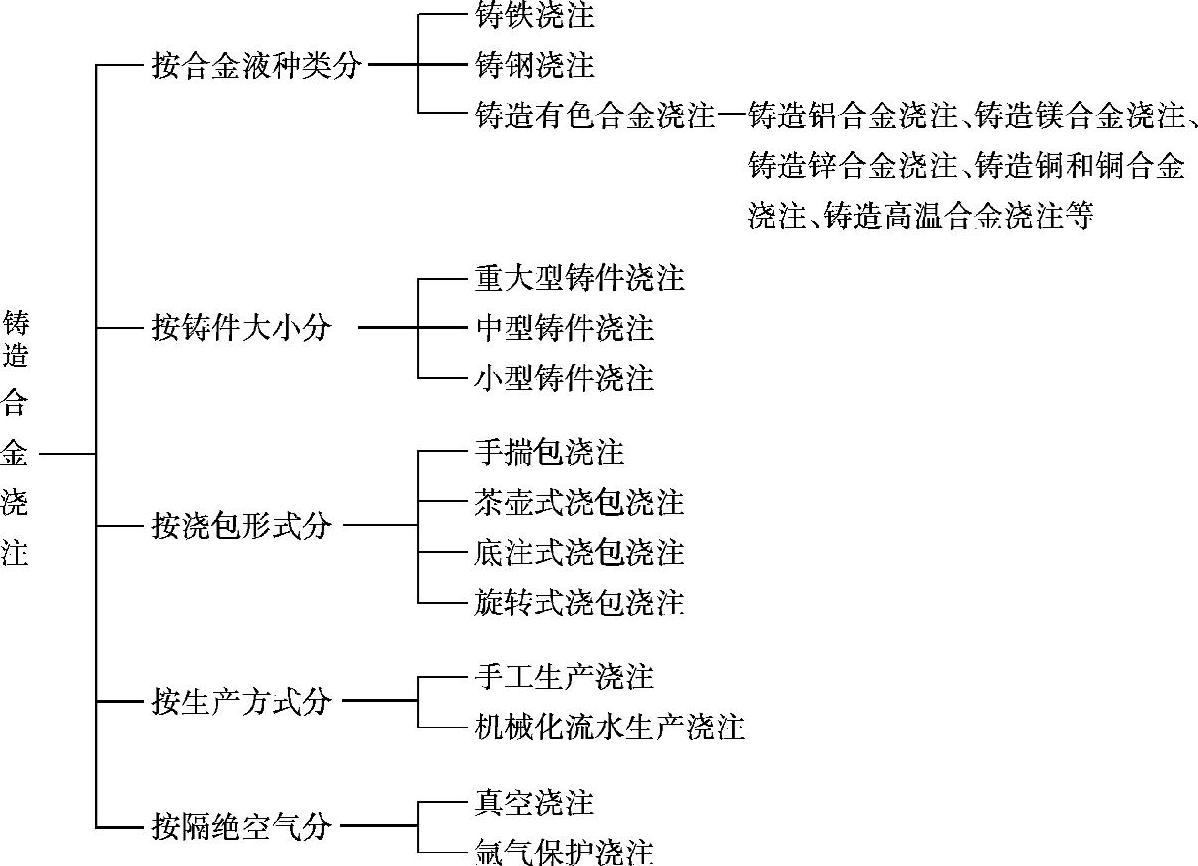
图4-26 铸造合金浇注分类
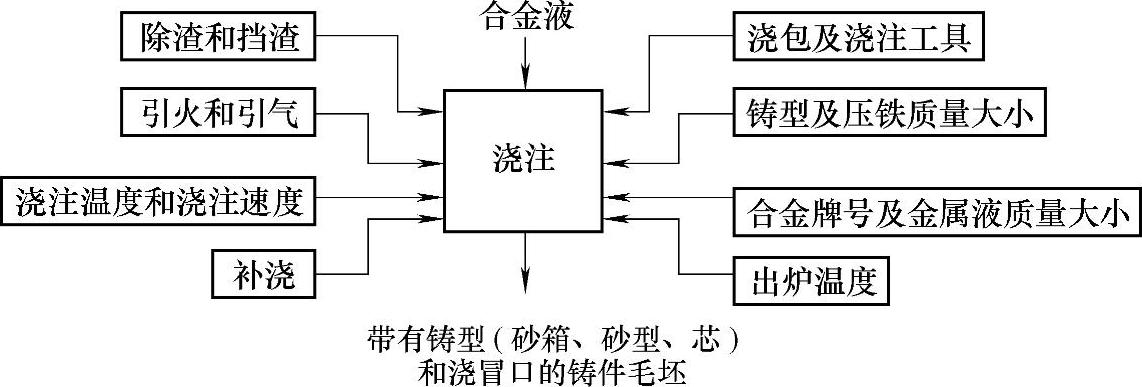
图4-27 铸造合金浇注过程控制的示意图
铸造合金浇注过程控制的重点包括:除渣和挡渣、引火和引气、浇注温度和浇注速度、补浇等。
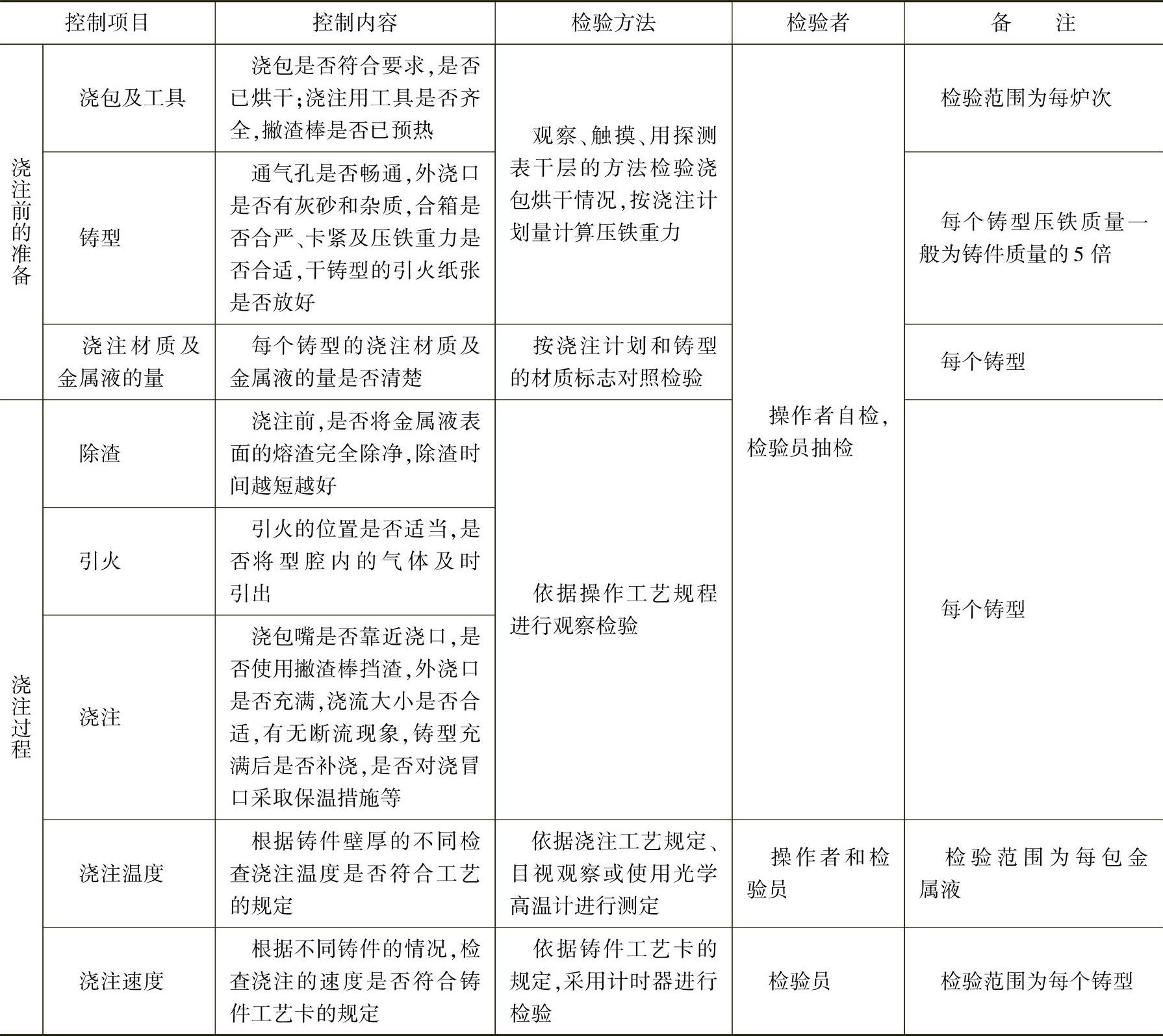
2)铸造合金浇注过程的控制项目与检验方法见表4-69。
(3)铸造合金浇注质量的检验(控制)重点 通常为获得质量良好的铸件,必须根据铸件的金属种类、铸件的质量大小和壁厚以及结构复杂程度等因素来确定和重点控制适宜的浇注温度和浇注速度。
浇注温度对铸件质量有较大影响,浇注温度过高时,金属液的收缩值增大,气体含量增大,对铸型的热作用增强,使铸件容易产生缩孔、气孔、变形、裂纹和粘砂等缺陷;浇注温度过低时,金属液的流动性差,易使铸件产生冷隔、浇不到、夹渣等缺陷。因此,浇注温度的高低,要根据具体情况来控制,总的原则是在保证铸件成形的前提下,浇注温度越低越好。一般情况是金属液粘度大(流动性差)的、铸件质量小、壁薄、结构复杂的,浇注温度(过热度)应高些;反之,则应低些。(https://www.xing528.com)
浇注速度在一定程度上是靠浇注工人的操作来控制,总的原则是浇注速度不能太快也不能太慢,应根据铸件的具体情况而定。对薄壁铸件和结构复杂的铸件,宜采取快速浇注,以避免浇不到;对铸型有较大的上平面时,也宜采取快速浇注,以避免铸型上平面受金属液长时间高温辐射烘烤作用而起皮,导致铸件产生夹砂;反之,对形状简单的厚实铸件,宜采取慢速浇注。总之,控制浇注速度的快慢,应考虑以下几个因素:①金属液流动性的好坏和浇注温度的高低;②冲坏铸型和型芯的可能性;③保持金属液在铸型中的正常上升速度,保证铸型中气体的排出;④铸型温度的高低。
表4-69 铸造合金浇注过程的控制项目与检验方法(供参考)
(4)砂型铸造生产常见铸造合金浇注的工艺规范
1)铸铁浇注的工艺规范。铸铁浇注的工艺规范要点如下(供参考):
①浇注前一般应做好以下准备工作:
a.浇注工必须熟悉所浇铸铁件的有工艺文件,应了解需浇砂型的铁液级别、质量(含浇注系统和冒口的质量)以及浇注温度等,并按铸铁件的工艺要求和熔化顺序安排好浇注顺序。
b.应检查起吊设备是否正常,主要包括吊车运行是否正常、吊车的回转机械是否灵活可靠等,吊钩、链条、钢丝绳等不得有裂纹或损伤。
c.应检查浇包数量是否足够,规格是否满足需要,浇包的修理、烘干、预热情况是否符合要求,浇包的转动机构是否正常、安全可靠。
d.准备好保温聚渣、引火、堵铁等材料以及挡渣、扒渣、堵铁等工具,需预热的应进行预热。
e.应备好倒剩余铁液用的铁模,上好涂料并烘干、预热。
f.应检查砂箱的卡紧装置或压铁是否符合要求,需抹箱缝的是否抹好。
g.应检查砂箱的摆放是否合适、平稳,影响安全和质量的必须经过调整方可浇注,并且还应清除浇注通道上的一切不安全因素。
h.应检查浇口杯和冒口圈是否安放妥当,并分辨清楚。
②浇注时应注意控制以下要点:
a.浇注工应按大炉施工员(或浇注负责人)的指令进行浇注。
b.出铁前应该清楚所需出铁数量,做好出铁准备。
c.出炉的第一包铁液只能浇芯骨或不重要铸件。
d.浇包第一次接铁液如产生沸腾现象时,应立即停止出铁,已出铁液只允许浇注芯骨、回炉铁锭或不重要铸件,该浇包应停放20min方可使用。
e.出铁量应比实际需要量多些,以免浇不足。
f.出铁时,铁液不得冲在包壁或塞杆上,出铁完毕应立即扒尽渣子,并盖上草灰或其他保温、聚渣材料,渣子不得从浇包嘴扒出。
g.出铁和浇注时,应有专人测量铁液温度,并做好记录。
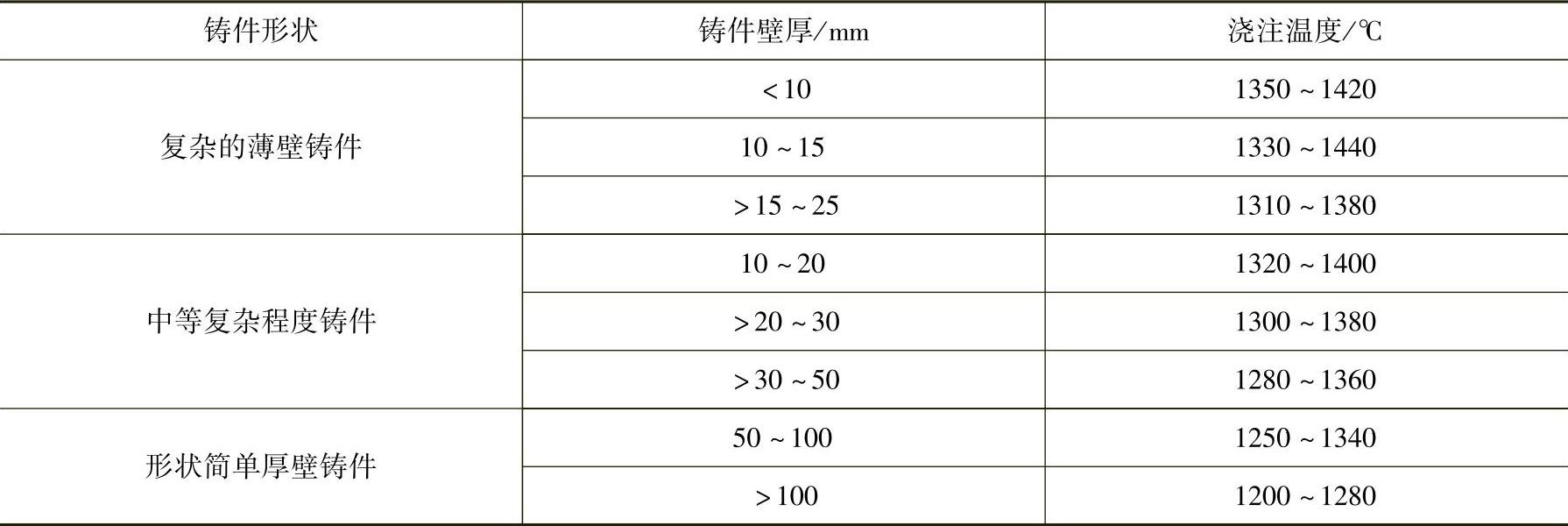
h.浇注温度应根据铸件的材质、尺寸、质量、复杂程度以及浇注系统和铸型的特点来确定,并按工艺要求控制,灰铸铁件的浇注温度按表4-70选择。通常,铸件壁越薄、结构越复杂,外形尺寸越大、铁液在铸型里的流程越长、铁液碳硅含量越低,则浇注温度应越高。
表4-70 灰铸铁件的浇注温度(供参考)
i.对于不同结构和技术要求的铸件应选用不同的浇注速度或浇注时间,对于具有较大平面或薄壁形状复杂的铸件应采取快速浇注以使铁液在短时间内迅速充满铸型,对于形状简单的厚实铸件应采取慢速浇注。此外,浇注速度的确定还应考虑铸型条件,一般情况下,湿型的浇注时间应小于干型的浇注时间,具体浇注时间应按工艺要求进行控制。
j.浇注时还应注意以下事项:
•仔细挡渣。
•用拔塞浇注的浇口杯应放好拔塞后方可浇注。
•包嘴离浇口杯的高度一般应控制在150~300mm。
•高牌号铸铁及特殊要求铸件的铁液应经炉前检查合格后方可浇注。
•铁液不可直接冲在直浇口上。
•浇注时浇口杯应保持常满,正常情况下浇注不应中断,浇注时浇口杯内不得产生旋涡、飞溅和外溢。
•浇注开始后应及时引火;
•应准确估计交界铁液进入前炉的时间和数量,交界铁液不可浇注重要铁铸件。
k.两个(或多个)浇包同时浇一个铸件时,开始浇注时间、浇注速度和温度等应尽量相同,浇注后应同时收包。
l.壁厚大的或有特殊要求的铸件,在浇满后应进行充分的补浇或根据工艺要求从冒口补浇。
m.在浇注过程中,如发生冒口呛火,在不影响安全时不得停浇,如呛火严重,影响安全,可稍停再浇,浇满后补浇多次,直到呛火停止为止。
n.铸件完全凝固之前,补缩冒口不得损坏,对一些大的特殊要求的补缩冒口浇注后应立即盖上保温材料。
o.浇包应经常保持清洁完整,如损坏或结渣太多,应修好和清理干净后继续使用,浇注过程中的冷铁液应浇回炉铁锭。
p.浇注时应严格执行工艺卡片的规定,对新产品的重要件和对开箱有特殊要求者,浇注后即应在砂箱明显部位标明该件的浇注时间、要求开箱时间及其他要求。
q.浇注时,发现跑火现象应尽力抢救。
③浇注完毕后应注意控制以下要点:
a.应将包内剩余铁液全部浇成铁锭,把浇注工具集中保管,损坏的要及时修理或添置。
b.当铸件具有一定强度时,应及时松开箱卡子,撤掉压铁或脱去箱套,对于某些特殊铸件还需及时打掉浇道、挖开芯头,以使铸件自由收缩。
2)铸钢浇注的工艺规程。铸钢浇注的工艺规程要点如下(供参考):
①浇注前一般应做好以下准备工作:
a.浇注工必须全面熟悉铸件工艺文件,浇注前应确定专人指挥。
b.浇注前指挥人员,应先了解本炉材质、钢液的量、浇注温度、包孔尺寸及数量,需要浇注铸件的数量、质量、铸型在现场布置情况,以及浇注方法。特大铸件、合包浇注铸件按专题浇注方案的决定指挥浇注。
c.检查起吊设置是否正常,主要包括:行车运行和过跨车运动是否正常。吊车回转机械是否灵活、合适等。吊钩、链条、钢丝绳不得有裂纹或损伤。
d.检查盛钢桶数量和修桶质量以及烘干、预热是否合格,盛钢桶的内衬如果全部新砌筑时,烘烤时间一般应不少于24h;如果只更换工作层,烘烤时间一般不少于16h;正常(经小修补后)使用的盛钢桶,在更换好塞杆和注口砖后,可在电炉送电的同时开始烘烤,直到钢液出炉为止,时间约为2~3.5h。在烘烤盛钢桶过程中应随时注意调整火力,原则是火力由小逐渐增大,要防止急火把耐火砖烤裂。在出钢前应将盛钢桶内衬烘烤至600℃以上(呈红色或暗红色)。
e.检查铸钢件的材质是否与所炼的钢种相符合。
f.应事先与扣箱工相配合,使铸型的排列有利于浇注的进行,铸型的浇口杯应尽量排成直线以缩短浇注时间。
g.对所要浇注的铸型应作全面检查,检查箱卡是否上紧,锁箱螺栓是否紧固好,压铁的质量与位置是否合适、平稳并采取措施防止在浇注过程中漏钢液(跑火)。
h.浇注用的工具和材料应准备齐全,如撬杠、大勺以及覆盖材料(草灰、焦炭粉等)、引起材料、发热剂等,并且应准备好事故坑、注余坑,必要时应搭安全操作浇注台。
i.地坑、大件浇注前要全面检查砂型预热情况、冒口有无浮沉、压铁是否备好、浇注系统和冒口是否合乎要求,浇注工人操作是否方便与安全。
②浇注时应注意控制以下要点:
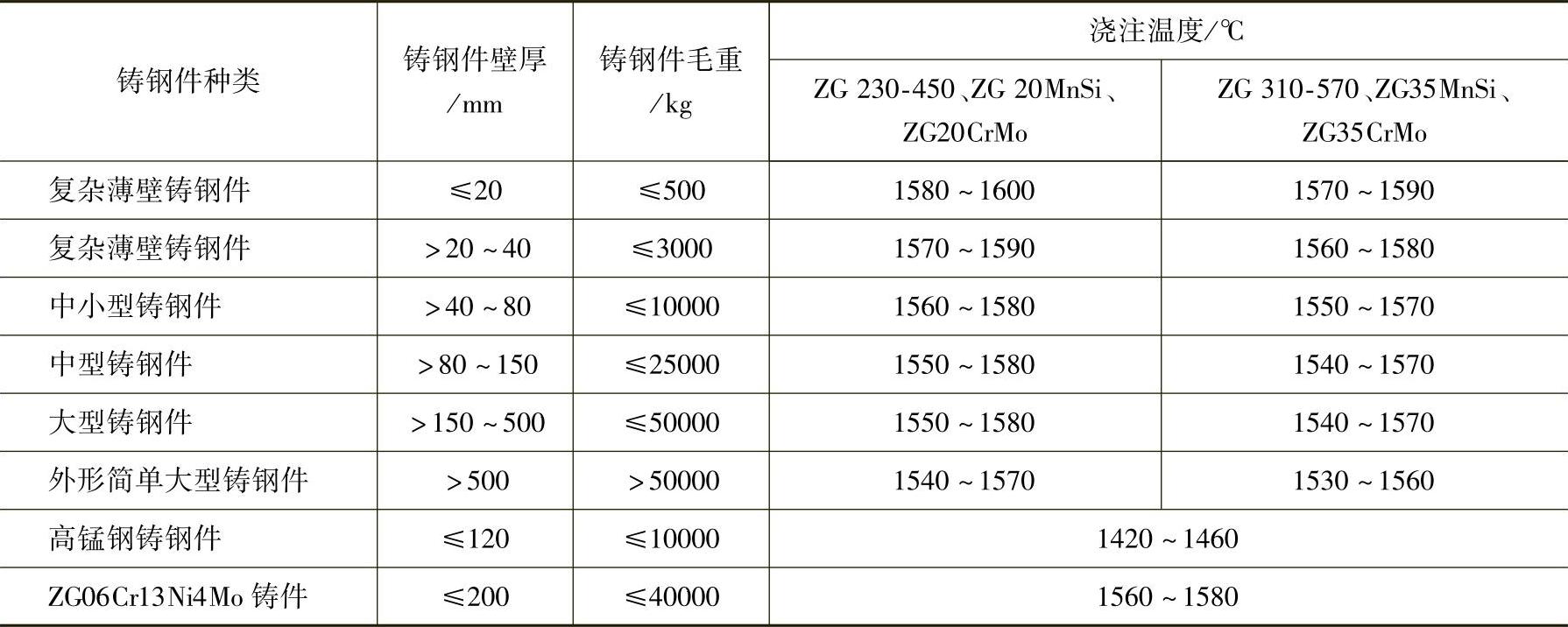
a.适宜的浇注温度对保证铸钢件的质量有重要意义,应该根据钢种和铸件的质量大小、壁厚及结构特点来确定:对厚大的铸件以及容易产生热裂的铸件,应取较低的浇注温度;对薄铸件、小铸件以及结构复杂、不易浇满的铸件,应取较高的浇注温度。碳钢铸件的适宜浇注温度见表4-71。低合金钢铸件的浇注温度可参考碳含量相同或相近的碳钢铸件来确定。
表4-71 铸钢件的浇注温度(供参考)
b.钢液出炉后需要在盛钢桶中镇静一段时间后才能进行浇注,以利于钢液中的气体和夹杂物上浮,并可控制开浇温度。镇静时间一般应不少于5min。在出钢温度过高的特殊情况下,应根据实际需要,延长钢液在盛钢桶中静置的时间,但镇静时间最长不应超过20min。如果镇静时间过长,盛钢桶注口部分的钢液容易凝固,造成注口不能开启的事故。
c.铸钢件的浇注时间主要应根据铸件的质量大小和铸件结构特点而定。浇注一般中小型件时的浇注时间见表4-72,浇注大中型件时的钢液上升速度见表4-73,盛钢桶全流浇注时的钢液平均流速见表4-74。
表4-72 中小型铸钢件的浇注时间(供参考)

注:中小型铸钢件常用浇注时间来衡量浇注速度的快慢。
表4-73 大中型铸钢件的上升速度(供参考)

注:大中型铸钢件常用钢液在型腔内的上升速度来表示浇注速度的快慢。
表4-74 盛钢桶全流浇注时的钢液平均流速(供参考)

d.用一个盛钢桶钢液烧注多个铸型时,应根据铸钢件的质量、壁厚及结构复杂程度将铸型按工艺要求排列成一定的顺序进行浇注。
e.浇注大铸件配浇小铸件时,应根据同炉所浇注铸件的大小,确定盛钢桶孔尺寸。先浇大件,后浇小件,用大盛钢桶孔浇小铸件时,应控制塞杆,减少速度保证质量,并随时测量盛钢桶内钢液深度,以防浇不足。
f.盛钢桶要打稳,对正浇口杯,桶底距浇口杯250mm左右,盛钢桶孔下面的渣子和脏物不得落入未浇注的铸型内。
g.浇注开始应有专人引气。
h.小件、复杂件浇注到分型面时,应缓慢给流,随后全速浇注,直到浇到冒口规定高度为止,在整个浇注过程中不应断流。
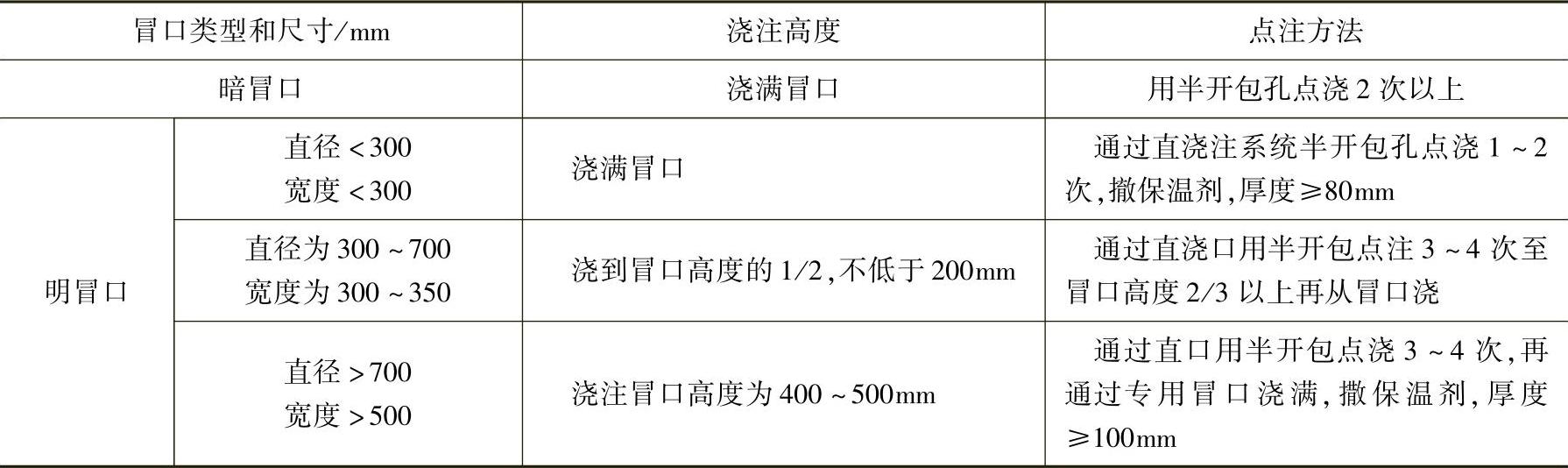
i.当大铸件上箱是大平面,钢液液面到冒口的高度为50~100mm时,应减小钢液流,浇至规定高度按表4-75要求进行点注。
表4-75 点注的规定与方法(供参考)
j.直接由明冒口补浇钢液时,要桶去硬壳,浇至规定高度后,撒保温剂或草灰(见表4-76规定)。
表4-76 冒口撒保温剂厚度规定(供参考)

k.若铸件有上明冒口和暗冒口时,当明冒口直径(或宽度)≤300mm,可直接浇满明冒口。当明冒口直径(或宽度)>300mm,可通过直浇注系统浇到高于暗冒口。剩余的明冒口高度通过顶部浇满。
l.根据工艺规定,对需要进行补浇冒口的件进行补浇。
m.浇注发生跑钢液事故时,应服从统一指挥,立即采取补救措施。
n.应在几个铸型落注中间进行随炉试料的浇注。试料冷却后打上标记,随铸件交到下道工序。
o.浇注过程中发生钢液不合格或浇注时发生跑钢、呛火、漏包、抬箱、型芯移动等情况,应做好浇注记录。
③浇注完毕后应注意控制以下要点:
a.浇注后,根据铸件的质量和壁厚,在工艺规定的时间内卸掉箱卡。
b.手工对箱和地坑造型件,根据工艺规定和铸件质量、壁厚、高度等确定去除压铁载荷时间,见表4-77。
c.根据工艺规定和铸件出现的具体情况(如钢液量不足等)采取补浇冒口,捣冒口吹氧等措施。
表4-77 砂箱去压铁载荷时间(供参考)

注:1.补浇冒口件按浇满冒口计算。
2.如壁厚不均、有局部厚大处应按实际情况延长时间。
3)铸造铝合金浇注的工艺规程。铸造铝合金浇注的工艺规程要点如下(供参考):
①浇注前应做好的准备工作见表4-78。
表4-78 浇注前的准备工作(供参考)
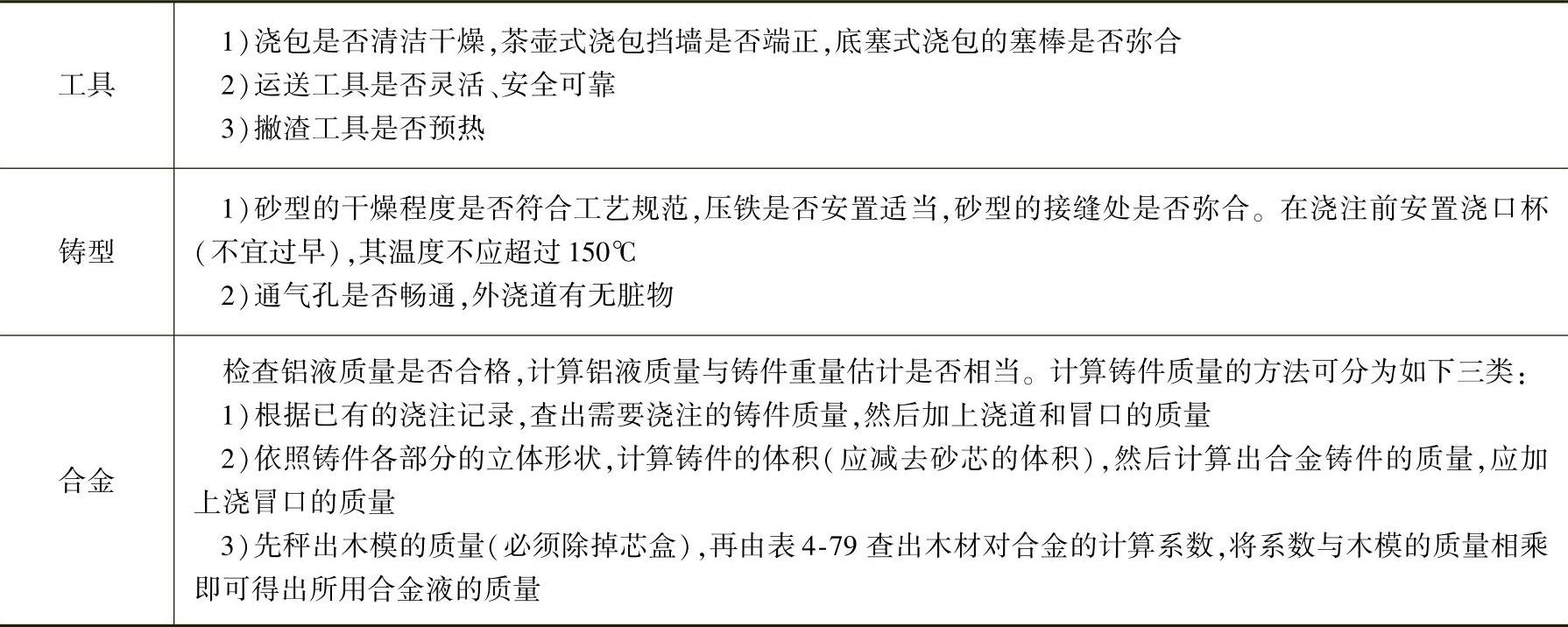
表4-79 模样与铸件质量的计算系数①(供参考)
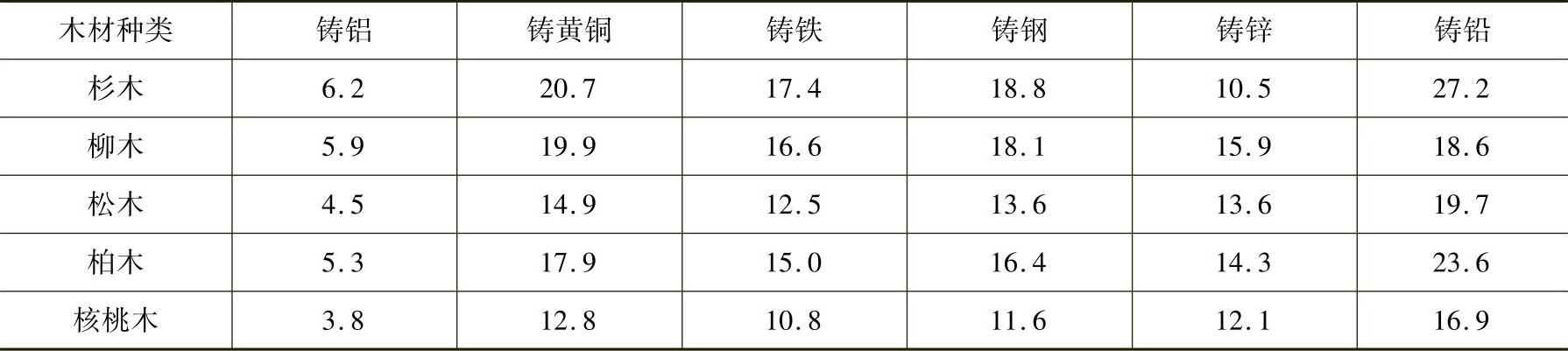
①表内系数=金属密度/木材密度。
②浇注时应注意控制以下要点:
a.铝液自出炉到浇注的相隔时间不能太长,通常应尽可能短,以保证正常的浇注温度。铝铸件浇注温度的高低,应根据具体情况来确定,总的原则是保证铸件成型的前提下,浇注温度越低越好。各种铝合金的浇注温度范围见表4-80。
b.铝铸件浇注速度也不能太快也不能太慢,通常应考虑如下几个因素:
•铝液流动性的好坏和浇注温度的高低。
•冲坏铸型和砂芯的可能性。
•保持铝液在铸型中的正常上升速度,保证铸型中气体的排出。
•型温的高低。
c.浇注过程中应做好如下操作:
表4-80 铸造铝合金的浇注工艺参数(供参考)

•当从浇包自坩埚内舀取金属时,应先以浇包底部拨开合金液面的氧化皮或熔剂层,缓慢从浇包的宽口舀取合金液,在浇注前铝液表面的熔渣必须扒尽,扒渣应在浇包的两旁或背后进行,以免把包嘴的搪料弄坏。
•浇注时,包嘴应尽可能与浇口杯靠近,合金液流应保持平稳而不中断,不直接冲在直浇道上,浇口杯内铝液始终保持充满和防止液面翻动,当看到冒口内有铝液上升时,除在浇道内再补注一些铝液外,还应在各冒口内补注一些。
•带浇口塞的浇口杯,浇注前应安置浇口塞(不宜过早安置),在浇完合金液后,缓慢斜向拨出浇口塞。
•除气精练和变质处理后的合金液应在工艺规范允许的时间内尽快地浇注完毕。
③浇注完毕时应注意控制以下要点:在浇注终了时,坩埚内应剩余少量合金液,浇包中剩余的合金液不应返回坩埚。
4)铸造镁合金浇注的工艺规程。铸造镁合金浇注的工艺规程要点如下(供参考):
浇注镁-锌-锆系和镁-稀土金属-锆系合金时应注意控制以下要点:应在精炼处理后将合金液升温至780~810℃,静止10~20min,必要时再一次检查试样断口,当合金液降至浇注温度时进行浇注。
浇注镁-铝系合金时应注意控制以下要点:应在精炼处理后将合金液升温至760~780℃,静止10~20min,检查试样断口,当合金液降至浇注温度740~780℃时进行浇注,并且应在1h内浇完,否则应重新检查断口,合格后方可继续浇注。如断口不合格,允许重新进行变质和精炼处理。
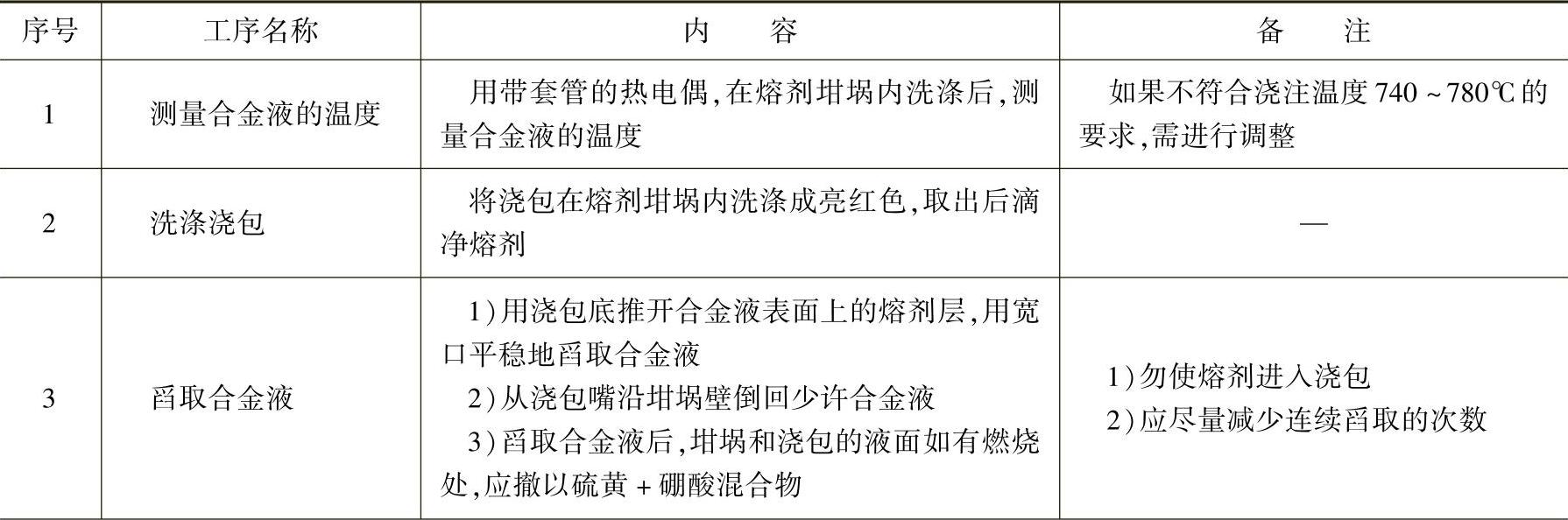
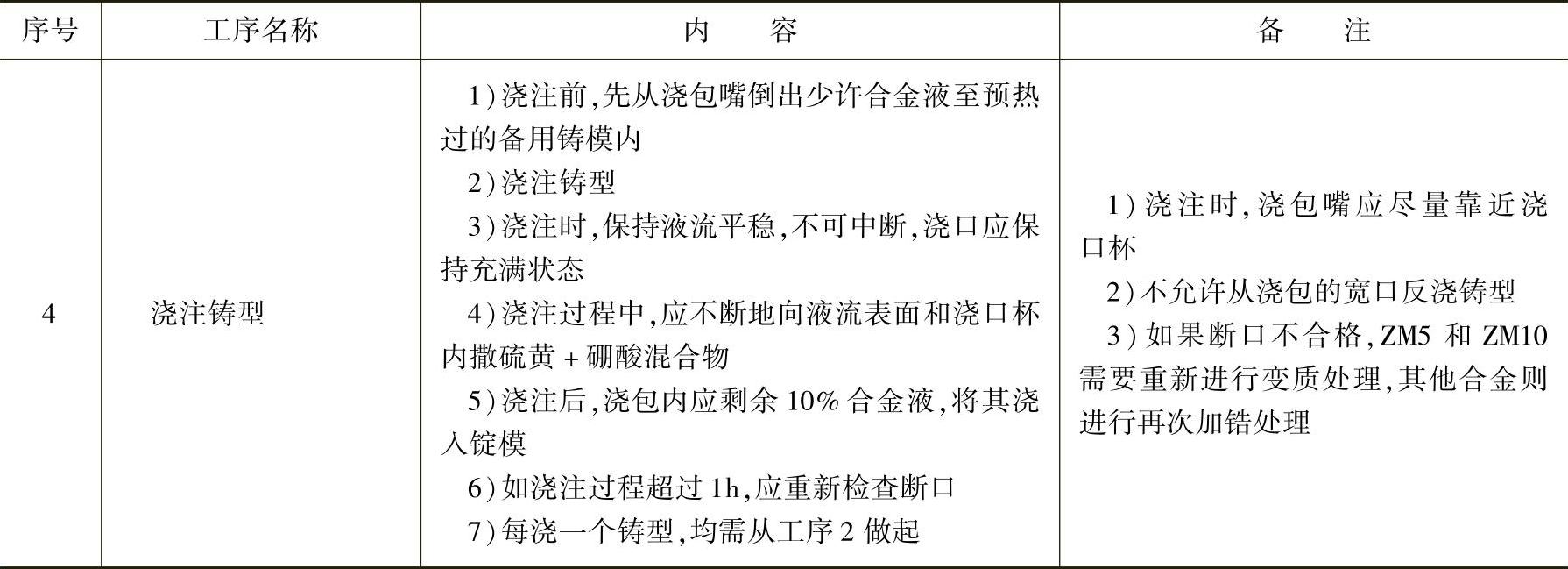
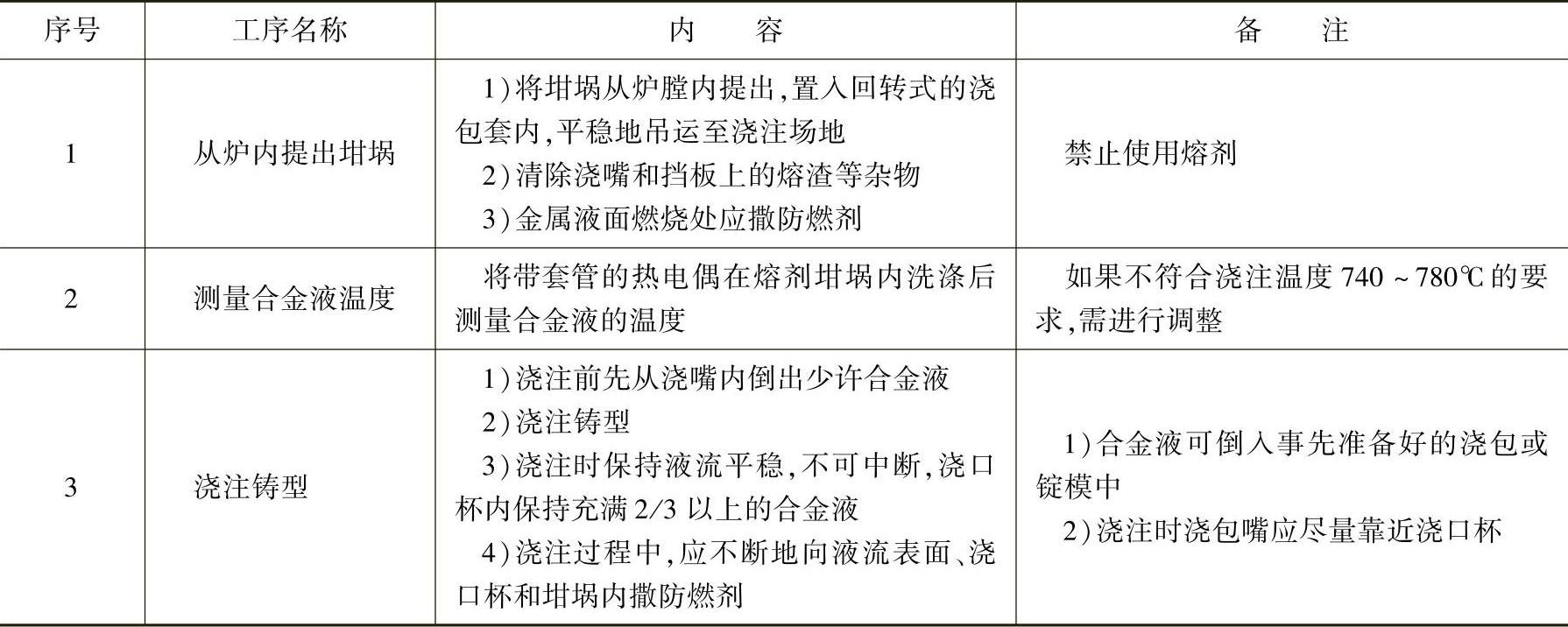
通常,浇注镁合金铸件时,用浇包舀取金属液的浇注工艺应不同于用有挡板坩埚的浇注工艺,具体工艺见表4-81和表4-82。
表4-81 用浇包舀取金属液的浇注工艺(供参考)
(续)
注:1.一包浇注两个或两个以上的铸型时,在浇完第一个铸型后,浇包必须保持倾斜状态,不应回复至浇注前的垂直位置。
2.坩埚内的合金液最后剩余量应不少于坩埚容量的15%~20%(含锆合金)或10%~15%(含铝合金)。
表4-82 用有挡板坩埚的浇注工艺(供参考)
注:1.如同一坩埚连续浇注几个铸型时,在浇完上一个铸型后,坩埚的吊运应维持原来的倾斜状态,并保持平稳,以免合金液发生“浑浊”。
2.浇注后,坩埚内的合金液剩余量应不少于坩埚容量的15%~20%(含锆合金)或10%~15%(含铝合金)。
5)铸造锌合金浇注的工艺规程。铸造锌合金浇注的工艺规程要点如下(供参考)。
浇注铸造锌合金时,锌合金的过热度不宜太高,一般为40~80℃。铸造锌合金的温度见表4-83。当锌合金化学成分合格、温度合适时即可出炉浇注。
表4-83 铸造锌合金的浇注温度(供参考)

6)铸造铜及铜合金浇注的工艺规程。铸造铜及铜合金按其凝固特征可分为三组:
第一组有窄的凝固温度范围,约为50℃,包括纯铜、黄铜、特殊黄铜、铝青铜和锌白铜等。其特点是凝固时体积收缩大,容易产生大的集中缩孔,因此在确定此类合金的铸造工艺和浇注工艺时,应设法使合金顺序凝固,加大冒口使之得到充分补缩。此外,此类合金含易氧化元素多,容易产生氧化夹杂,特别是浇注过程中产生的二次氧化夹杂,难以去除,因此在浇注系统设计和浇注过程操作中,应设法使金属液平稳流入铸型,并应进行很好的撇清和除渣。
第二组有中等的凝固温度范围,约为50~110℃,包括铍青铜、硅青铜、硅黄铜和铜镍合金等。其铸造工艺和浇注工艺特性接近第一组合金。
第三组有宽的凝固温度范围,大于110℃,甚至达170℃,包括锡青铜、铅锡青铜、高铅锡青铜等。其特点是具有糊状凝固特征,补缩困难,容易产生微观缩孔和晶内偏析,难以保证铸件的致密性,通常含有1%~2%的孔隙率。为提高该组合金铸件的致密性,应根据铸件的重量、形状和用途采取不同的铸造工艺和浇注过程操作。对于大型铸件宜采用顺序凝固原则,主要工艺措施有:将浇道和冒口放置在热节处以使冒口最后凝固,或使用冷铁造成较高的温度梯度;对于小型和复杂的薄壁铸件则宜采用同时凝固原则,主要工艺措施有:浇道放在冷节处或使浇道分散以使各部分温度均匀,或在热节处放置冷铁,不同或少用冒口,采用较低的浇注温度(但应防止缺铸)等。
通常,浇注铜铸件时,浇注温度不可过高。铸造铜及铜合金的熔化温度和浇注温度见表4-84。
表4-84 铸造铜及铜合金的浇注温度(供参考)

(续)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。