



1.型砂制备质量的控制(检验)
(1)型砂分类 型砂又称造型混合料,是指造型原材料按一定比例配合,经过混制,制备出的符合造型要求的混合料。
生产中使用的型砂种类繁多,其分类如图4-14所示。
(2)型砂质量要求 为了获得优质铸件,通常要求型砂具备以下性能:
①良好的成形性,包括良好的流动性、可塑性、韧性和不粘模性。
②足够的强度,包括常温湿强度、干强度和硬度以及高温强度。
③一定的透气性、较小的吸湿性,较低的发气量。
④较高的耐火度,较好的热化学稳定性,较小的膨胀率与收缩率。
⑤较好的退让性、溃散性和耐用性。
应该指出,任何一种型砂要同时兼备各种优良性能是很困难的。因此,必须从生产实际出发,合理地选择型砂用原材料、正确地确定型砂的配比,认真地制定和执行混砂工艺规程,严格地进行型砂制备质量控制。
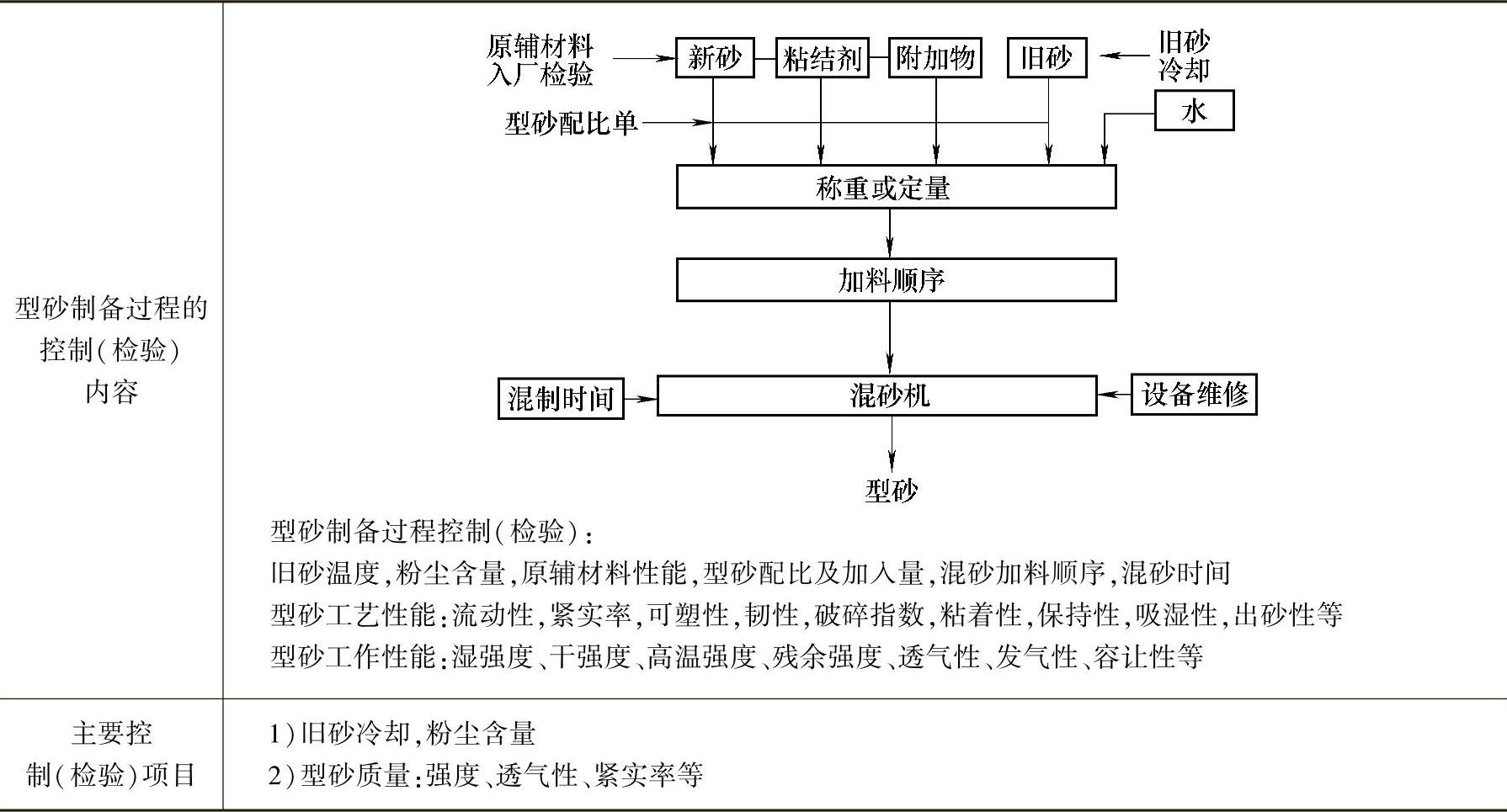
(3)型砂制备过程控制(检验)的一般方法 型砂制备过程控制(检验)的一般方法见表4-5。
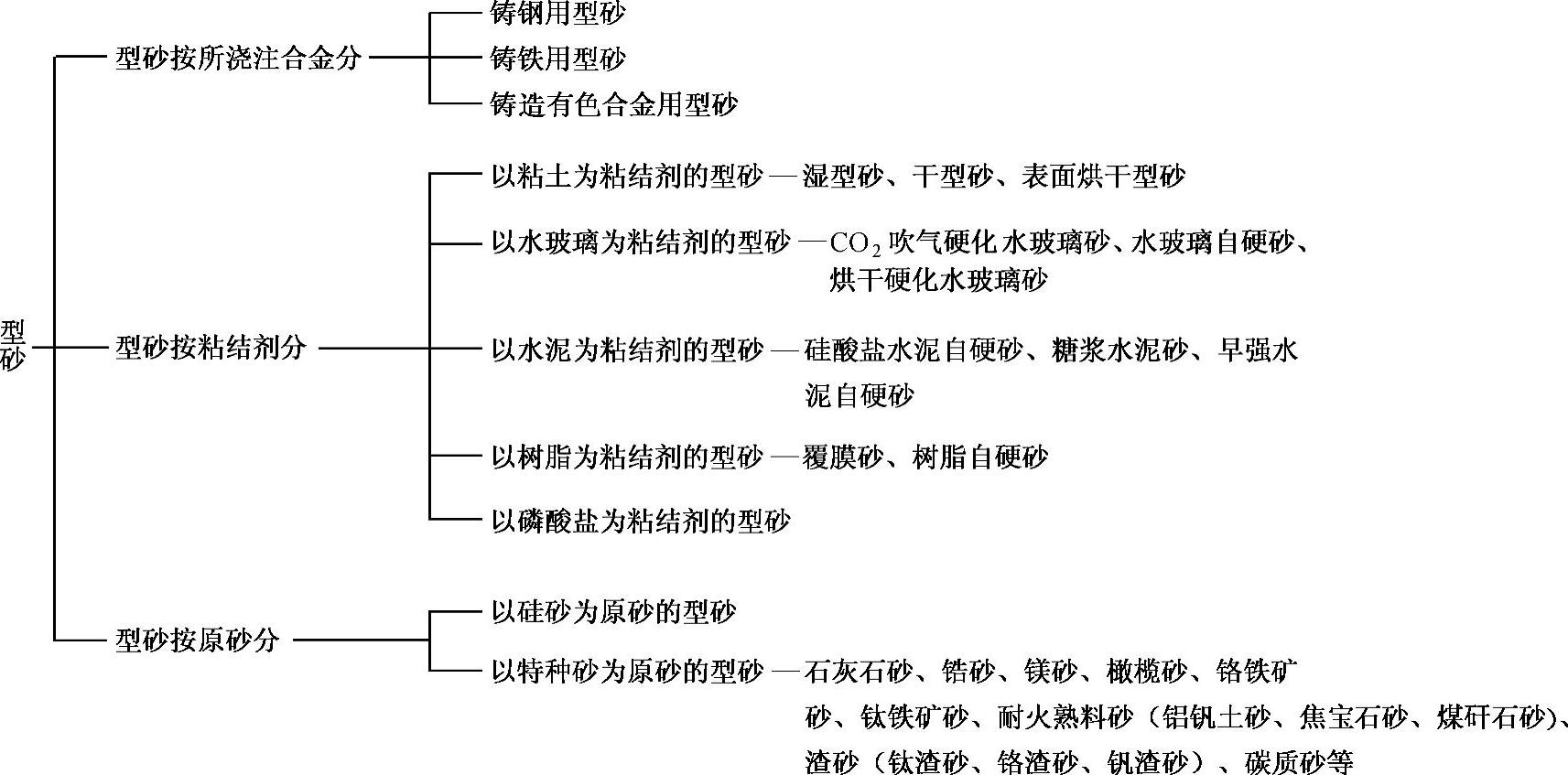
图4-14 型砂的分类
表4-5 型砂制备过程控制(检验)的一般方法(供参考)
(4)型砂制备质量的检验项目与检验方法 型砂制备质量的检验项目是根据对型砂质量控制的需要而定的。通常,型砂类型不同,其检验项目与检验方法亦有所不同,见表4-6~表4-10。此外,型砂高温性能的检验项目与检验方法还可参见表4-11。
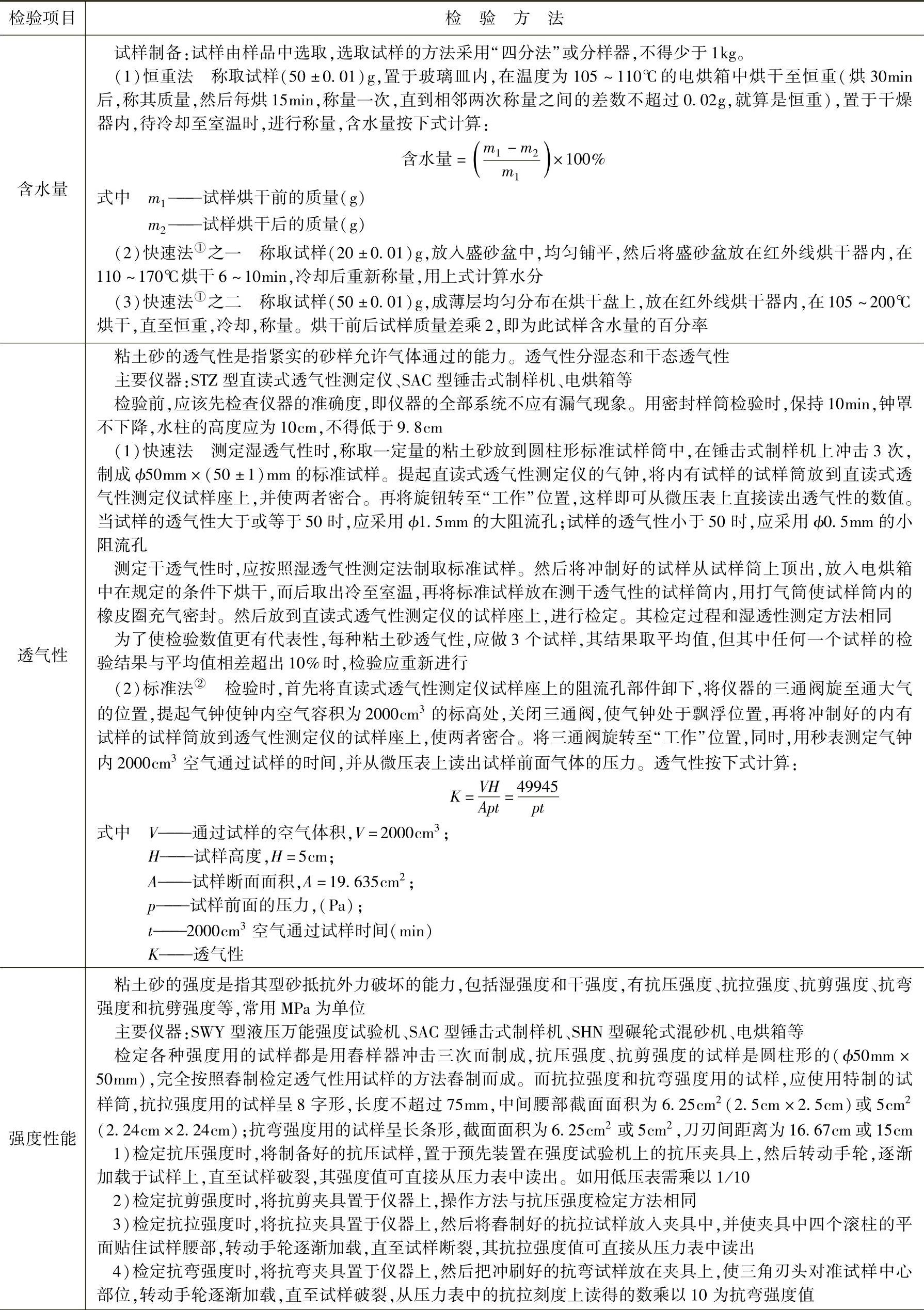
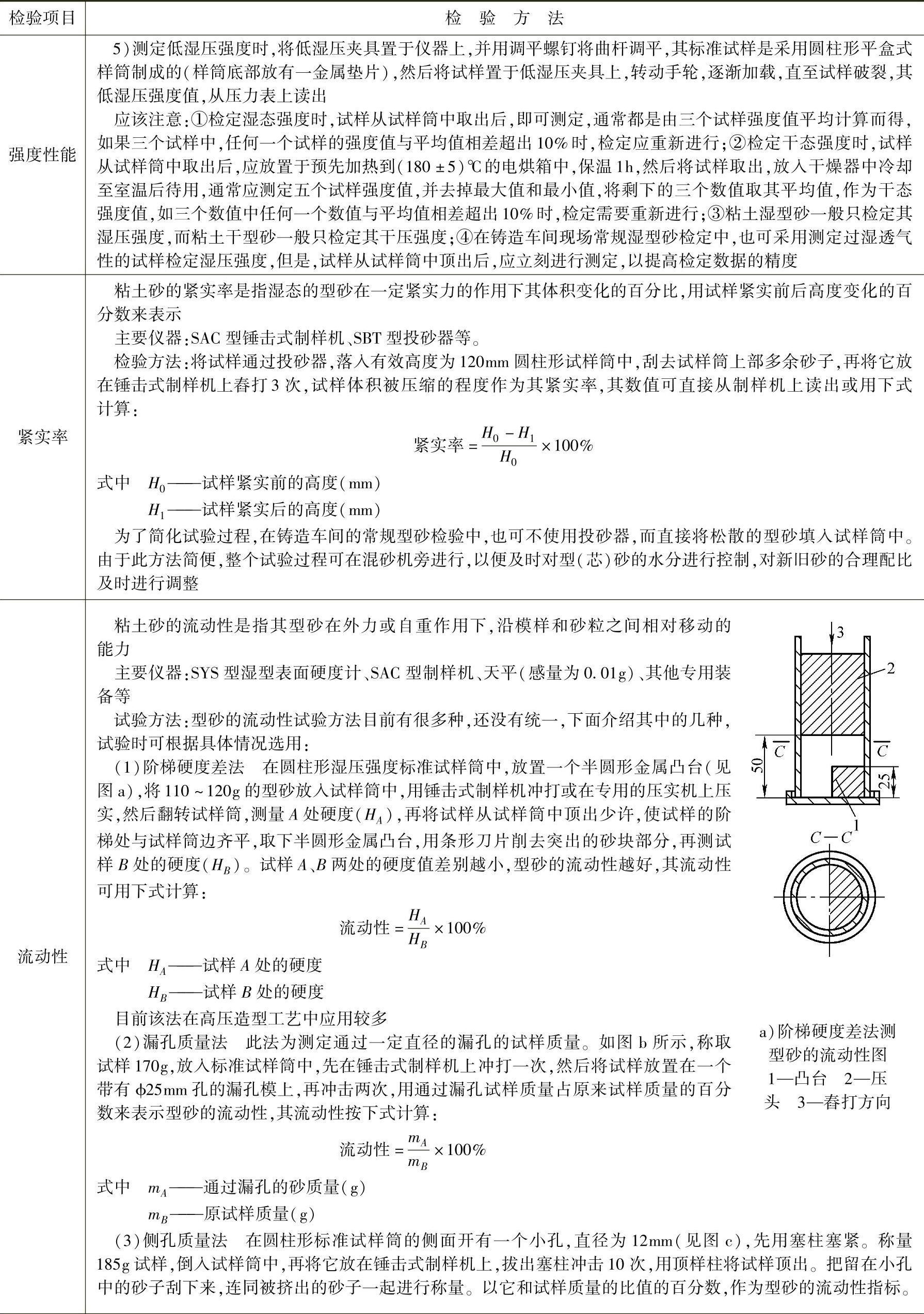
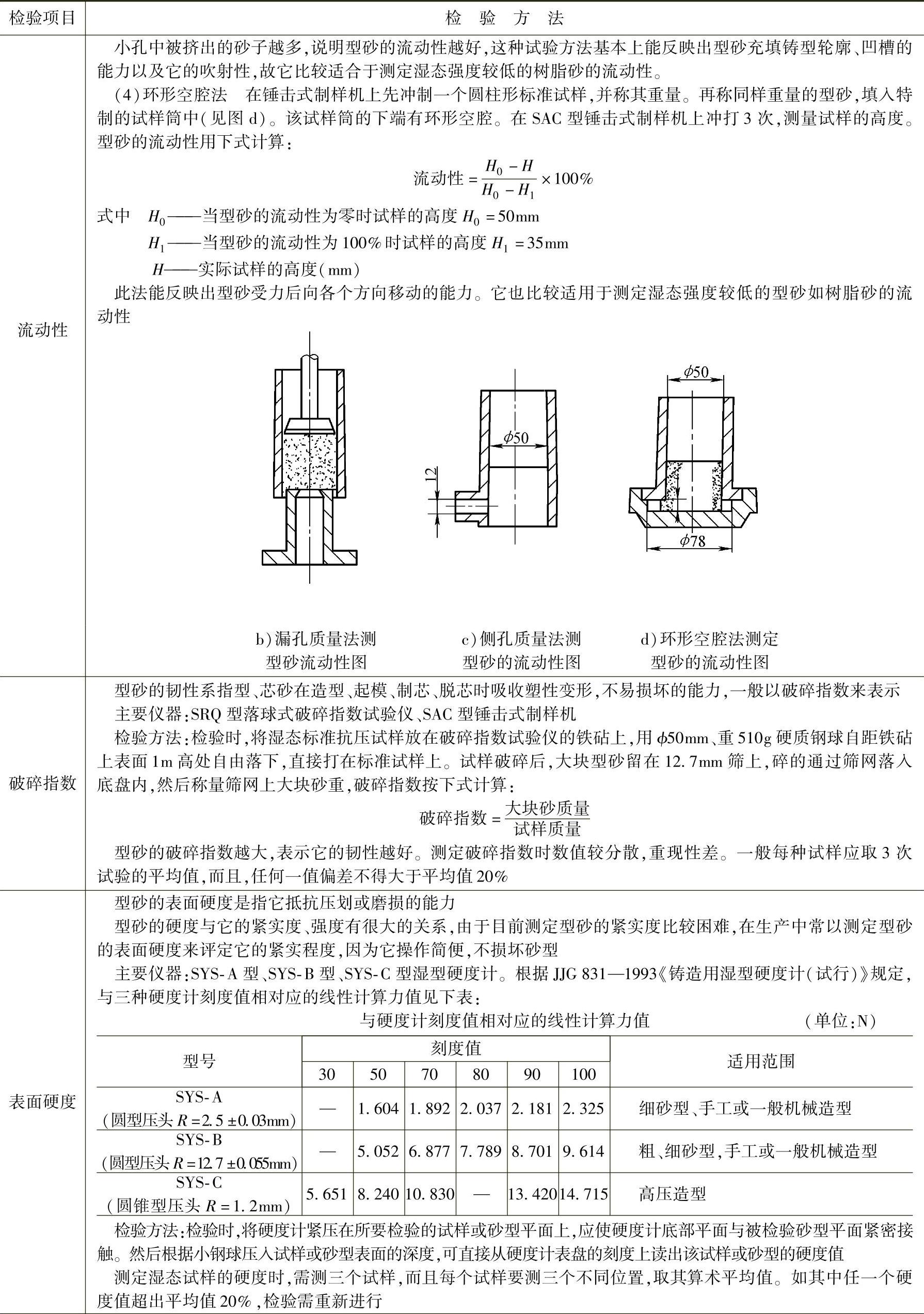
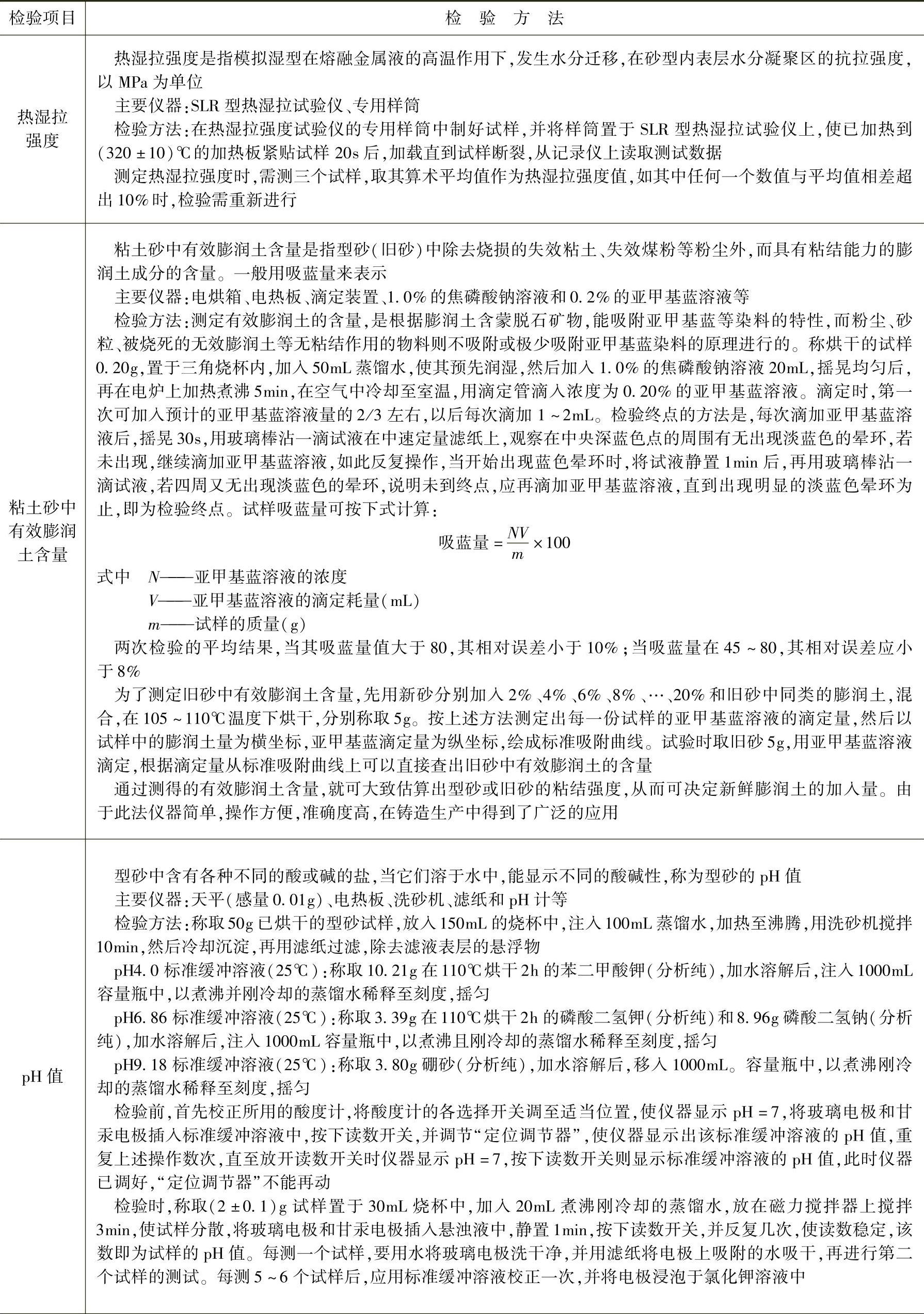
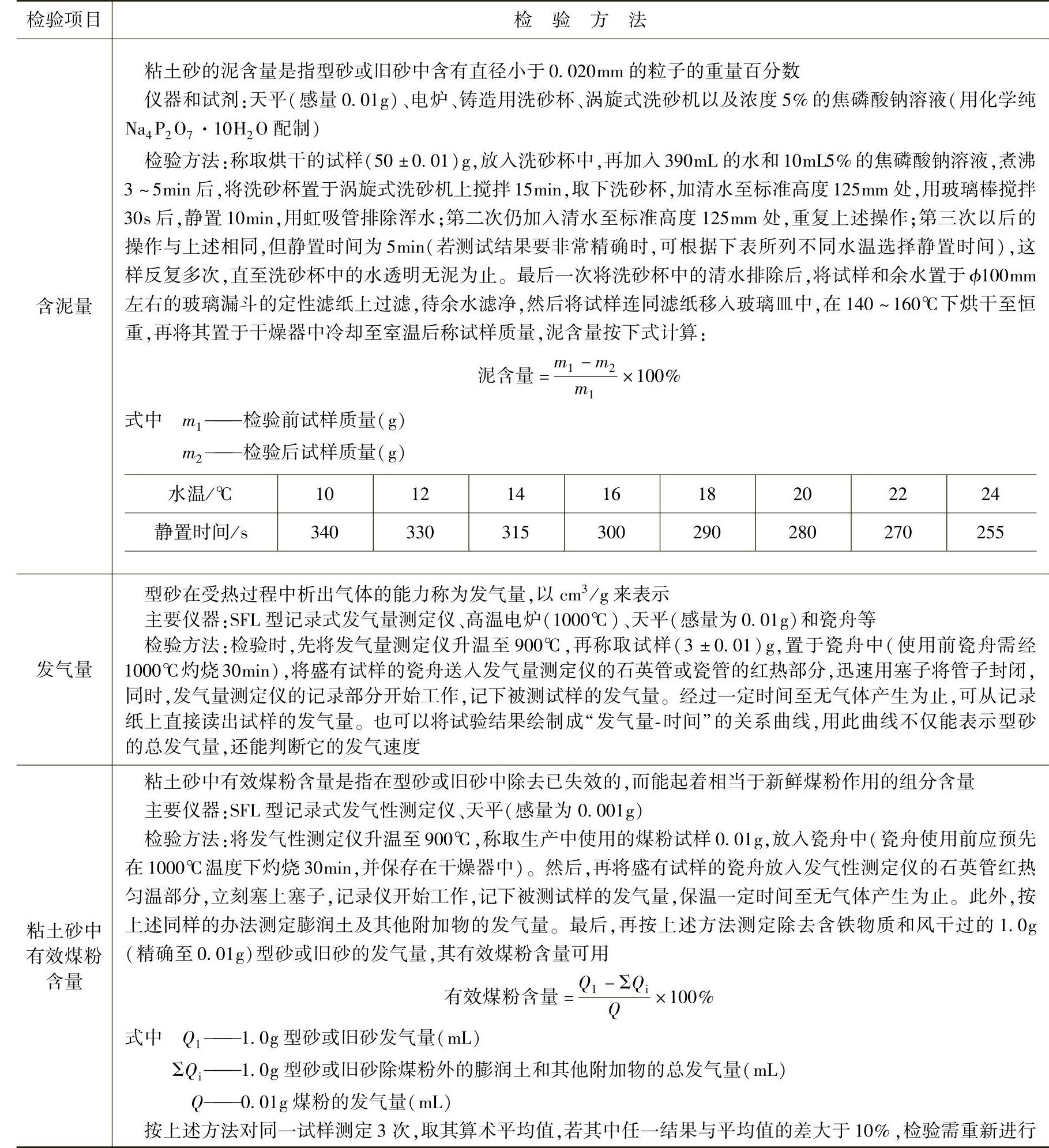
表4-6 粘土型砂制备质量的检验项目与检验方法(供参考)

(续)
(续)
(续)
(续)
(续)
注:1.粘土型砂的性能与试样的选取有着密切的关系,选取的试样应对型砂总体来说具有代表性,能够全面反映型砂的总体情况。所以,选取试样应避免从砂堆表层收集已失去部分水分的混合料。检验用试样必须是经过与铸造车间相同方法处理过的型砂,或直接从铸造车间按混制设备的特点和工艺规定,定期取样。如果型砂由带输送器输送,可从输送器上定期取样3份混匀,其数量根据检验项目而定,但一次不得少于2kg。
2.通常,粘土湿型砂的日常检验项目是湿透气性和湿压强度;粘土干型砂的日常检验项目是含水量、湿透气性、湿压强度和干拉强度或干剪强度。
3.机械化流水生产中湿型砂的检验项目和检验频率可参见表4-7。而对于单件小批生产,因生产周期较长,型砂的成分和性能变化比较慢,因此型砂性能的检验次数就可少一些,例如有一些厂每天才检查一次型砂的水含量、湿透气性和湿压强度等。
①用快速法测定只要4~8min,而标准法则需0.5~1h。
②按标准法测定透气性的结果精确、稳定,但比较麻烦和费时,常用于仲裁和研究开发工作。
表4-7 机械化流水生产中湿型砂制备质量的检验项目和检验频率(供参考)

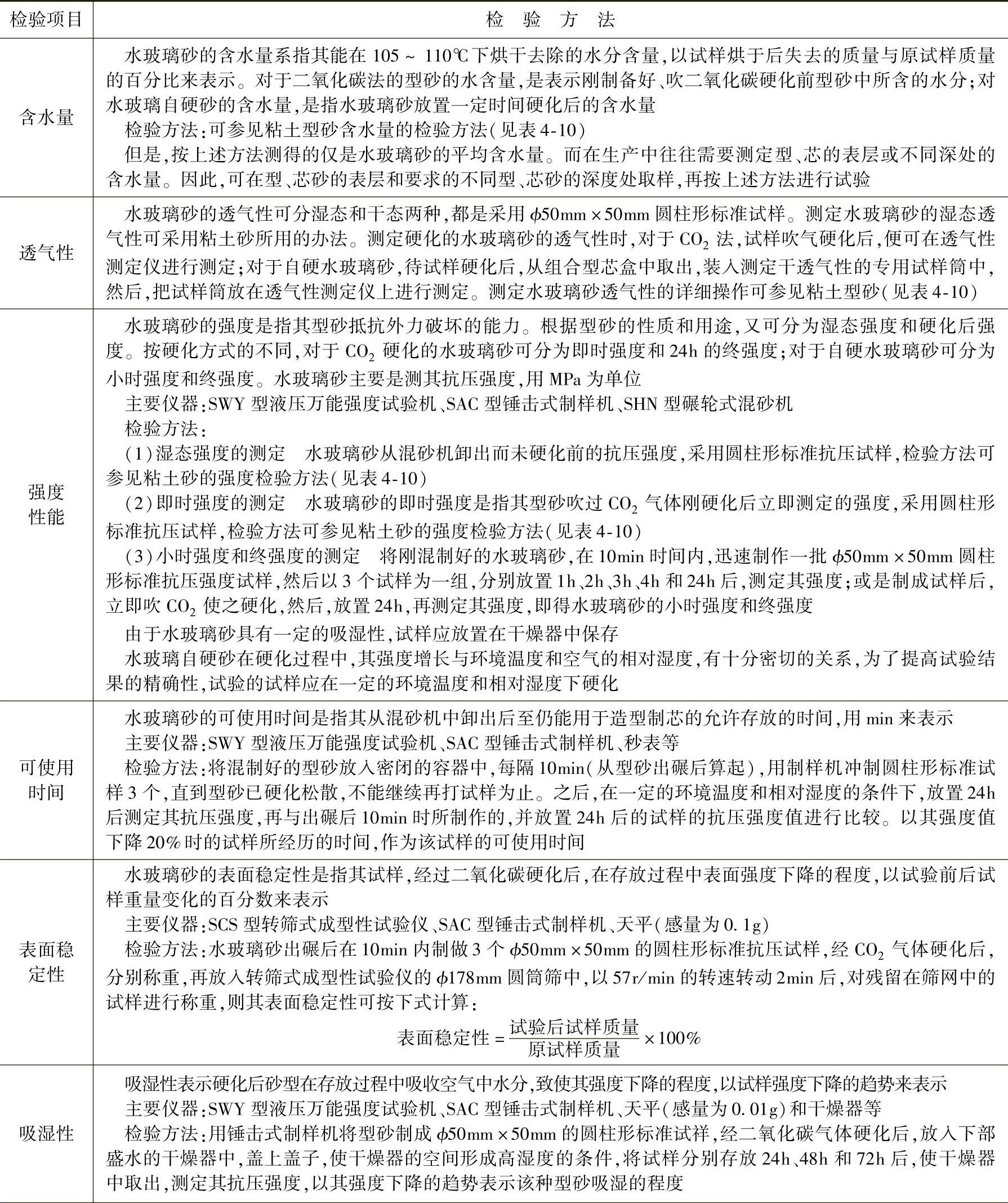
表4-8 水玻璃砂制备质量的检验项目与检验方法(供参考)
(续)
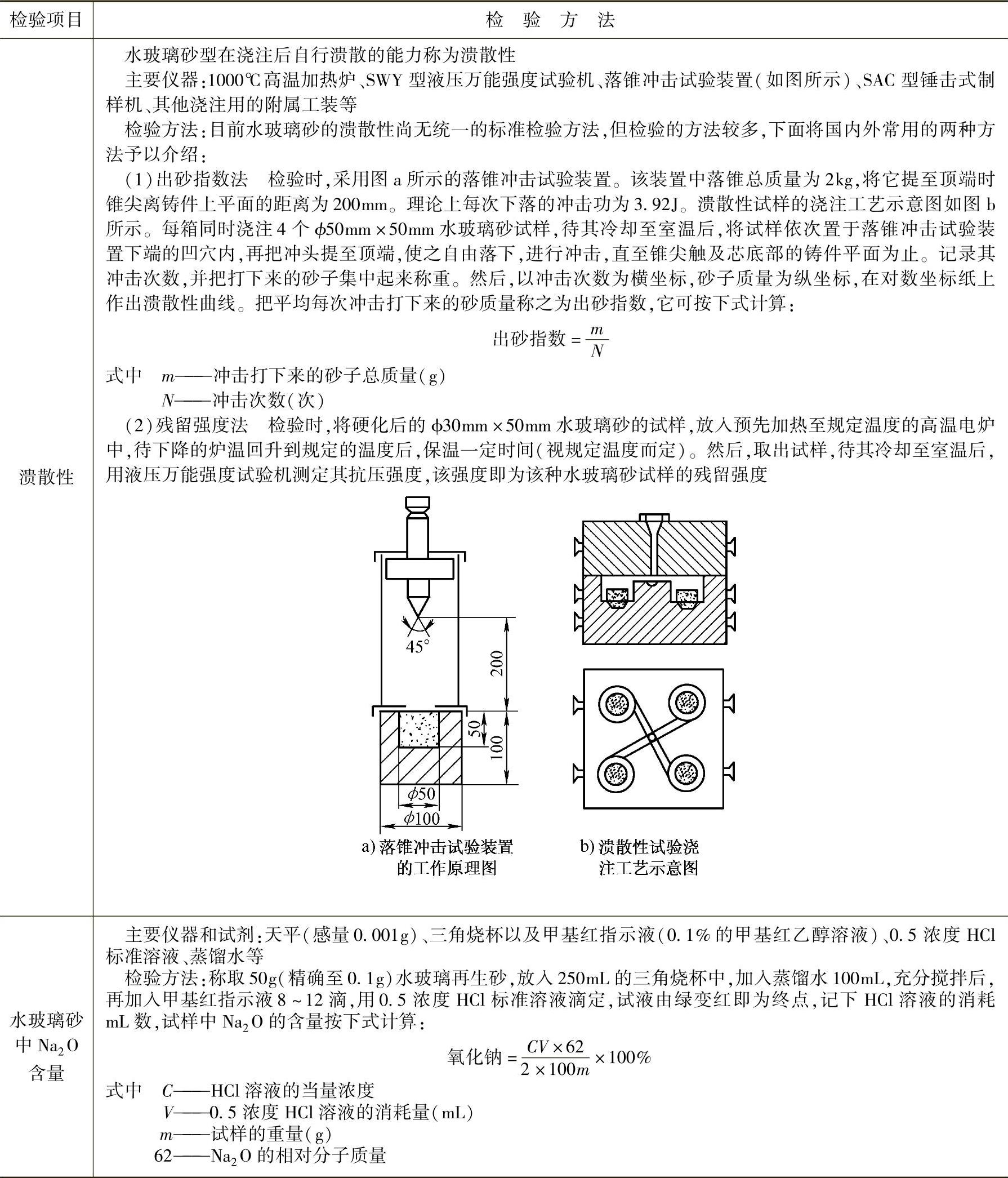
注:1.测试水玻璃砂的各种性能时,都是采用ϕ50mm×50mm的圆柱形标准试样。不过,用于二氧化碳水玻璃砂时,试样是在SAC型锤击式制样机上舂3下制成的。用于水玻璃自硬砂时,试样是在特制的试样盒中制作,试样盒的结构尺寸如图4-15所示。先将水玻璃砂填入每个试样盒中,用手工捣实每个试样,并刮去多余的型砂,待其硬化后(硬化时间视试验要求而定,如1、2、4和24h),打开试样盒,取出试样,便可进行检验。
2.水玻璃砂(包括二氧化碳法和自硬法)在生产应用中目前主要测试的性能参数,除了采用一些粘土砂常规检验性能外(如含水量,透气性和强度),还需要测定其表面稳定性、可使用时间、溃散性、吸湿性和再生砂中Na2O的含量。
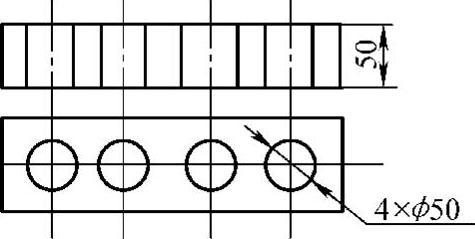
图4-15 水玻璃自硬砂用试样芯盒
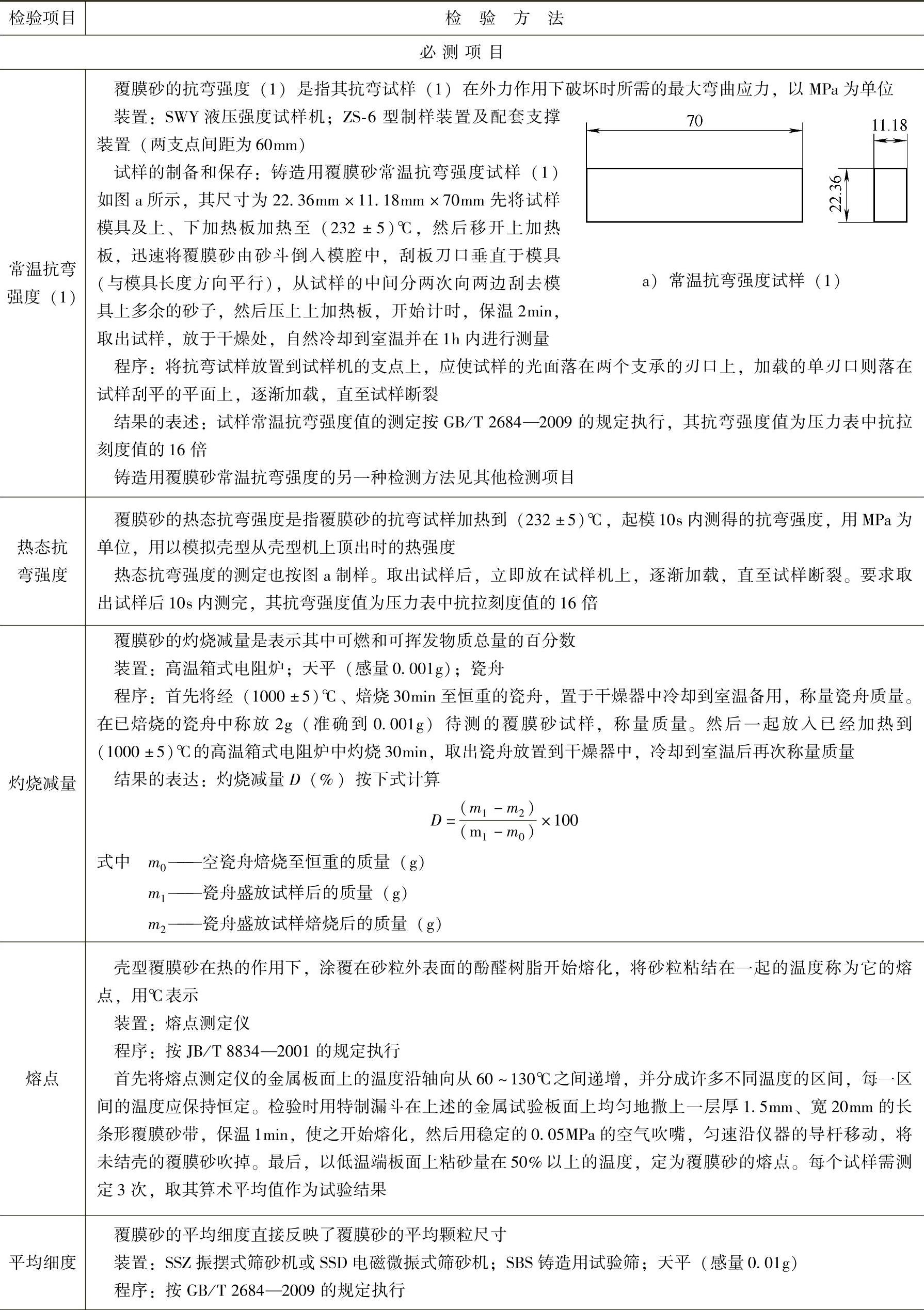
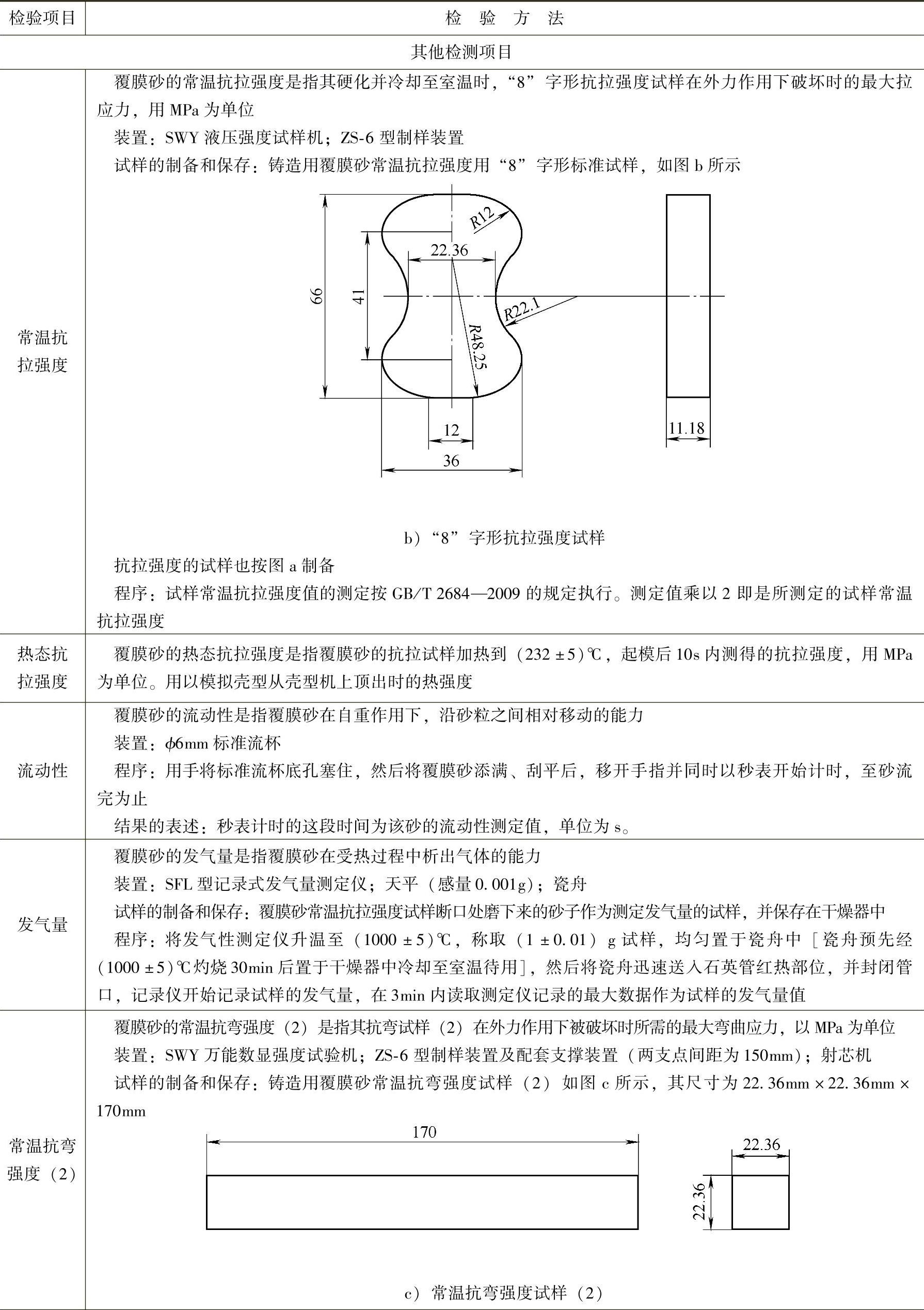
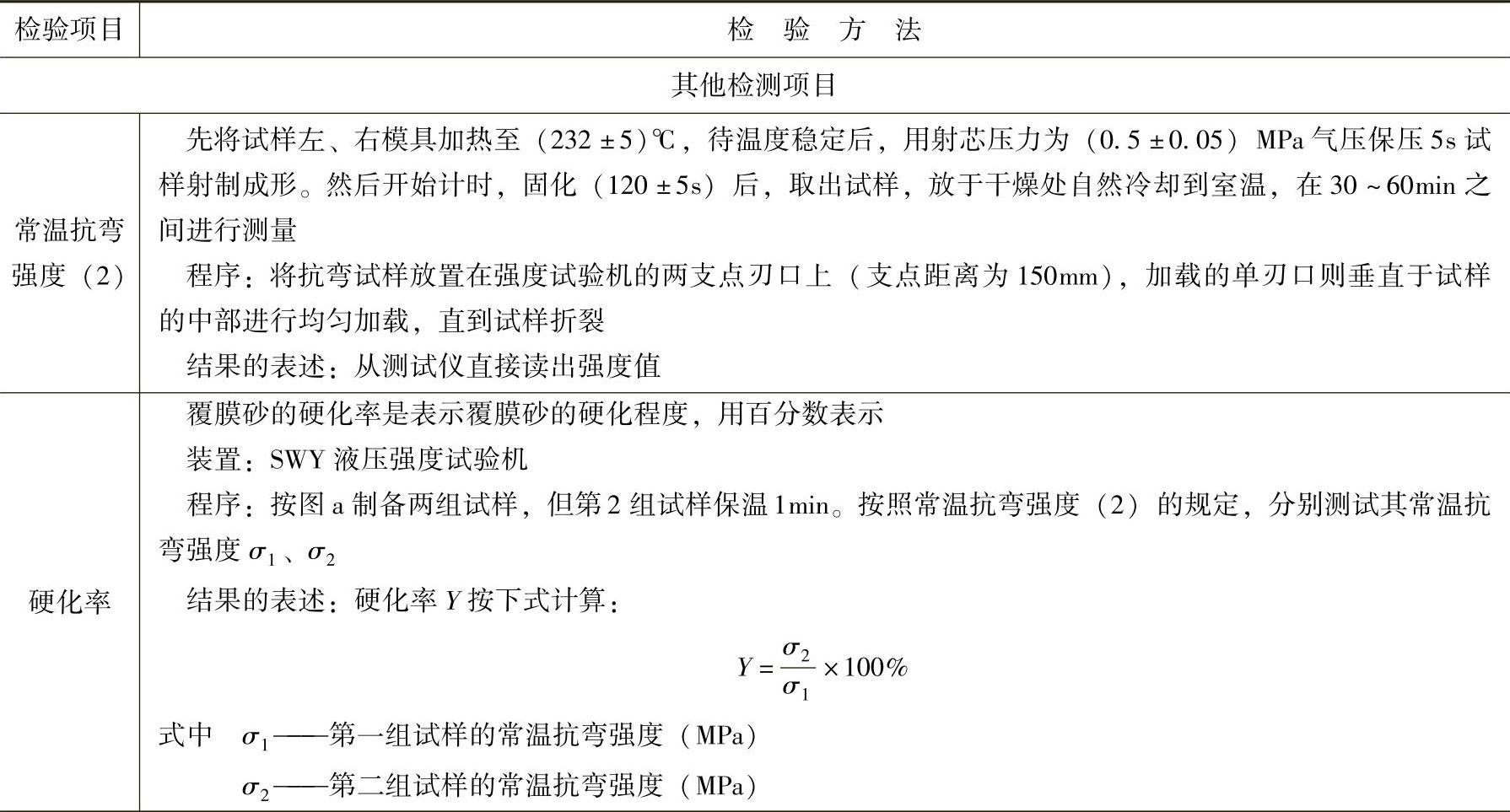
表4-9 覆膜砂制备质量的检验项目与检验方法(摘自JB/T 8583—2008)
(续)
(续)
注:1.批次划分:按吨位划分,每连续生产10t为一个批次。
2.取样方法:对每一批次中的覆膜砂进行取样时,可从包装完好的同一批次覆膜砂中选取平均样品,袋装覆膜砂的平均样品由同一批次的百分之一中选取,但最少不得少于三袋,其质量不得小于5kg。检验所需的样品用“四分法”或分样器从总样品中选取。如果对某一部分的覆膜砂质量发生疑问,应对它单独取样检验。
3.覆膜砂应按表中必测项目进行检验,其他检测项目由供需双方协商确定。
表4-10 树脂自硬砂制备质量的检验项目与检验方法(供参考)
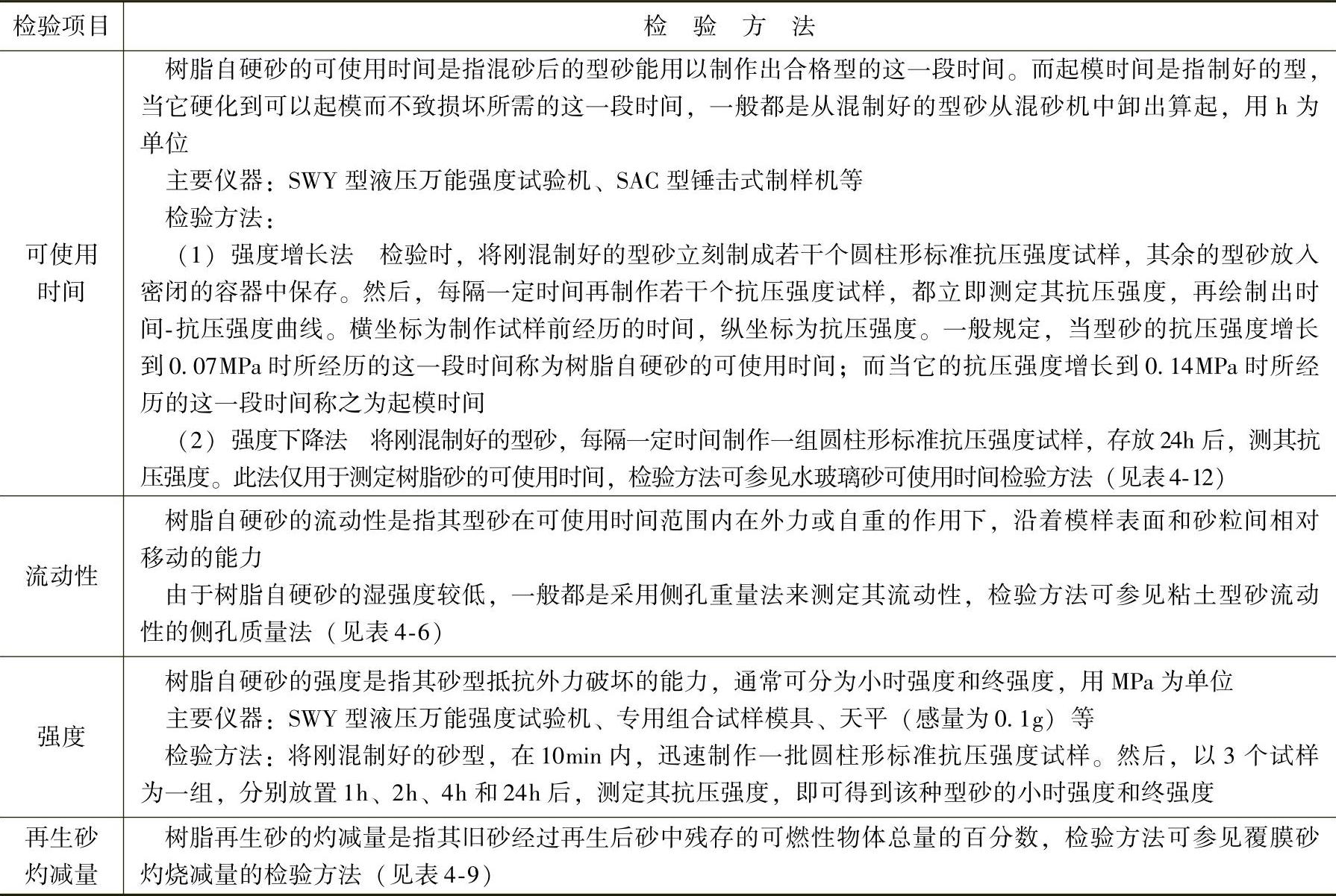
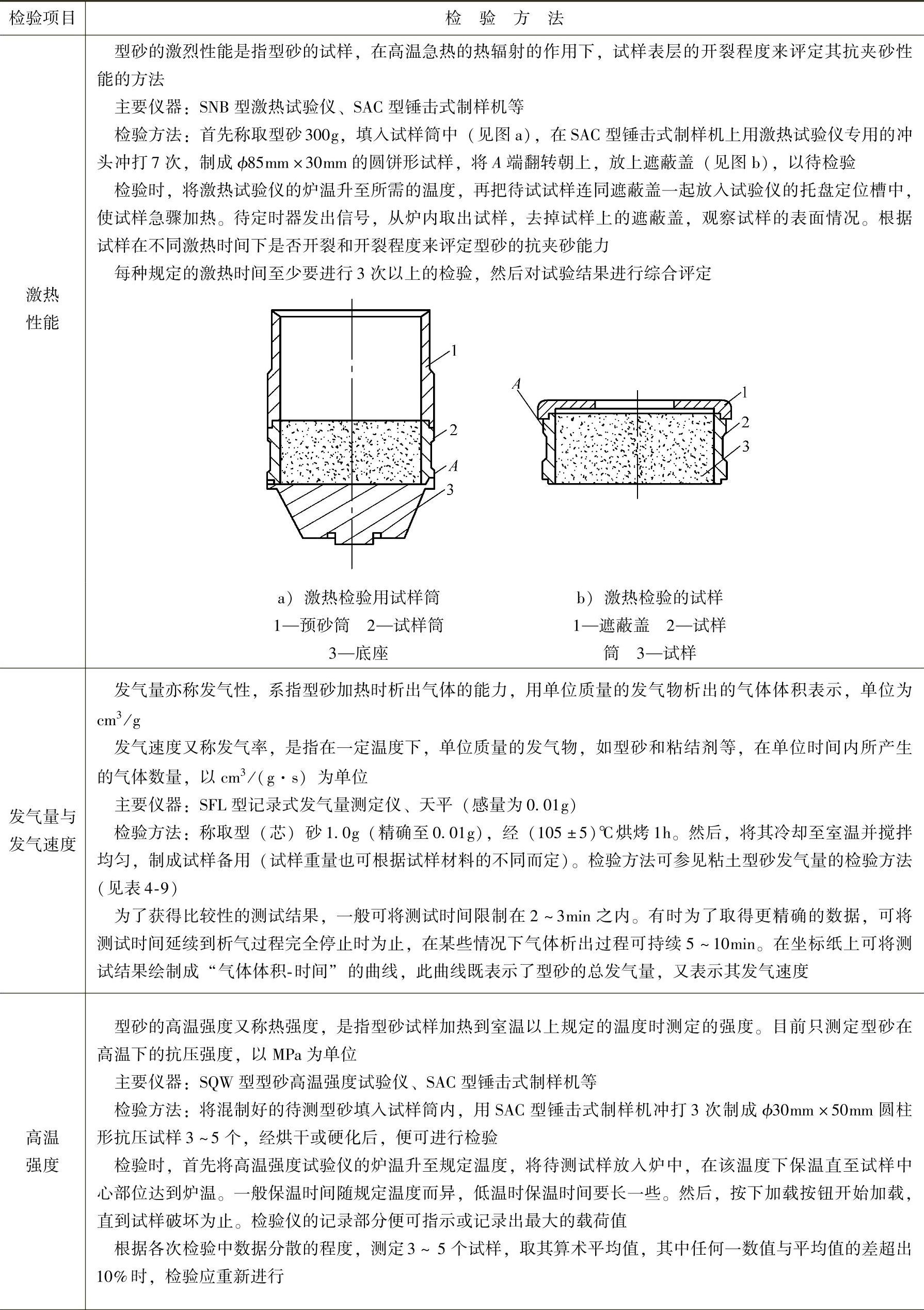
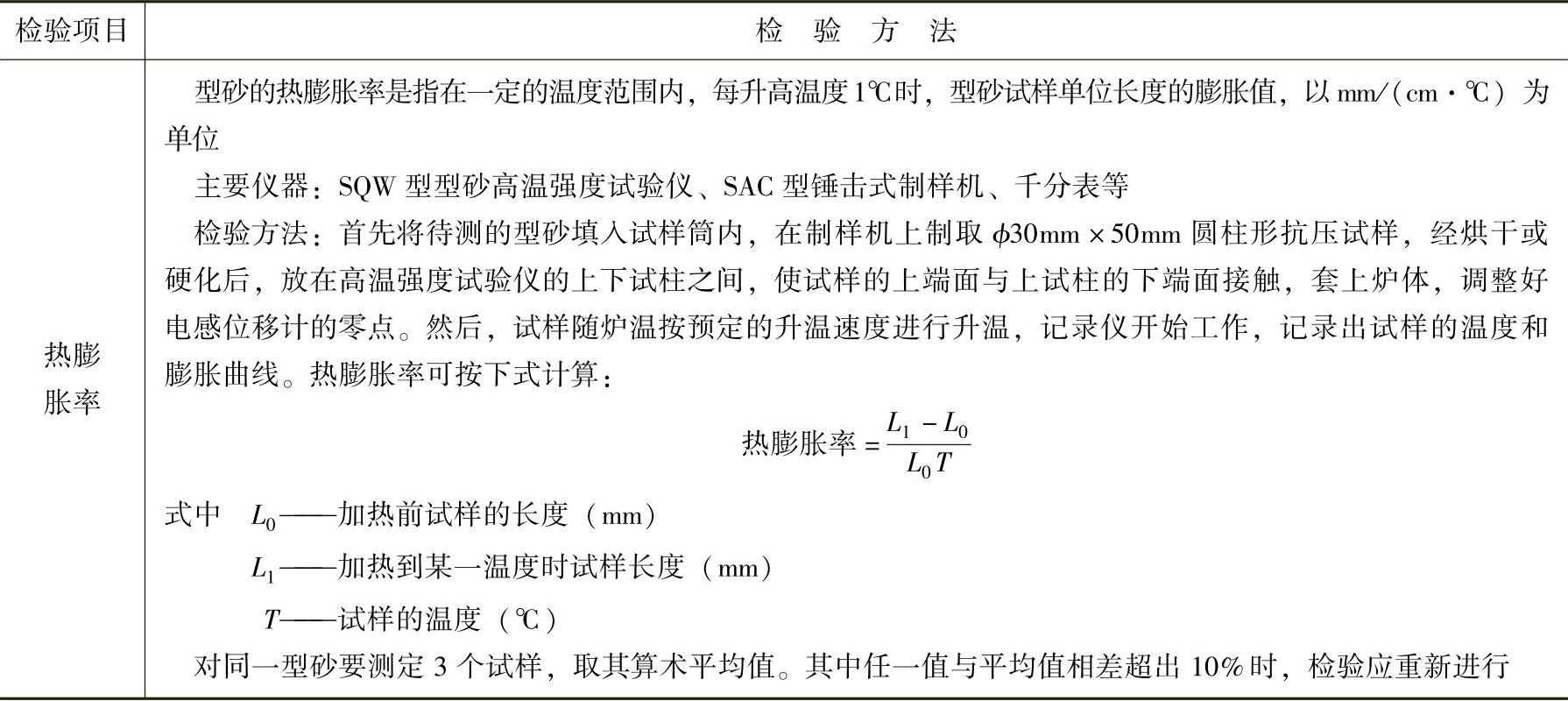
表4-11 型砂高温性能的检验项目与检验方法(供参考)
(续)
(5)砂型铸造生产常用型砂的性能要求与控制
1)粘土型砂的性能要求与控制见表4-12和表4-13。
表4-12 常用湿型(芯)砂的性能要求与控制(供参考)

注:原砂为硅砂。
①是指用射压、气冲、高压和静压等的造型。
表4-13 常用干型(芯)砂和表干型(芯)砂的性能要求与控制(供参考)

注:原砂为硅砂。
①干强度高的干型砂测定其干拉强度;干强度中等的干型砂测定其干剪强度;干强度低的干型砂测定其干压强度。
②一般为600~800。
2)水玻璃型砂的性能要求与控制见表4-14和表4-15。
表4-14 常用水玻璃CO2硬化型(芯)砂的性能要求与控制(供参考)

注:原砂为硅砂。
表4-15 常用水玻璃自硬型(芯)砂的性能要求与控制(供参考)

注:原砂为硅砂。
①常用的硅酸二钙有水泥、炉渣、赤泥等粉末。
②常用的有机脂有乙二醇二醋酸脂、CSC-4脂、CSC-4脂等。
3)水泥自硬型砂的性能要求与控制见表4-16。(https://www.xing528.com)
表4-16 常用水泥自硬型(芯)砂的性能要求与控制(供参考)

注:原砂为硅砂。
4)覆膜砂的性能要求与控制见表4-17。
表4-17 常用覆膜型(芯)砂的性能要求与控制(供参考)

注:原砂为硅砂。
5)树脂自硬砂的性能要求与控制见表4-18。
表4-18 常用树脂自硬型(芯)砂的性能要求与控制(供参考)

6)特种砂型砂的性能要求与控制见表4-19。
表4-19 常用特种砂型(芯)砂的性能要求与控制(供参考)
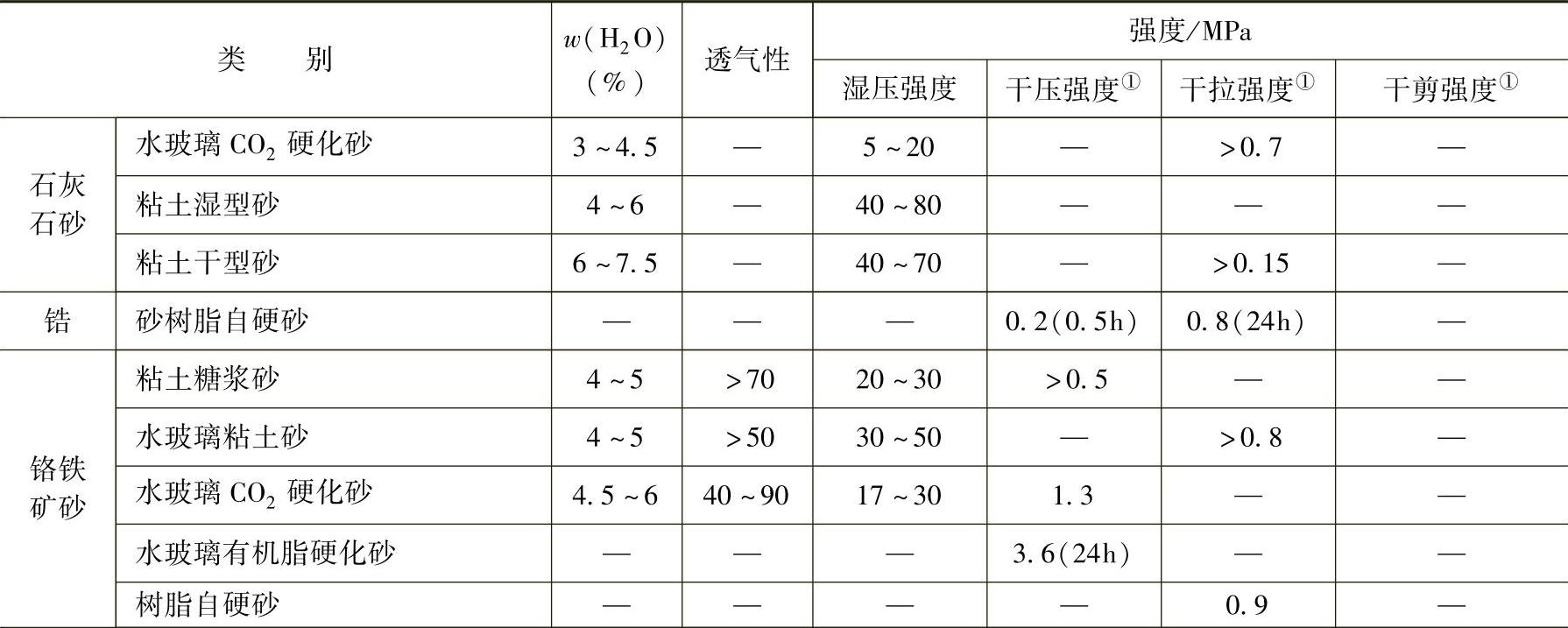
(续)
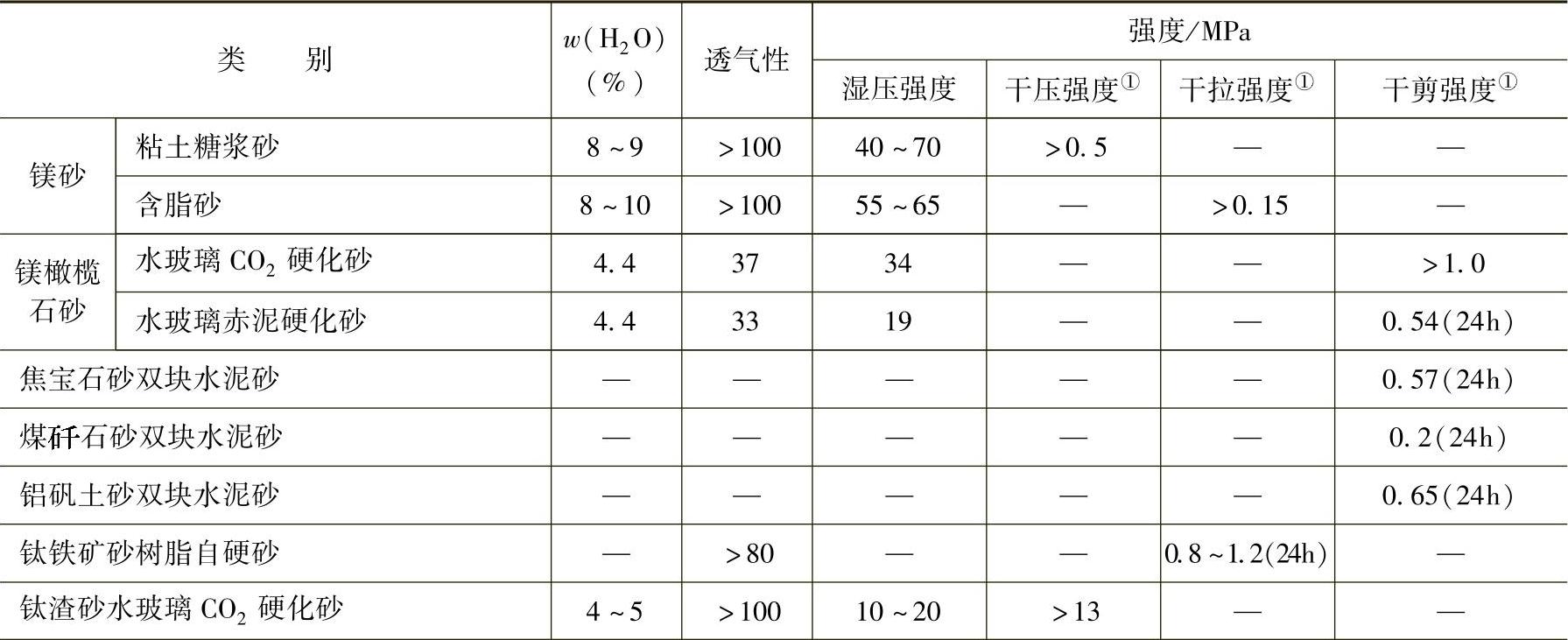
①括号内数字表示试样打制后放置的时间。
2.芯砂制备质量的控制(检验)
(1)芯砂分类 芯砂是指制芯原材料按一定比例配合,经过混制,制备出符合制芯要求的混合料。
生产中使用的芯砂种类繁多,其分类可如图4-16所示。
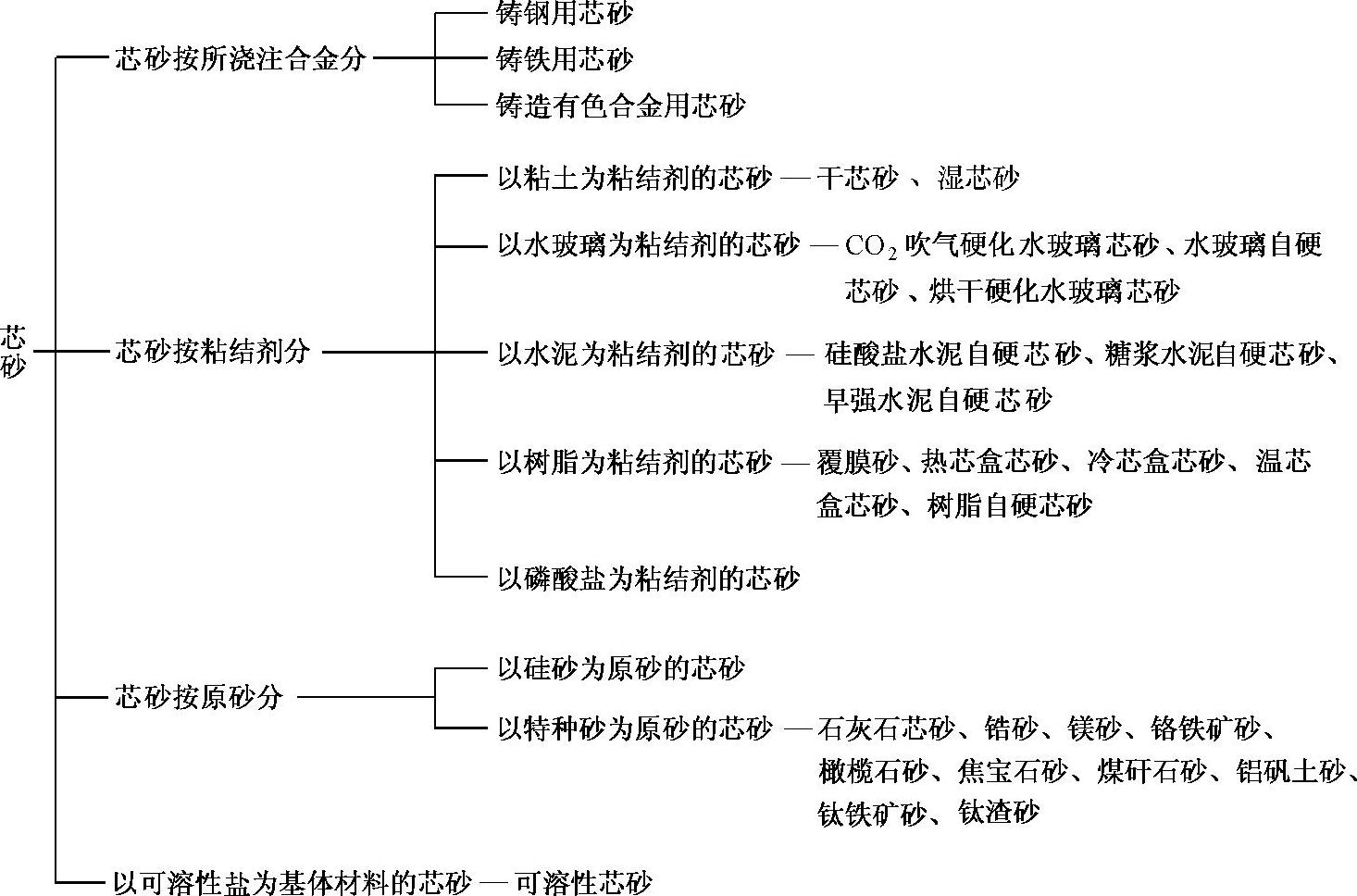
图4-16 芯砂分类
(2)芯砂质量要求 芯砂质量要求可参照型砂质量要求。
(3)芯砂制备过程控制(检验)的一般方法 芯砂制备过程控制(检验)的一般方法见表4-20。
(4)芯砂制备质量的检验项目与检验方法 芯砂制备质量检验项目是根据对芯砂质量控制的需要而定的。通常,芯砂类型不同,其检验项目与检验方法亦不同,见表4-6~表4-10、表4-21和表4-22。此外,芯砂高温性能的检验项目与检验方法见表4-15。
表4-20 芯砂制备过程控制(检验)的一般方法(供参考)
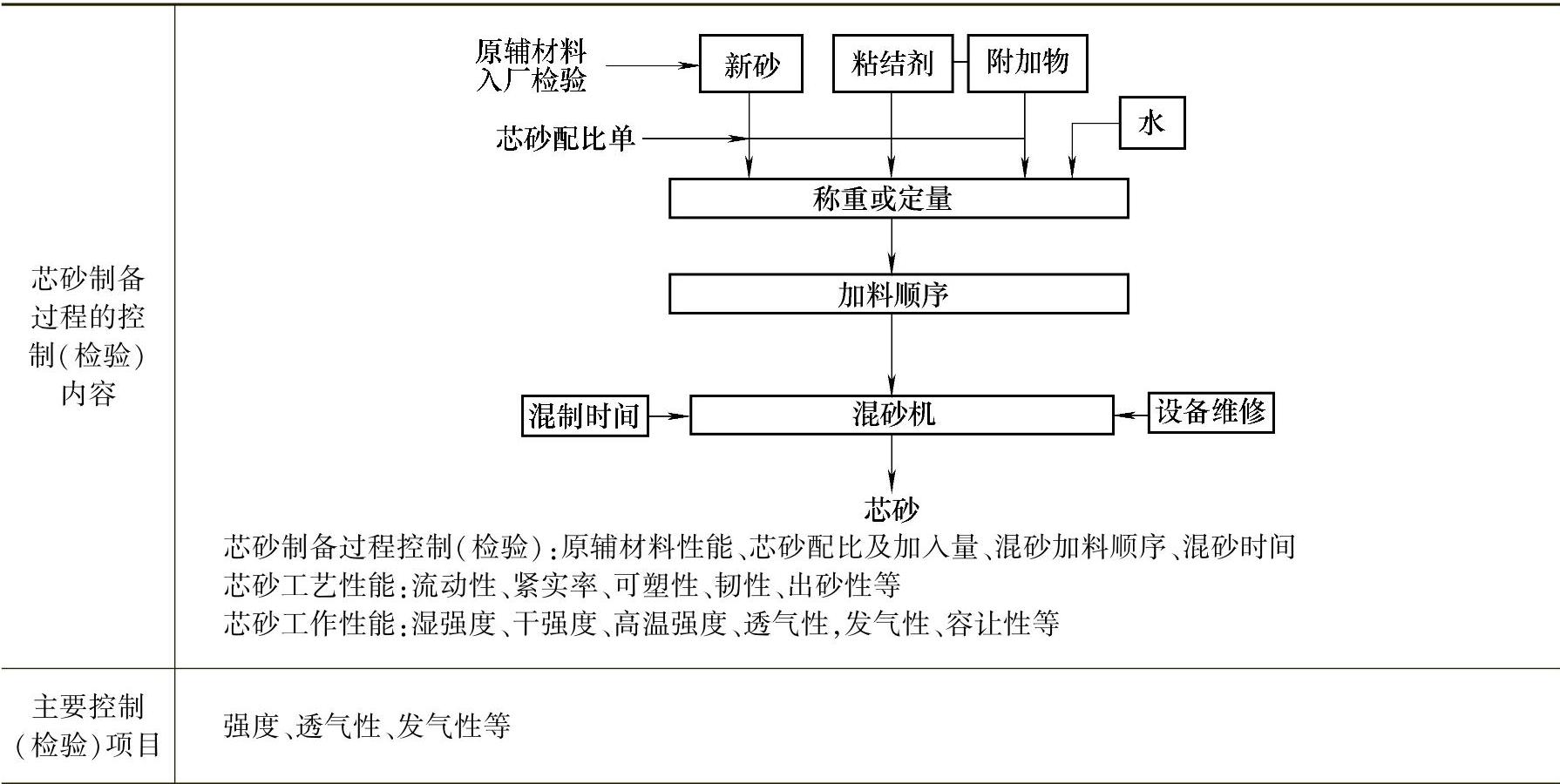
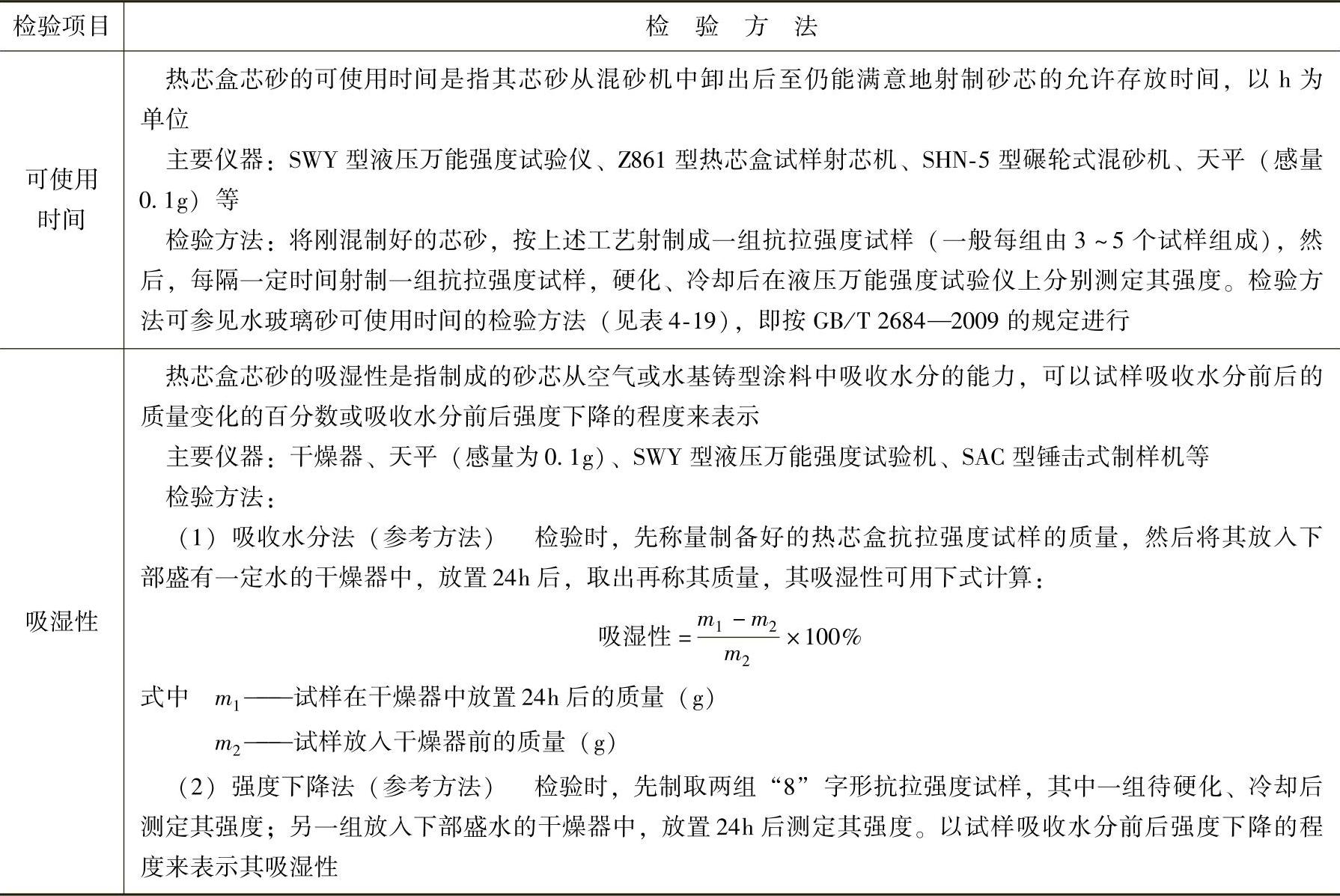
表4-21 热芯盒芯砂制备质量的检验项目与检验方法(供参考)
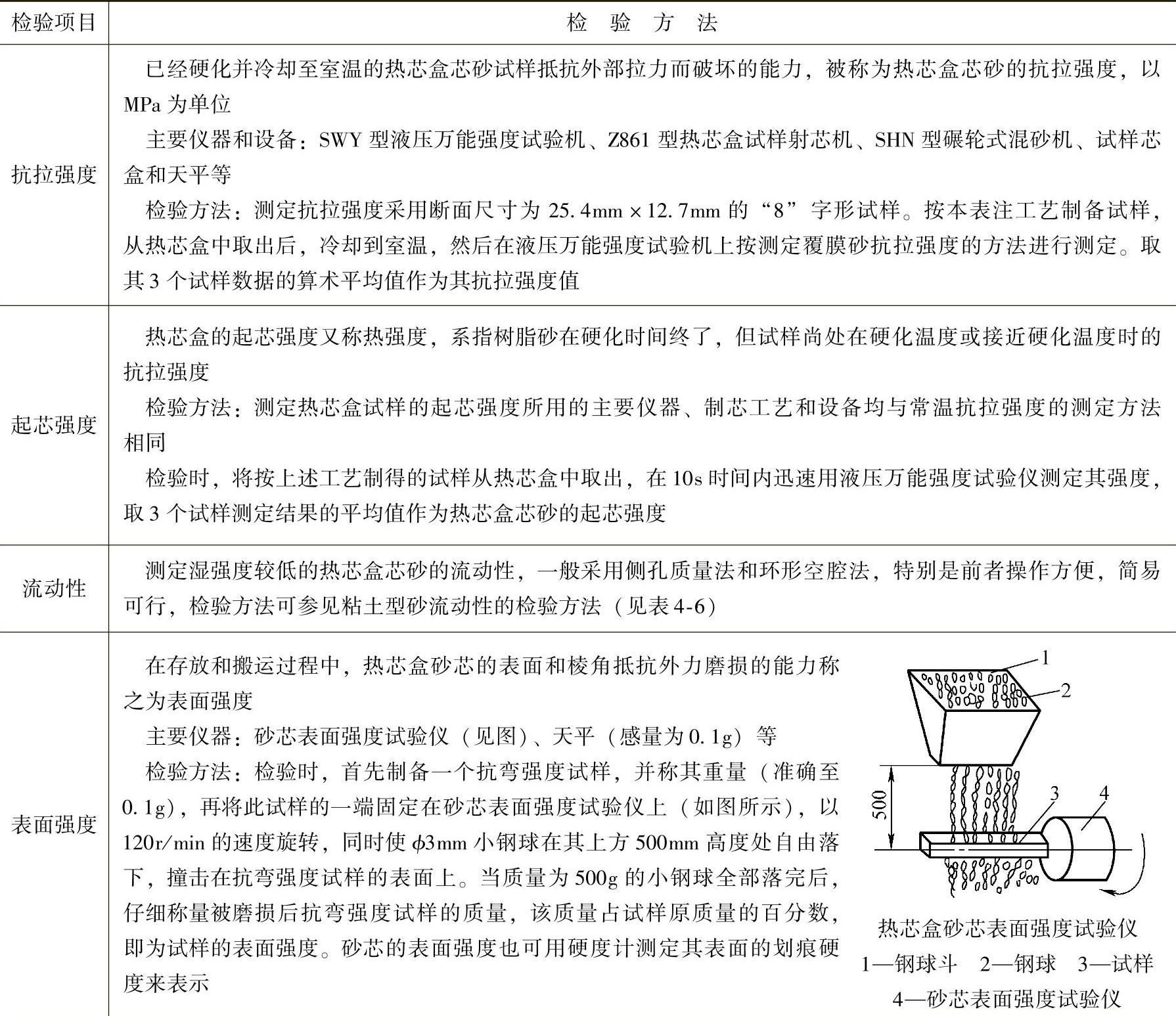
(续)
注:热芯盒树脂砂一般由原砂、树脂、硬化剂和其他附加物等组成。混制时,先将原砂和固化剂放在一起混1min,然后加树脂再混2min便可卸砂,装在容器中,测量砂温后把容器盖好,准备试验。如果需要加入其他干的附加物,应在加固化剂之前,附加物先与原砂混匀(1~2min)。脱模剂应在卸砂前1min加入树脂砂中。注意记下室温和相对湿度。
试样制备时,从密封容器中取出混好待试的树脂砂,装入射芯机的射筒中,再将装有试样的射筒重新装在射芯机上,卡紧。打开气源,调节管路压力,使射砂压力保持在0.55MPa的范围内。然后,在上述压力下将树脂砂射入已加热到(210±5)℃的芯盒中,保持20~40s使之硬化。而后打开芯盒,取出试样,放在木板上冷至室温待用。以后各种性能检验的试样,均按此工艺制备。
表4-22 冷芯盒芯砂制备质量的检验项目与检验方法
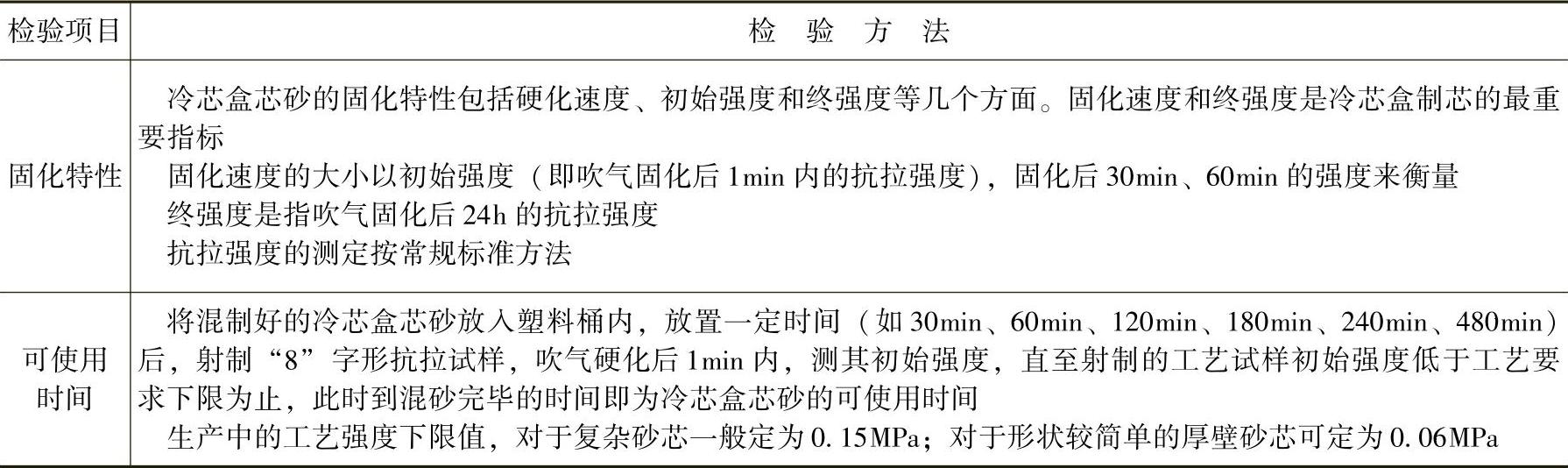
注:1.冷芯盒芯砂的混制:首先在SHY型叶片式芯砂混砂机内将称量好的原砂和粘结剂第一组分搅拌8~10s,然后加入第二组分,再搅拌约5s后卸料,将芯砂混合料装入干净的密闭塑料桶内。
2.试样制备:试样包括标准“8”字形抗拉试样,长条形抗弯试样,ϕ30mm×50mm,ϕ11mm×20mm抗压或热稳定试样和ϕ10mm×50mm热膨胀试样等,采用木质、塑料或金属芯盒均可。用LXH-05型冷芯盒试样射芯机制样。制样工艺参数:射砂压力(干燥空气)为0.5~0.56MPa,用三乙胺作催化剂时,三乙胺气雾发生器的吹气压力为0.14MPa(也有定为0.7MPa的);吹三乙胺时间为5s,用干燥空气吹洗时间为10s。
3.砂型(芯)涂料制备质量的控制
(1)砂型(芯)涂料分类 砂型(芯)涂料是指用以提高砂型(芯)表面抗粘砂和抗金属液冲刷性能的铸型涂料。
生产中使用的砂型(芯)涂料也较多,其分类如图4-17所示。
(2)砂型(芯)涂料作用与质量要求 砂型(芯)涂料作用主要有:①降低铸件表面粗糙度值;②防止或减少铸件粘砂缺陷;③防止或减少铸件砂眼和夹砂缺陷;④防止或减缓某些树脂砂的热解产物对铸件的不良影响;⑤通过不同的涂料减缓或加速铸件表面的冷却速度或制造强氧化气氛防止不锈钢铸件的增碳;⑥使铸件表面合金化和晶粒细化;⑦提高铸件落砂和清整效率。
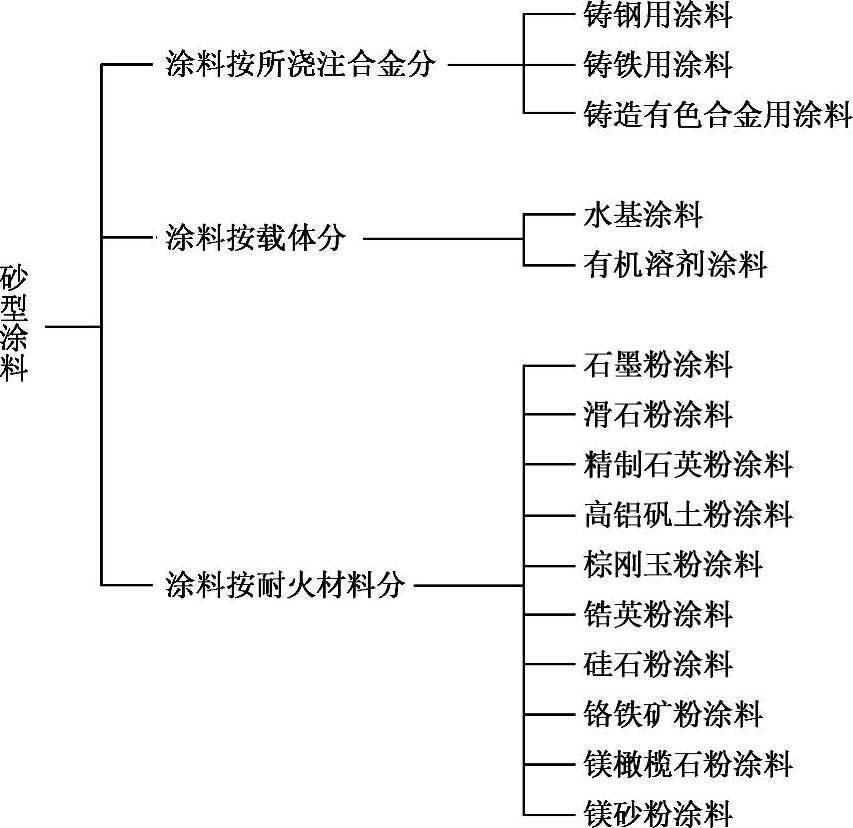
图4-17 砂型(芯)涂料分类
砂型(芯)涂料质量要求,主要涉及四个方面:涂料的物理性能、涂料的工艺性能、涂料的工作性能和涂料的流变特性。
1)涂料的物理性能 主要有:①涂料的密度;②涂料的固体含量;③涂料的悬浮性;④涂料的条件粘度。
2)涂料的工艺性能 主要有:①涂料的涂刷性;②涂料的不流淌性;③涂料的流平性;④涂料的渗透性。
3)涂料的工作性能 主要有:①涂料涂层的耐磨性;②涂料涂层的烘干抗裂性和高温热爆抗裂性;③涂料的发气性;④涂料的抗粘砂性。
4)涂料的流变特性 主要有:①涂料的屈服值;②涂料的剪切稀释能力;③涂料的触变性。
应该指出,任何一种砂型(芯)涂料要同时兼备各种优良性能是很困难的。因此,必须从砂型(芯)涂料的不同用途和涂敷方式出发,合理地选择砂型(芯)涂料用原材料、正确地确定砂型(芯)涂料的配比,严格地进行砂型(芯)涂料制备质量控制。
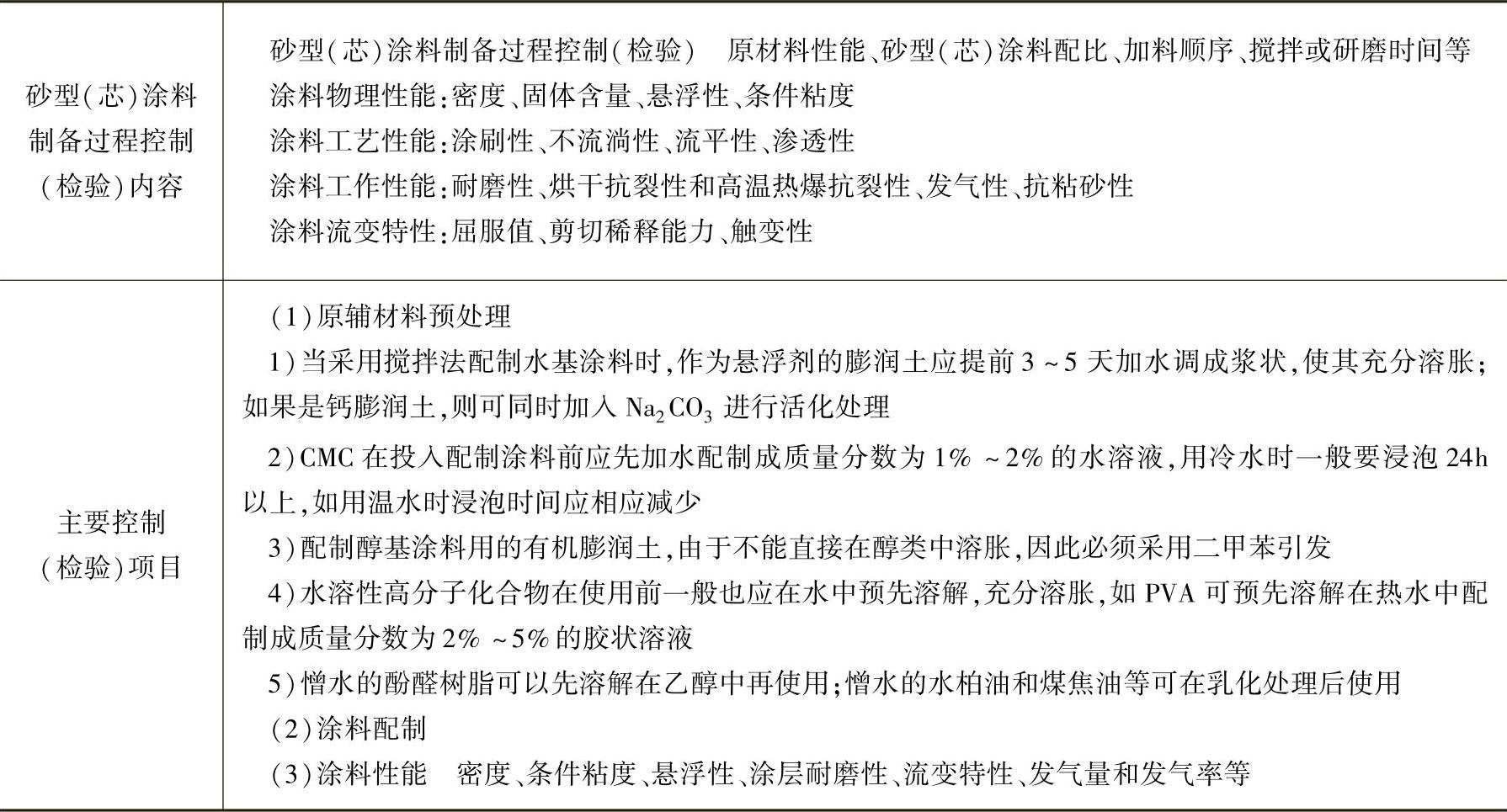
(3)砂型(芯)涂料制备过程控制的一般方法 砂型(芯)涂料制备过程控制的一般方法见表4-23。
表4-23 砂型(芯)涂料制备过程控制的一般方法(供参考)
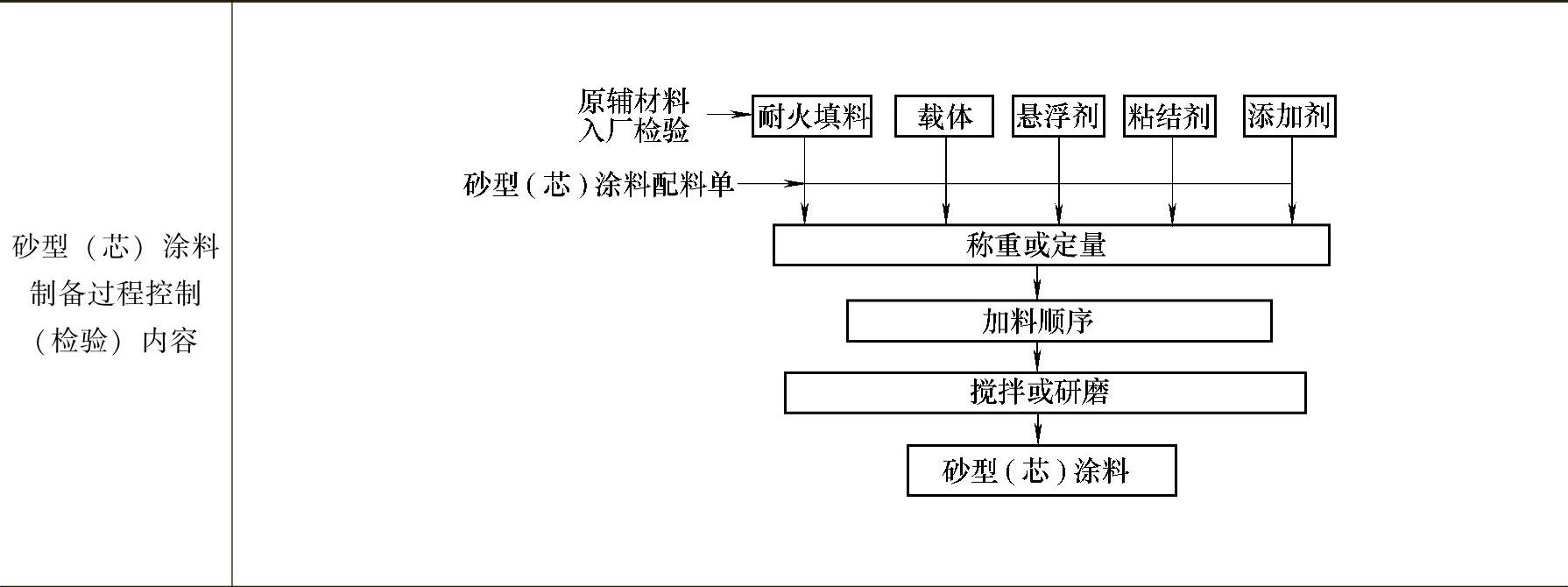
(续)
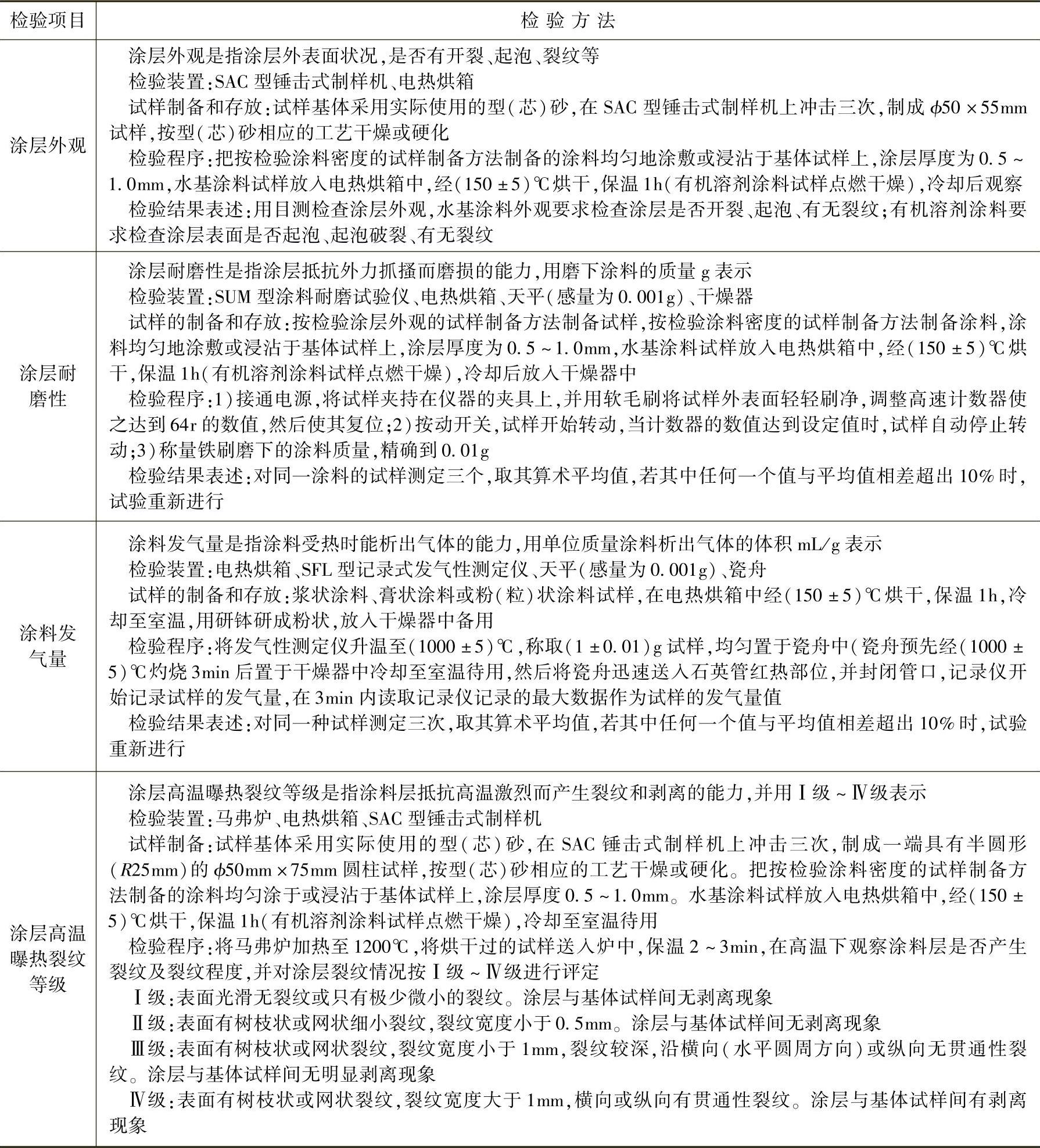
(4)砂型(芯)涂料制备质量的检验项目与检验方法 砂型(芯)涂料制备质量的检验项目与检验方法见表4-24。
表4-24 砂型(芯)涂料制备质量的检验项目与检验方法(摘自JB/T 9226—2008)
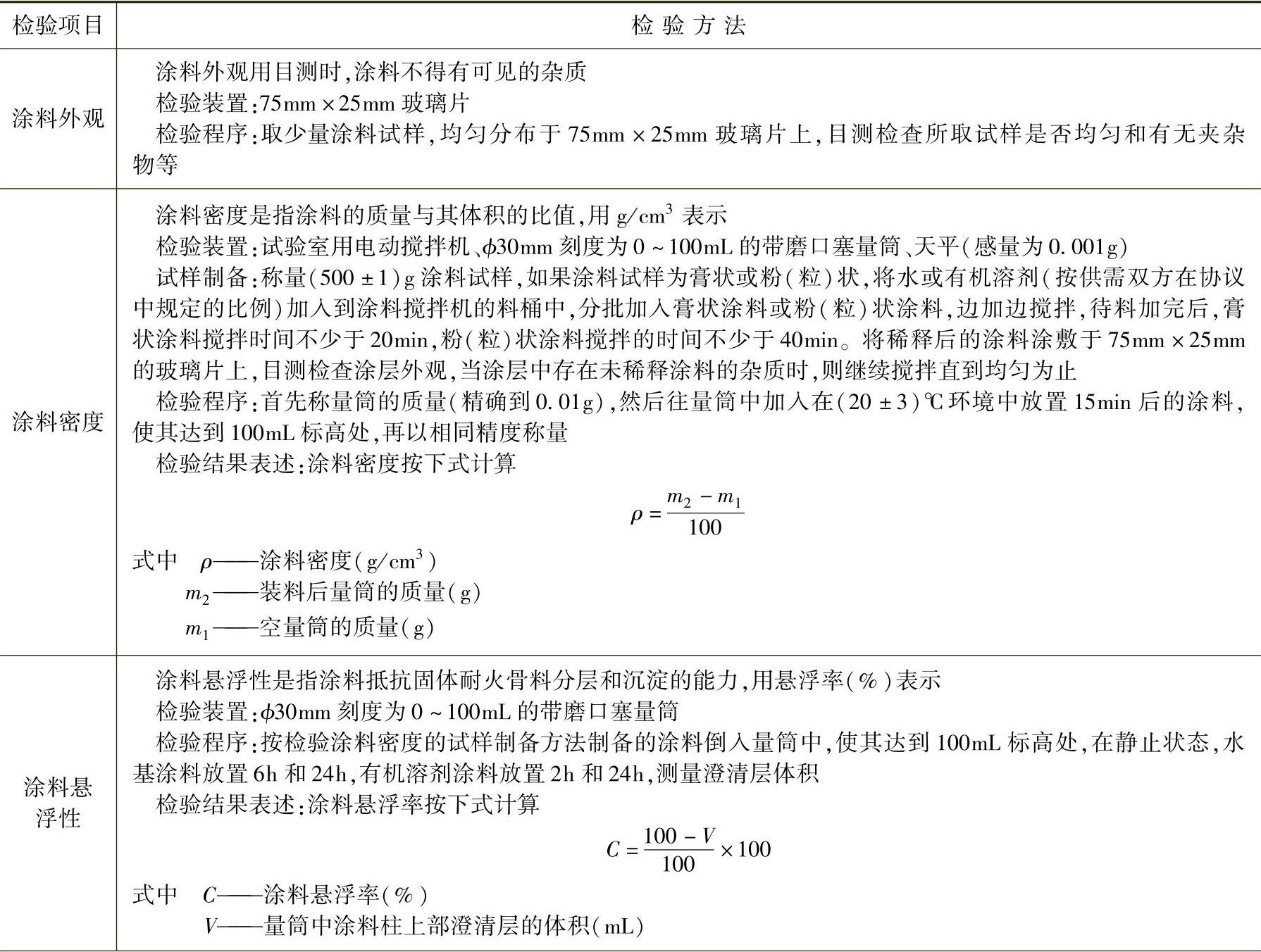
(续)
注:1.涂料取样。为了使涂料的测试结果具有代表性,要注意正确选取其组成均匀的试样。对于一般膏状涂料应从料桶上部和距上部300~400mm深处,以相等数量选取。对于批量较大的涂料,应从同一批料1/10的包装中选取样品;对小批量的涂料应逐个包装取样检验。对有沉淀的涂料,应先充分搅拌混合均匀后再取样。若涂料无法混合均匀时,不能取样进行试验。对于粉状涂料,在拆袋时从上面和距袋口100~150mm深处,以相等数量选取样品。将选取的样品聚集在一起,混合均匀,再按“四分法”选取测试用的试样,试样的质量应不少于1kg。然后,将试样分成相等的两部分,分别放在已准备好的容器里,贴上标签。一份供试验用,另一份密封保存,以备复查。
2.涂料试样制备。为了进行试验,必须将膏状涂料或粉状涂料用水或有机溶剂稀释至规定的密度。稀释时,首先将水或有机溶剂加入到涂料搅拌机的料桶中,再称取膏状或粉状涂料试样(500±1)g,分批加入到料桶中,边加边搅拌,待料加完后,膏状涂料继续搅拌的时间不得少于20min,粉状涂料的继续搅拌时间不得少于40min。稀释后,若密度太小,可适当补加膏料或粉料;若密度太大,则应适当补加溶剂。然后,将稀释好的涂料涂敷于75mm×25mm的玻璃片上,目测检查涂片外观,当涂层中存在未稀释的涂料夹杂时,应继续搅拌直至均匀为止。
(5)砂型铸造生产常用砂型(芯)涂料的性能要求与控制
1)有色金属铸件用砂型(芯)涂料的性能要求与控制见表4-25。
表4-25 有色金属铸件常用砂型(芯)浆状涂料的性能要求与控制(供参考)
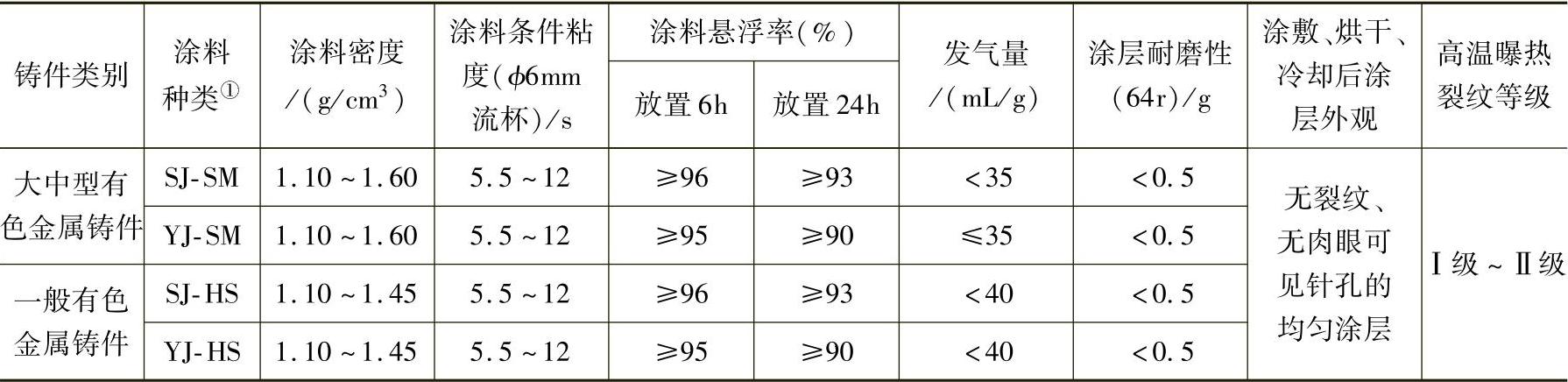
注:膏状涂料和粉(粒)状涂料的各种性能指标须按供需双方在协议中规定的比例用水稀释或调成浆状后测定。
①涂料种类的符号含义,如下:
2)铸铁件用砂型(芯)涂料的性能要求与控制见表4-26。
表4-26 铸铁件常用砂型(芯)浆状涂料的性能要求与控制(供参考)
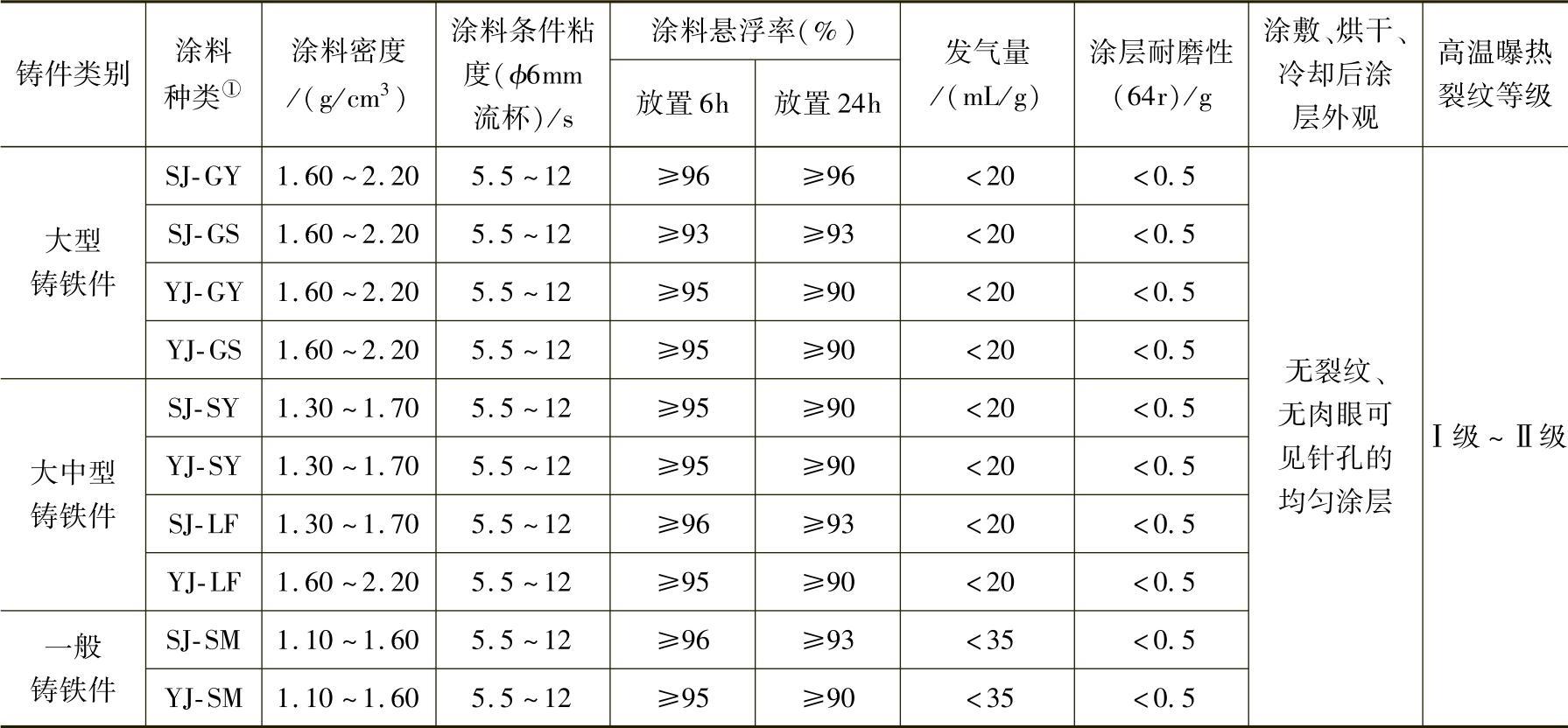
注:同表4-29注。
①同表4-29①。
3)铸钢件常用砂型(芯)涂料的性能要求与控制见表4-27。
表4-27 铸钢件常用砂型(芯)涂料的性能要求与控制(供参考)
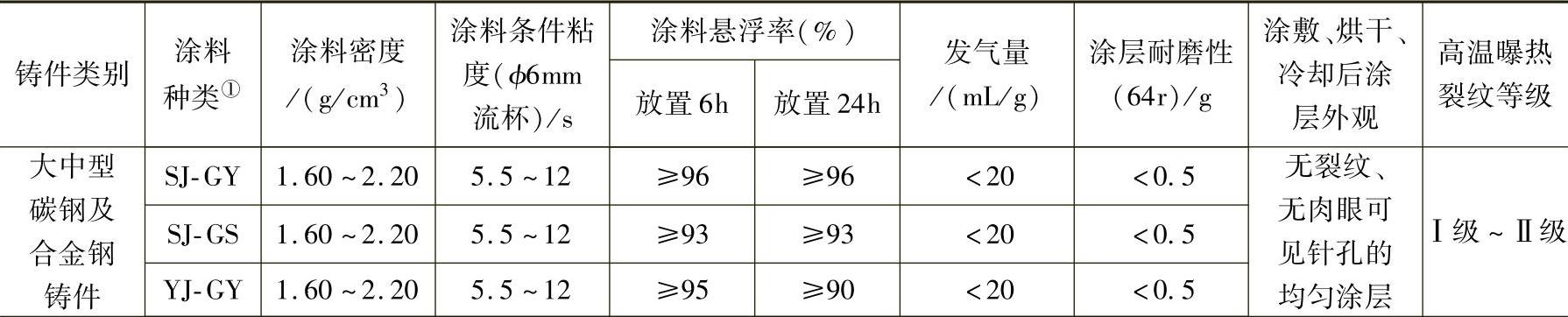
(续)
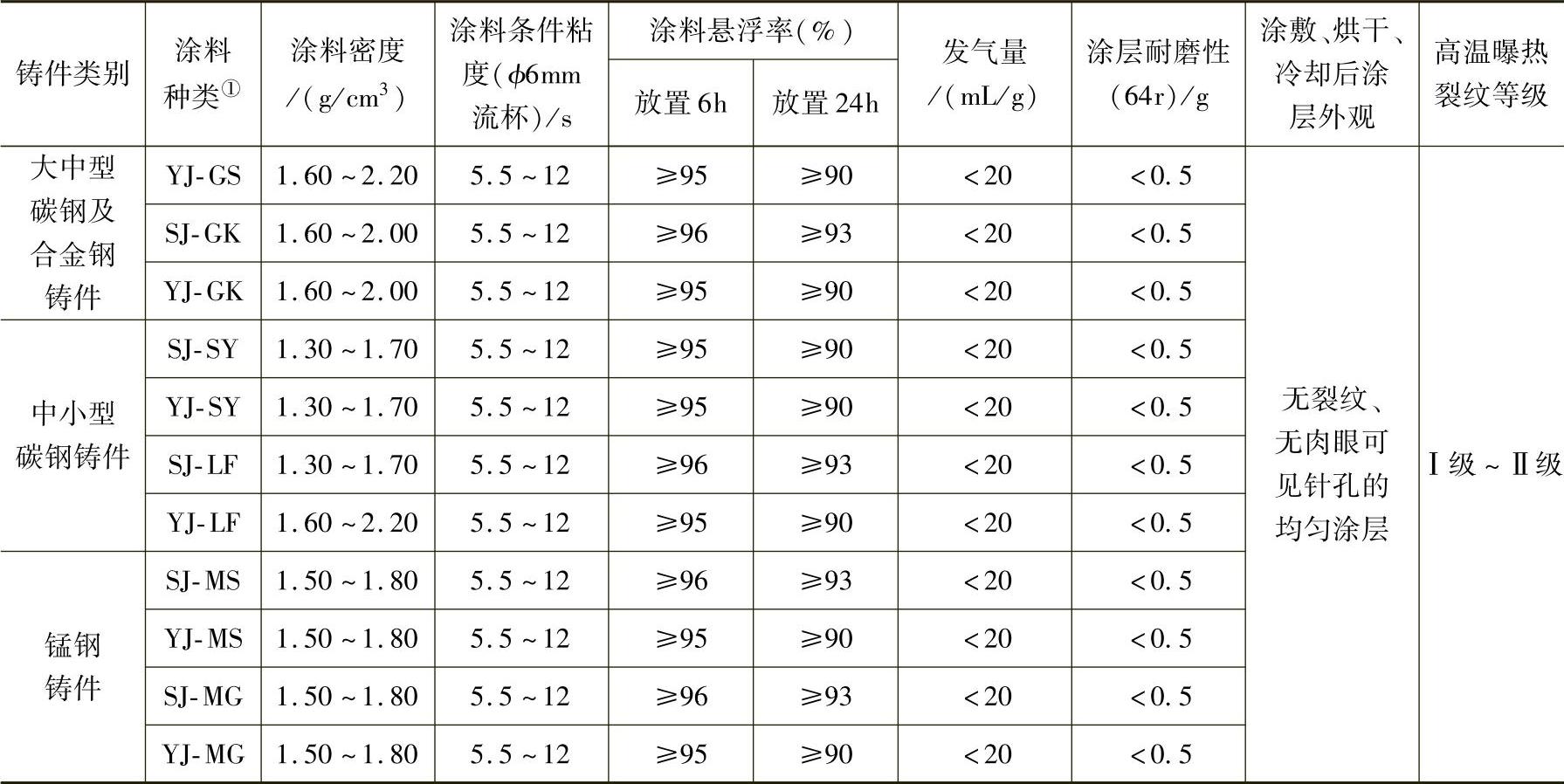
注:同表4-29注。
①同表4-29①。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。