



芯盒是用来制芯形成铸件内腔的工艺装备,必须具有足够的强度、刚度和与铸件技术要求相适应的表面粗糙度和尺寸精度。为了保证芯盒的质量,在铸造生产中必须有一个芯盒质量检验的过程。
1.铸造生产用芯盒分类
铸造生产用芯的分类如图3-19所示。
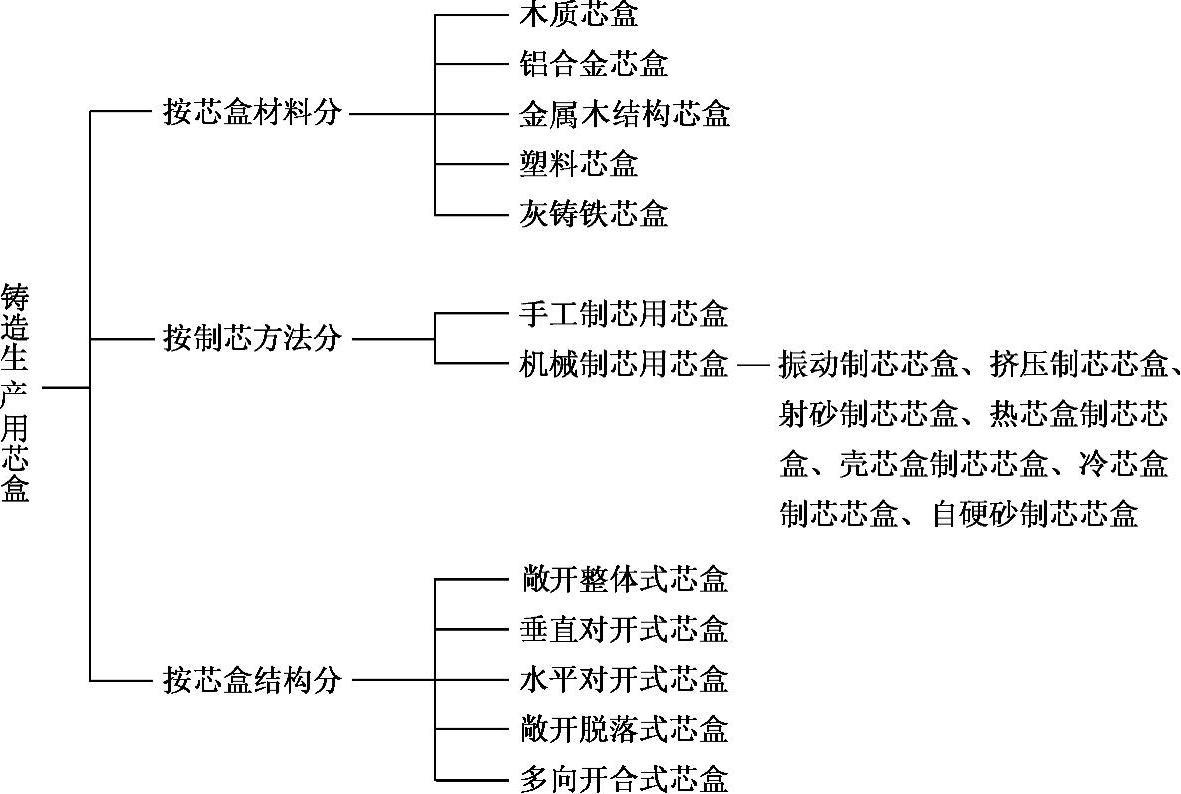
图3-19 铸造生产用芯盒分类
2.铸造生产用芯盒质量的检验依据
铸造生产用芯盒质量的检验依据主要有:芯盒图、制芯工艺规程、芯盒技术要求及标准等。
芯盒图中一般都有材料、分盒面、内腔尺寸、主体结构(壁厚、加强筋、边缘及防磨片、活块、镶块)、外部结构(定位、夹紧装置、手柄或吊轴在造型(芯)机上的固定)、其他元件与附件(排气装置、芯骨定位元件、填砂板)以及有关技术要求(尺寸精度、表面粗糙度)等。但是,一般只绘制金属芯盒图。
(1)木芯盒质量的检验依据 我国制定的木模样标准JB/T 7699—1995、JB/T 5105—1991、JB/T 5106—1991和GB/T 14495—2009中都含有芯盒的技术要求。
木芯盒的等级规定见表3-64。木芯盒的木材选用规定见表3-65。木芯盒的木材钉距规定见表3-66。木芯盒的尺寸公差规定见表3-67和表3-68。木芯盒的表面度公差规定见表3-69和表3-70。木芯盒的工作表面粗糙度规定见表3-71。
木芯盒的起模斜度规定见表3-72~表3-73。
(2)金属芯盒质量的检验依据 金属芯盒质量的检验依据可参照“金属模样质量的检验依据”。
3.铸造生产用芯盒质量的检验工具
检验铸造生产用芯盒质量的常用工具见表3-86。
4.铸造生产用芯盒质量的检验(控制)方法
1)检验(控制)铸造生产用芯盒质量的一般方法见表3-87。
2)成品木芯盒质量的检验内容与方法见表3-94。
表3-94 成品木芯盒质量的检验内容与方法(供参考)(https://www.xing528.com)
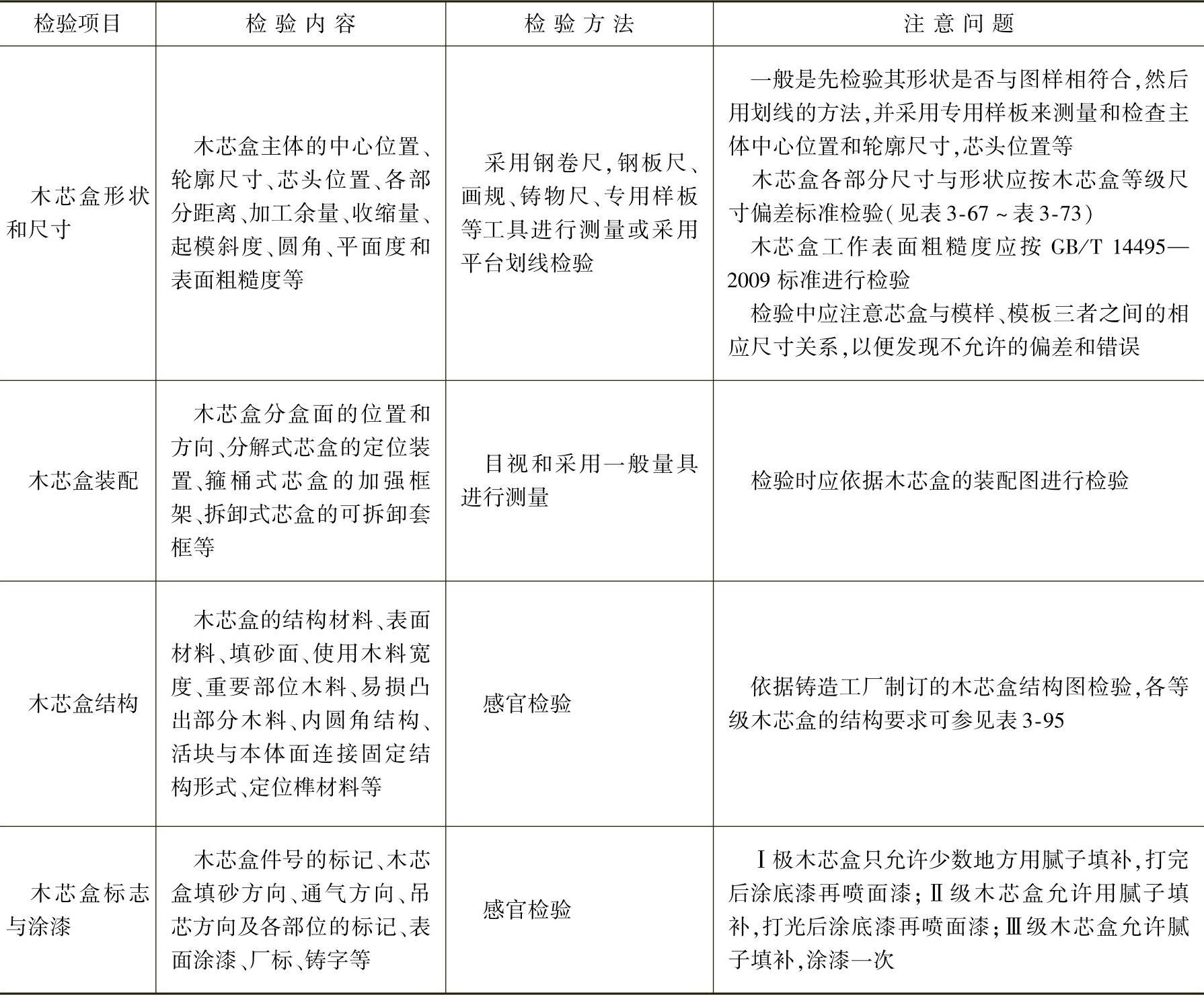
注:木芯盒涂漆必须均匀、平滑、色泽一致,不应存在杂质、起泡、漏涂、流挂、刷痕、皱纹、脱落等缺陷,且所有活动部分不得相互粘结,并应保证活动部分脱落灵活。
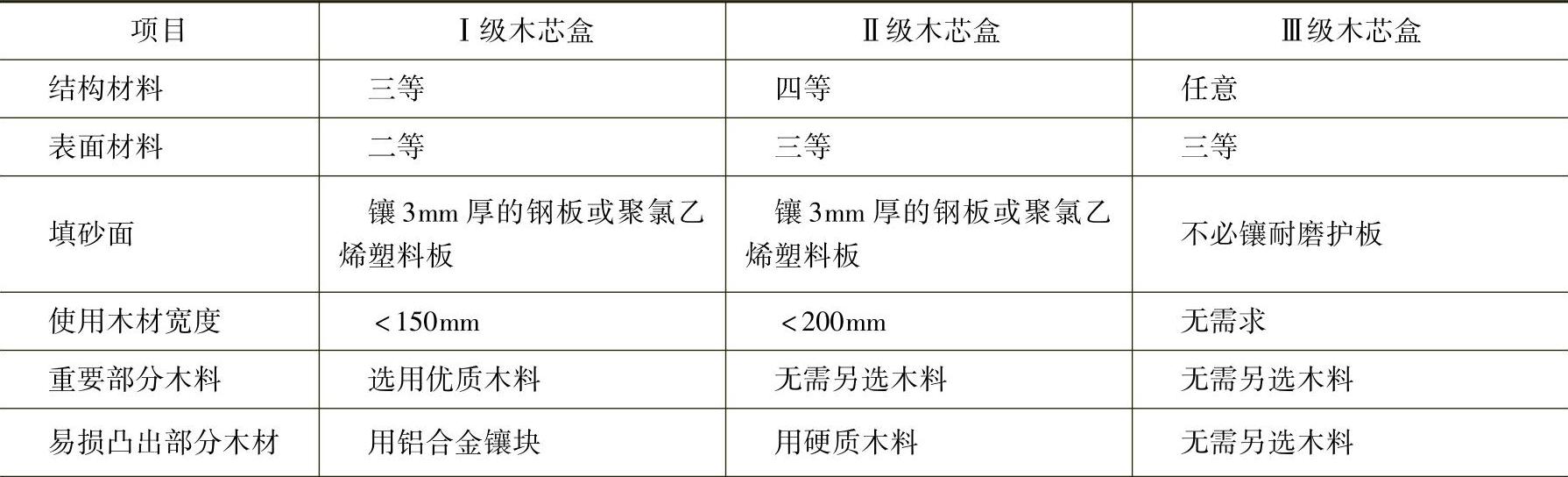
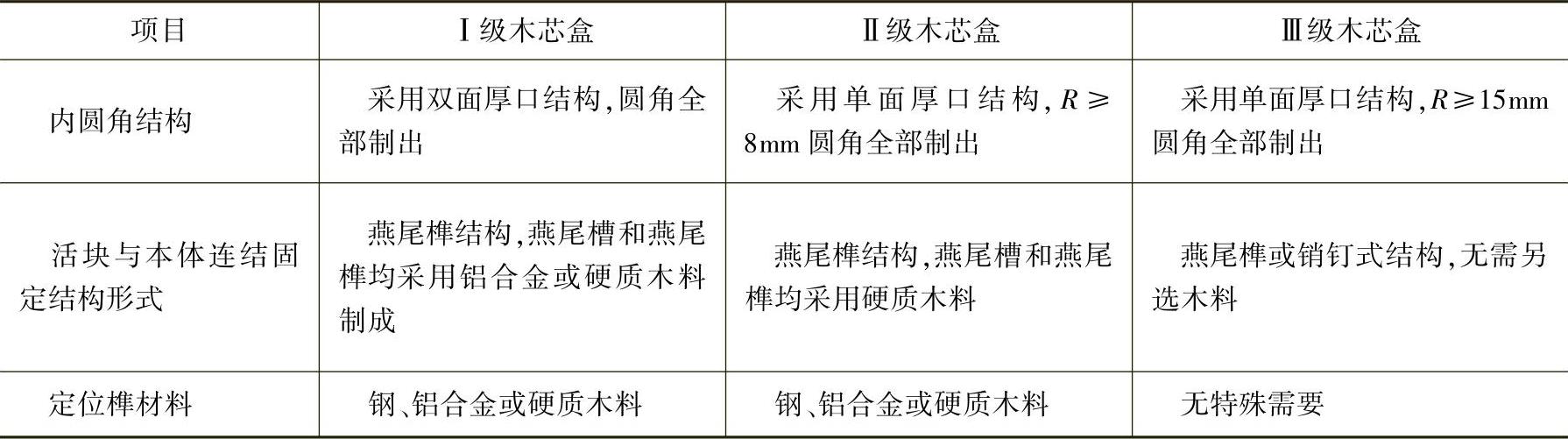
表3-95 各等级木芯盒的结构要求
(续)
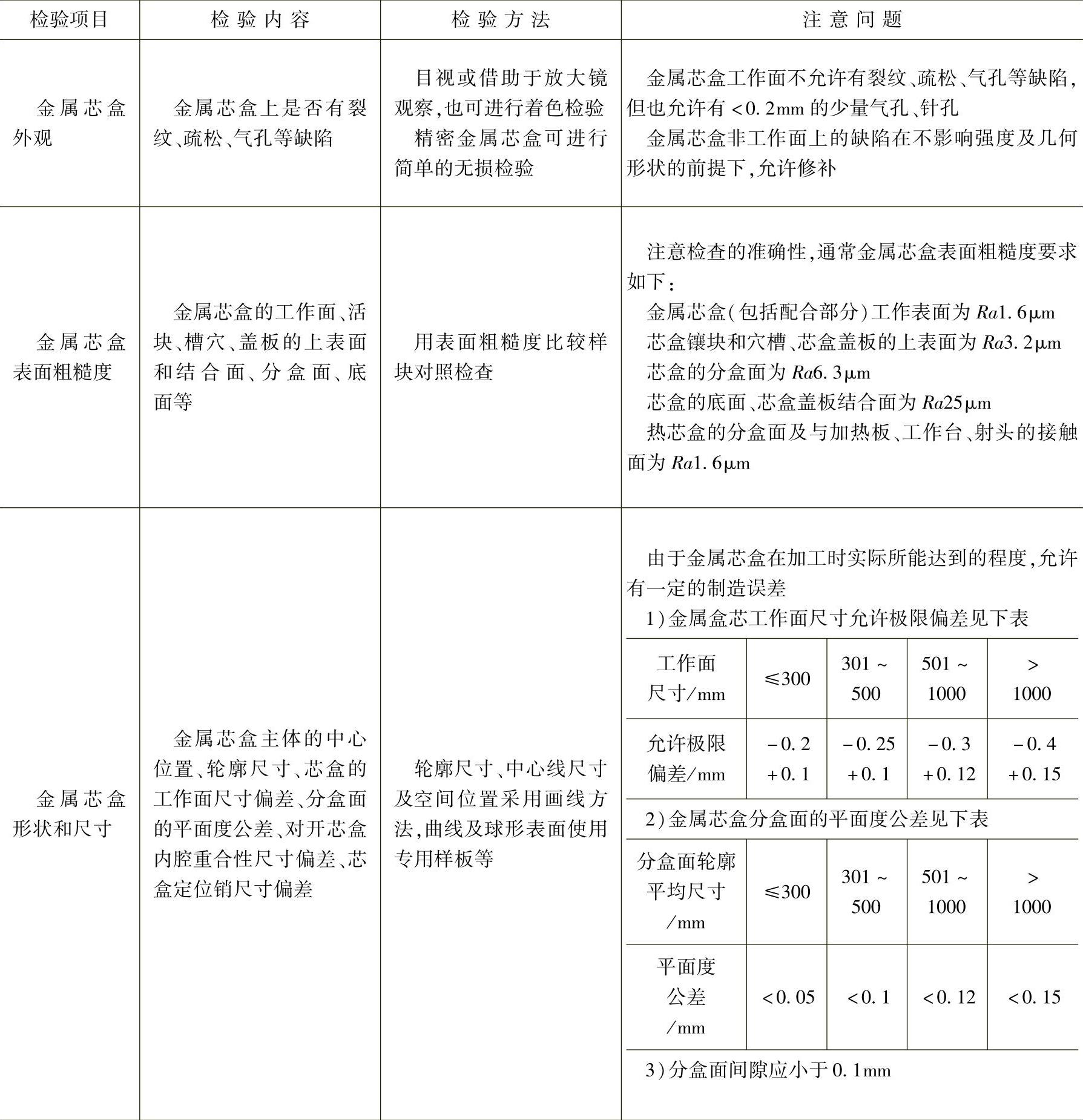
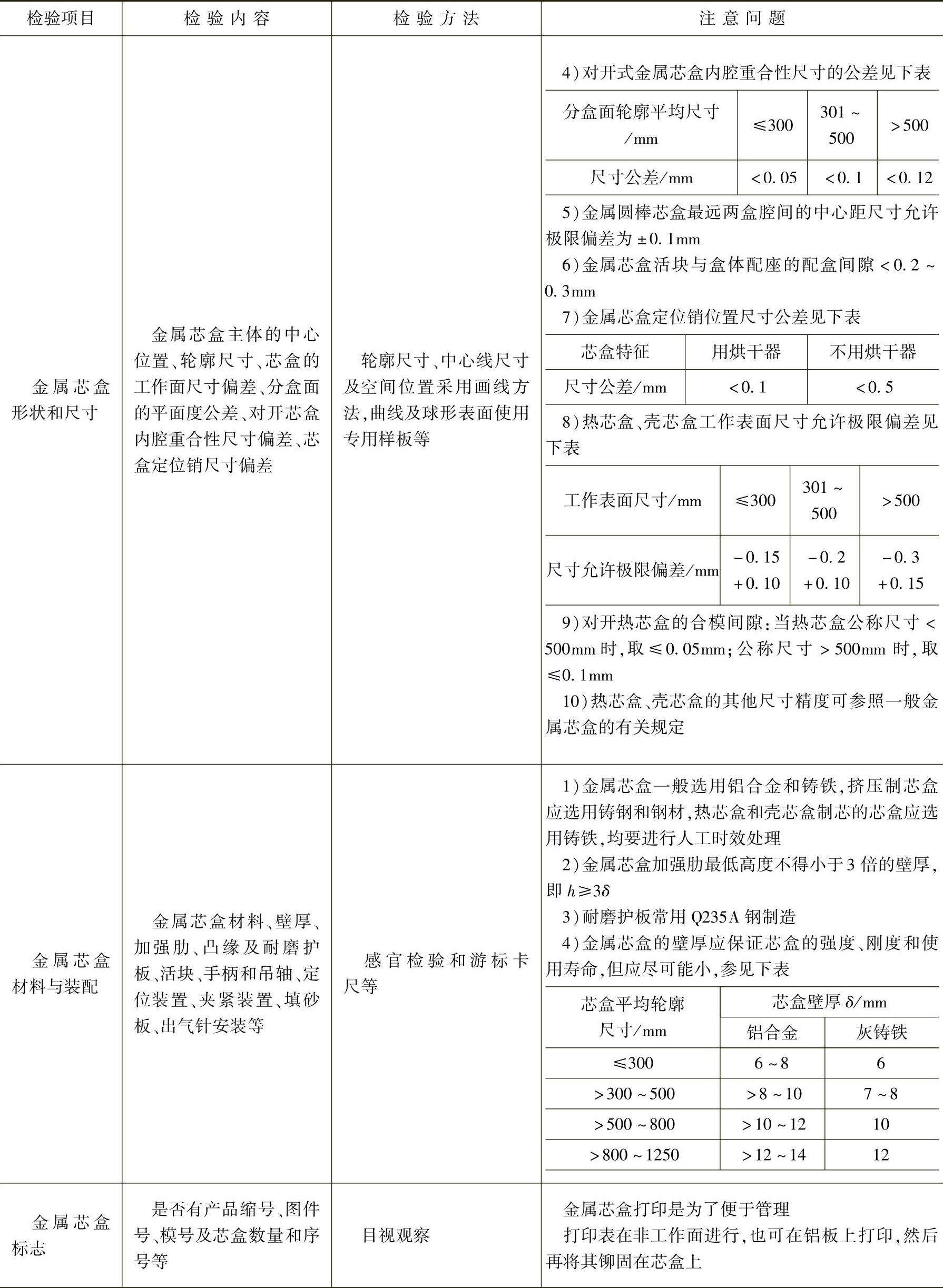
3)成品金属芯盒质量的检验内容与方法见表3-96。
表3-96 成品金属芯盒质量的检验内容与方法(供参考)
(续)
注:金属芯盒磨损极限公差和变形量公差见表3-97和表3-98。如果金属芯盒在使用中超过磨损极限公差和变形量公差,应立即修理。
表3-97 金属芯盒磨损极限公差 (单位:mm)

表3-98 手工金属芯盒分盒面的变形量公差 (单位:mm)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。