



1.铸造生产用熔炼原材料分类
铸造生产用铸铁熔炼原材料分类如图3-7所示。
铸造生产用铸钢熔炼原材料分类如图3-8所示。
铸造生产用铸造铝合金熔炼原材料分类如图3-9所示。
铸造生产用铸造镁合金熔炼原材料分类如图3-10所示。
铸造生产用铸造锌合金熔炼原材料分类如图3-11所示。
铸造生产用铸造铜合金熔炼原材料分类如图3-12所示。
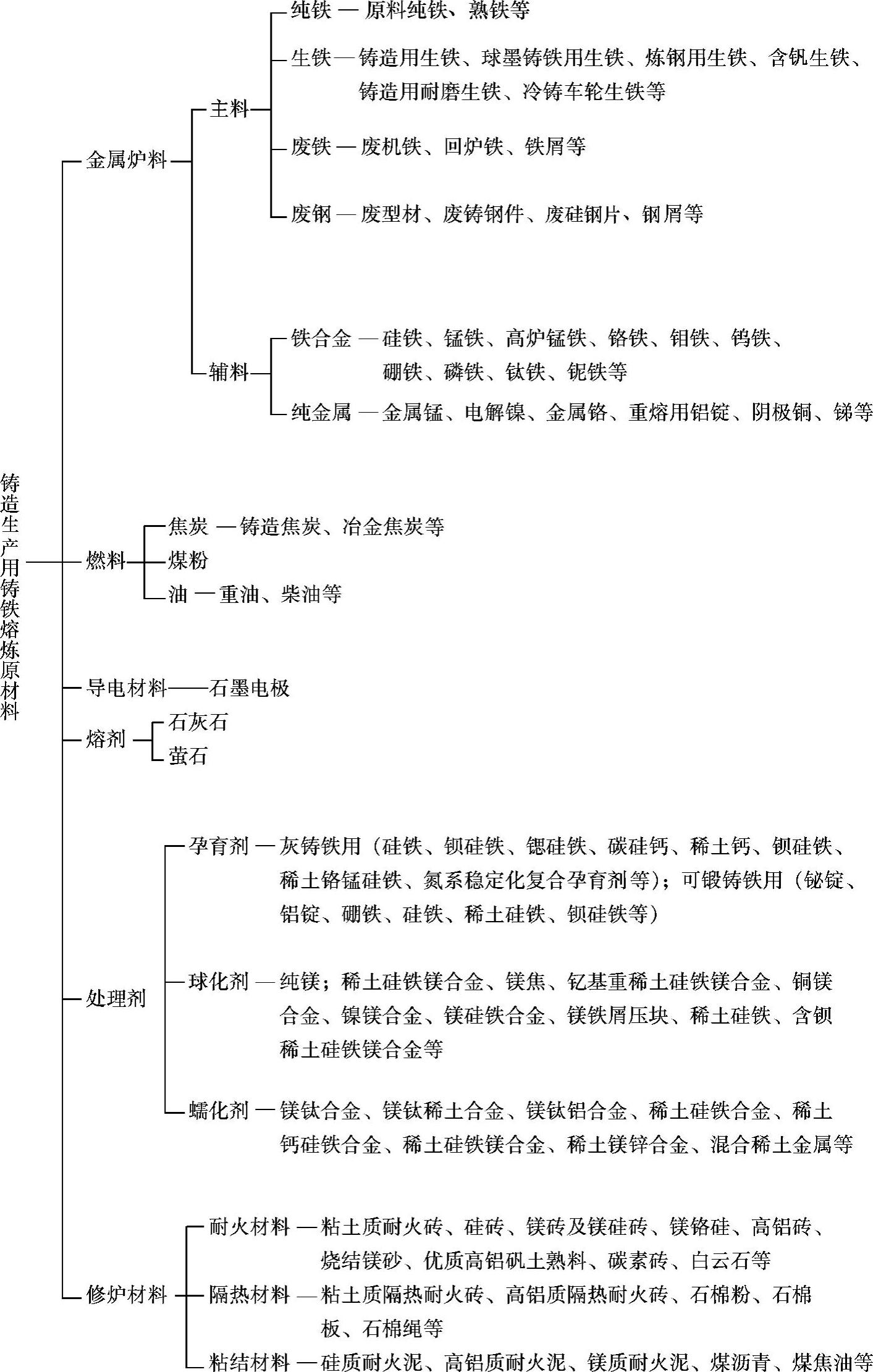
图3-7 铸造生产用铸铁熔炼原材料分类
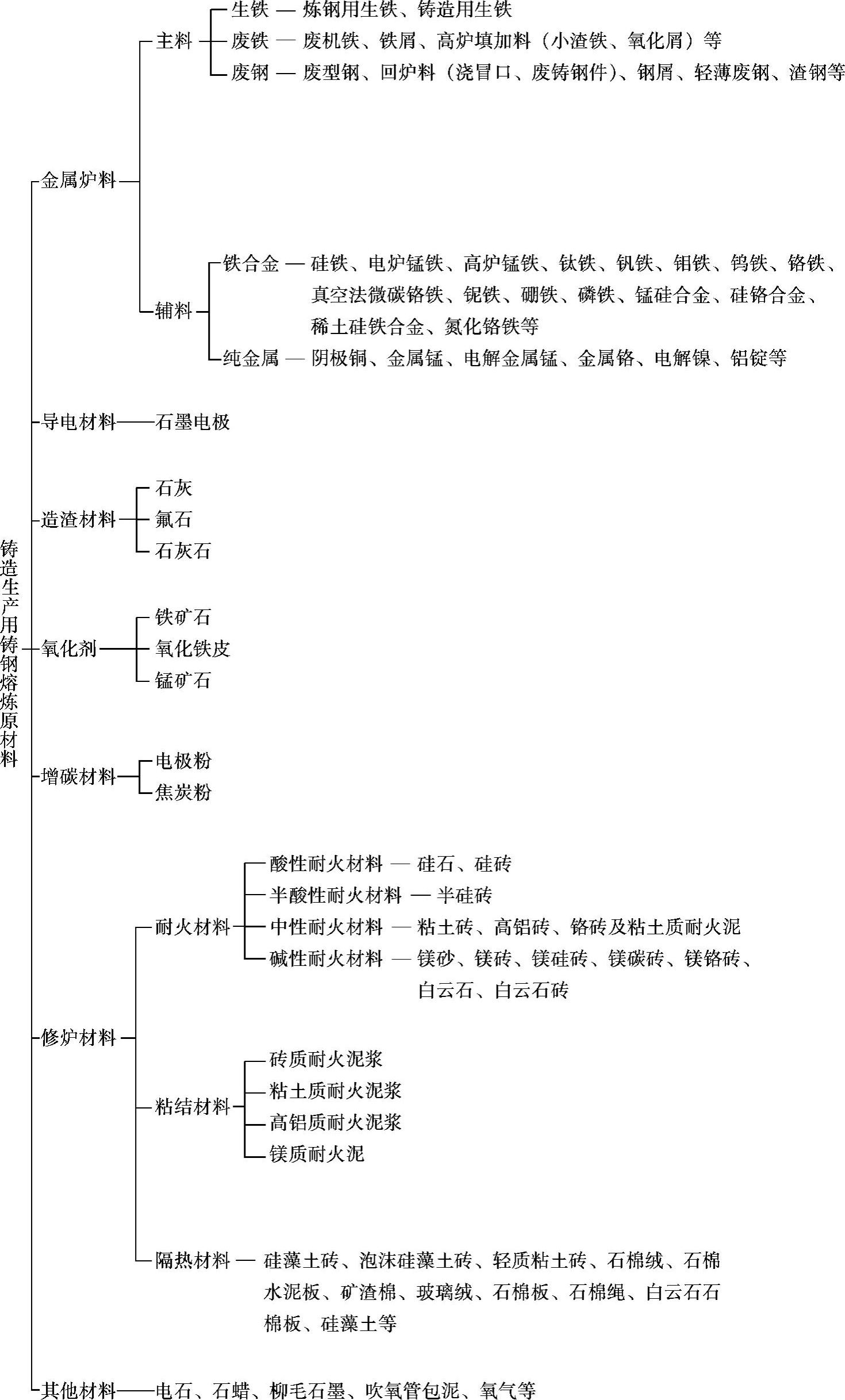
图3-8 铸造生产用铸钢熔炼原材料分类
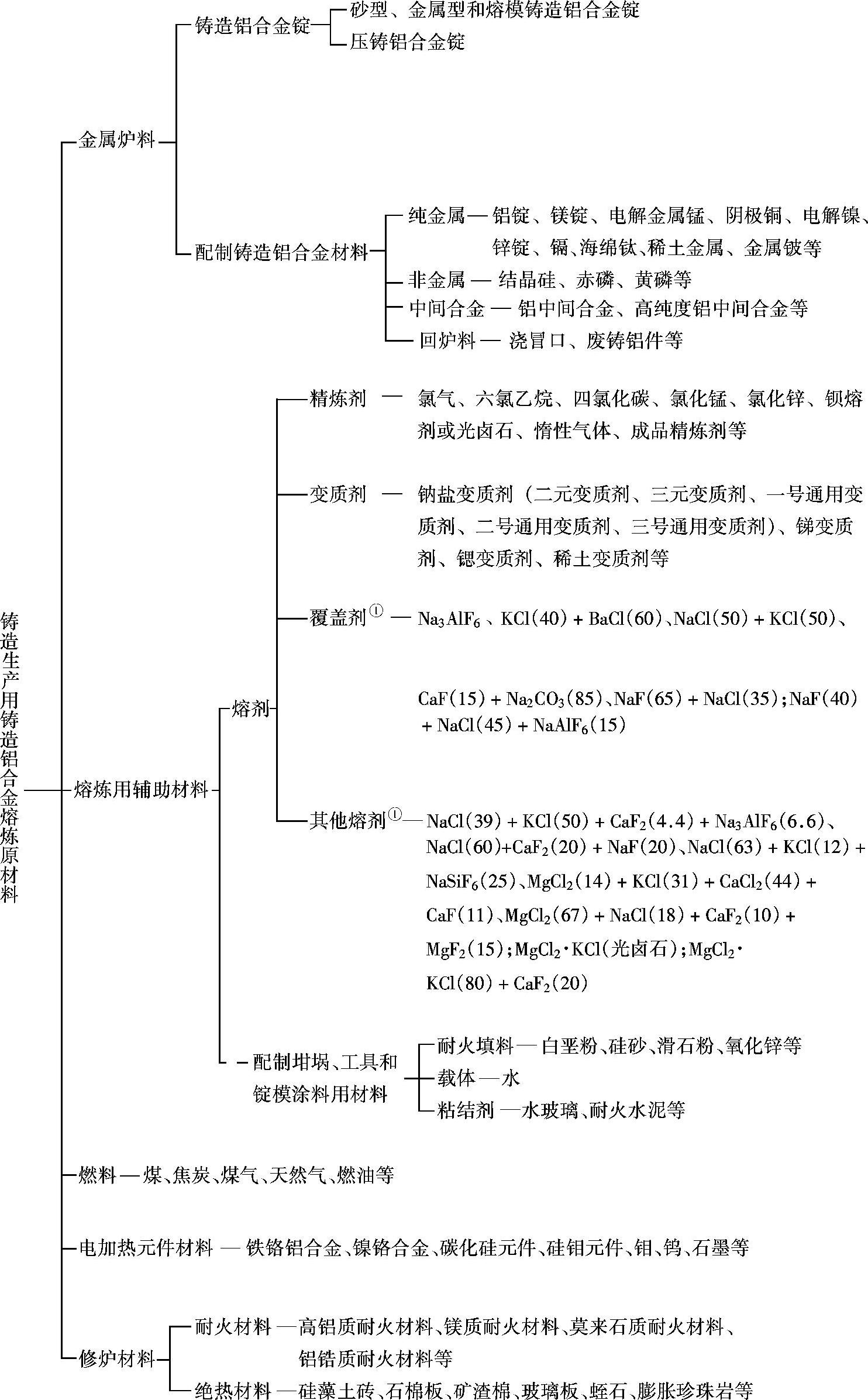
图3-9 铸造生产用铸造铝合金熔炼原材料分类
①配比均为质量分数
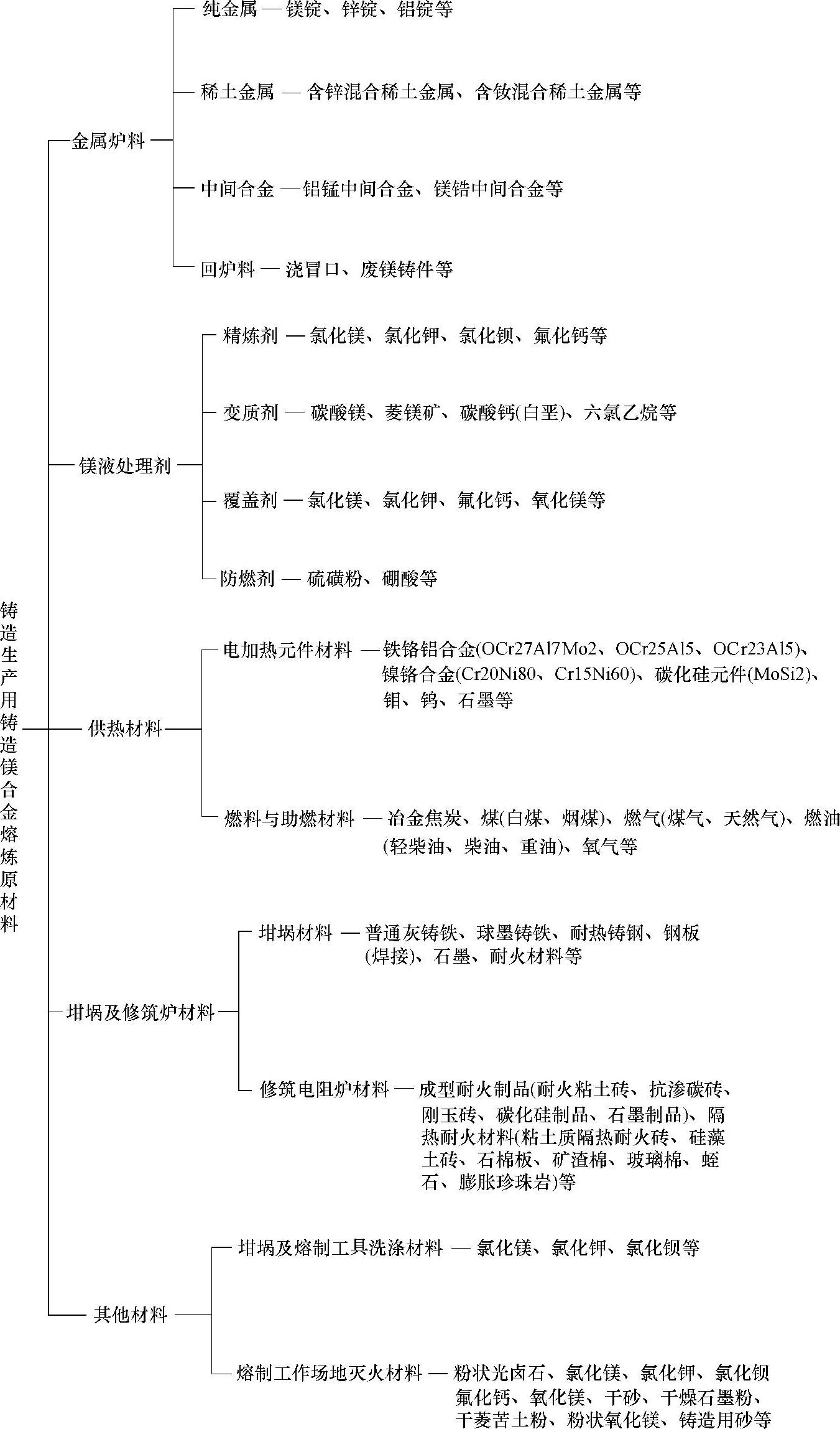
图3-10 铸造生产用铸造镁合金熔炼原材料分类
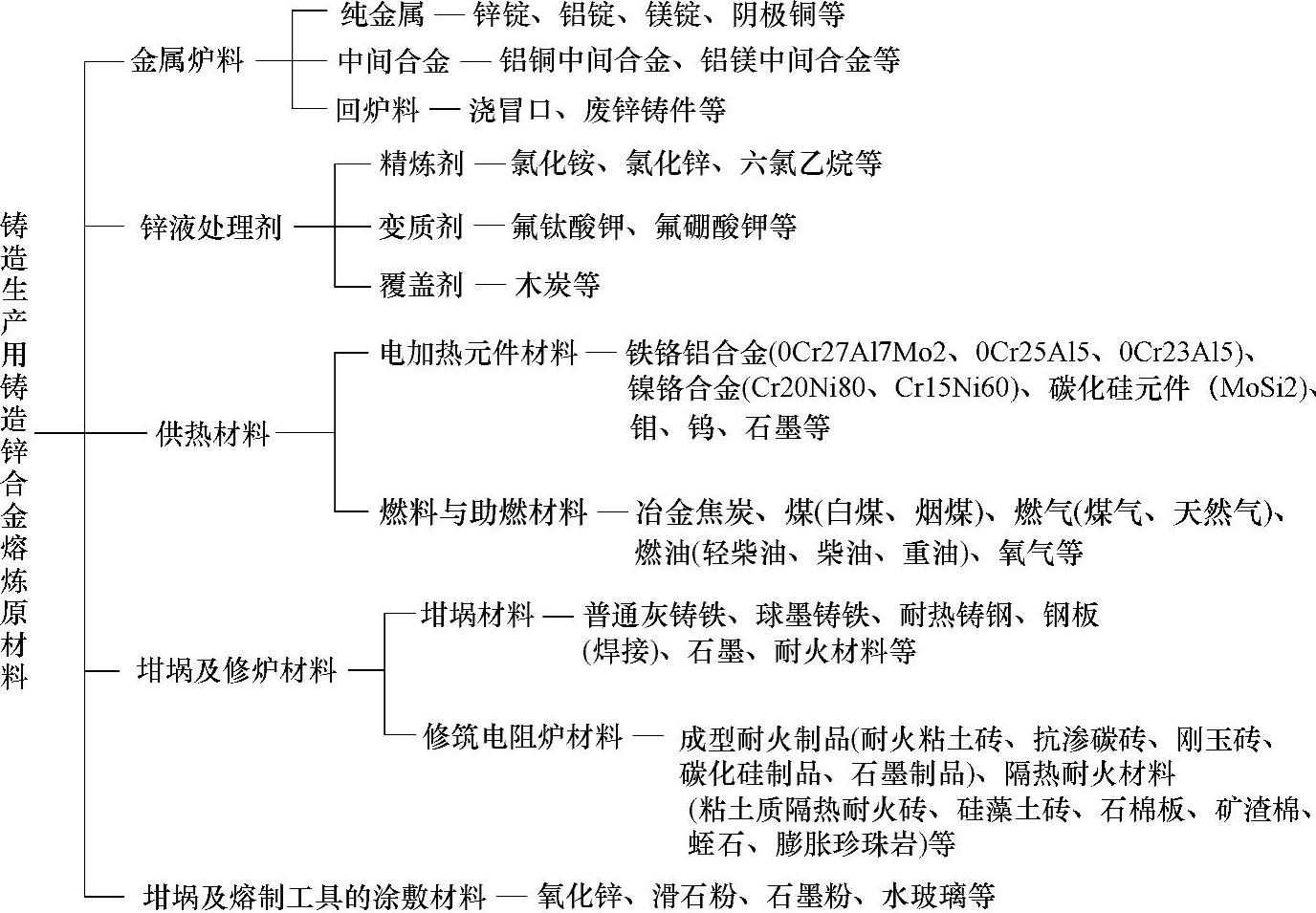
图3-11 铸造生产用铸造锌合金熔炼原材料分类

图3-12 铸造生产用铸造铜合金熔炼原材料分类
2.铸造生产用熔炼原材料标准
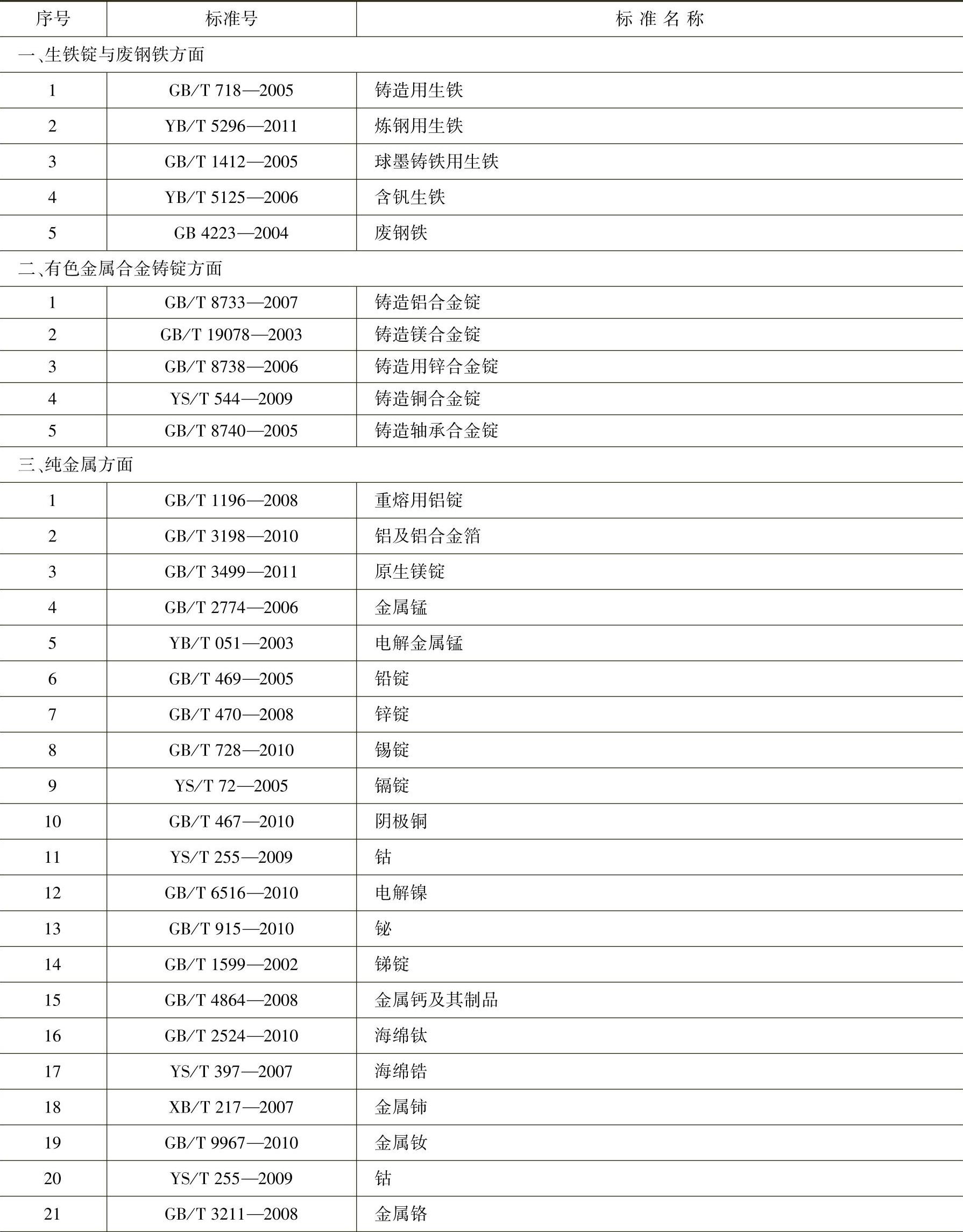
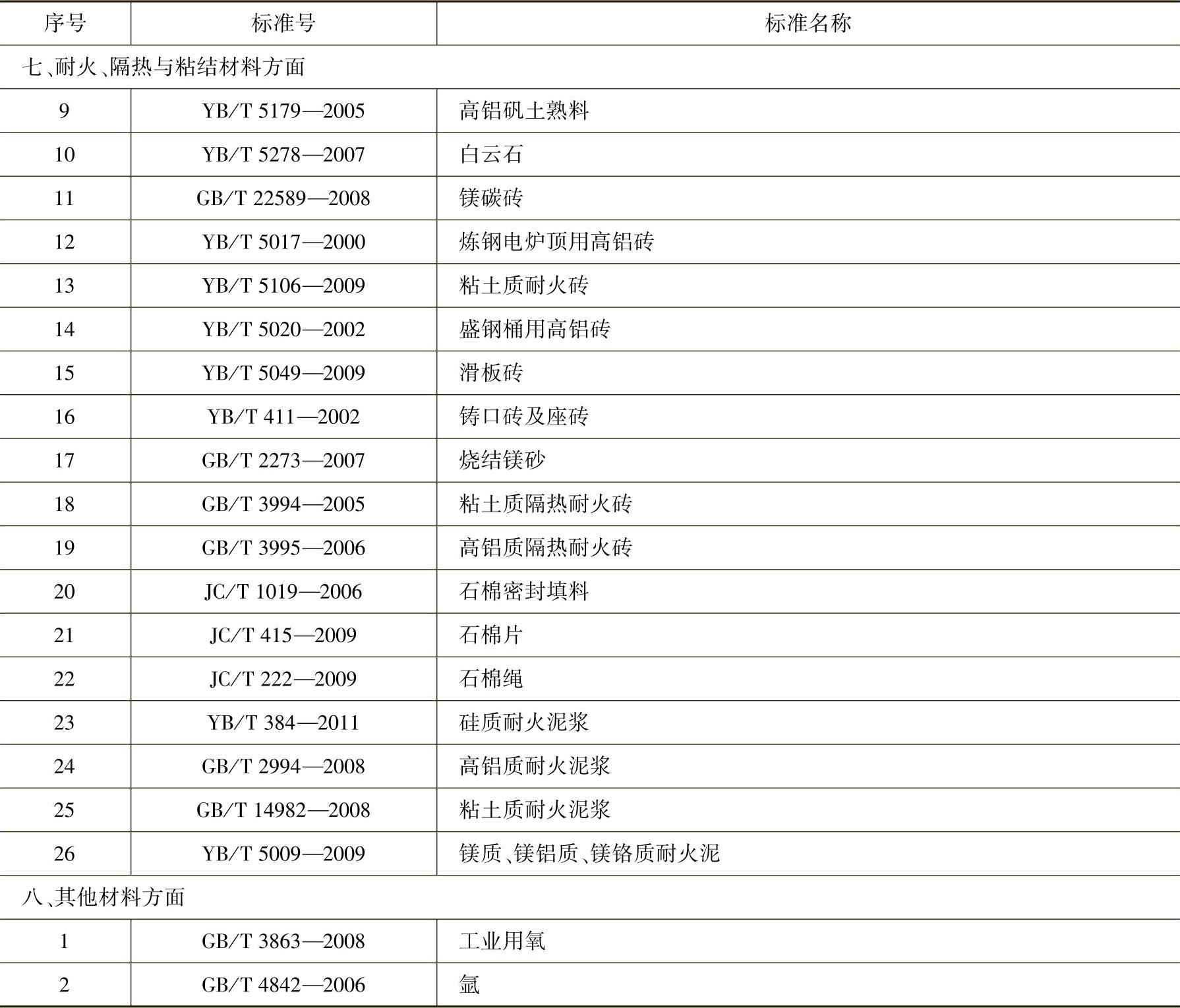
铸造生产用熔炼原材料的质量控制与检验离不开标准,因为在标准中对产品的质量、规格、品种、工艺及检验方法都作了规定,因此它是铸造检验人员进行铸造生产用熔炼原材料质量控制与检验的基本依据。铸造生产用熔炼原材料相关标准见表3-41。
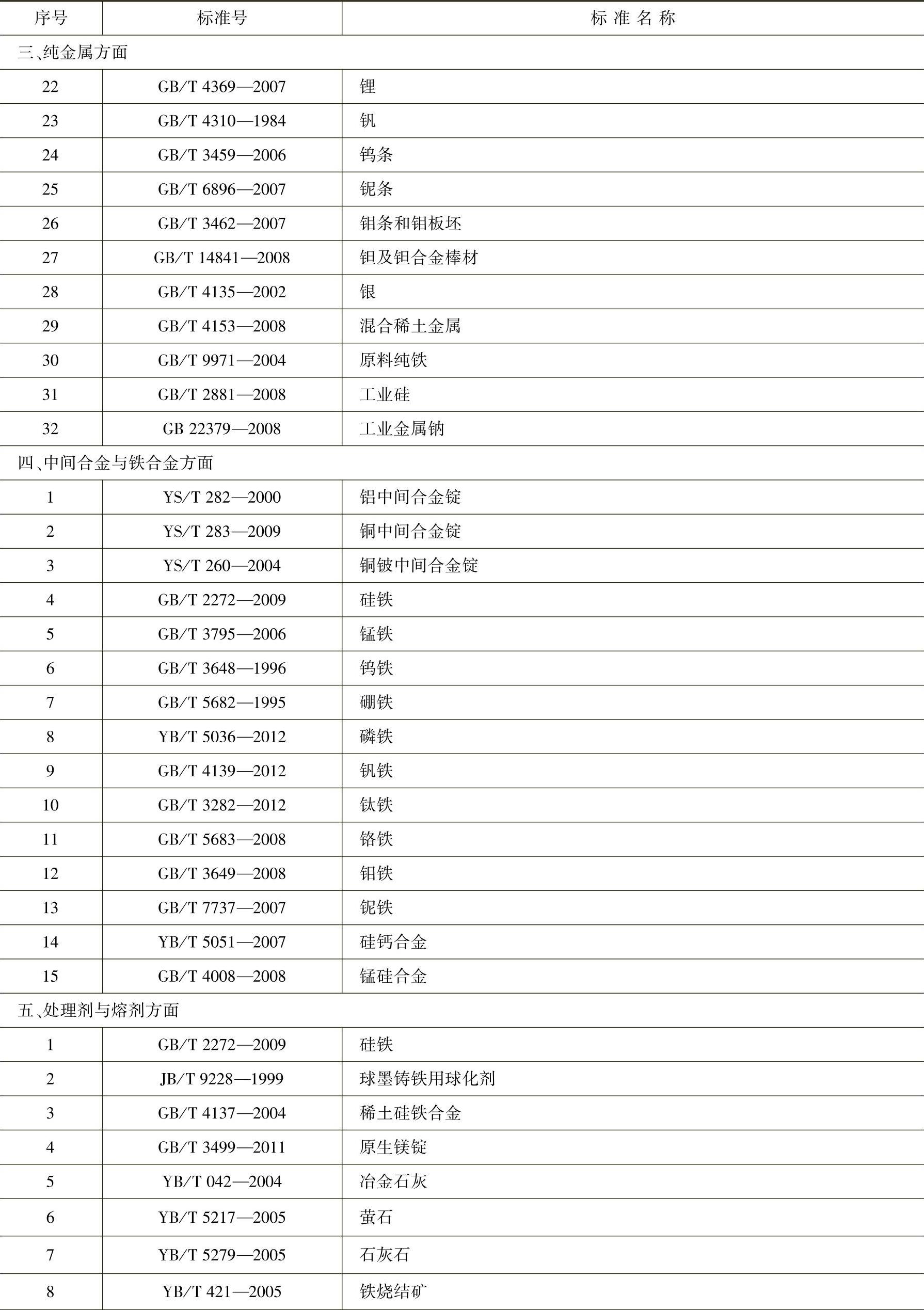
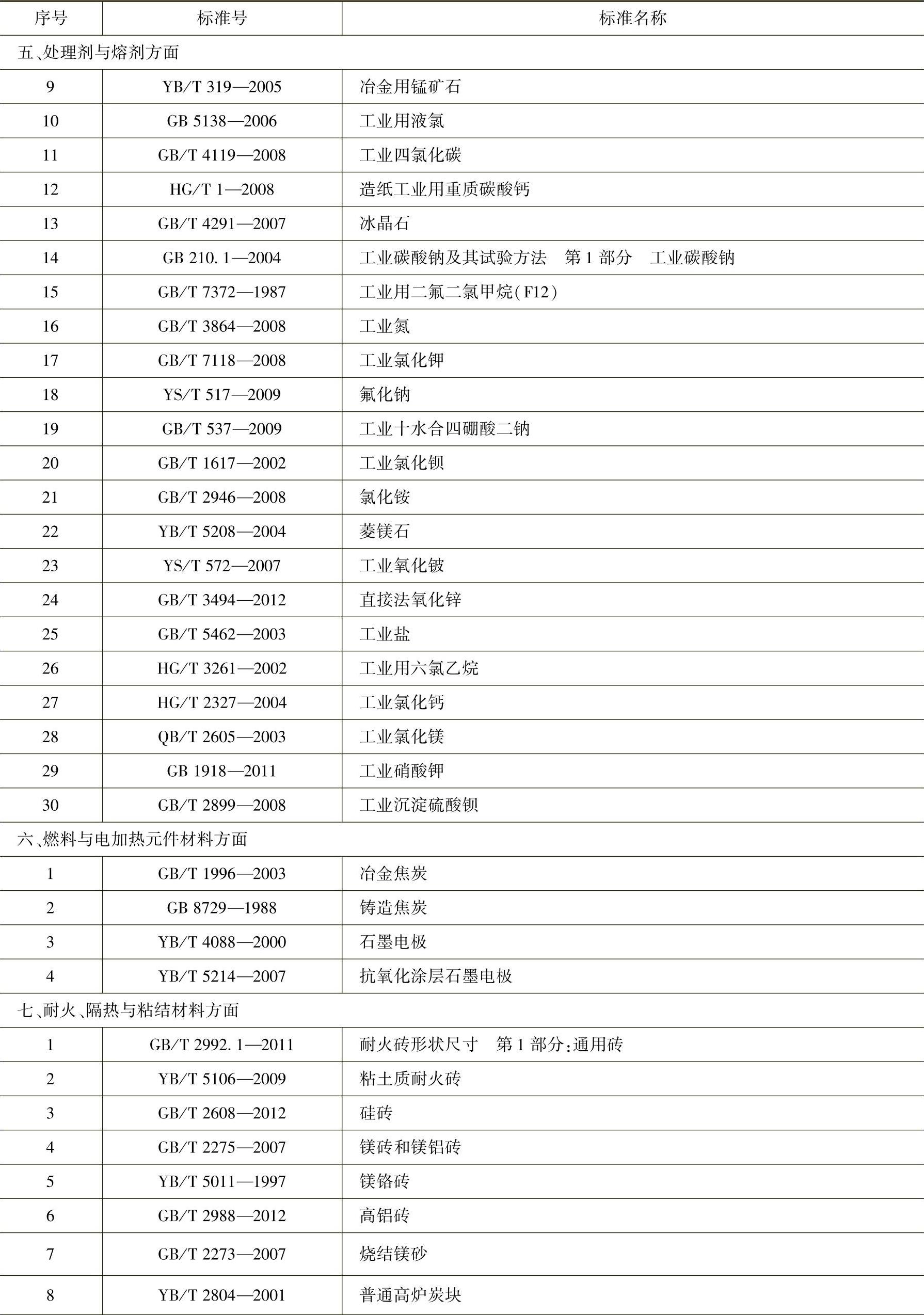
表3-41 铸造生产用熔炼原材料相关标准
(续)
(续)
(续)
3.铸造生产用熔炼原材料的入厂复检方法
通常,铸造生产用熔炼原材料的质量应由供应厂家的质量管理体系予以保证。
对于铸造生产用熔炼原材料中的一般材料,凡材料质量证明书齐全,且与实物相符、标记清楚,技术与质量指标均符合有关标准要求时,均可作合格材料入库。
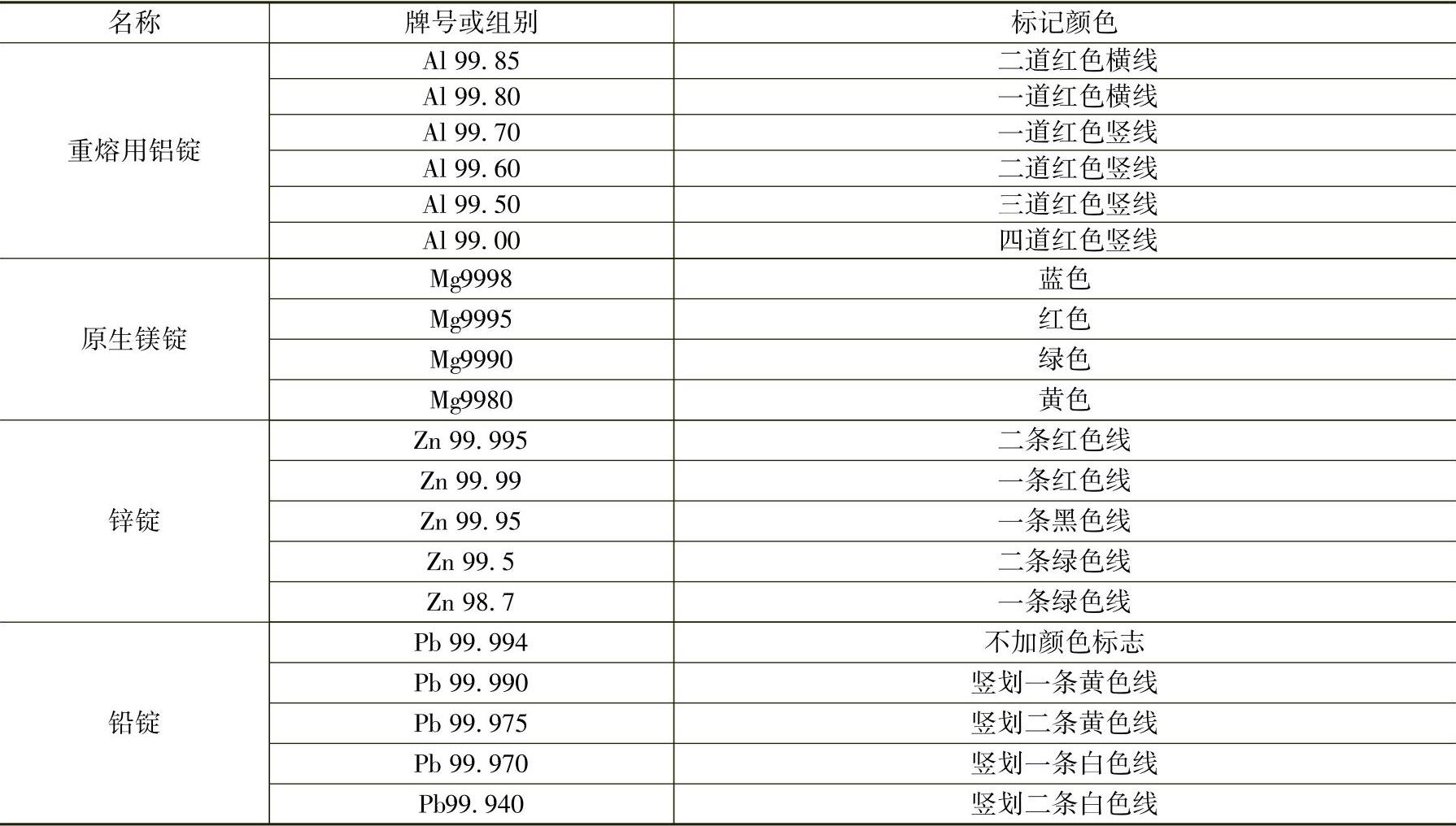
铸造生产常用熔炼原材料的涂色标记可参见表3-42和表3-43。
表3-42 铸造生产常用生铁锭的涂色标记

(续)

表3-43 铸造生产常用有色金属锭的涂色标记
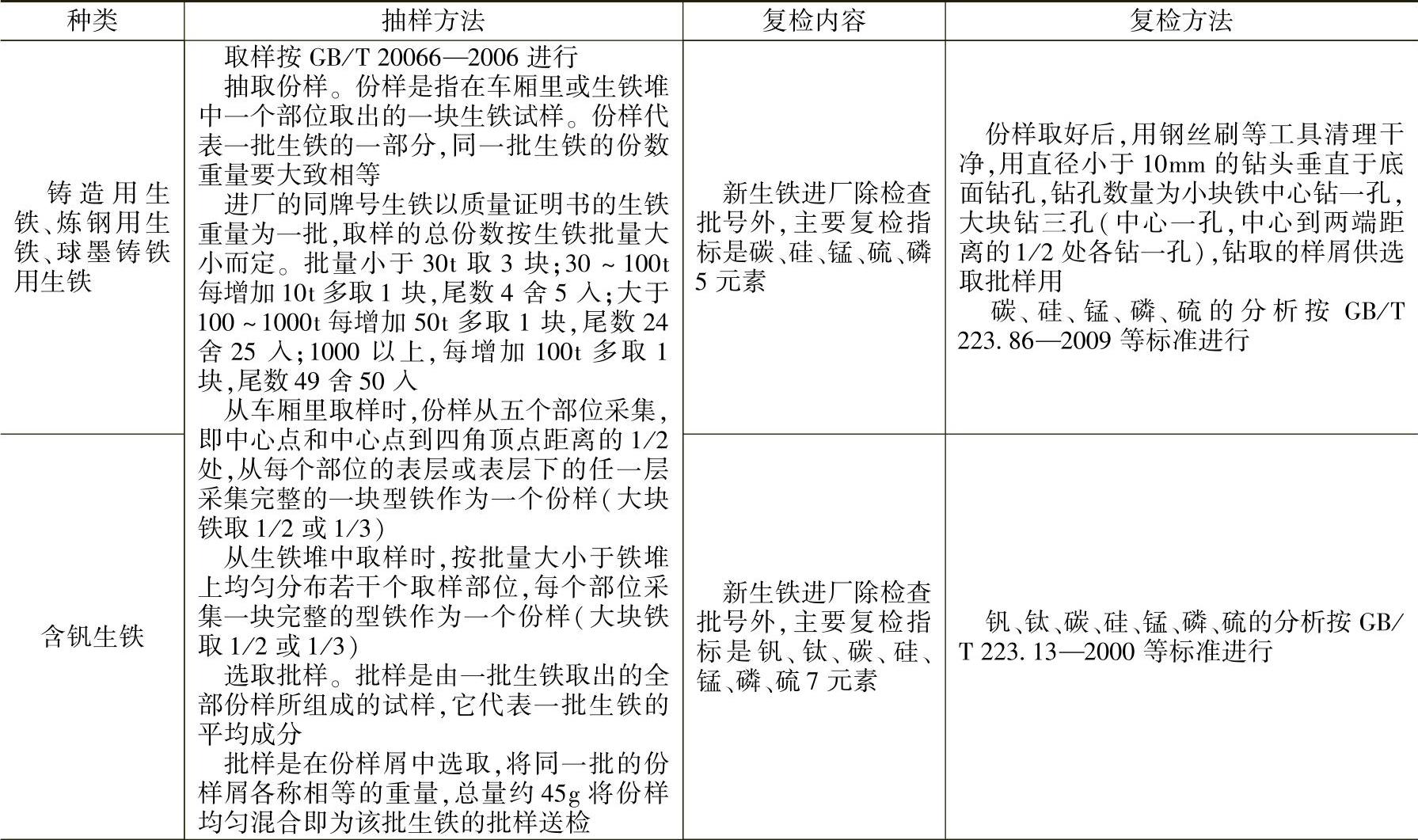
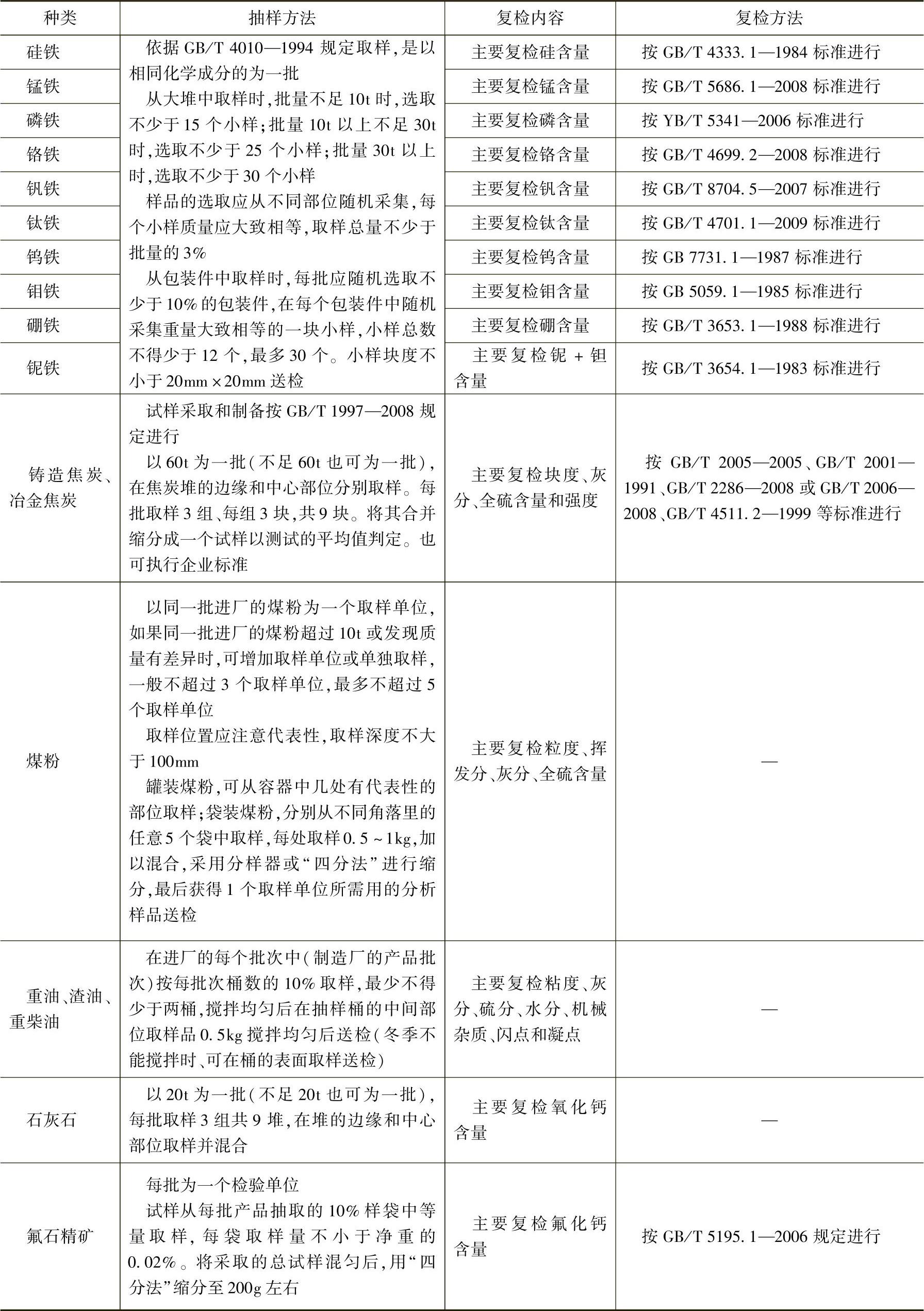
对于需要复检的原材料,则应按一定程序进行取样复检,其复检方法可参见表3-44。
表3-44 铸造生产用熔炼原材料入厂的复检方法(供参考)
(续)
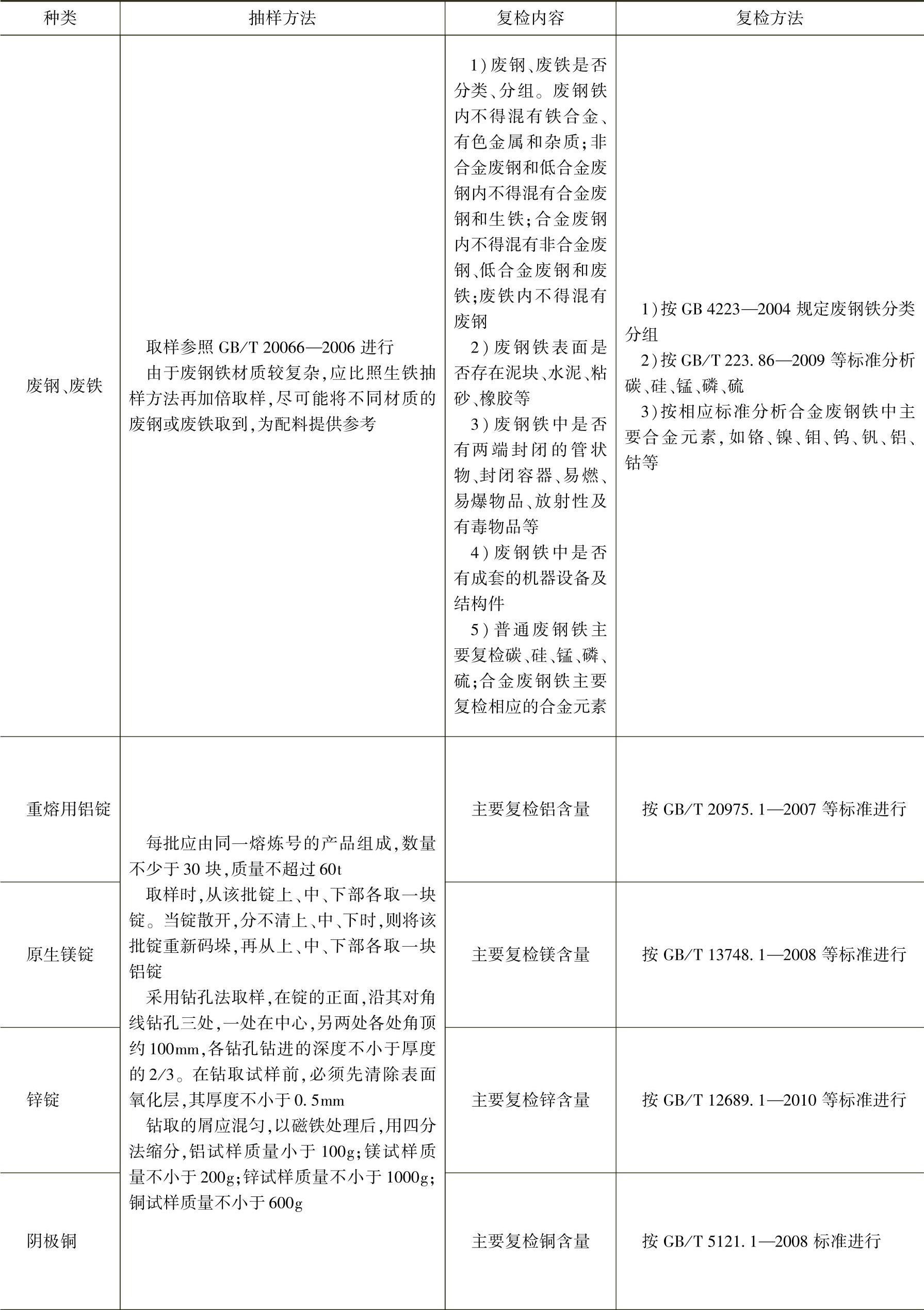
(续)
4.铸造生产常用熔炼原材料的质量要求与控制
(1)铸钢常用熔炼原材料的质量要求与控制
1)铸钢熔炼对废钢的质量要求与控制。废钢是熔制铸钢的最主要金属炉料,约占配料质量的40%~80%,其质量好坏直接影响到所熔制铸钢的质量。
通常,废钢的质量要求与控制如下:
①废钢的w(C)一般应小于2.0%,w(S)、w(P)均不大于0.050%。
②废钢必须按GB 4223—2004要求明确分类:
a.废钢按其外形尺寸和单件质量分为5个型号,见表3-45。
b.废钢按其化学成分为非合金废钢、低合金废钢和合金废钢。
•非合金废钢中残余元素应符合以下要求:w(Ni)不大于0.30%、w(Cr)不大于0.30%、w(Cu)不大于0.30%。除Mn、Si以外,其他残余元素含量总和不大于0.60%(质量分数)。
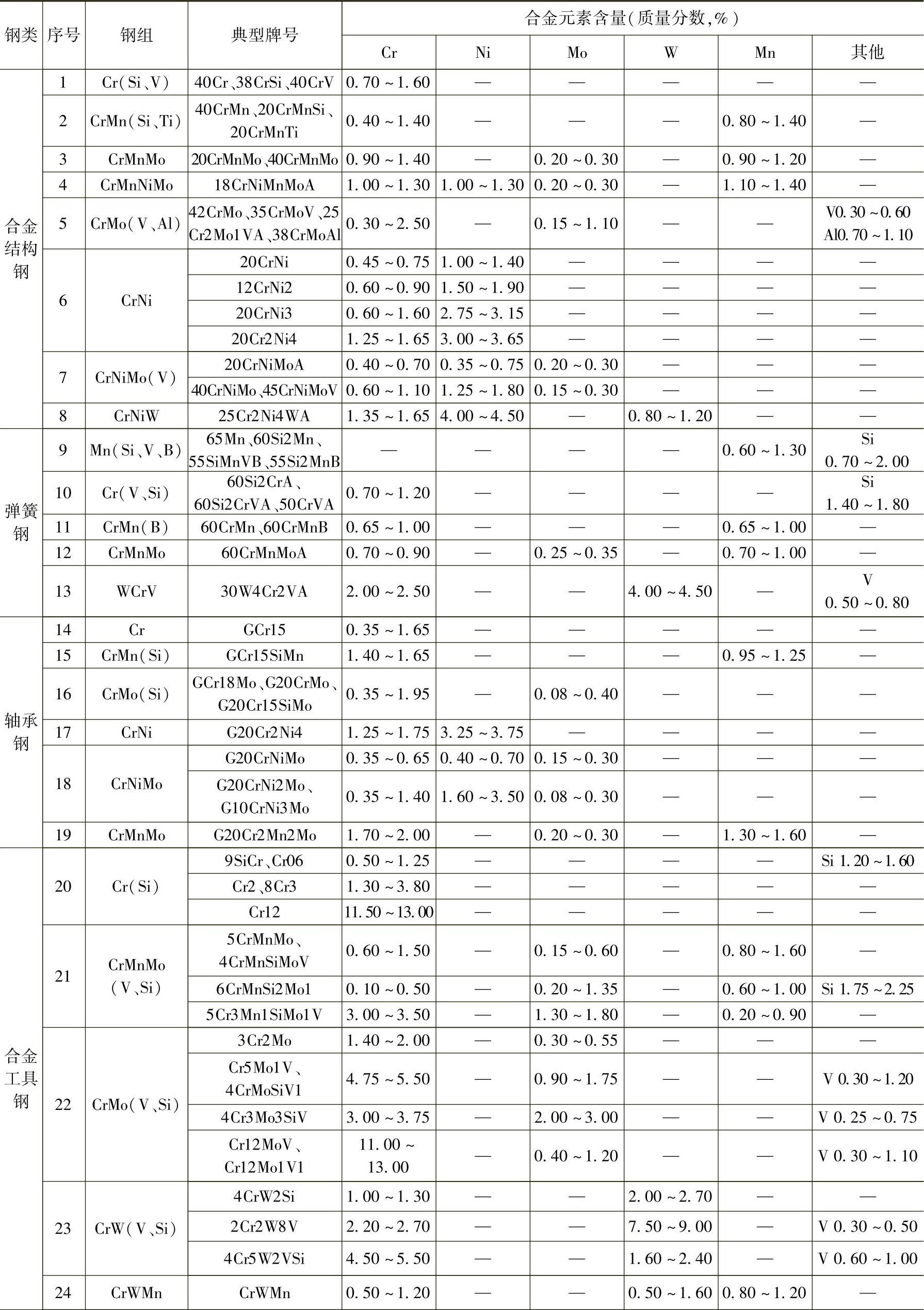
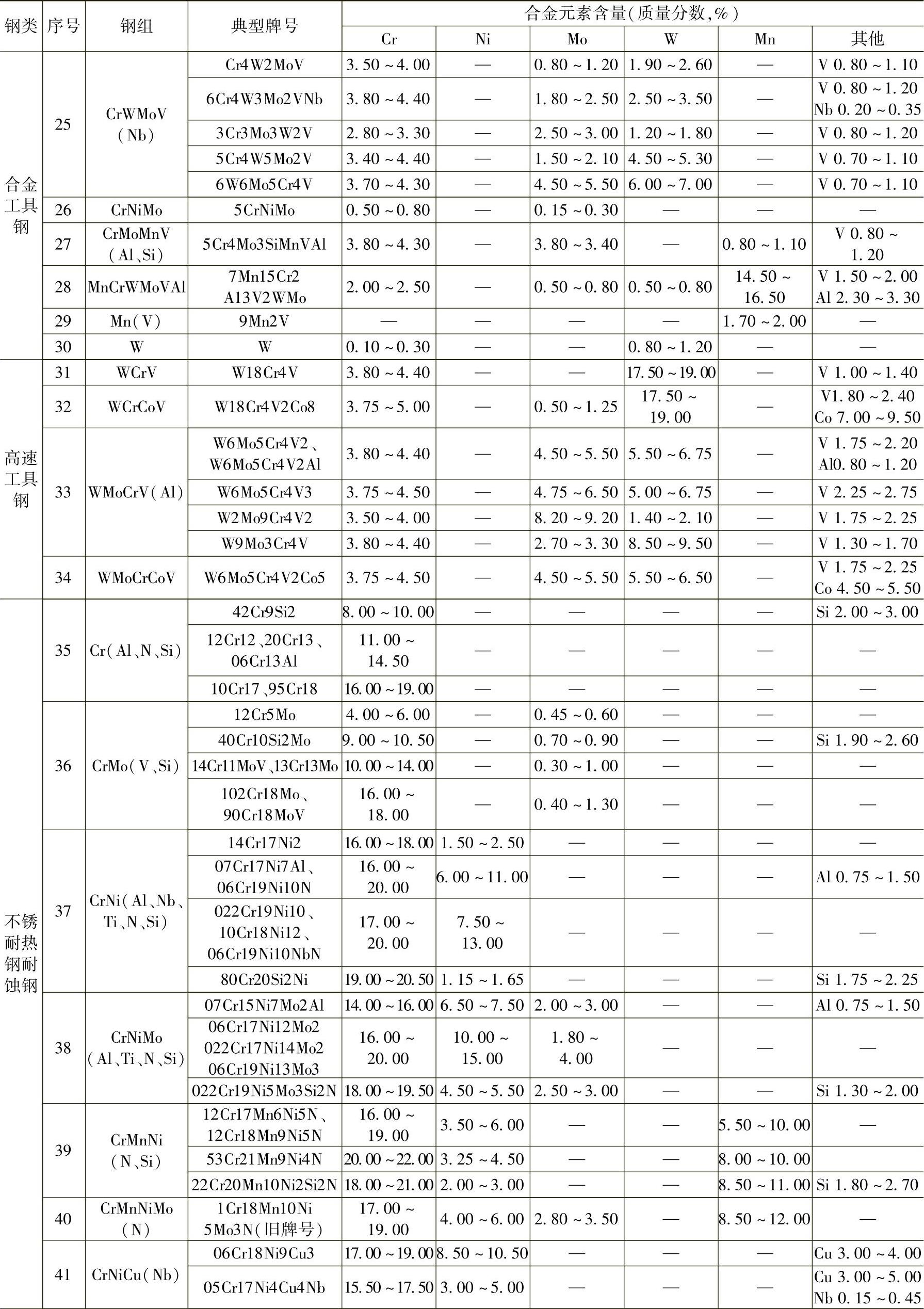
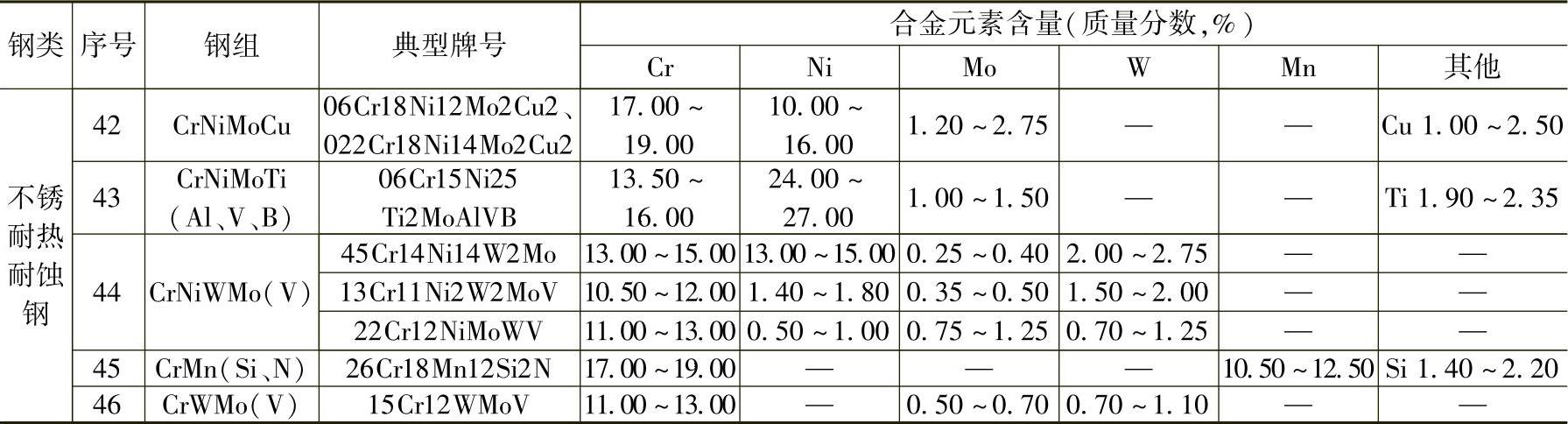
•合金废钢按化学成分及主要合金元素含量分为6个钢类46个钢组,见表3-46。
表3-45 废钢按其外形尺寸及单件质量要求的分类
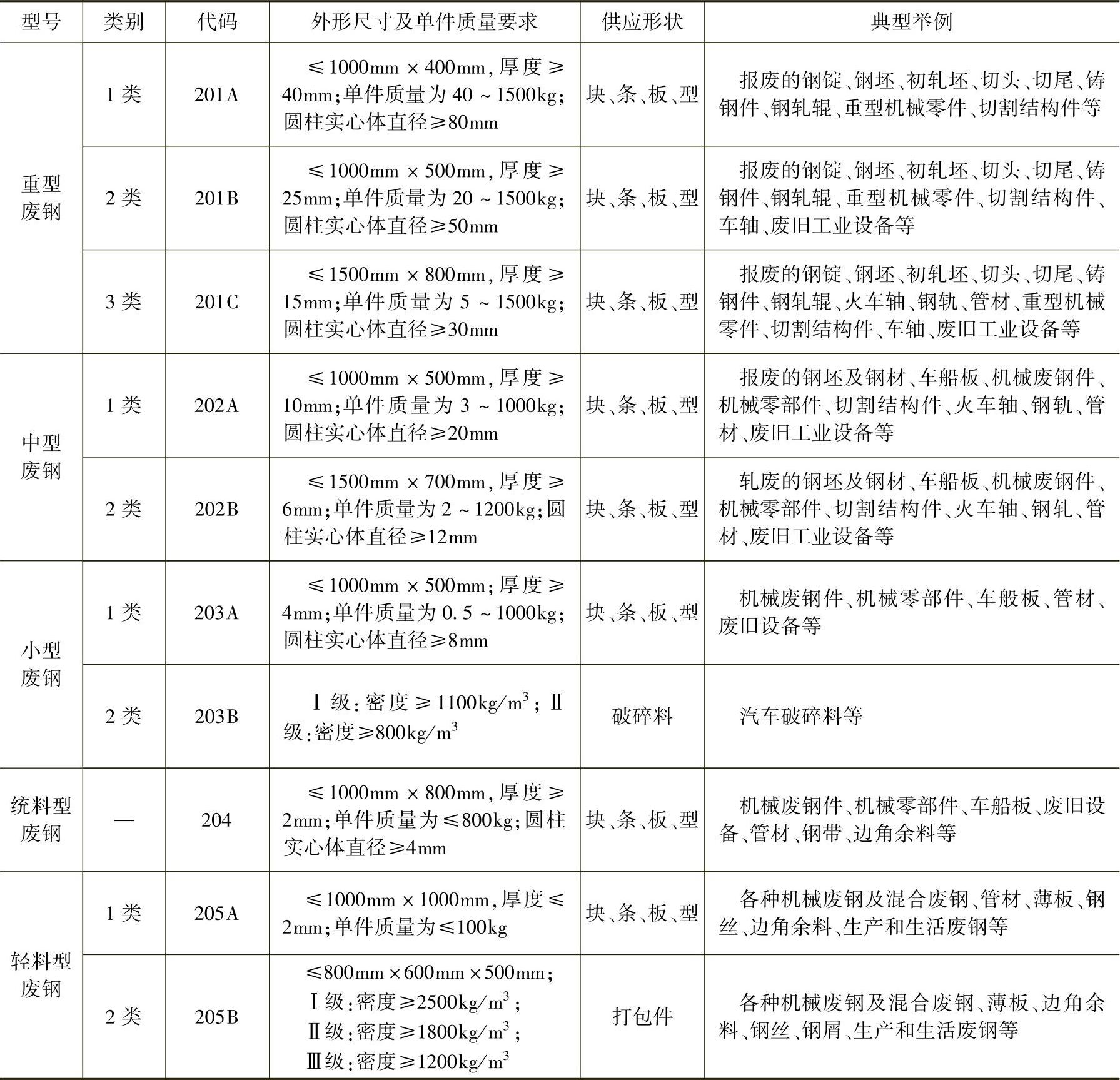
注:各类型废钢尺寸的正偏差应不大于10%。
表3-46 合金废钢按化学成分及主要合金元素含量的分类
(续)
(续)
③废钢(铁)的单件外形尺寸不大于1500mm,单件质量不大于1500kg。
④对于单件表面有锈蚀的废钢铁,其每面附着的铁锈厚度不大于单件厚度的10%。
⑤废钢(铁)内不应混有铁合金、有害物;非合金废钢、低合金废钢不应混有合金废钢和废铁;合金废钢内不应混有非合金废钢、低合金废钢和废铁。
⑥废钢(铁)表面和器件、打包件内部不应存在泥块、水泥、粘砂、油污以及珐琅等。
⑦废钢(铁)中禁止混有炸弹炮弹等爆炸性武器弹药及其他易燃易爆物品。禁止混有两端封闭的管状物、封闭器皿等物品。禁止混有橡胶和塑料制品。
⑧废钢(铁)中不应有成套的机器设备及结构件(如有,则必须拆解且压碎或压扁成不可复原状)。各种形状的容器(罐筒等)应全部从轴向割开。机械部件容器(发动机、齿轮箱等)应清除易燃品和润滑剂的残余物。
⑨废钢(铁)中禁止混有其浸出液中有害物质浓度超过GB 5085.3—2007中鉴别标准值的有害废物。
⑩废钢(铁)中禁止混有其浸出液中超过GB 5085.1—2007中鉴别标准值即pH值不小于12.5或pH值不大于2.0的夹杂物。
⑪废钢(铁)中禁止混有多氯联苯含量超过GB 13015—1991控制标准值的有害物。
⑫钢(铁)中曾经盛装液体和半固体化学物质的容器、管道及其碎片必须清洗干净。进口废钢(铁)必须向检验机构申报容器、管道及其碎片曾经盛装或输送过的化学物质的主要成分。
⑬废钢(铁)中不应混有下列有害物:(https://www.xing528.com)
a.医药废物、废药品、医疗临床废物。
b.农药和除草剂废物、含木材防腐剂废物。
c.废乳化剂、有机溶剂废物。
d.精(蒸)馏残渣、焚烧处置残渣。
e.感光材料废物。
f.铍、六价铬、砷、硒、镉、锑、碲、汞、铊、铅及其化合物的废物,含氟、氰、酚化合物的废物。
g.石棉废物。
h.厨房废物、卫生间废物等。
⑭废钢(铁)中禁止夹杂放射性废物。废钢(铁)的放射性污染按以下要求控制:
a.废钢(铁)的外照射贯穿辐射剂量率不能高于0.46μSv/h。
b.废钢(铁)的α表面放射性污染水平检测值,不能超过0.04Bq/cm2;β表面放射性污染水平检测值,不能超过0.4Bq/cm2。
c.废钢(铁)中放射性核素比活度禁止超过GB 16487.6—2005的规定。
⑮废钢(铁)各检验批中非金属夹杂物(不含非金属有害废物)的总质量,不应超过该检验批质量的0.5%
⑯废旧武器由供方作技术性的安全检查后按有关规定处理。
电弧炉熔炼用废钢块度的控制,见表3-47。
表3-47 电弧炉熔炼用废钢块度(供参考)

2)铸钢熔炼对常用铁合金和纯金属的质量要求与控制见表3-48~表3-54。
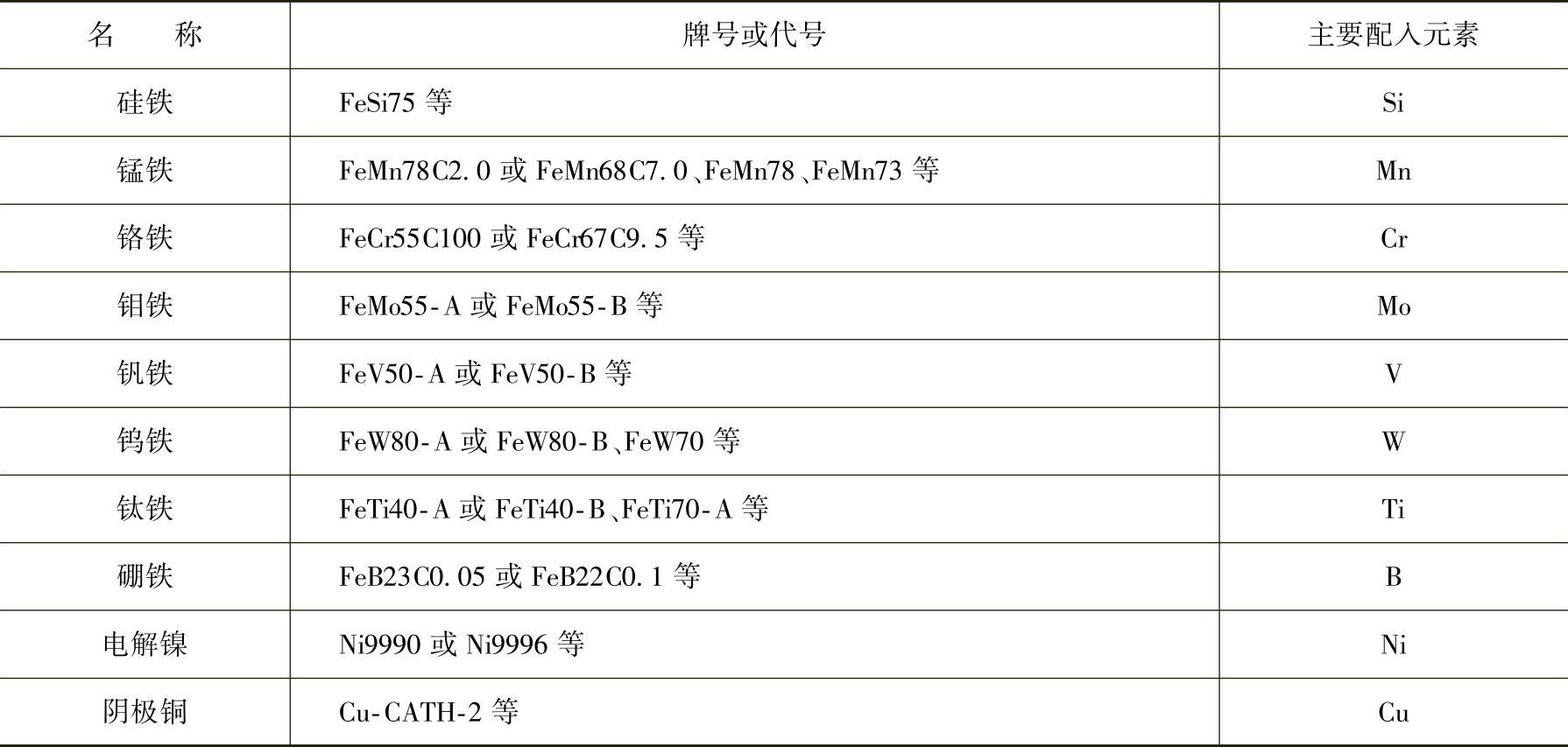
表3-48 铸造碳钢熔炼对常用铁合金的质量要求与控制(供参考)

表3-49 铸造中合金钢对常用铁合金和纯金属的质量要求与控制(供参考)
注:铸造中合金钢涉及有铸造锰钢、铸造硅锰钢、铸造锰钼钢、铸造硅锰钼钢、铸造锰钼钒钢、铸造硅锰钼钒钢、铸造锰钼钒铜钢、铸造铬钢、铸造铬钼钢、铸造铬锰硅钢、铸造铬锰钼钢、铸造铬钼钒钢、铸造铬铜钢、铸造钼钢、铸造铬镍钼钢、铸造铜钢等。
表3-50 铸造耐磨钢熔炼对常用铁合金和纯金属的质量要求与控制(供参考)
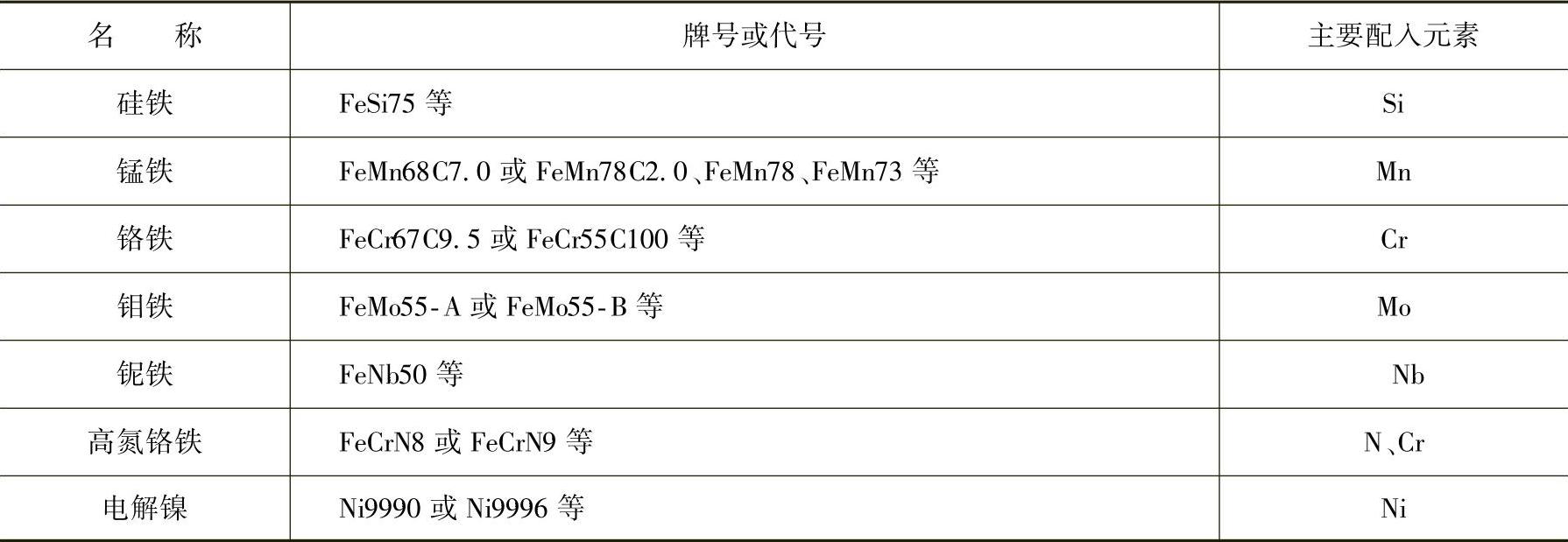
表3-51 铸造耐热钢熔炼对常用铁合金和纯金属的质量要求与控制(供参考)
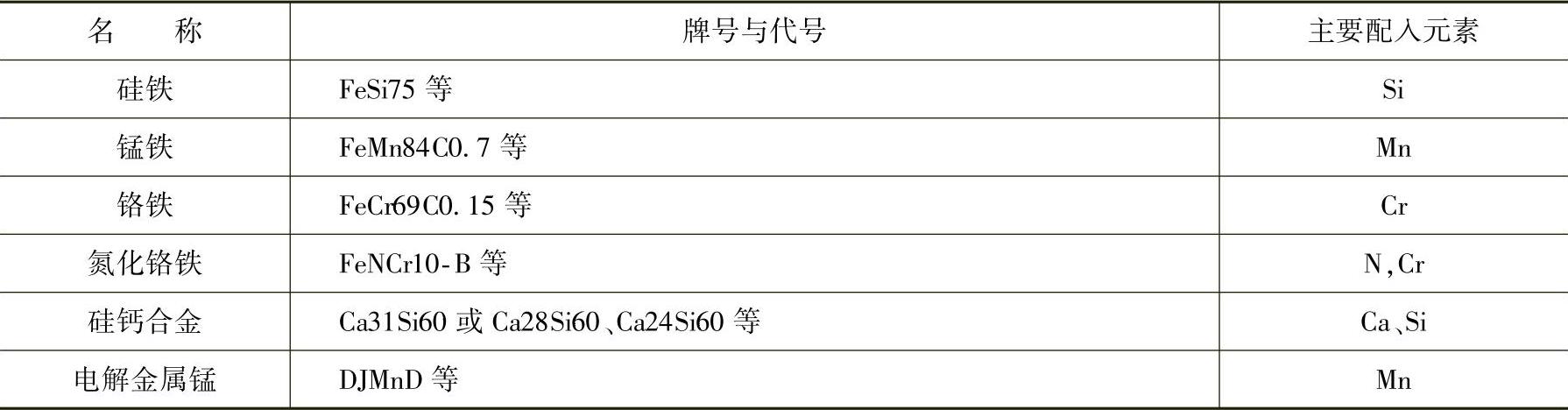
表3-52 铸造耐蚀钢熔炼对常用铁合金和纯金属的质量要求与控制(供参考)
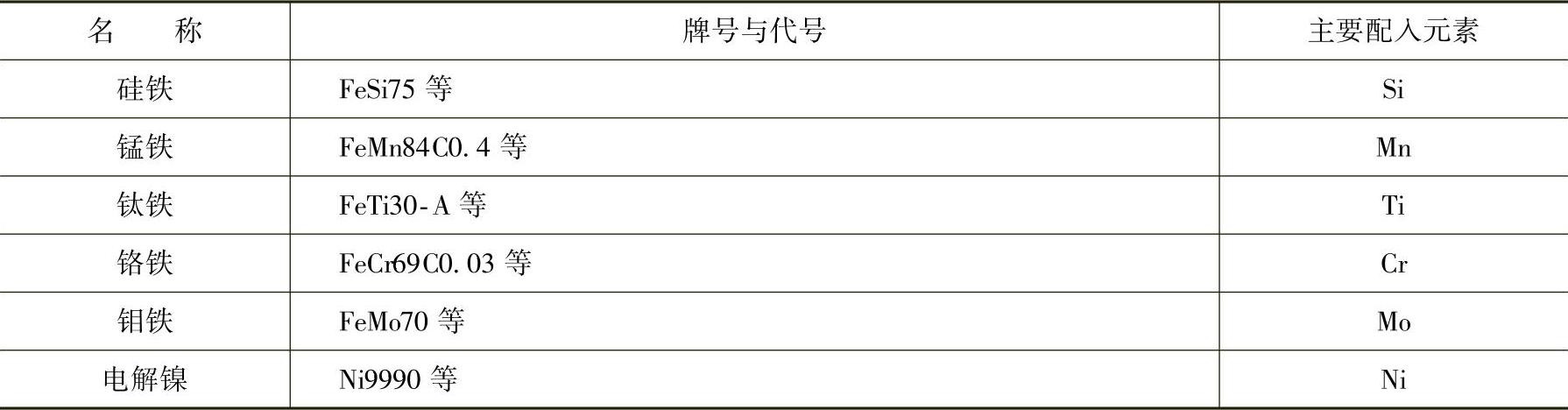
表3-53 铸造不锈钢熔炼对常用铁合金和纯金属的质量要求与控制(供参考)
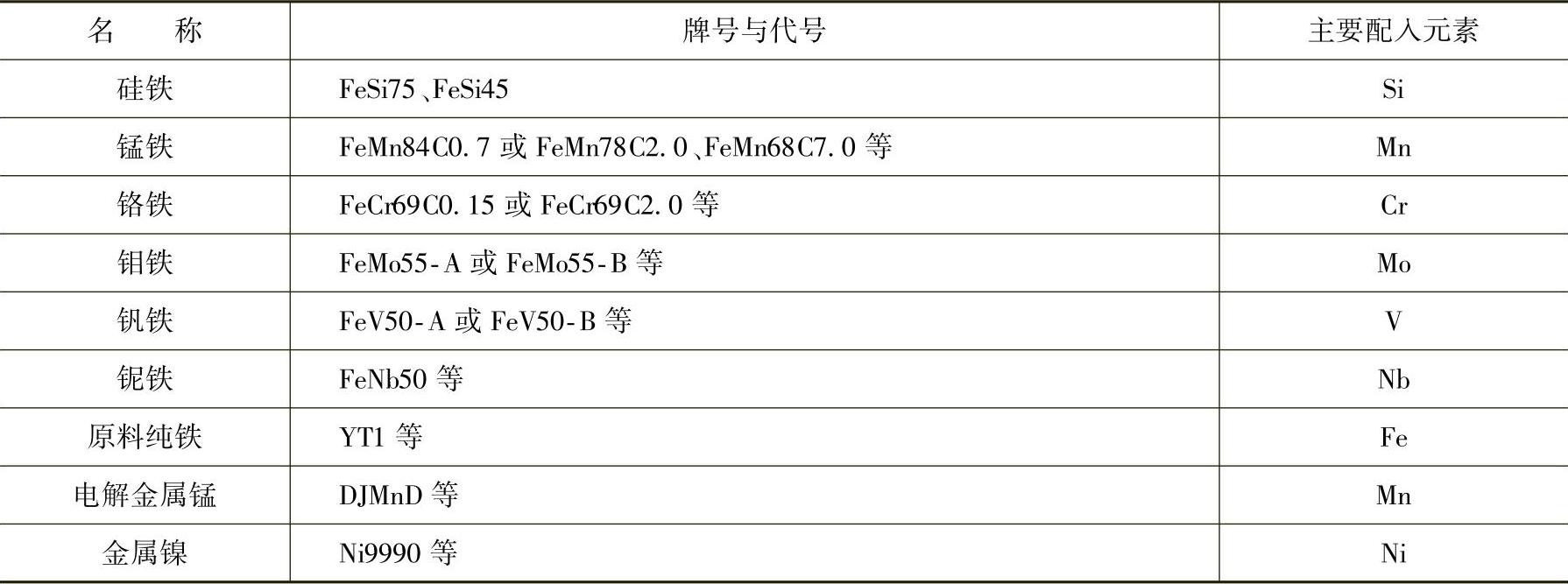
表3-54 电炉炼钢对铁合金的块度要求与控制(供参考)

(2)铸铁常用熔炼原材料的质量要求与控制
1)铸铁熔炼对生铁锭的质量要求与控制。生铁锭是熔制铸铁的最主要金属炉料,约占配料质量的20%~100%,它的化学成分是否稳定、硫磷含量和有害杂质含量是否低,直接关系到所熔制铸铁的质量。合理的选用生铁锭也是获得低成本配料的有效方法之一。
熔制灰铸铁时,应选用铸造生铁。硅的质量分数为2.0%~3.0%的铸造生铁可用于熔制低牌号灰铸铁;硅的质量分数为1.2%~2.0%的铸造生铁可用于熔制高牌号灰铸铁。
熔制球墨铸铁时,应选用球墨铸铁专用生铁,但也可选用低硅、低锰和低磷硫的铸造生铁或炼钢生铁。对于要求特别高的球墨铸铁也可选用高纯生铁。球墨铸铁所用新生铁的硅的质量分数一般在0.8%~1.75%内选择。熔制大断面球墨铸铁件或铸态铁素体球墨铸铁件时,生铁的锰含量希望低于0.3%,不应超过0.5%,越低越好;熔制珠光体、贝氏体、退火铁素体球墨铸铁件时,生铁的锰的质量分数应小于0.6%;熔制正火珠光体球墨铸铁的中小型铸件时,生铁的锰的质量分数可适当放宽,一般也不要超过0.8%。对于低温下工作的铁素体韧性球墨铸件件和其他要求韧性较高的球墨铸铁件,应选用磷的质量分数小于0.07%的生铁。一般球墨铸铁件用生铁磷的质量分数不应大于0.10%;硫的质量分数应限制在0.05%以下;反球化元素不得过量,w(Te)<0.01%、w(Ti)<0.3%、w(Sn)<0.09%、w(Sb)<0.2%、w(Pb)<0.2%、w(Bi)<0.05%。
熔制蠕墨铸铁时,应参照熔制球墨铸铁的要求选用生铁。
熔制可锻铸铁时,一般只加入10%左右的生铁量,主要是为了提高碳含量,因此含磷、硫和铬低的铸造生铁、炼钢生铁和再生铁均能使用。
熔制特种铸铁时,应尽量选用含相应元素高的铸造生铁或特种生铁。比如,熔制中硅耐热铸铁和高硅耐蚀铸铁时,就应选用硅的质量分数>2.8%以上的铸造生铁;熔制磷耐磨铸铁时,就应选用含磷高的铸造生铁;熔制矾钛铸铁时,就应选用含矾钛的特种生铁;熔制火车和矿车车轮用铸铁时,就应选用冷铸车轮生铁。
生铁锭块表面应洁净,但允许附有石灰和石墨。
2)铸铁熔炼对废钢铁的质量要求与控制。废钢铁也是熔制铸铁的最主要金属炉料。
①铸铁熔炼对废钢的质量要求与控制可参见铸钢熔炼对废钢的质量要求与控制。除此之外,还应特别注意以下事项:
a.入炉废钢每块长度不得大于熔炉内径的1/3,面积不大于炉膛截面积的1/7,质量不超过批料质量的1/10。对于中、大型冲天炉(炉内径ϕ900mm以上)不得超过批料质量的1/20。
b.废钢表面不得严重锈蚀,锈蚀严重的需经除锈后方能使用。除熔制高硅耐蚀铸铁外,废钢块质量一般应为0.25~10kg(大型冲天炉可适当放大),废钢厚度小于3mm的应不超过该批量废钢质量的20%、厚度小于1mm的应捆扎打包使用。
c.熔制球墨铸铁和蠕墨铸铁时,废钢中不应含反球化(蠕化)元素,如Sb、Sn、Bi、Te、Pb、Ti等。熔制可锻铸铁时,废钢中w(Cr)应<0.06%。熔制高硅耐蚀铸铁时,废钢应选用废硅钢片。
②铸铁熔炼对废铁的质量要求与控制,一般应参见铸钢熔炼对废钢的质量要求与控制,而且还应注意以下问题:
a.废铁的w(C)>2.0%。优质废铁的硫质量分数和磷质量分数分别不大于0.070%和0.40%;普通废铁、合金废铁的硫质量分数和磷质量分数分别不大于0.12%和1.00%。
b.废铁应按质量和形状进行分类,见表3-55。
表3-55 废铁按质量和形状的分类
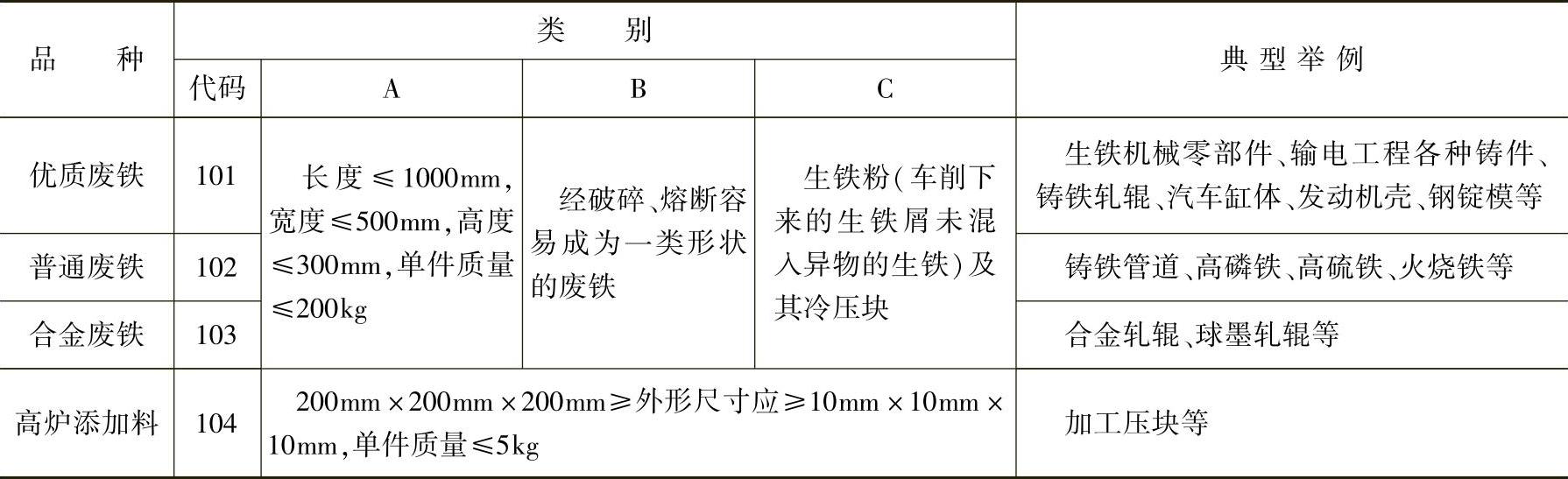
注:铁屑冷压块的密度不小于3000kg/m3。在运输和卸货时,散落的铁屑量不大于批重的5%,压块满足脱落性试验。
c.入炉废铁每块长度不得大于熔炉内径的1/3,面积不大于炉膛截面积的1/7,质量不超过批量质量的1/10。对于中、大型冲天炉(炉内径ϕ900mm以上)不得超过批量质量的1/20。
(3)铸造有色合金常用熔炼原材料的质量要求与控制
1)铸造铝合金熔炼对纯金属、中间合金的质量要求与控制见表3-56和表3-57。
表3-56 铸造铝合金熔炼对纯金属的质量要求与控制(供参考)
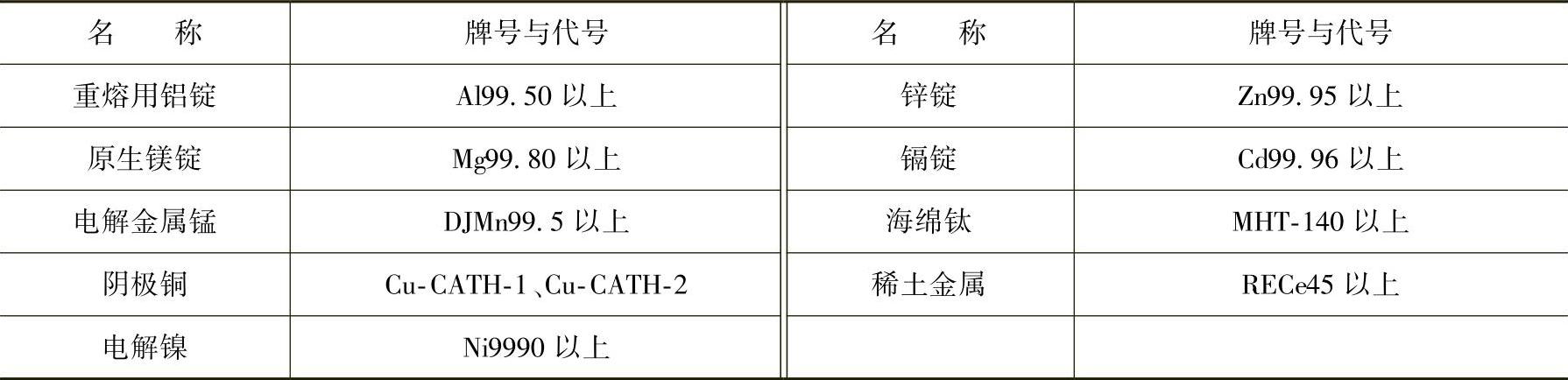
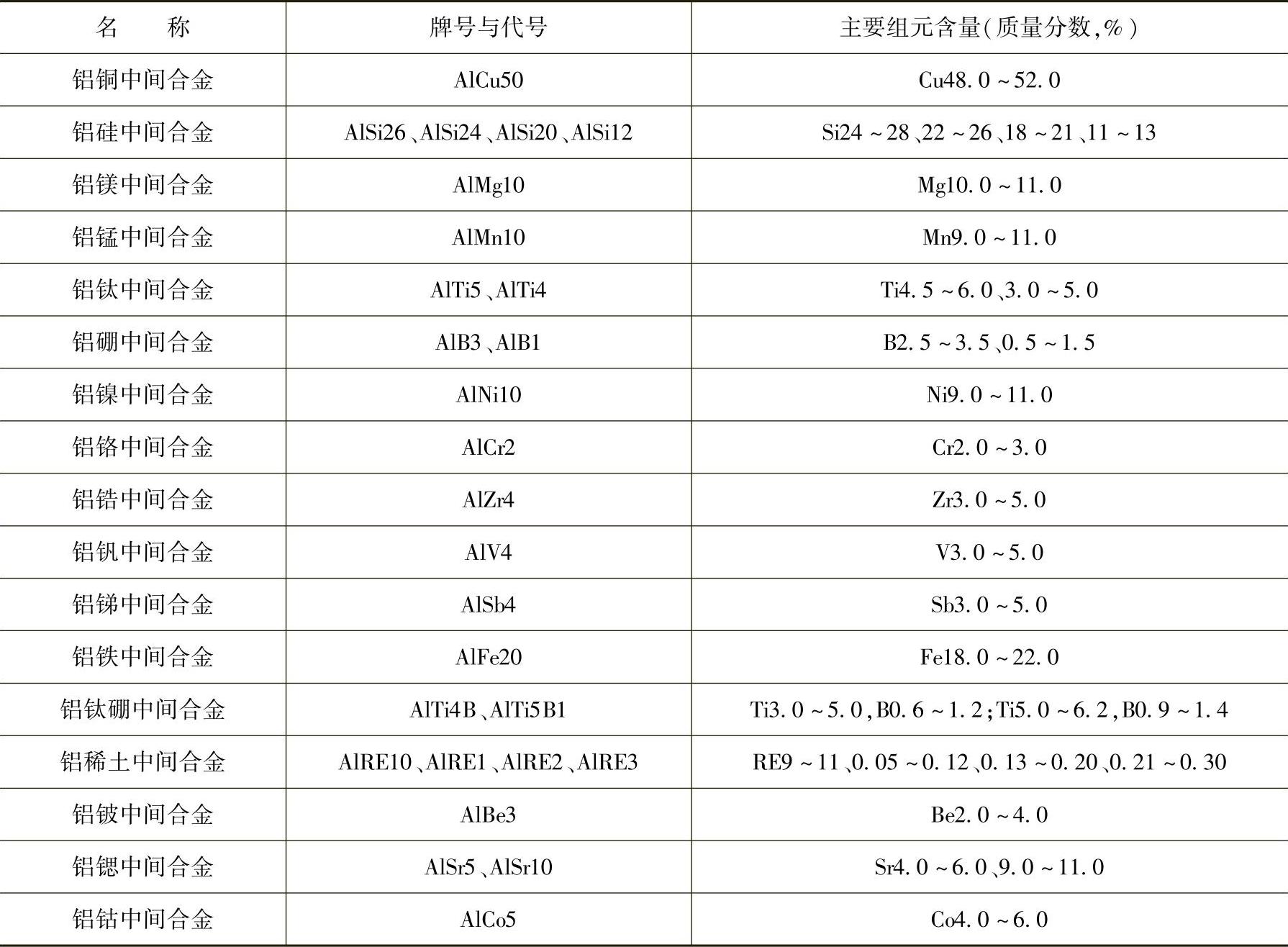
表3-57 铸造铝合金熔炼对中间合金的质量要求与控制(供参考)
2)铸造镁合金熔炼对纯金属、中间合金的质量要求与控制见表3-58和表3-59。
表3-58 铸造镁合金熔炼对纯金属的质量要求与控制(供参考)

表3-59 铸造镁合金熔炼对中间合金的质量要求与控制(供参考)

3)铸造锌合金熔炼对纯金属、中间合金的质量要求与控制见表3-60和表3-61。
表3-60 铸造锌合金熔炼对纯金属的质量要求与控制(供参考)

表3-61 铸造锌合金熔炼对中间合金的质量要求与控制(供参考)

4)铸造铜合金熔炼对纯金属、中间合金的质量要求与控制见表3-62和表3-63。
表3-62 铸造铜合金熔炼对纯金属的质量要求与控制(供参考)

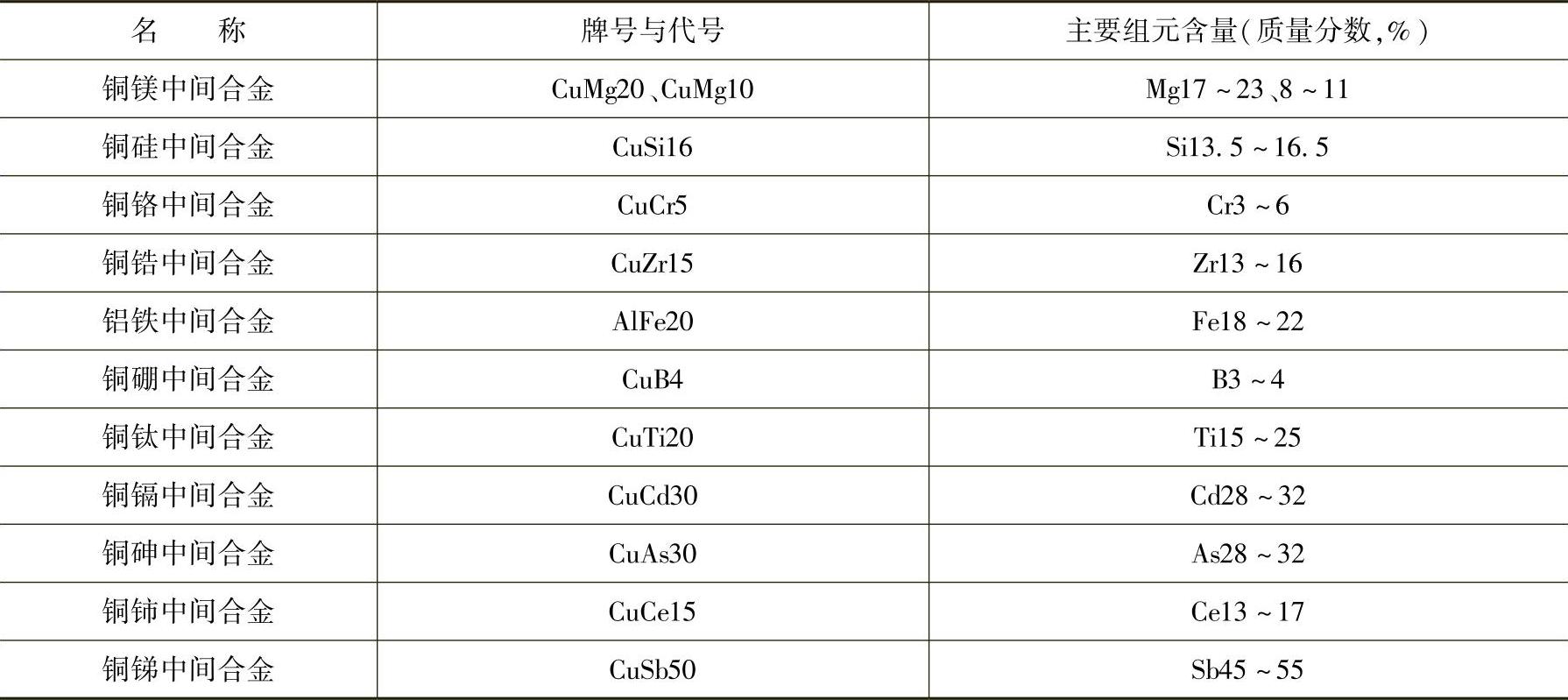
表3-63 铸造铜合金熔炼对中间合金的质量要求与控制(供参考)

(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。