



1.铸造生产用造型原材料分类
砂型铸造生产用造型原材料分类如图3-2所示。熔模铸造生产用模料与制壳原材料分类如图3-3所示。陶瓷型铸造生产用铸型原材料分类如图3-4所示。
石膏型铸造生产用石膏型原材料分类如图3-5所示。消失模铸造生产用模与造型原材料分类如图3-6所示。
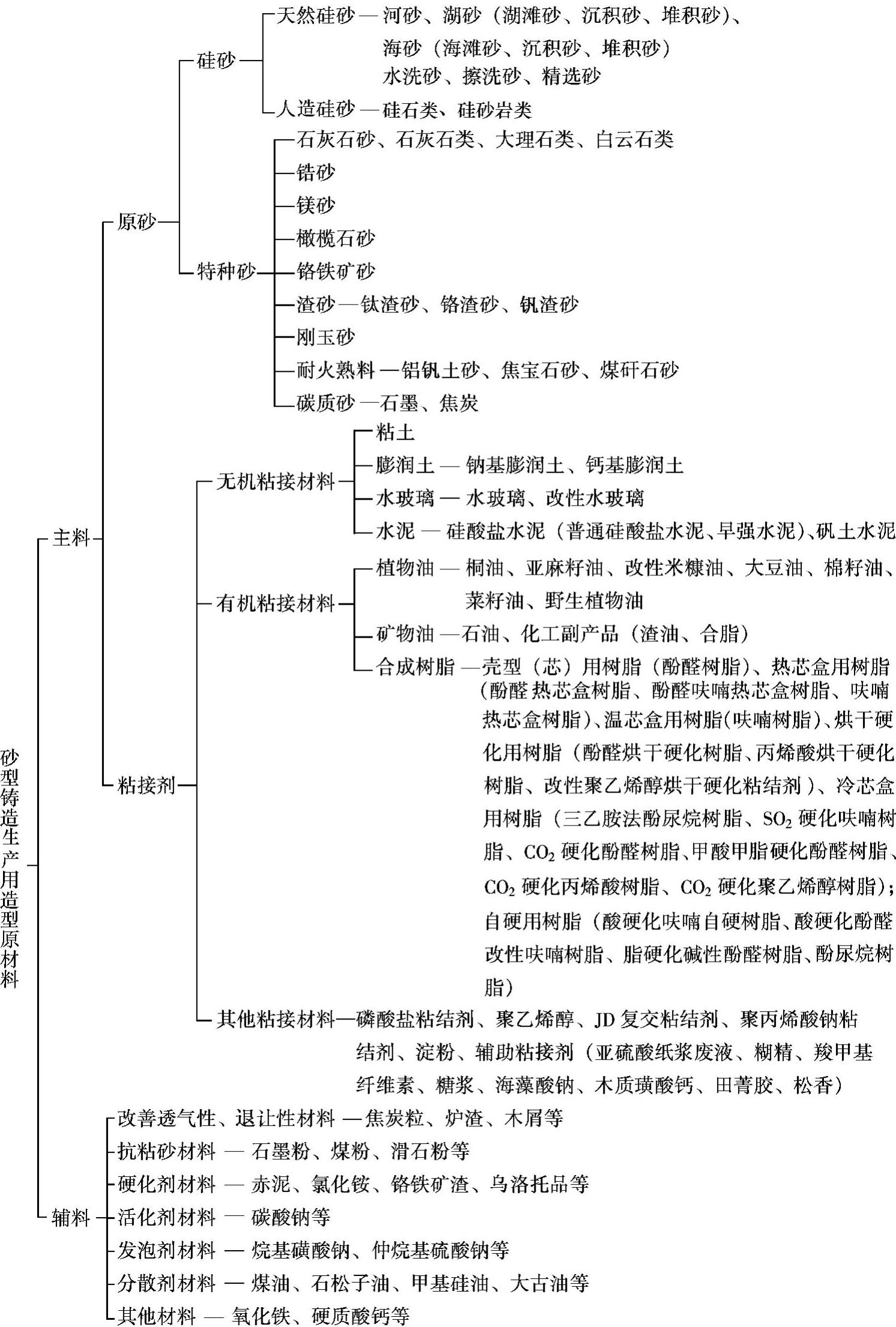
图3-2 砂型铸造生产用造型原材料分类
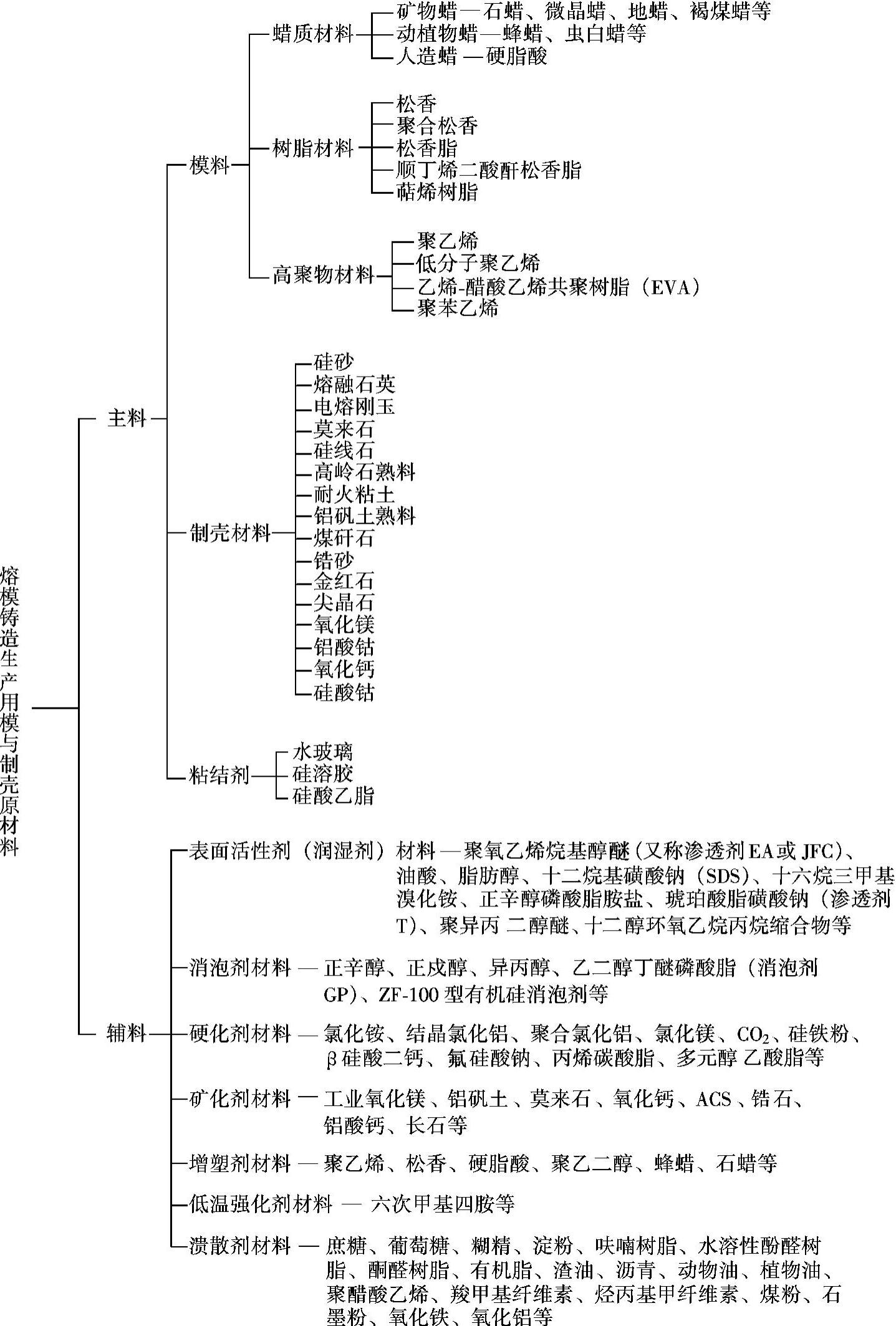
图3-3 熔模铸造生产用模料与制壳原材料分类
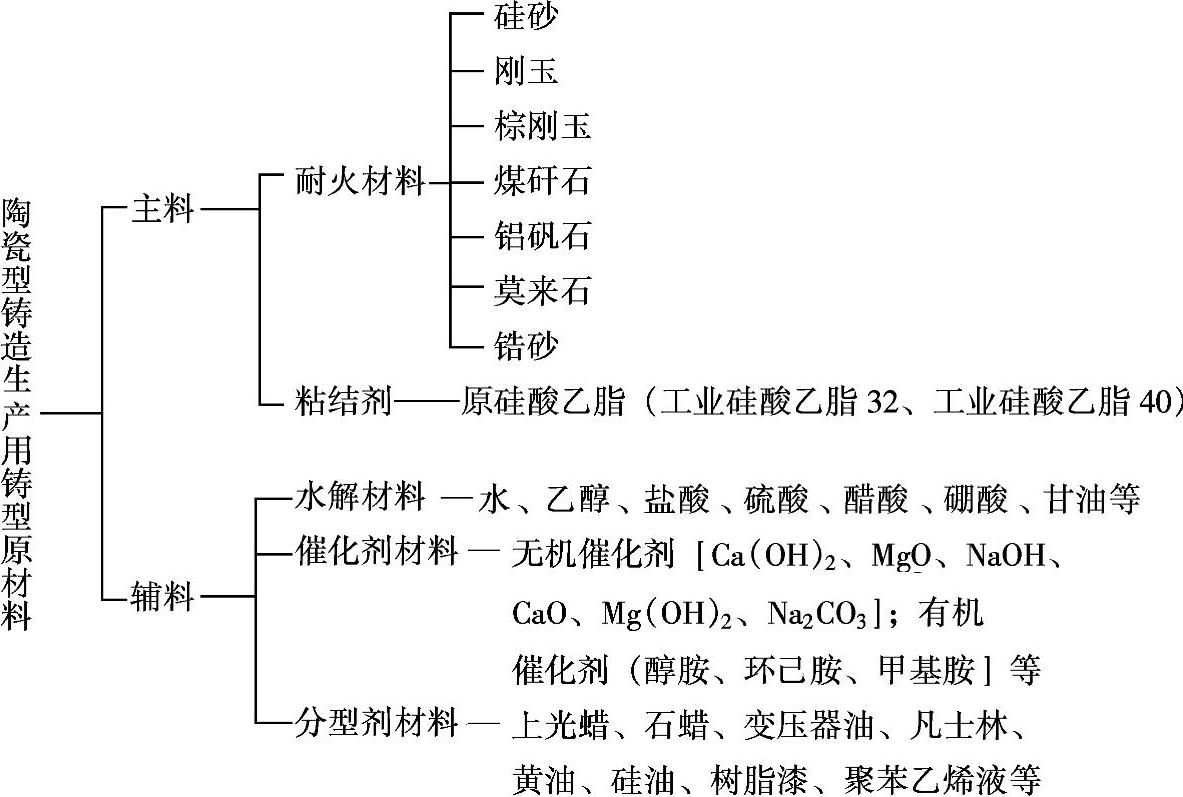
图3-4 陶瓷型铸造生产用铸型原材料分类
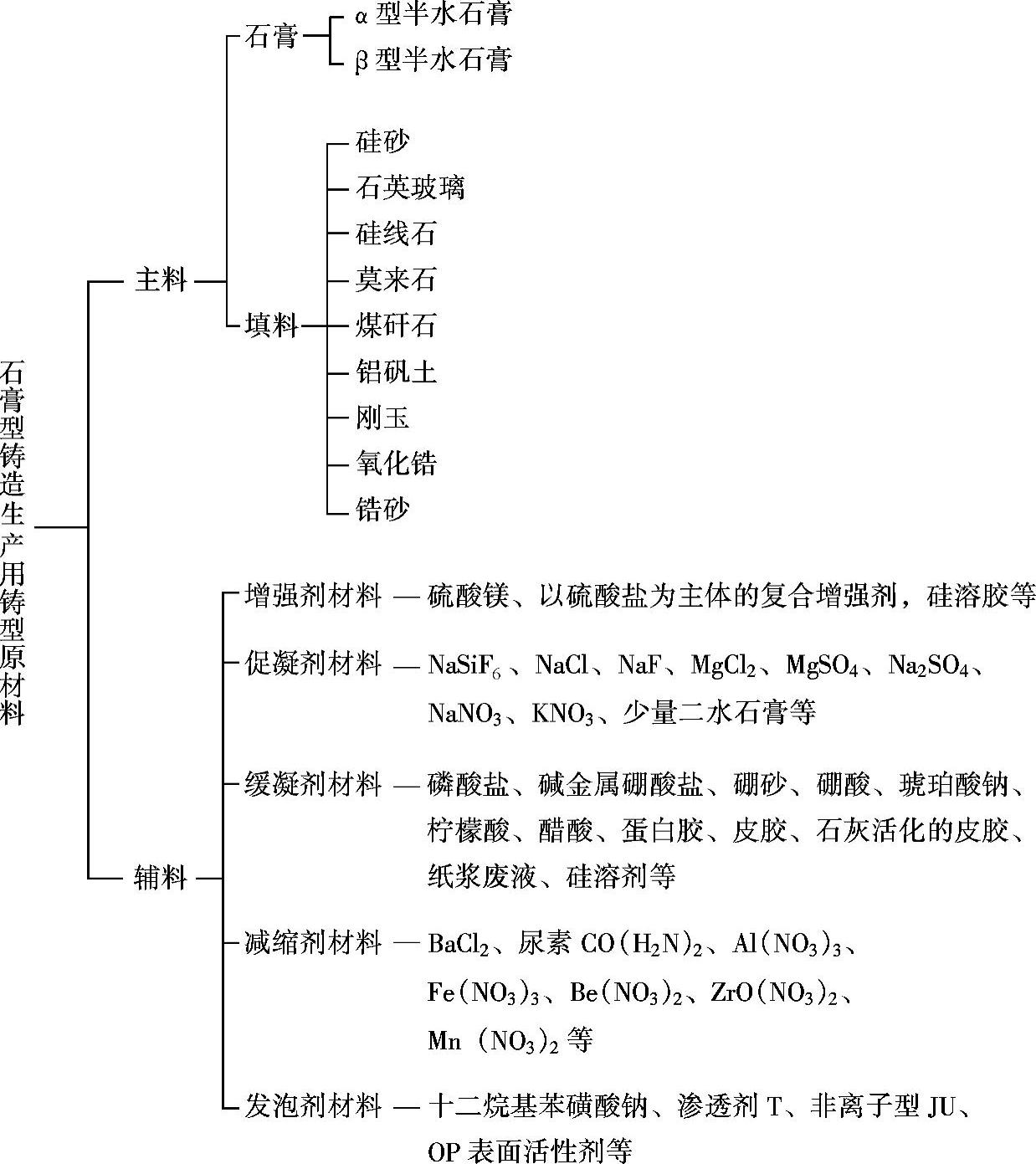
图3-5 石膏型铸造生产用石膏型原材料分类

图3-6 消失模铸造生产用模与造型原材料分类
2.铸造生产用造型原材料标准
铸造生产用造型原材料的质量控制与检验都离不开标准,因为在标准中对产品的质量、规格、品种、工艺及检验方法都作了规定,是铸造检验人员进行铸造生产用造型原材料质量控制与检验的基本依据。铸造生产用造型原材料标准一览表见表3-2。
表3-2 铸造生产用造型原材料标准一览表

(续)

应当指出:通常铸造企业为了控制铸造生产用造型原材料质量都制订有本企业铸造生产用造型原材料入厂验收标准,基本上是等效采用或高于国家(行业)标准的。
检验人员在执行标准时,还应注意来料质量保证书中所标标准的变化。
3.铸造生产用造型原材料入厂的复检方法
通常,铸造生产用造型原材料的质量应由供应厂家的质量管理体系予以保证。
对于铸造生产用造型原材料中的一般材料,凡材料质量证明书齐全,且与实物相符,标记清楚,技术与质量指标均符合有关标准要求的,均可作合格材料入库。
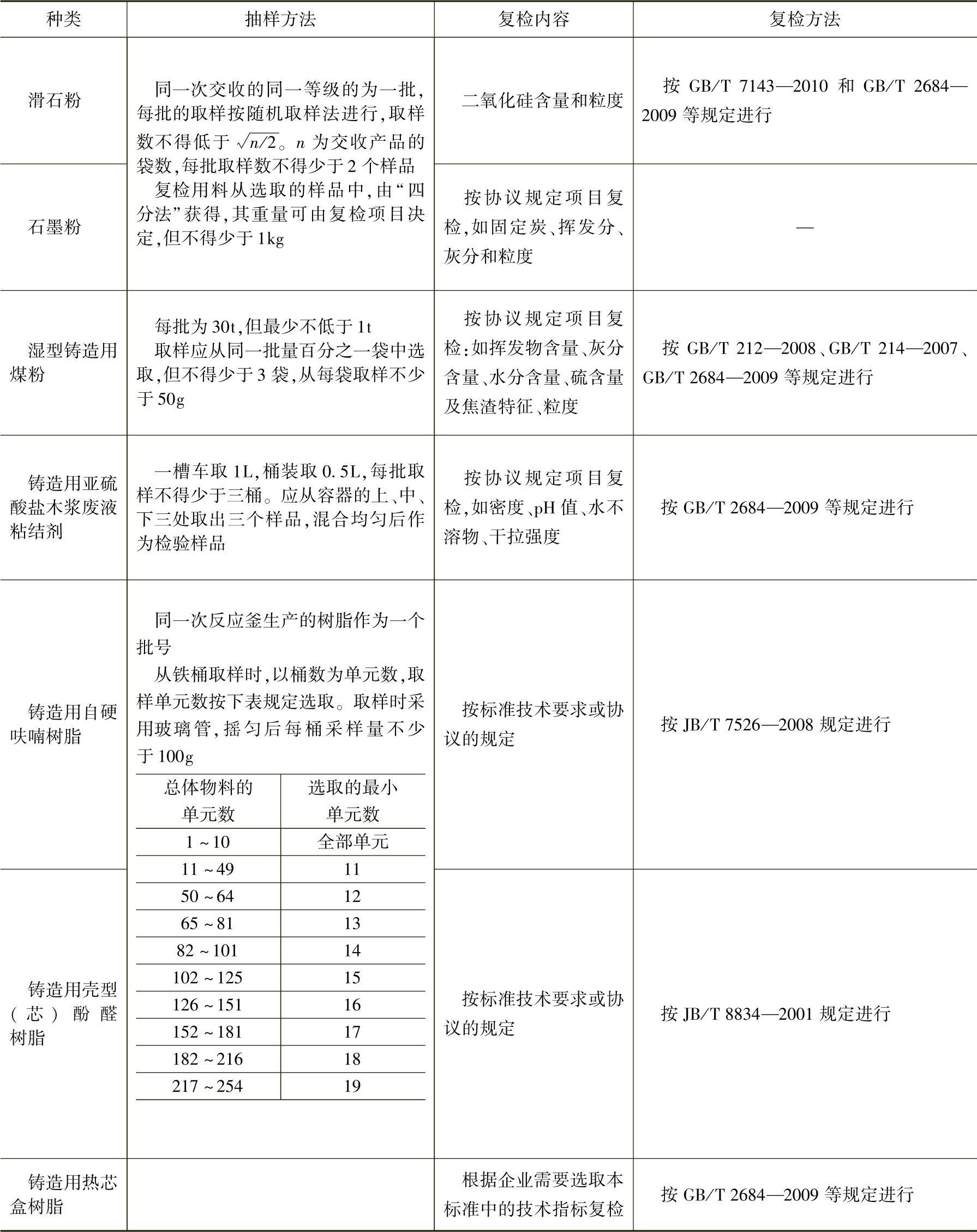
但对于需要入厂复检的原材料,则应按一定程序进行取样复检,其复检方法可参考表3-3。
表3-3 铸造生产用造型原材料入厂的复检方法(供参考)

(续)
4.铸造生产常用造型原材料的质量要求与控制
(1)砂型铸造生产常用造型原材料的质量要求与控制
1)型砂对硅砂(粉)的质量要求与控制如下:
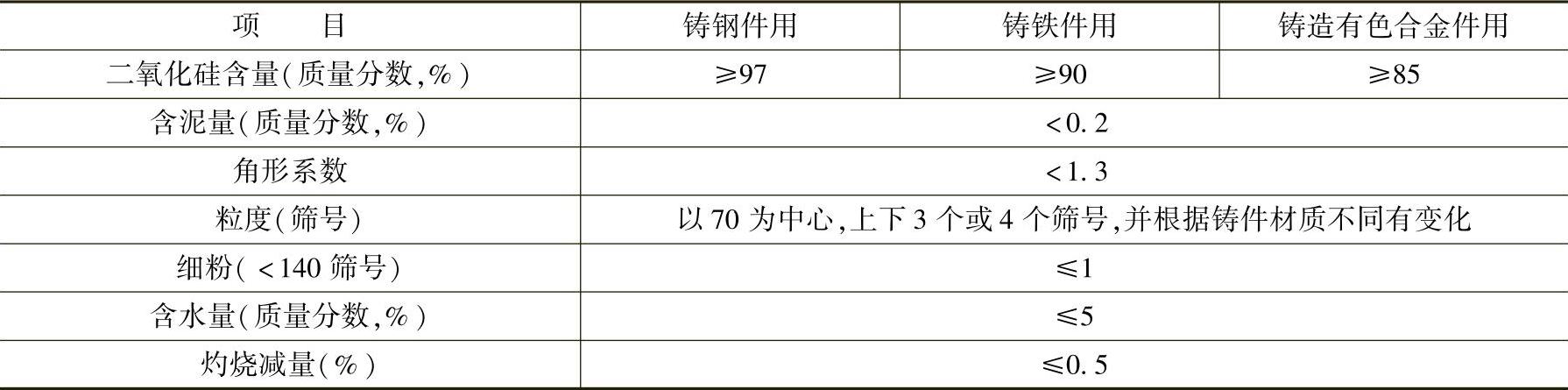
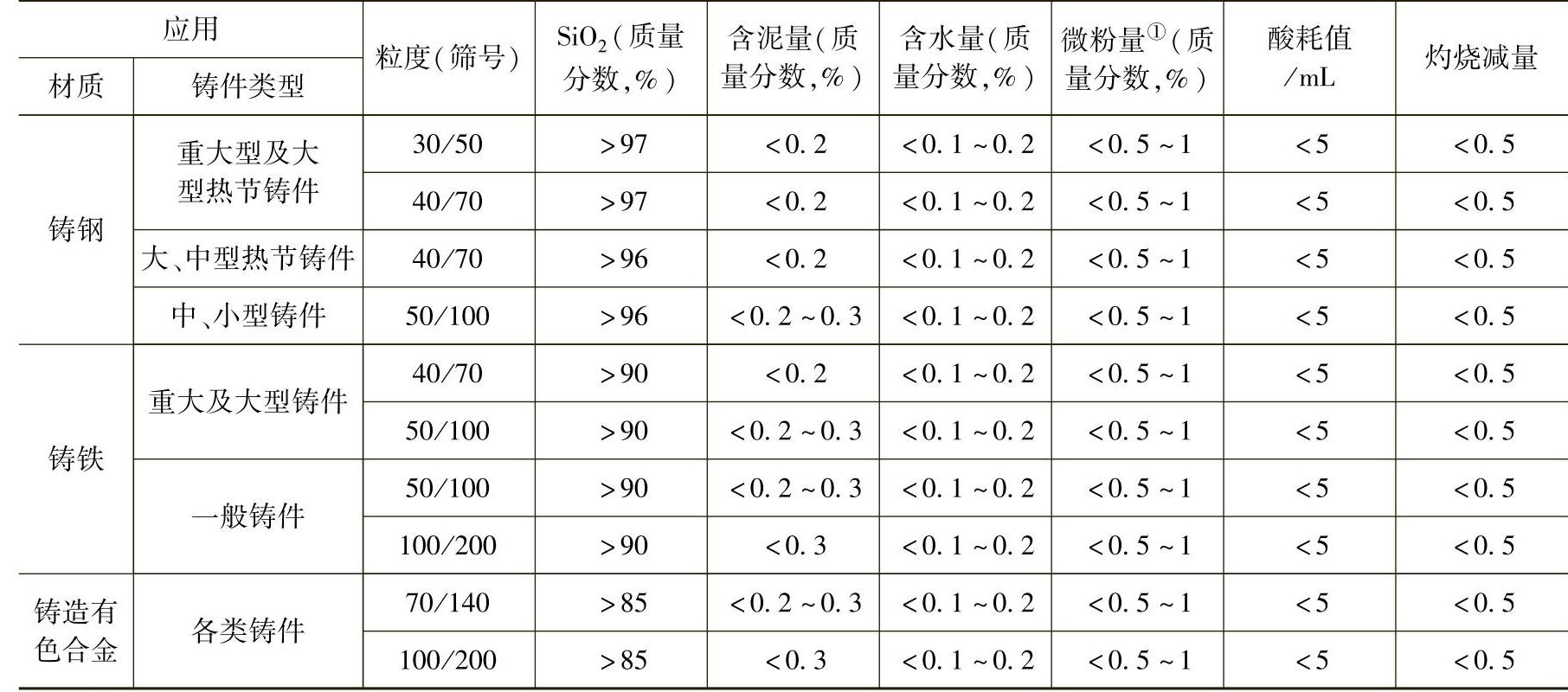
①湿型砂对硅砂的质量要求与控制见表3-4~表3-6。
表3-4 铸钢件用湿型砂对硅砂的质量要求与控制(供参考)

表3-5 铸铁件用湿型砂对硅砂的质量要求与控制(供参考)

表3-6 铸造有色合金件用湿型砂对硅砂的质量要求与控制(供参考)

通常,为减少砂型受热时的膨胀,避免引起夹砂,对于高压造型的湿型砂用硅砂的质量控制,应注意SiO2含量要求不必过高,粒形也不必很圆,粒度也不宜过于集中。
②干型砂对硅砂的质量要求与控制见表3-7。
表3-7 干型砂对硅砂的质量要求与控制(供参考)

注:铸铁件表干型砂用的硅砂比干型砂用的硅砂粒度还粗,一般用12/30、20/40、30/50筛号。
③水玻璃型砂对硅砂的质量要求与控制见表3-8。
表3-8 水玻璃型砂对硅砂的质量要求与控制(供参考)
④树脂自硬型砂对硅砂的质量要求与控制见表3-9。
表3-9 树脂自硬型砂对硅砂的质量要求与控制(供参考)
①微粉:对30/50、40/70筛号的原砂,140筛号以下为微粉;对50/100、70/140筛号的原砂,200筛号以下为微粉;对100/200筛号的原砂,270筛号以下为微粉。
⑤植物油芯砂对硅砂的质量要求与控制见表3-10。
表3-10 植物油芯砂对硅砂的质量要求与控制(供参考)

注:常用水洗砂。
⑥覆膜砂对硅砂的质量要求与控制见表3-11。
表3-11 覆膜砂对硅砂的质量要求与控制(供参考)

注:硅砂需用水擦洗,有特殊要求时还应酸洗或高温活性处理(900℃焙烧)。
⑦热芯盒砂对硅砂的质量要求与控制,见表3-12。
表3-12 热芯盒砂对硅砂的质量要求与控制(供参考)

注:硅砂应充分干燥。
⑧冷芯盒砂对硅砂的质量要求与控制见表3-13。
表3-13 冷芯盒砂对硅砂的质量要求与控制(供参考)

注:擦洗砂或精选砂一般能达到此质量要求。
2)型砂对粘土(膨润土)的质量要求与控制如下:
①干型砂对粘土的质量要求与控制见表3-14。
表3-14 干型砂对粘土的质量要求与控制(供参考)

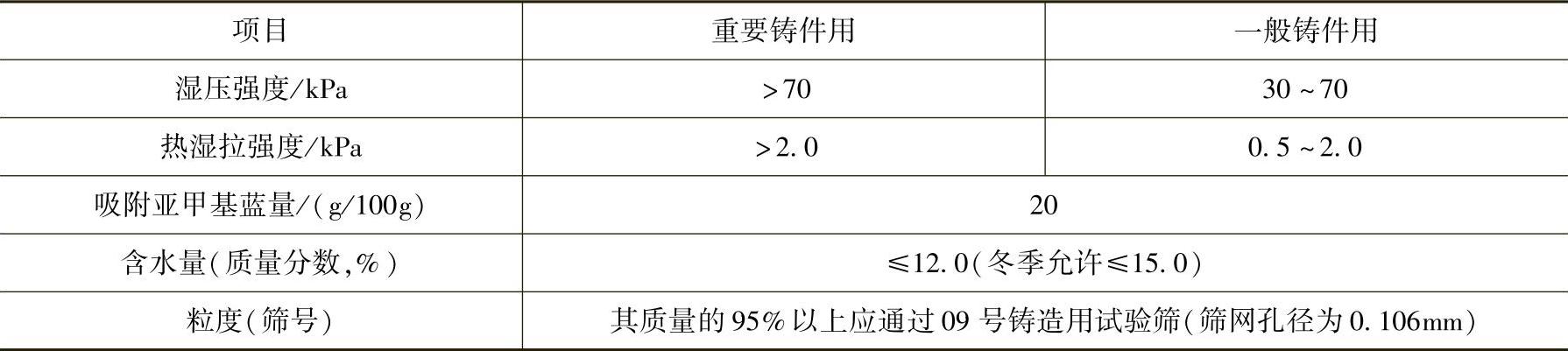
②湿型砂对膨润土的质量要求与控制见表3-15。
表3-15 湿型砂对膨润土的质量要求与控制(供参考)
3)水玻璃型砂对水玻璃的质量要求与控制见表3-16。
表3-16 水玻璃型砂对水玻璃的质量要求与控制(供参考)

注:在使用强度许可的条件下可首先按ZS-2.90的质量要求控制。
4)型(芯)砂对树脂的质量要求与控制
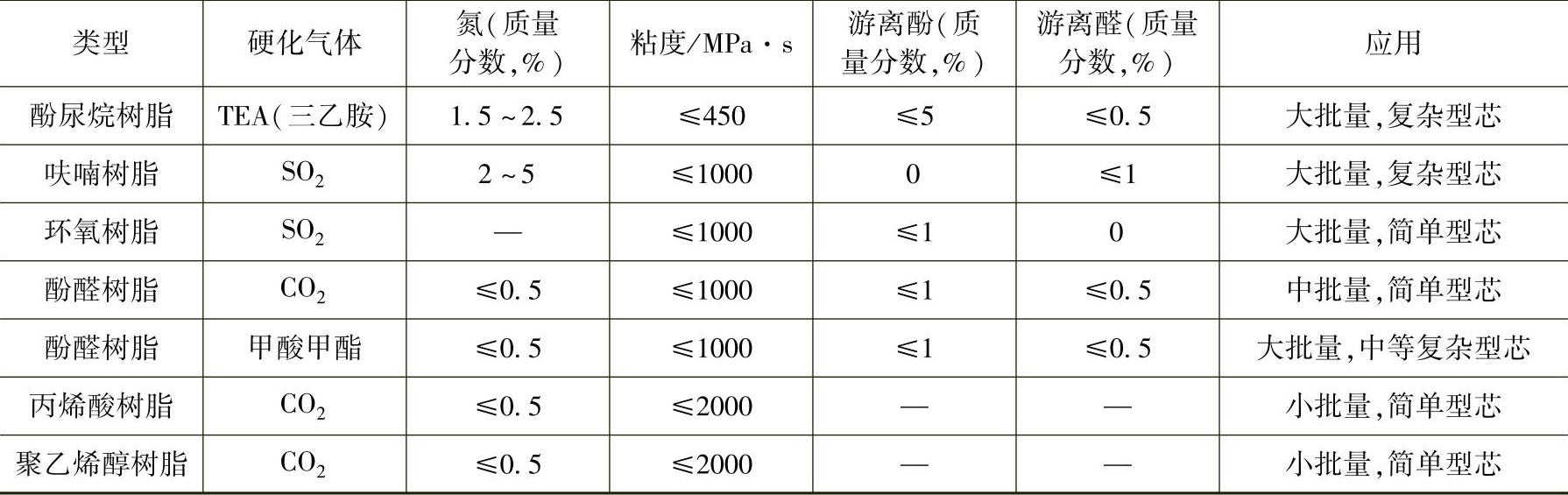
①热芯盒砂对热芯盒树脂及其配套固化剂的质量要求与控制见表3-17和表3-18。
表3-17 热芯盒砂对热芯盒树脂的质量要求与控制(供参考)

表3-18 热芯盒树脂配套固化剂的质量要求与控制(供参考)
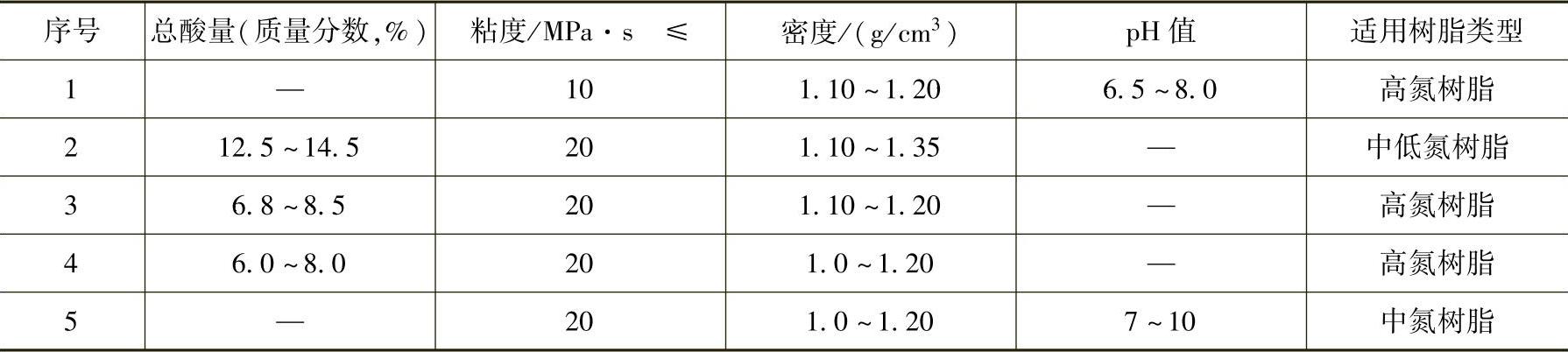
②冷芯盒砂对冷芯盒树脂的质量要求及控制见表3-19。
表3-19 冷芯盒砂对冷芯盒树脂的质量要求与控制(供参考)
③树脂自硬砂对自硬树脂及其配套固化剂的质量要求及控制见表3-20和表3-21。
表3-20 树脂自硬砂对自硬树脂的质量要求与控制(供参考)

(续)
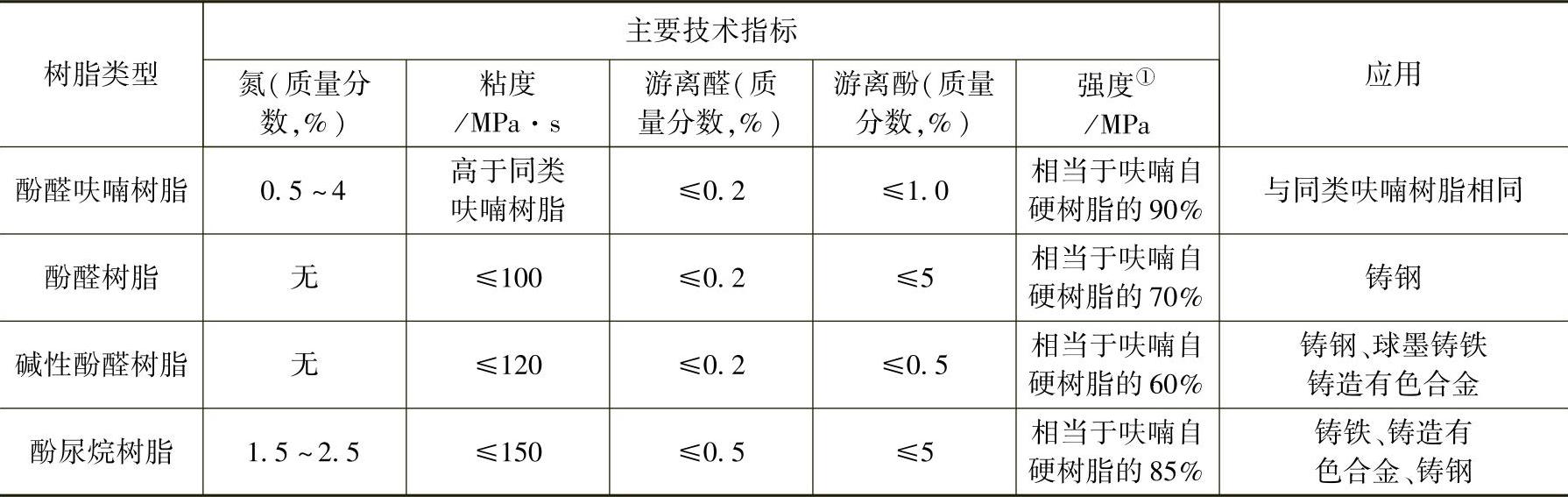
①混合料中加入粘结剂的质量分数为1%时所具有的抗拉强度。
表3-21 自硬树脂配套磺酸固化剂的质量要求与控制(供参考)
 (https://www.xing528.com)
(https://www.xing528.com)
5)砂型涂料对耐火填料与载体的质量要求与控制如下:
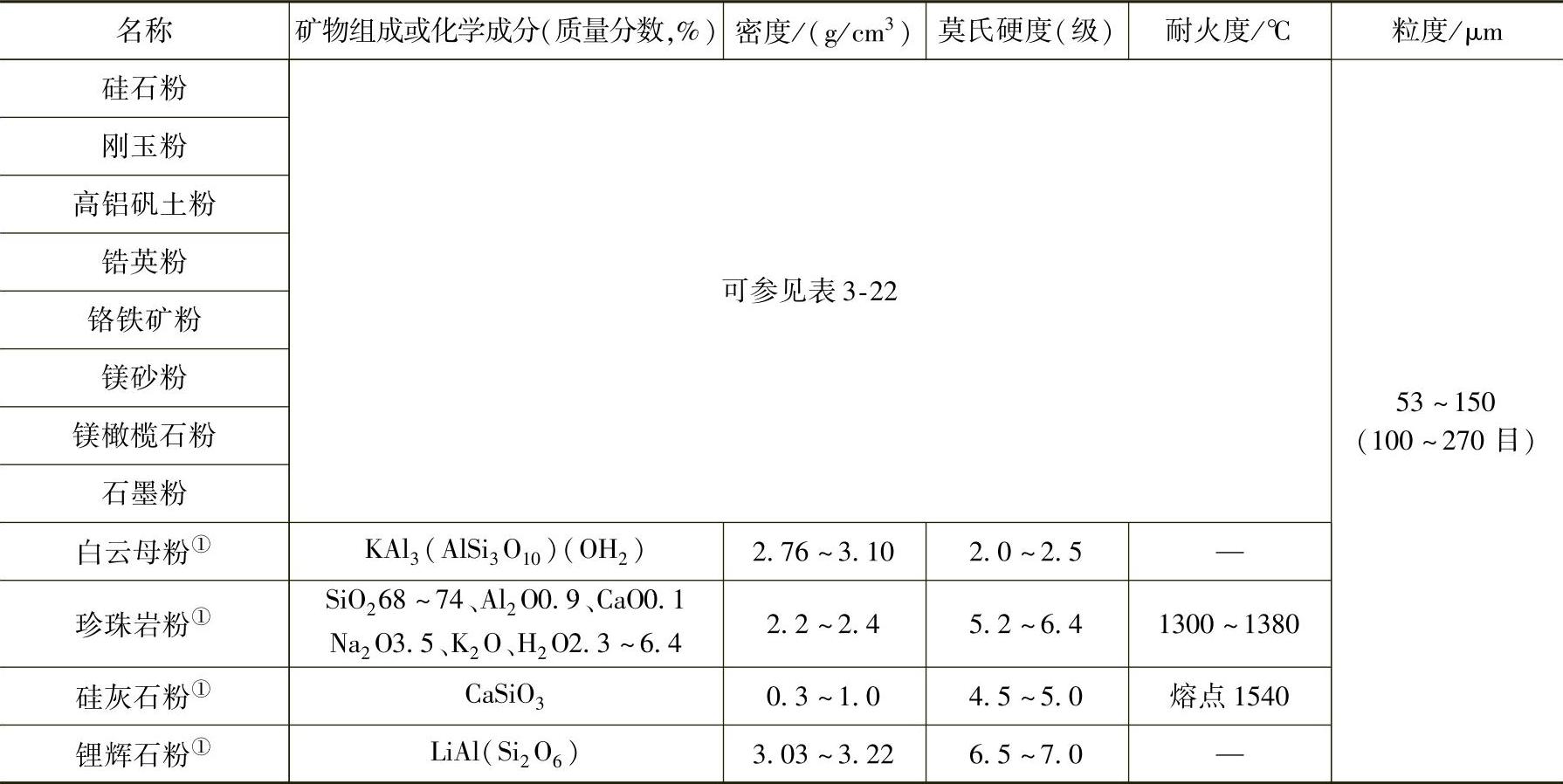
①砂型涂料对耐火填料的质量要求与控制见表3-22。
表3-22 砂型涂料对耐火填料的质量要求与控制(供参考)

注:1.铸造碳钢件涂料常用硅石粉、棕刚玉粉、高铝矾土粉(熟料)、锆英粉、铬铁矿粉等。
2.铸造高锰钢件涂料常用铬铁矿粉、镁砂粉、镁橄榄石粉等
3.铸造不锈钢件和铸造耐热钢件常用白刚玉粉、锆英粉、铬铁矿粉等。
4.灰铸铁件常用无定形石墨粉、鳞片状石墨粉等。
5.球墨铸铁件常用硅石粉、无定形石墨粉、鳞片状石墨粉等。
6.可锻铸铁件常用硅石粉、无定形石墨粉、滑石粉等。
7.铸造铜合金件常用无定形石墨粉、滑石粉等。
8.铸造铝合金件常用无定形石墨粉、滑石粉、白垩粉等。
9.铸造镁合金件常用镁砂粉、镁橄榄石粉等。
②砂型涂料对载液的质量要求与控制,见表3-23。
表3-23 砂型涂料对载液的质量要求与控制(供参考)

(2)熔模铸造生产常用熔模与型壳原材料的质量要求与控制。
1)对熔模原材料的质量要求与控制如下:
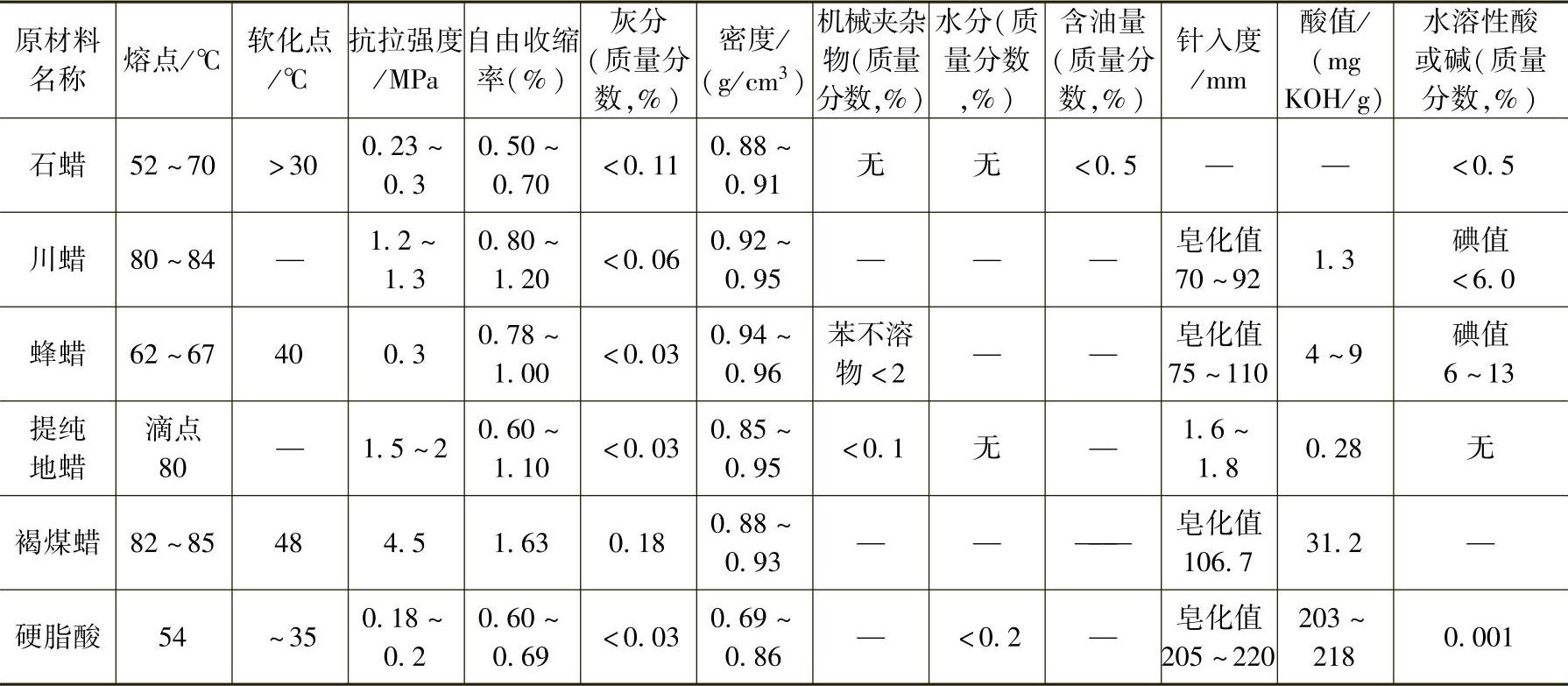
①熔模对蜡质材料的质量要求与控制,见表3-24。
表3-24 熔模对蜡质材料的质量要求与控制(供参考)
②熔模对树脂类材料的质量要求与控制,可参见表3-25。
表3-25 熔模对树脂类材料的质量要求与控制(供参考)

③熔模对高分子聚合物类材料的质量要求与控制,见表3-26。
表3-26 熔模对高分子聚合物类材料的质量要求与控制(供参考)

2)型壳对制壳耐火材料的质量要求与控制如下:
①型壳对硅砂(粉)的质量要求与控制,见表3-27。
表3-27 型壳对硅砂(粉)的质量要求与控制(供参考)

②型壳对熔融石英(石英玻璃)砂(粉)的质量要求与控制,见表3-28。
表3-28 型壳对熔融石英(石英玻璃)砂(粉)的质量要求与控制(供参考)

③型壳对电熔刚玉砂(粉)的质量要求与控制见表3-29。
表3-29 型壳对电熔刚玉砂(粉)的质量要求与控制(供参考)

注:电熔刚玉属两性氧化物,在高温下常呈弱酸性或中性。
④型壳对锆砂(粉)的质量要求与控制见表3-30。
表3-30 型壳对锆砂(粉)的质量要求与控制(供参考)

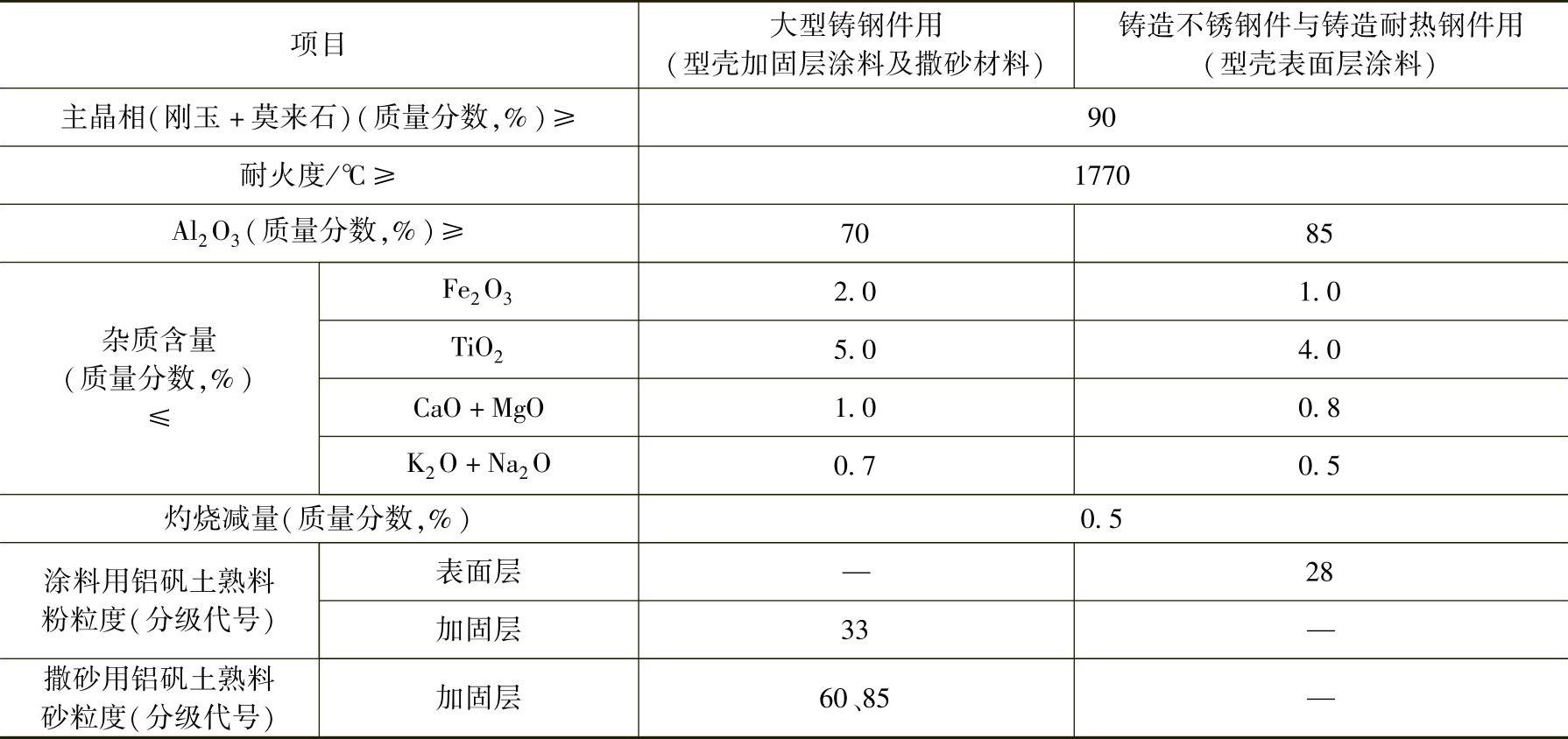
⑤型壳对铝矾土熟料砂(粉)的质量要求与控制见表3-31。
表3-31 型壳对铝矾土熟料砂(粉)的质量要求与控制(供参考)
3)型壳涂料对粘结材料的质量要求与控制如下:
①型壳涂料对水玻璃的质量要求与控制见表3-32。
表3-32 型壳涂料对水玻璃的质量要求与控制(供参考)

提示:控制调整市场销售的水玻璃密度的加水量计算公式如下:
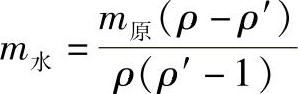
式中 m水——加水量(kg);
m原——原水玻璃质量(kg);
ρ——原水玻璃密度(g/cm3);
ρ′——稀释后水玻璃密度(g/cm3)。
②型壳涂料对硅溶胶的质量要求与控制见表3-33。
表3-33 型壳涂料对硅溶胶的质量要求与控制(供参考)

③型壳涂料对硅酸乙酯的质量要求与控制见表3-34。
表3-34 型壳涂料对硅酸乙酯的质量要求与控制(供参考)

(3)消失模铸造生产常用模样、涂料以及造型砂原材料的质量要求与控制。
1)对泡沫塑料模样原材料的质量要求与控制如下:
①泡沫塑料模样对EPS板材的质量要求与控制,见表3-35。
表3-35 泡沫塑料模样对EPS板材的质量要求与控制(供参考)

(续)

注:EPS板材即聚苯乙烯塑料板材。
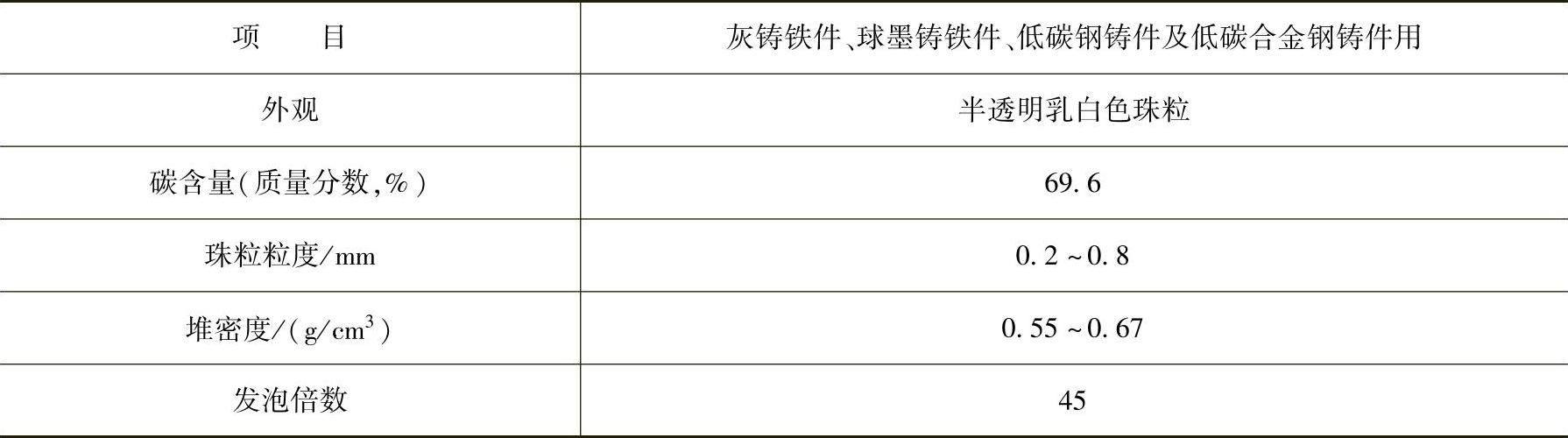
②泡沫塑料模样对EPS珠粒的质量要求与控制见表3-36。
表3-36 泡沫塑料模样对EPS珠粒的质量要求与控制(供参考)

注:EPS珠粒即聚苯乙烯泡沫塑料。
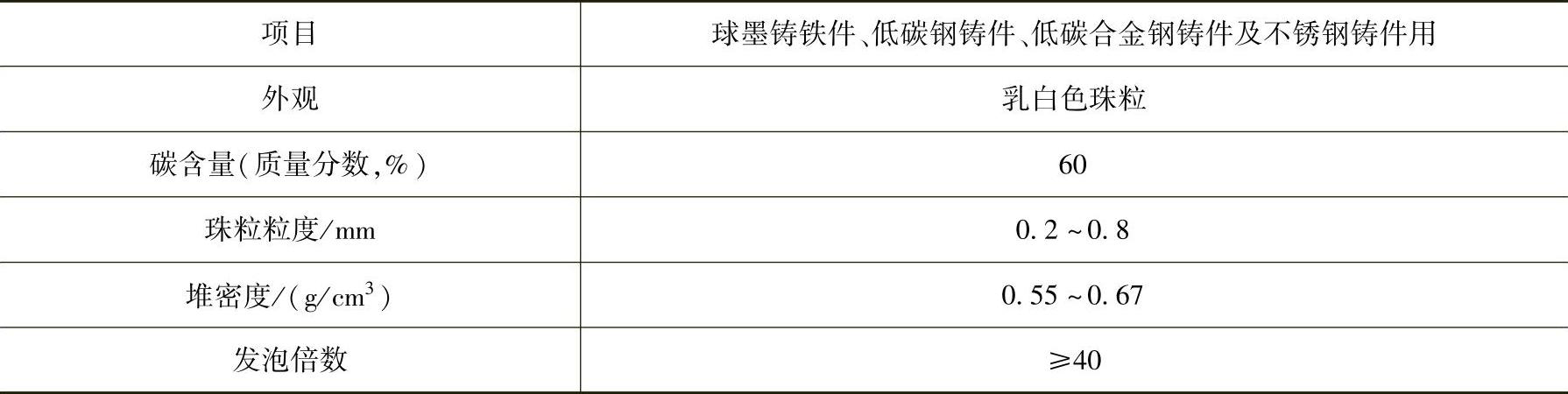
③泡沫塑料模样对STMMA珠粒的质量要求与控制见表3-37。
表3-37 泡沫塑料模样对STMMA珠粒的质量要求与控制(供参考)
注:STMMA珠粒即聚甲基丙烯酸甲酯一苯乙烯共聚树脂泡沫塑料。
④泡沫塑料模样对EPMMA珠粒的质量要求与控制见表3-38。
表3-38 泡沫塑料模样对EPMMA珠粒的质量要求与控制(供参考)
注:EPMMA珠粒即聚甲基丙烯酸甲酯泡沫塑料。
2)对消失模涂料原材料的质量要求与控制如下:
①消失模涂料对耐火粉料的质量要求与控制见表3-39。
表3-39 消失模涂料对耐火粉料的质量要求与控制(供参考)
①主要用作辅助粉料。
②消失模涂料对载液的质量要求与控制见表3-23。
3)对造型砂原材料的质量要求与控制如下:
①消失模平砂造型砂对干砂的质量要求与控制见表3-40。
②消失模水玻璃型砂对硅砂及水玻璃的质量要求与控制见表3-8和表3-16。
③消失模树脂自硬砂对硅砂、自硬树脂及固化剂的质量要求和控制见表3-9、表3-20和表3-21。
表3-40 消失模干砂造型砂对干砂的质量要求与控制(供参考)

①干砂粒度组成应保证干砂的透气性在800~1000之间。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。