



1.装配概述
(1)装配的概念 机械产品一般是由许多零件和部件组成的。根据规定的技术要求,将若干个零件组合成部件或将若干个零件和部件组合成产品的过程,称为装配。前者称为部件装配,后者称为总装配。
装配是机器制造的重要阶段,各种零部件需经过正确的装配才能最终形成产品。如何将零件装配成机器,正确处理零件精度和产品精度的关系,以及如何保证产品的装配精度等,都是装配工作的重要内容。
(2)装配的工艺过程 装配的工艺过程包括准备、装配、调整、检验和装箱等。
1)准备工作。
①研究和熟悉产品的装配图、工艺文件及技术要求,了解产品的结构、功能、各主要零件的作用以及相互的连接关系。
②确定装配的方法和顺序,准备所需要的工具。
③对要装配的零件进行清理和清洗,去除零件上的毛刺、铁锈、切屑、油污等,使其达到装配要求。
④对某些零部件进行锉削或刮削等修配工作,有特殊要求的零件要进行必要的平衡试验、渗漏试验和气密性试验等。
2)装配:比较复杂的产品,其装配工艺常分为部件装配和总装配两个过程。
①部件装配:将两个以上的零件组合在一起或将若干零件和部件组合在一起,成为一个单元的装配过程,称为部件装配。装配时,可将产品划分成若干个装配单元同时进行装配,并预先对各装配单元进行调整、试验,使装配单元以比较完善的状态参与总装配,有利于保证产品质量。
②总装配:将零件和部件组合成一台完整机器的装配过程,称为总装配。产品的总装配通常是在总装配车间进行的,但对于某些大型或重型产品,可先在加工车间进行部件装配或部分装配,最后在产品的安装现场进行总装配。
3)调整、精度检验和试车。
①调整:指调节零件或机构的相互位置、配合间隙、结合的松紧等,目的是使机构或机器工作协调,包括轴承间隙、齿轮啮合的相对位置、镶条位置的调整等。
②精度检验:包括工作精度检验和几何精度检验等。
③试车:指产品装配后,根据有关技术标准和规定进行的运行试验,包括机构或机器运转的灵活性、工作温升,以及密封性、振动、噪声、转速、功率和效率等性能参数是否符合要求。
④喷装、涂油、装箱:喷装是为了防止不加工面锈蚀和使机器外表美观;涂油是为了使工作表面及零件已加工表面不生锈;装箱是为了便于运输。
(3)装配的组织形式 在装配过程中,可根据产品结构的特点和批量大小的不同,采取不同的装配组织形式。
1)固定式装配:是将零件和部件的全部装配工作安排在一固定的工作地点进行,装配过程中产品位置不变,装配所需的零部件都汇集在工作地附近。
固定式装配主要应用于单件生产和小批量生产中。对于机体刚性较差、重量和尺寸较大、装配时不便移动的重型机械等,或在装配时移动会影响装配精度的产品,均宜采用固定式装配的组织形式。
2)移动式装配:是将零件和部件置于装配线上,通过连续或间歇的移动使其顺次经过各装配工作地,以完成全部装配工作。这种移动可以是装配产品的移动,也可以是工作位置的移动。采用移动式装配时,每个工作地点重复完成固定的工序,广泛使用专用的设备及工具,生产率很高,装配质量好,可以降低生产成本,适用于大批量生产。
(4)装配精度的概念 产品的装配精度指机器装配以后,各工作面间的相对位置和相对运动参数与规定参数的相符程度,包括工作面相互间的平行度、垂直度、同轴度、距离、间隙配合、过盈配合、运动轨迹以及速度的稳定性等。装配精度的高低决定了机器的工作性能、质量和寿命等。产品装配精度一般包括尺寸精度、相互位置精度、相对运动精度和接触精度。
1)尺寸精度:指相关零部件间的距离尺寸精度和配合精度。它是零部件之间的相对距离尺寸要求,如卧式车床床头和尾座两顶尖对床身导轨的等高要求,即距离尺寸关系,称为距离精度。配合精度指配合面间的间隙或过盈要求。
2)相互位置精度:包括相关零部件间的平行度、垂直度、倾斜度、同轴度、对称度、位置度及各种跳动等。如车床床鞍移动对尾座顶尖套锥孔轴线的平行度,就属于相互位置精度。
3)相对运动精度:是产品中有相对运动的零部件在运动方向和相对速度上的精度。运动方向上的精度指零部件间相对运动的平行度、垂直度等。如卧式车床溜板箱的移动轨迹对主轴轴线的平行度要求。相对速度上的精度指传动精度,即为传动链两端执行件之间速度的协调性和均匀性,如车床车削螺纹时主轴与刀架移动的相对运动,在速比上就有严格的要求。
4)接触精度:指相互接触的表面其接触面积的大小或接触点的分布情况。如,齿轮啮合、锥体与锥孔配合以及导轨之间均有接触精度要求。
(5)装配精度与零件精度的关系 机器或部件都是由零件组成的,零件的精度特别是关键零件的加工精度,对装配精度有很大的影响。但是,产品的装配过程并不是简单地将有关零件连接起来,而是在装配过程中要进行必要的检测和调整,有时还需要进行修配。所以,如果单单靠提高零件精度来保证装配精度,不仅不经济,而且在技术上也是很难实现的。比较合理的办法是装配中通过检测,对某个或某些零件进行适当的修配来保证装配精度。
产品的装配精度和零件加工精度有很密切的关系。零件精度是保证装配精度的基础,但装配精度并不完全取决于零件精度。装配精度的合理保证,应从产品结构、机械加工和装配等方面进行综合考虑,而装配尺寸链是进行综合分析的有效手段。
2.装配尺寸链
(1)装配尺寸链的基本概念 装配尺寸链是尺寸链的一种,指在装配关系中,由相关零件或部件的尺寸或表示相互位置关系的尺寸所组成的影响某一装配精度的尺寸链。它以某项装配精度指标或装配要求作为封闭环,以所有与该项精度指标或装配要求有关的零件尺寸或位置要求作为组成环。图6-78所示为轴和孔配合的尺寸链,其封闭环为配合间隙或过盈ΔA,配合尺寸A1和A2为组成环。
装配尺寸链与一般尺寸链相比,有下列特点。
1)装配尺寸链的封闭环一定是机械产品或部件的某项装配精度,因此装配尺寸链的封闭环是十分明显的。
2)装配精度只有在机械产品装配后才能测量,因此封闭环只有在装配后才能形成,不具有独立性。
3)装配尺寸链中的各组成环不是仅在一个零件上的尺寸,而是在几个零件或部件之间与装配精度有关的尺寸。
(2)装配尺寸链的建立 在运用装配尺寸链的原理去分析和解决装配精度的问题时,首先要正确地建立起装配尺寸链,正确地确定封闭环,并根据封闭环的要求查明各组成环。
装配尺寸链的封闭环为产品或部件的装配精度,是在装配过程中最后自然形成(间接获得)的尺寸,一个尺寸链只有一个封闭环。正确地确定封闭环,必须深入了解产品的使用要求及各零部件的作用,明确设计者对产品及零部件提出的装配技术要求。

图6-78 装配尺寸链
尺寸链中除封闭环以外的环为组成环。为了正确查找各组成环,要仔细分析产品或部件的结构,了解各零件连接的具体情况。查找组成环的一般方法是以封闭环两端的两个零件为起点,沿着装配精度要求的位置方向,以相邻件装配基准间的联系为线索,分别由近及远地去查找装配关系中影响装配精度的有关零件,直至找到同一个基准零件或同一表面为止,则各有关零件上直线连接相邻零件装配基准间的尺寸或位置关系,即为装配尺寸链中的组成环。建立装配尺寸链就是准确地找出封闭环和组成环,并画出尺寸链简图。
如图6-79a所示,车床主轴中心线与尾座中心线在垂直方向上的等高公差为A0,在机床检验标准中规定为0~0.06mm,且只许尾座高,这就是封闭环。分别由封闭环两端的两个零件(即主轴和尾座)中心线起,由近及远,沿着垂直方向可以找到三个尺寸A1、A2和A3,直接影响装配精度,为组成环。其中A1是主轴中心线至主轴箱的安装基准之间的距离,A3是尾座中心至尾座体的装配基准之间的距离,A2是尾座体的安装基准至尾座垫板的安装基准之间的距离。A1和A2都是以导轨平面为安装基准的尺寸,则由A0、A1、A2和A3组成了一个封闭的尺寸链。图6-79b所示为该装配尺寸链简图。
(3)装配尺寸链的计算 装配尺寸链的计算有两个方面。
1)正计算:在已有产品装配图和全部零件图的情况下,即尺寸链的封闭环、组成环的公称尺寸、公差及极限偏差都已知,由已知组成环的公称尺寸、公差及极限偏差,求封闭环的公称尺寸、公差及极限偏差;然后与已知条件相比较,看是否满足装配精度的要求,验证组成环的公称尺寸、公差及极限偏差确定得是否合理。
2)反计算:在产品设计阶段,根据产品装配精度即封闭环的要求,确定各组成环的公称尺寸、公差及极限偏差,然后将这些已确定的公称尺寸、公差和极限偏差标注到图样上。
装配尺寸链常用极值法进行计算,公式如下。
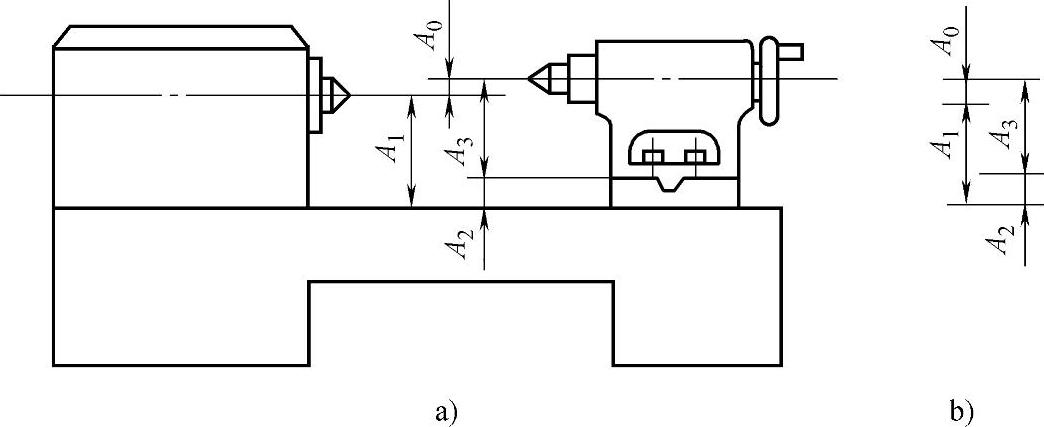
图6-79 车床主轴中心线与尾座中心线装配尺寸链(https://www.xing528.com)
①封闭环的公称尺寸:等于各增环公称尺寸之和减去各减环公称尺寸之和,即
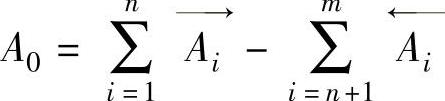
式中 A0——封闭环的公称尺寸(mm); →——增环的公称尺寸(mm),是组成环的尺寸,当其余各组成环不时,这个环增大使封闭环也增大,即为增环;
→——增环的公称尺寸(mm),是组成环的尺寸,当其余各组成环不时,这个环增大使封闭环也增大,即为增环; ——减环的公称尺寸(mm),是组成环的尺寸,当其余各组成环不变时,这个环
——减环的公称尺寸(mm),是组成环的尺寸,当其余各组成环不变时,这个环
增大却使封闭环减小,即为减环;
n——增环的环数;
m——组成环的环数。
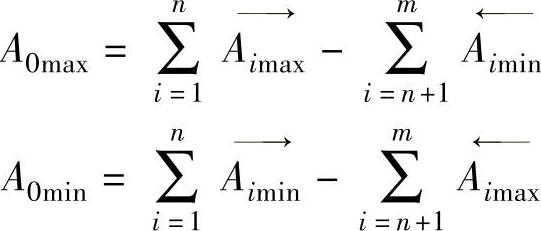
②封闭环的极限尺寸:封闭环的上极限尺寸等于各增环的上极限尺寸之和减去各减环的下极限尺寸之和,封闭环的下极限尺寸等于各增环下极限尺寸之和减去各减环的上极限尺寸之和,即
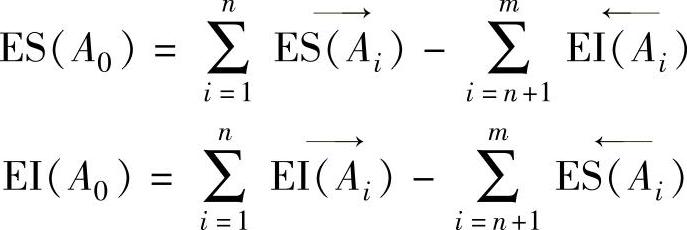
③封闭环的极限偏差:
封闭环的上极限偏差等于各增环上极限偏差之和减去各减环下极限偏差之和,封闭环的下极限偏差等于各增环的下极限偏差之和减去各减环的上极限偏差之和,即
④封闭环的公差等于各组成环公差之和,即

在装配尺寸链中封闭环是装配的最终要求。当封闭环公差确定后,组成环越多则每一环的公差就越小,所以在装配尺寸链中应尽量减少尺寸链的环数,即最短尺寸链原则。
【例6-1】 在图6-80a所示的齿轮装配中,要求装配后齿轮端面和箱体凸台端面之间具有0.1~0.3mm的轴向间隙。已知A1=90+00.01 mm,A2=70 -00.06mm,若要满足装配要求,A3尺寸应控制在什么范围内?
解:根据题意绘出尺寸链简图,如图6-80b所示,并确定封闭环、增环和减环分别为A0、 、
、 、
、 ,计算过程如下
,计算过程如下
A3=A1-A2-A0=90mm-70mm=20mm
A3min=A1max-A2min-A0max=90.01mm-69.94mm-0.3mm=19.77mm
A3max=A1min-A2max-A0min=90mm-70mm-0.1mm=19.9mm即 A3=20--00..2103mm
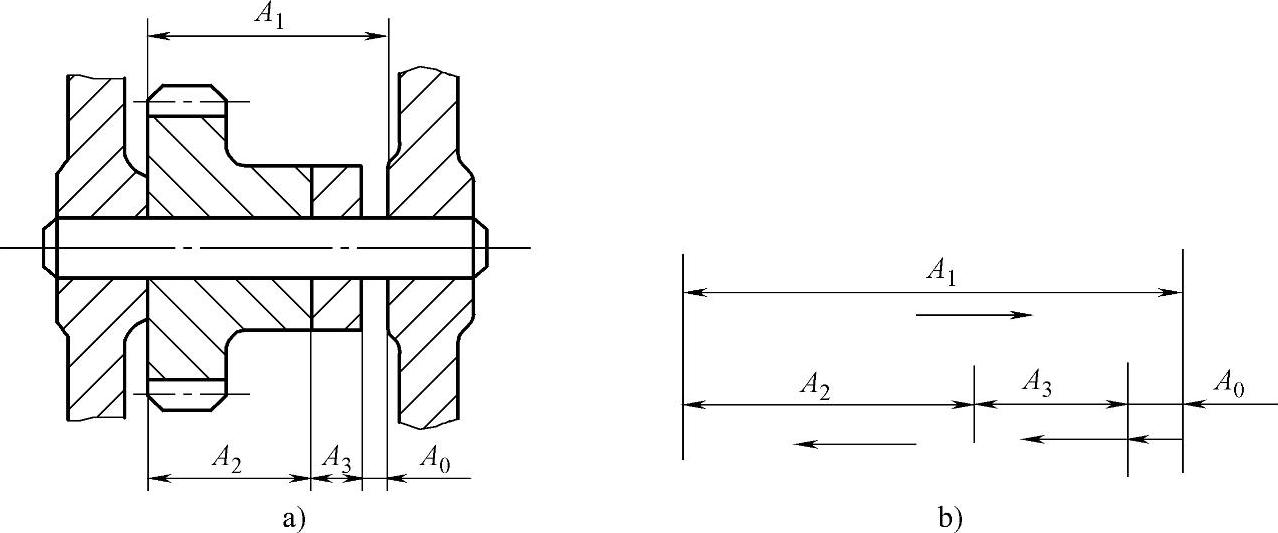
图6-80 齿轮装配示意图
3.保证产品装配精度的方法
装配时,虽然有时零件的制造精度较低,但若采取一定的工艺措施,如进行修配或调整工件的位置等,也能保证装配的质量。所以,零件的精度是保证装配精度的基础,但装配精度并不完全取决于零件的精度。因此,机械产品的精度要求,最终还是靠装配实现的。生产中为正确处理装配精度与零件精度的关系,妥善解决生产的经济性与使用要求之间的关系,根据不同的机器、不同的生产类型,采用了不同的装配方法。这些方法可归纳为互换装配法、选择装配法、修配装配法和调整装配法四大类。
(1)互换装配法 互换装配法根据互换的程度,分为完全互换装配法和不完全互换装配法。
1)完全互换装配法:是在机器装配过程中,零件不需挑选、修配和调整,装配后就能达到装配精度要求的一种装配方法。这种方法通过控制零件的制造精度来保证机器的装配精度。
完全互换装配法的装配过程简单,生产率高,对装配工人的技术水平要求不高,便于组织流水作业及实现自动化装配,容易实现零部件的专业协作,便于备件供应及维修工作等,适用于组成环数少、精度要求不高的场合或大批量生产中。
2)不完全互换装配法:当机器的装配精度要求较高,组成环零件的数目较多时,用极值法计算各组成环的公差较小,难于满足零件的经济加工精度的要求,甚至很难加工出这些高精度要求的零件。因此,在大批生产条件下采用概率法计算装配尺寸链,用不完全互换装配法保证机器的装配精度。
与完全互换装配法相比,采用不完全互换装配法进行装配时,零件的加工误差可以放大一些,使零件易于加工,成本低,同时也达到部分互换的目的。其缺点是往往出现一部分产品的装配精度超差,需要采取一些补救措施,或进行经济论证以决定能否采用不完全互换装配法。
(2)选择装配法 在成批或大量生产的条件下,若组成环的零件数目不多,而装配精度要求很高时,可采用选择装配法进行装配。采用这种方法时,组成环零件按经济加工精度加工,然后选择合适的零件进行装配,以保证规定的装配精度。选择装配法又分为以下三种。
1)直接选配法:是由装配工人从许多待装零件中,凭经验挑选合适的零件,通过试装的方法进行装配,以保证较高的装配精度。这种方法的优点是简单,但是工人挑选零件的时间较长,而装配精度在很大程度上取决于工人的技术水平,不宜用于大批量生产。
2)分组选配法:是先将互配零件按实际尺寸进行测量分组,装配时按对应组进行装配,以保证装配精度。这种装配方法的配合精度取决于分组数,增加分组数可以提高装配精度,适用于大批量生产中装配精度要求很高、组成环数较少的场合。
3)复合选配法:是上述两种方法的组合,装配时在对应组内先将零件预先测量分组,再凭工人的经验直接进行选择装配。这种装配方法的特点是配合公差可以不等,装配质量高,速度较快。在发动机的气缸与活塞的装配中,多采用这种方法。
(3)修配装配法 在单件小批生产中,对于产品中那些装配精度要求较高的多环尺寸链,各组成环先按经济精度加工,装配时通过修配某一组成环的尺寸,使封闭环的精度达到产品精度的要求,这种装配方法称为修配装配法。
在装配中,被修配的组成环称为修配环,其零件称为修配件。修配件上一般留有修配量,可通过一定的方法修去该零件上多余的材料,使装配精度达到要求。采用修配法来保证装配精度时,正确选择修配环很重要。一般尽量选择结构简单、质量小、加工面积小、易加工的零件,容易独立安装和拆卸的零件,或修配后不影响其他装配精度的零件。
修配装配法的优点是能利用较低的制造精度来获得很高的装配精度。其缺点是零件修配工作量较大,要求装配工人技术水平高,装配周期长,生产率低。这种方法适用于单件、小批量生产以及装配精度要求较高的场合。
(4)调整装配法 对于装配精度要求高而组成环较多的尺寸链,可以采用调整装配法进行装配。调整装配法和修配装配法相似,各组成环可按经济精度加工,由此而引起的封闭环累积误差的超出部分,通过改变某一组成环的尺寸来补偿,即装配时调整某一零件的位置或尺寸以达到装配精度的要求。一般可采用斜面、锥面、螺纹联接件、垫片、套筒等进行调整。常见的调整装配法有以下三种。
1)可动调整装配法:是通过改变调整件的位置来保证装配精度的装配方法。这种方法不必拆卸零件,调整方便,广泛应用于成批和大量生产中。常用的调整件有螺栓、楔块和挡环等。图6-81a所示为通过螺钉调整轴承间隙;图6-81b所示为通过调整套筒的位置来保证它与齿轮间轴向间隙的要求;图6-81c所示为用调整螺钉使楔块上下移动来调整螺杆和螺母的间隙。采用可动调整法可以调整由于磨损、热变形和弹性变形等所引起的误差。

图6-81 可动调整装配法
2)固定调整装配法:在装配尺寸链中,选择某一组成环作为调整环,将该环按一定的尺寸级别制造一套专用零件,装配时根据各组成环所形成的累积误差的大小,在这套零件中选择一个合适的零件进行装配,以保证装配精度的要求,这种装配方法称为固定调整法。图6-82所示为通过垫片来调整轴向配合间隙。
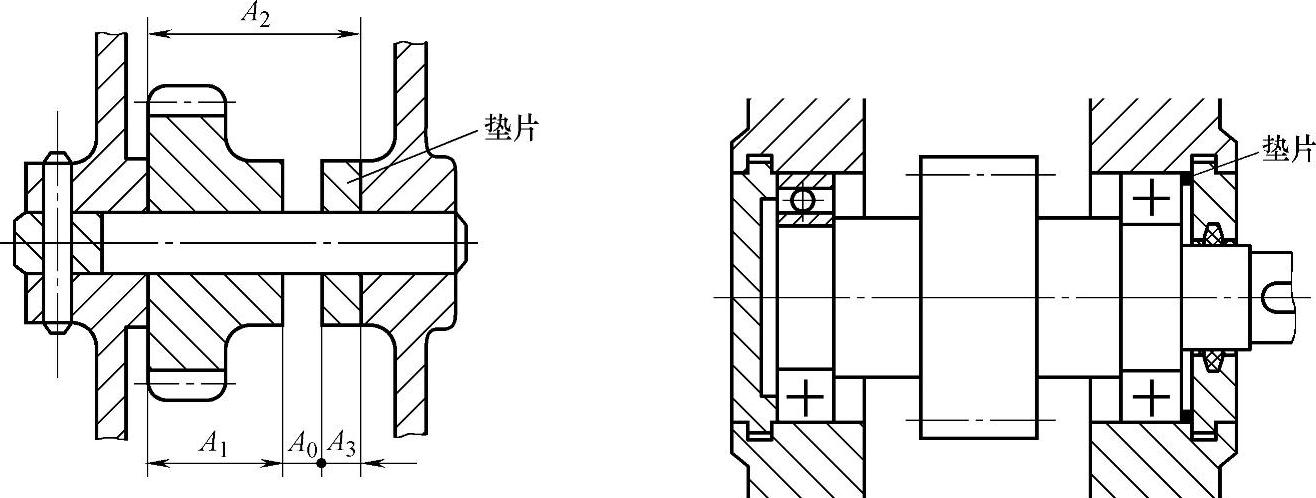
图6-82 固定调整装配法
3)误差抵消调整装配法:装配时,通过调整相关零件之间的相互位置,利用其误差的大小和方向使其相互抵消,以便扩大组成环公差,同时又保证了封闭环精度的装配方法,称为误差抵消调整法。
采用误差抵消调整法装配时,需测出相关零件误差的大小和方向,并需计算出数值。这种方法增加了辅助时间,影响生产率,对工人技术水平要求也较高,但可获得较高的装配精度,一般适用于批量不大的机床装配。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。