



1)装配前,应清除箱体内壁和所有铸件不加工面上的铁屑和杂物,并涂防锈油漆。
2)测量零件主要配合尺寸。
3)在装配前必须用煤油清洗零件,并将配合面洗净、擦干、涂油后进行装配。
4)在装配前需用煤油清洗滚动轴承,并擦干涂油;安装时严禁用锤子直接敲击,应垫以铜管或软铁管,并使力量均匀地分布在套圈上;轴承内圈必须紧贴轴肩或定位轴环,用0.05mm的塞尺检查不得通过。
5)轴系零件安装后,用手转动输入轴,观察有无零件干涉,齿轮啮合的最小齿侧间隙应不大于0.16mm,齿面接触斑点沿齿高方向应不小于70%,沿齿长方向应不小于90%,经检查无误后,方可合上箱盖。
6)减速器各剖分面、各接触面及密封处,均不允许漏油,箱体剖分面允许涂密封胶,紧固螺栓涂防松胶,不允许使用其他任何填料,外表应抛光喷漆。
7)使用减速器前应根据说明书规定的油量加注机油,油量不得超过或低于机油标尺上的最高或最低刻线。
8)减速器装配完成后要进行试车,正反转均需运转2h以上,并注意监测油温的变化和运转噪声,如发现油温升得过高或声音不正常,应停车分析原因,排除故障后才能继续使用。
4.装配过程
(1)清理箱体 检查箱体内有无零件及其他杂物,并清理干净箱体内部,如图6-2所示。
(2)装配输出轴系 在输出轴上安装用于连接齿轮的平键,安装齿轮到要求位置,安装定位轴环、轴承、调整环,如图6-3所示。
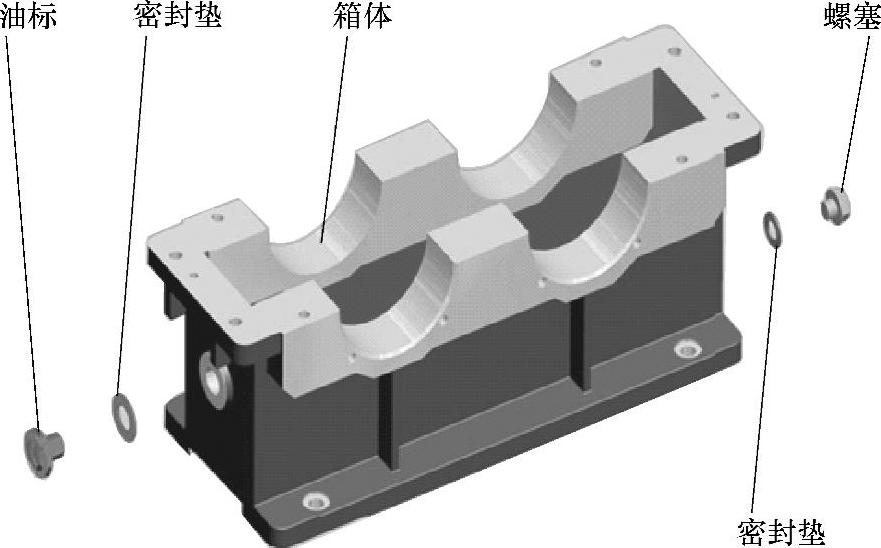
图6-2 箱体
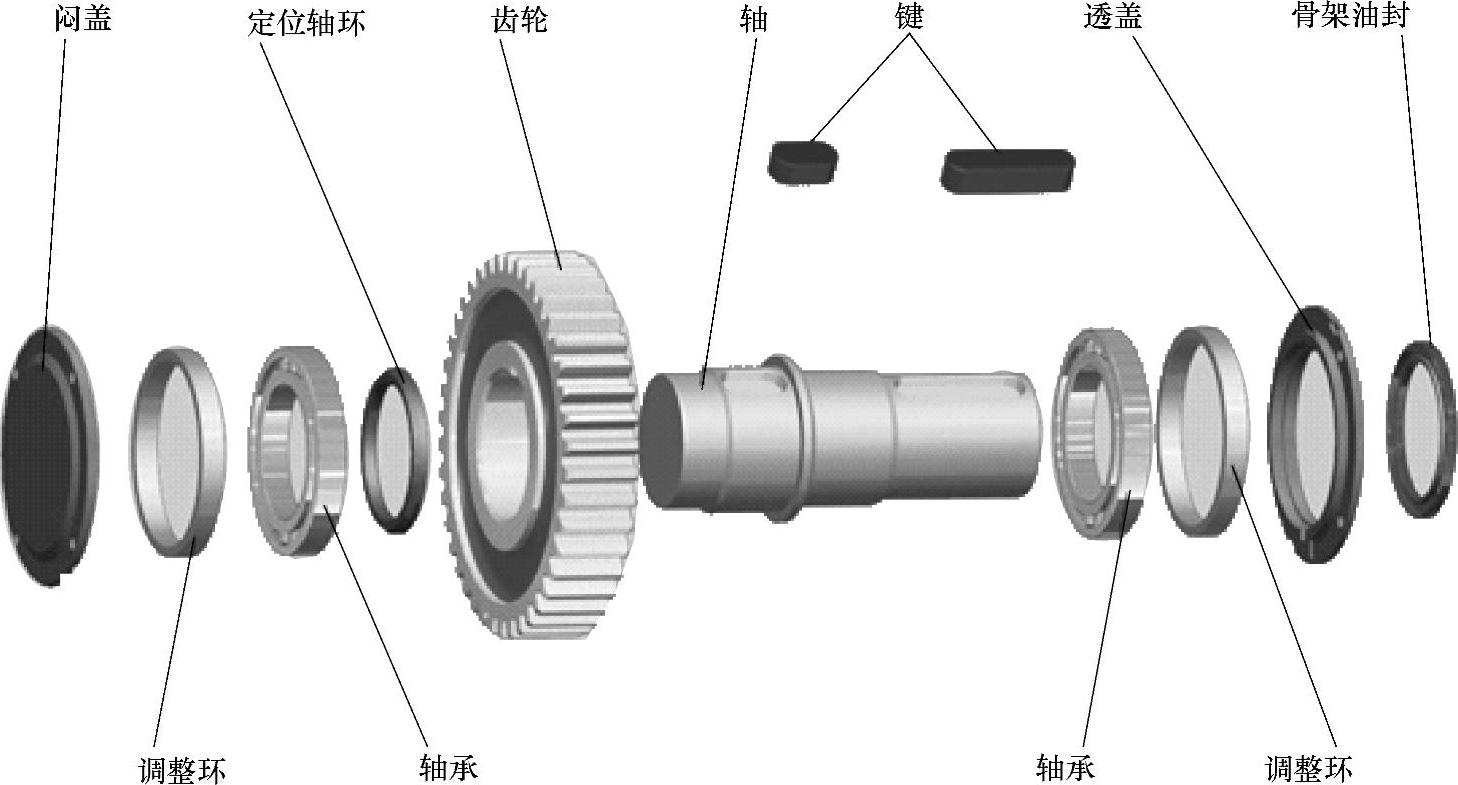
图6-3 输出轴系
(3)装配输入轴系 在输入齿轮轴上安装轴承和调整环,如图6-4所示。
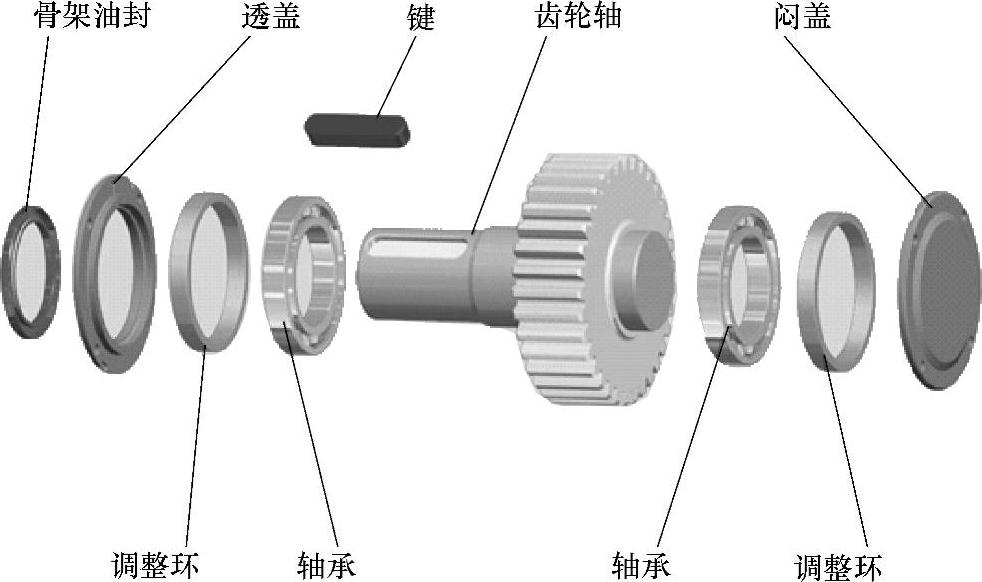
图6-4 输入轴系(https://www.xing528.com)
(4)安装轴系、齿轮啮合 将输入轴和输出轴系安装到箱体指定位置,使两齿轮正确啮合,如图6-5所示,并观察齿轮啮合的旋转情况。
(5)箱盖与箱体的安装 将图6-6所示上箱盖安装到下箱体上(接合处涂密封胶)。
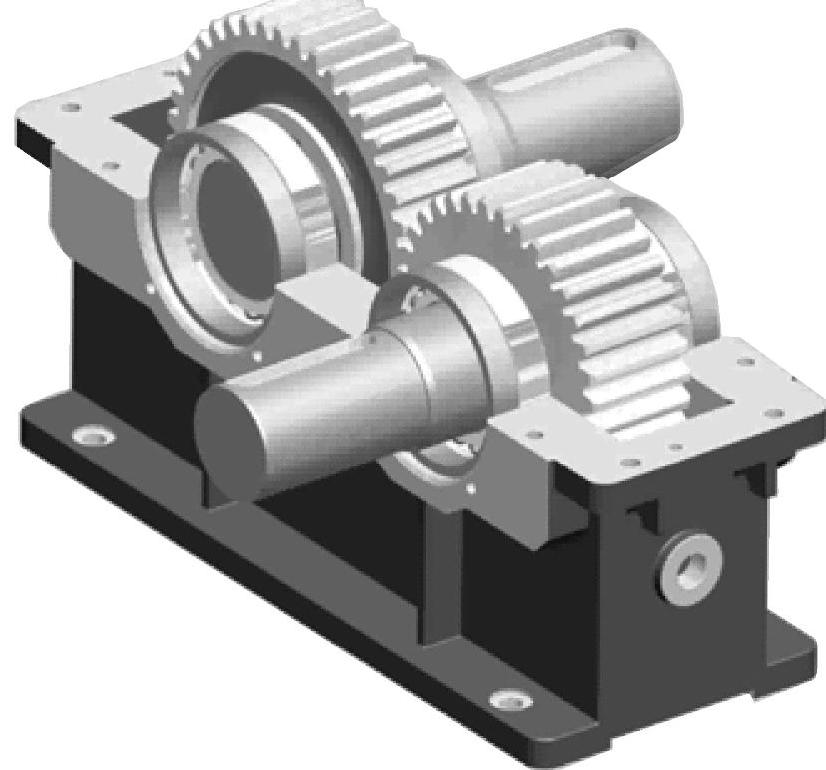
图6-5 齿轮的啮合
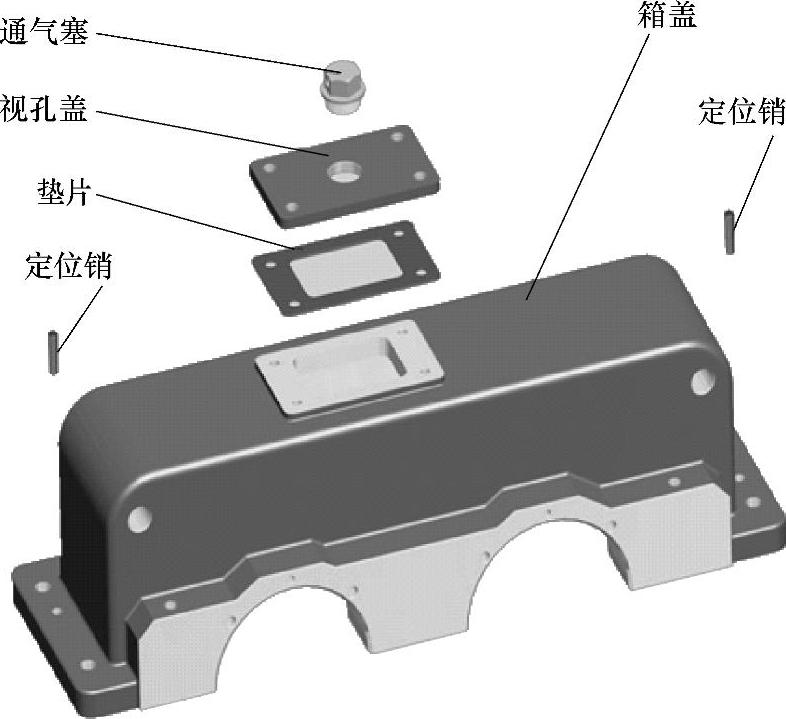
图6-6 箱盖
(6)箱体与箱盖的固定连接 先用两个定位销对箱体和箱盖进行定位,然后用一组螺栓进行联接固定。
(7)安装输出轴端盖 安装透盖、骨架油封和端盖到输出轴,再用螺钉联接紧固。
(8)安装输入轴端盖 安装透盖、骨架油封和端盖到输入轴,再用螺钉联接紧固。
(9)安装油标和油塞 安装密封垫、油标和螺塞,如图6-2所示。
(10)装配视孔盖和通气塞 安装垫片和视孔盖,用螺钉联接拧紧固定并安装通气塞,如图6-6所示。
(11)装配完成 图6-7所示为装配完成的减速器。
(12)带传动的装配 安装电动机输出轴和减速器输入轴上的键;安装电动机输出轴上带传动的主动轮;安装减速器输入轴上带传动的从动轮;安装传动带并使其位置正确、张紧适度。
装配时,按轮毂键槽和轴上键槽修配平键,同时在安装面上涂润滑油,用锤子将带轮轻轻打入或用压入工具将带轮压到轴上,使之配合良好,并检査带轮的轴向圆跳动和径向圆跳动误差,以保证带轮在轴上安装的正确性,同时保证两带轮相互位置的正确性,防止带轮倾斜或错位。
(13)减速器的试车 起动电动机,逐步加载至额定载荷,试运转不得少于2h,运转过程中应平稳、无冲击和振动,无渗漏油,油池最高温度不得超过80℃,油温升高不得超过60℃,轴承温度不得超过80℃。试车过程中如有异常情况,应及时停机,然后按操作程序查明原因予以排除。
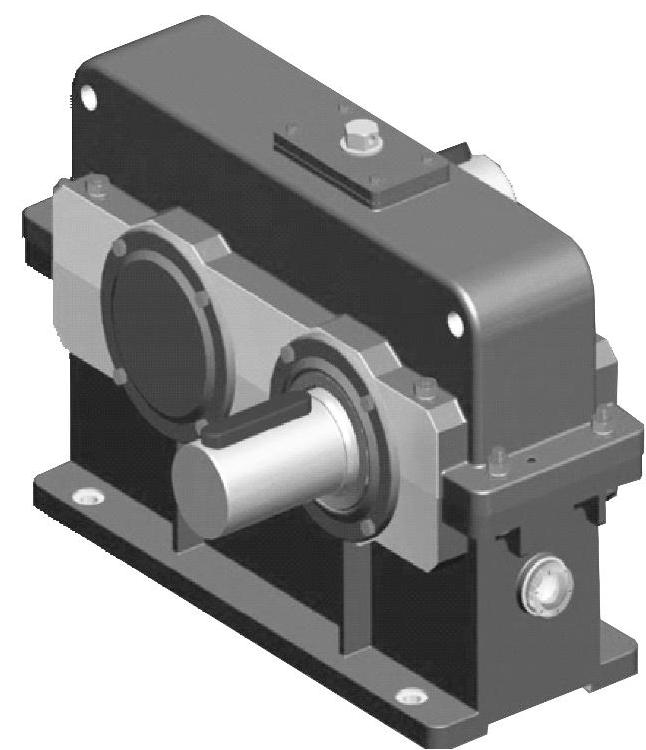
图6-7 减速器
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。