



一、知识点分析
将平直的板料、条料或管子等,利用一定的手段使其弯曲成所需要的形状的加工方法,称为弯曲。弯曲使材料产生塑性变形,因此只有塑性好的材料才能进行弯曲。弯曲后外层材料伸长,内层材料缩短,中间一层材料长度不变,称为中性层。弯曲部分材料虽然产生拉伸和压缩,使其弯曲处的截面形状略有变化,但其截面积保持不变,如图4-14所示。
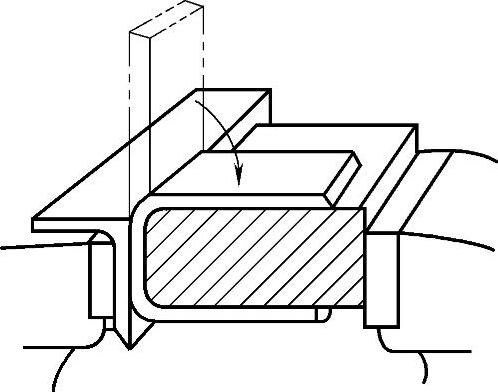
图4-14 钢板弯曲情况
弯曲时,材料变形的程度取决于弯曲半径的大小,在相同条件下,弯曲半径越小,外层材料变形越大,也就越容易出现拉裂或压裂的现象。因此,必须限制材料的弯曲半径,一般由实验确定。通常材料的弯曲半径应大于两倍的材料厚度(该半径称为临界半径),否则,应进行两次或多次弯曲,并在其间进行退火处理。
弯曲的方法有冷弯和热弯两种。在常温下进行的弯曲称为冷弯;当弯曲材料厚度大于5mm或直径较大的棒料和管料工件,需要将工件加热后再进行弯曲,这种方法称为热弯。弯曲变形虽然是塑性变形,但也避免不了弹性变形的存在。因此,弯曲过程中应多弯些,避免材料因弹性变形回弹而达不到尺寸要求。
二、工具的认识
常用的弯曲工具有锤子、木棒、木块、台虎钳、专用夹具和专用弯曲工具等。
三、能力掌握
1.弯曲前毛坯料长度的计算
工件进行弯曲前,要做好毛坯料长度的计算。毛坯料长度过长,会导致工件弯曲后因尺寸过大而造成材料的浪费;毛坯料长度过短,会使工件弯曲后尺寸不足。实践证明,毛坯料弯曲后只有中性层长度不变。因此,计算弯曲工件的毛坯长度时,可按中性层的长度进行计算。通常材料弯曲后,中性层的实际位置一般不在材料正中,而是偏向内层材料一边。因此,中性层的实际位置与材料的弯曲半径r和材料厚度t有关。
表4-1为中性层位置系数x0的数值。从表中r/t的比值可知,当弯曲半径r≥16t时,中性层在材料中间(即中性层与几何中心层重合)。在一般情况下,为简化计算,当r/t≥8时,可取x0=0.5进行计算。
表4-1 中性层位置系数x0

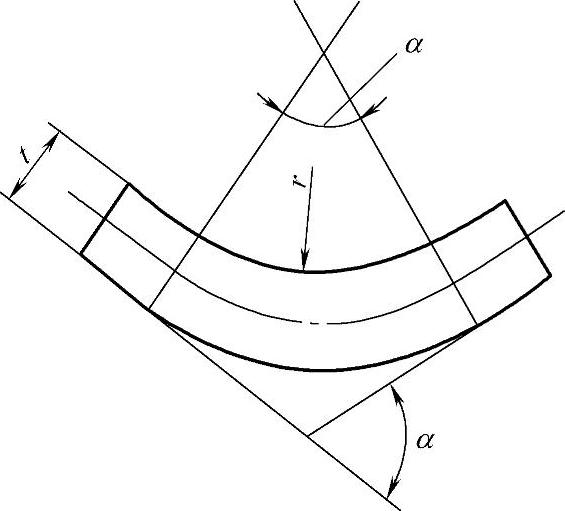
内边为圆弧时,制件的毛坯料长度等于直线部分长度(未变形部分)和圆弧中性层长度(弯曲部分)之和。弯形角及中性层的位置如图4-15所示。圆弧部分中性层长度,可按下式计算
L0=π(r+x0t)α/180°
式中 L0——圆弧部分中性层长度(mm);
r——工件的弯曲半径(mm);
x0——中性层位置系数;
t——材料厚度(mm);
α——弯形角(°)。
 (https://www.xing528.com)
(https://www.xing528.com)
图4-15 弯形角及中性层的位置
内边为直角不带圆弧的毛坯料长度,可按弯曲前后毛坯体积不变的原理计算,一般采用经验公式,取r=0,按L0=0.5t计算,如图4-16所示。
2.弯曲的方法
(1)板料弯曲 尺寸不大、形状不太复杂的板料进行厚度方向的弯曲时,可在台虎钳上进行。先在需要弯曲的地方划好线,然后夹在台虎钳上,使划线的位置和钳口平齐,在接近划线处进行锤击,如图4-17a、b所示。如果台虎钳钳口比工件短,可用角铁制作的专用夹具来夹持工件进行弯曲,如图4-17c所示。
板料进行宽度方向的弯曲时,通常是利用金属材料的延展性能,在弯曲处的外弯部分进行锤击,使材料向一个方向进行延展,从而达到弯曲的目的,如图4-18a所示。较窄的板料可在V形块或特制弯曲模上用锤击法使工件变形而弯曲,如图4-18b所示,还可在专用的弯曲工具上进行弯曲,如图4-18c所示。
(2)管子弯曲 管子直径在12mm以下时用冷弯方法;直径大于12mm釆用热弯方法。管子弯曲的最小弯曲半径必须是管子直径的4倍以上。管子直径在10mm以上时,为防止管子弯瘪,应在管内灌满干砂并使砂子灌得严实,两端用木塞塞紧,如图4-19所示。
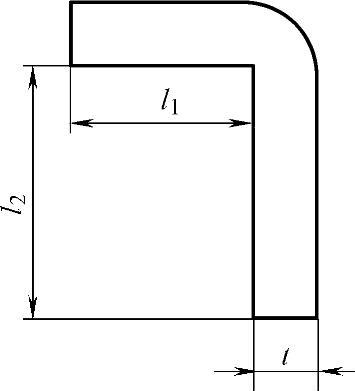
图4-16 内边为直 角的制件
带有焊缝的管子弯曲时,焊缝必须放在中性层的位置上,以防止焊缝裂开,如图4-20所示。冷弯管子一般在弯管的专用工具上进行,其结构如图4-21所示。
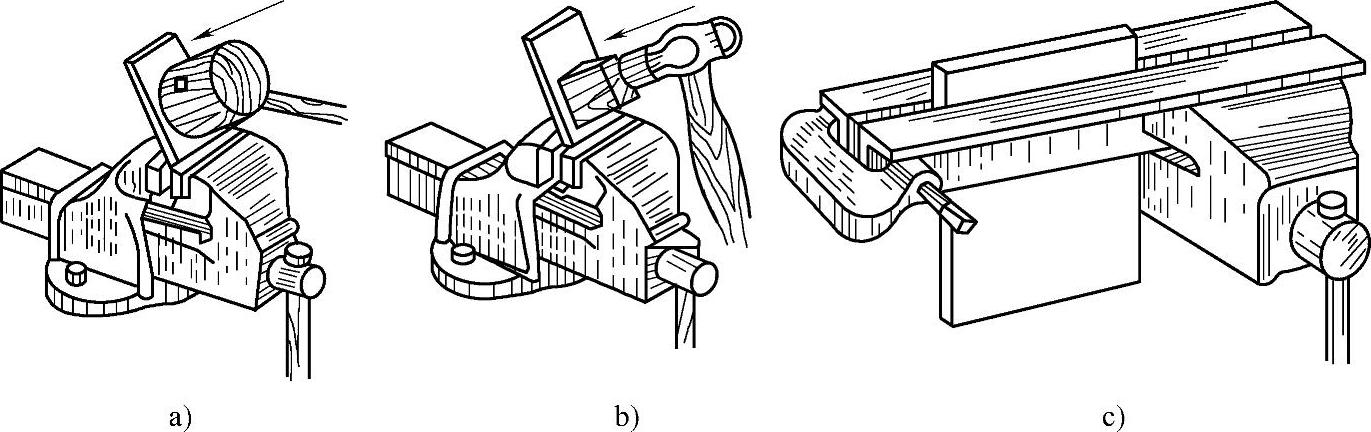
图4-17 板料进行厚度方向的弯曲
a)用木锤锤击弯曲 b)用铁锤和木垫块锤击弯曲 c)用专用工具夹持弯曲
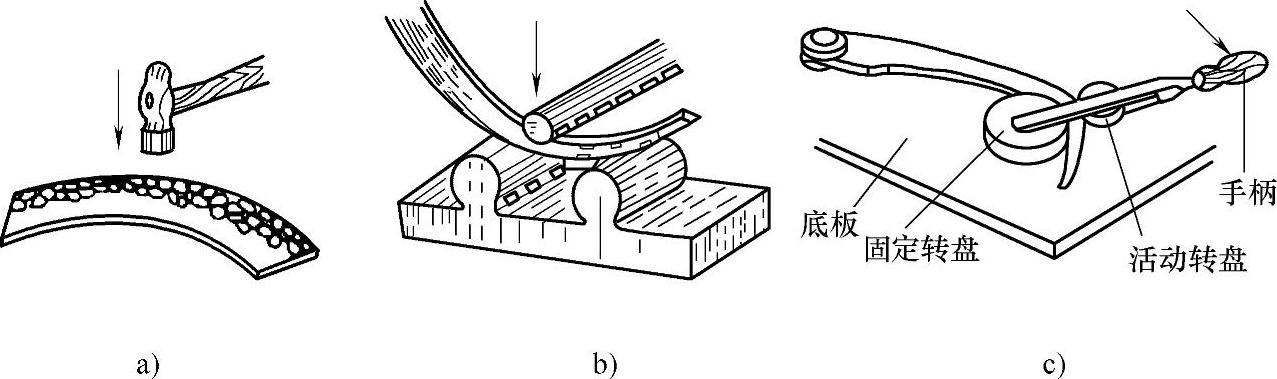
图4-18 板料进行宽度方向的弯曲
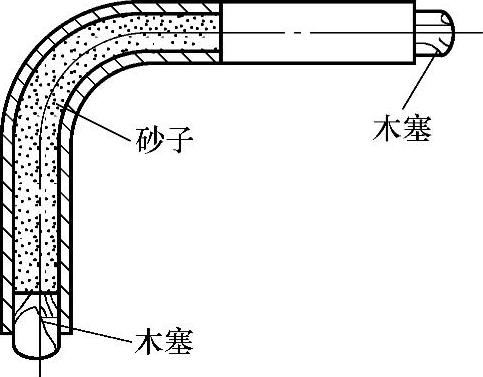
图4-19 管子弯曲的方法
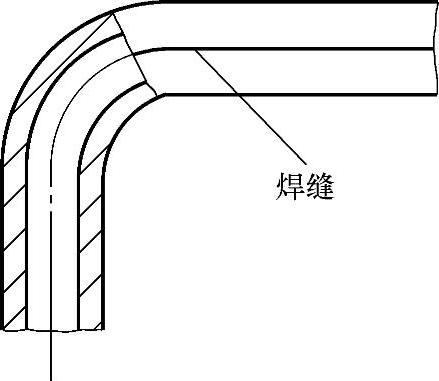
图4-20 带有焊缝的管子弯曲
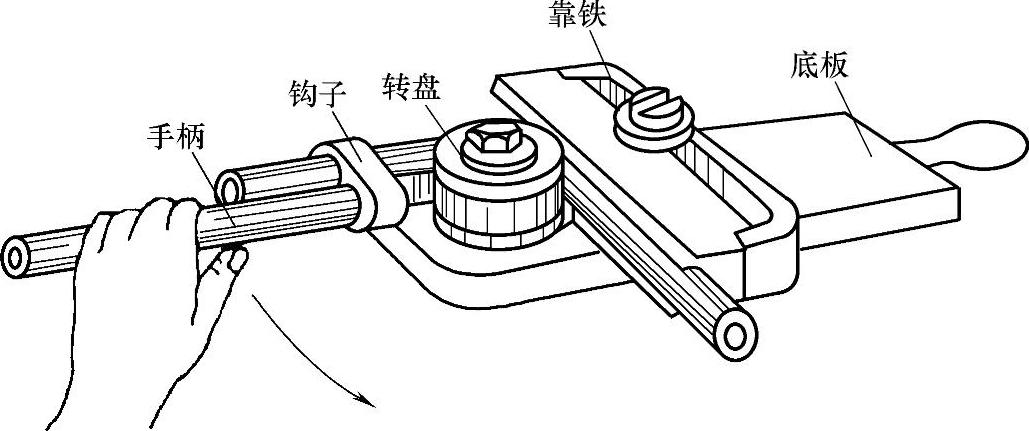
图4-21 冷弯管子的专用工具
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。