



一、知识点分析
金属材料或工件在轧制或剪切等外力的作用下,在内部组织发生变化时所产生的残余应力作用下会发生变形,在运输或存放过程中如果处理不当,也会引起变形。消除金属材料或工件不应有的弯曲、翘曲、凸凹不平等缺陷的加工方法称为矫正。
金属材料的变形有弹性变形和塑性变形两种形式,通常矫正的是金属材料或工件的塑性变形。矫正的实质就是使金属材料产生新的塑性变形来消除原来不应存在的塑性变形。所以只有塑性好的材料才能进行矫正。矫正后金属材料表面的硬度提高、塑性降低、变脆,这种现象称为冷作硬化。冷作硬化给继续矫正或下道工序的加工带来困难,因此必要时需进行热处理以恢复材料原有的力学性能。
矫正的分类方法如下。
(1)按矫正温度分类
1)冷矫正:在常温下进行的矫正。冷矫正时会产生冷作硬化现象,适用于矫正塑性较好的材料。
2)热矫正:将被矫正件加热到700~1000℃时进行矫正,适用于材料变形大、塑性差或缺少足够动力设备的情况。
(2)按矫正力分类
1)手工矫正:将材料或工件放在平板、铁砧或台虎钳上,采用锤击、弯曲、延展或伸张等方法进行的矫正。
2)机械矫正:在专业矫正机或压力机上进行的矫正。专业矫正机适用于成批大量生产的场合,压力机适用于缺少专用矫正机以及变形较大的情况。
3)火焰矫正:在材料变形处用火焰局部加热的方法进行的矫正。火焰矫正方便灵活,应用广泛。
4)高频热点矫正:与火焰矫正的原理相似,是利用交变磁场在金属内部产生的内热源进行局部加热,从而实现矫正的方法。
二、工具的认识和使用
1.支撑用工具
进行矫正时,需要表面平整的支撑基座,平板、铁砧、台虎钳和V形块等均可以作为矫正板材、型材或工件的基座。
2.矫形用工具
(1)锤子 矫正一般材料,通常使用钳工锤;矫正已加工过的表面、薄钢件或非铁金属制件,可使用铜锤、木锤、橡胶锤等软锤。图4-3所示为用木锤矫正板料。
(2)抽条和拍板
1)抽条是采用条状薄板料弯成的简易工具,用于抽打较大面积的板料。图4-4所示为用抽条矫正板料。
2)拍板是用质地较硬的檀木制成的矫形用专用工具,用于敲打板料。图4-5所示为用拍板矫正薄板料。
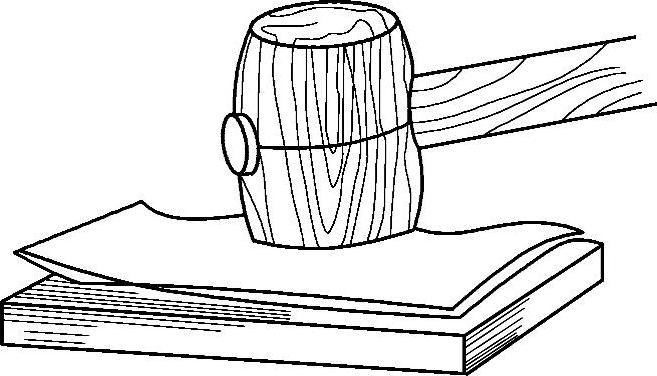
图4-3 用木锤矫正板料
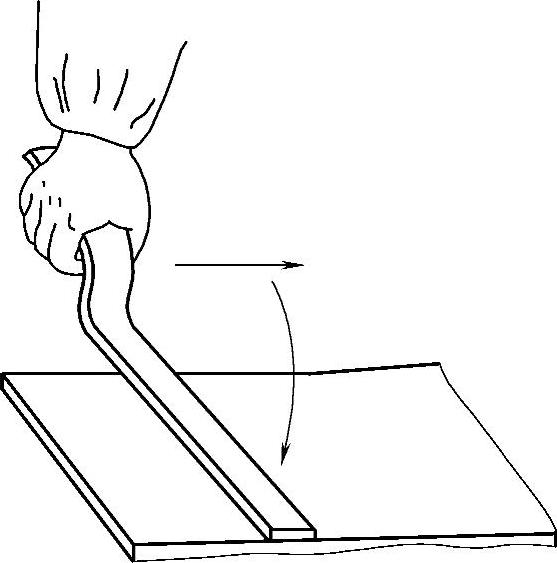
图4-4 用抽条矫正板料
(3)螺旋压力工具 螺旋压力工具适用于矫正较大的轴类零件或棒料,如图4-6所示。
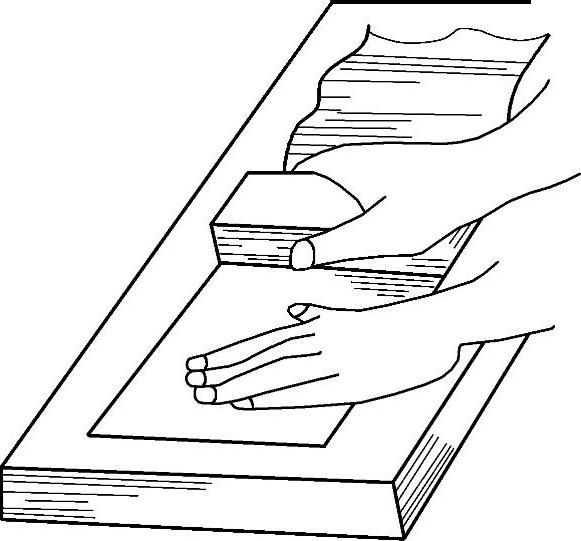
图4-5 用拍板矫正薄板料
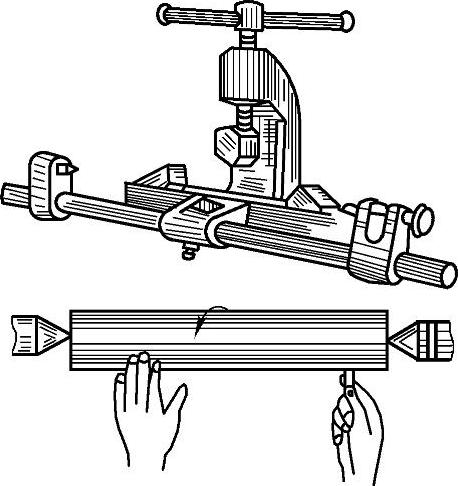
图4-6 用螺旋压力工具矫正工件
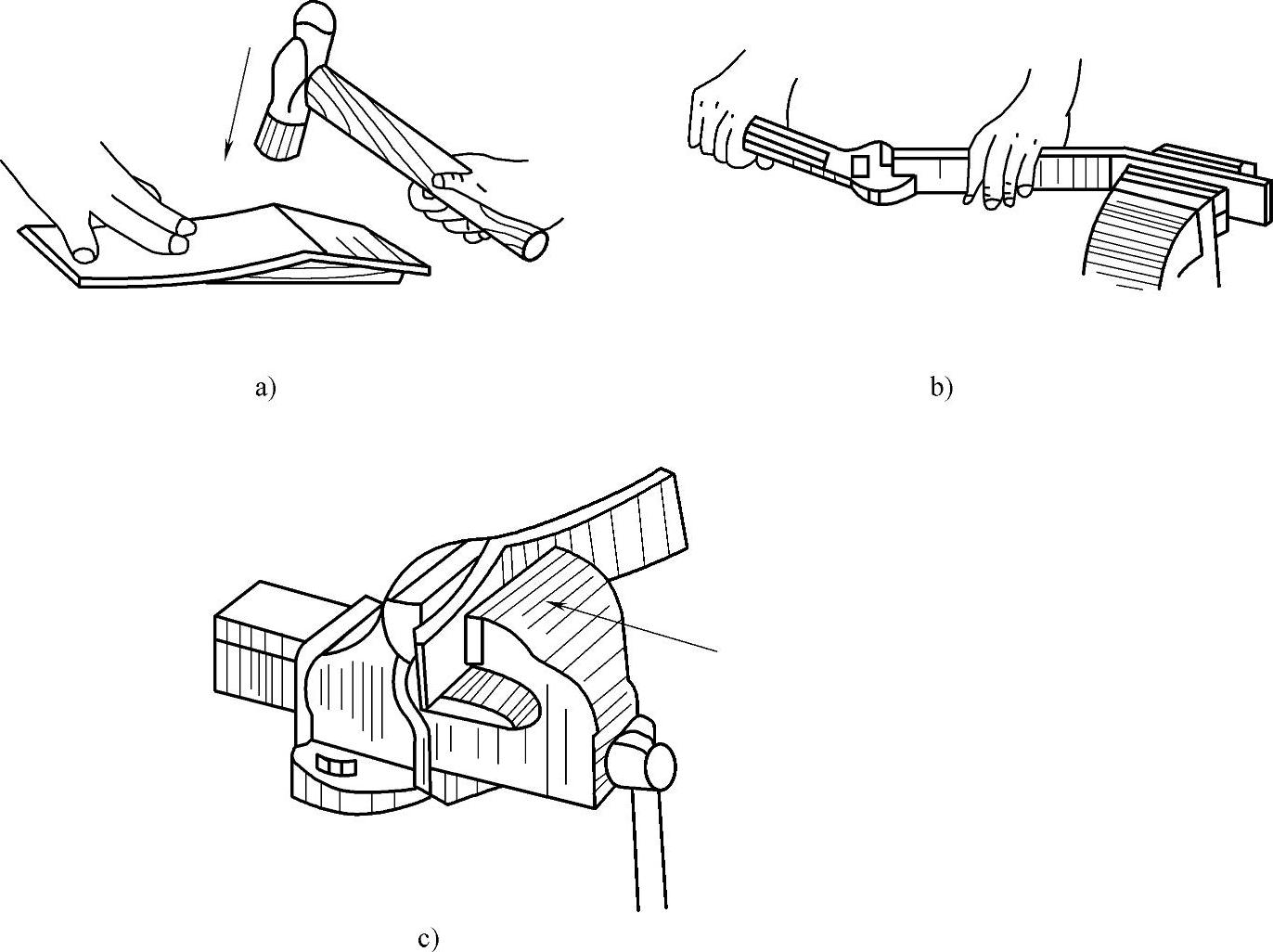
图4-7 弯曲法矫正(https://www.xing528.com)
3.检验用工具、量具
检验用的工具、量具主要有平板、90°角尺、钢直尺和百分表。
三、能力掌握
1.弯曲法矫正
弯曲法矫正用来矫正各种弯曲的轴类工件或条状型材的弯曲变形。矫正前,先査明弯曲程度和部位。矫正时,将凸起向上放置于平台上,用锤子连续锤打凸起部位,使凸起部位材料受压缩短,凹入部位受拉伸长,以此消除弯曲变形,如图4-7a所示;也可用台虎钳在靠近弯曲处进行夹持,用活扳手把弯曲部分扳直,如图4-7b所示;或借助台虎钳将变形工件或条料初步压直,如图4-7c所示,再放在平板上用锤子矫正。直径较大的轴类工件或厚度较大的条料,可先找出弯曲部位,用压力机在因弯曲造成的凸出部位加压进行矫正,如图4-6所示。
2.扭转法矫正
扭转法矫正通常用于矫正条料的扭曲变形,如图4-8所示,通常是将变形的条料夹持在台虎钳上,用扳手把条料扭转回到原来的形状。
3.延展法矫正
延展法矫正是用锤子敲击材料,使它延展伸长,达到矫正的目的,又称为锤击矫正法,通常用于金属板料及角钢的凸起、翘曲等变形的矫正。
通常板料中间的凸起是由于受力后材料变薄引起的。一般是锤击板料的边缘,使边缘材料延展变薄,使其厚度与凸起部位的厚度趋近,从而使板材厚度趋于一致而平整。锤击时,应由外到里、由重到轻、由密到稀,如图4-9所示,不能直接锤打凸起的部位,以免使变形更加严重。如果有相邻几处凸起,应先在凸起的交界处轻轻锤击,使几处凸起合并成一处,然后再锤击四周进行矫正。
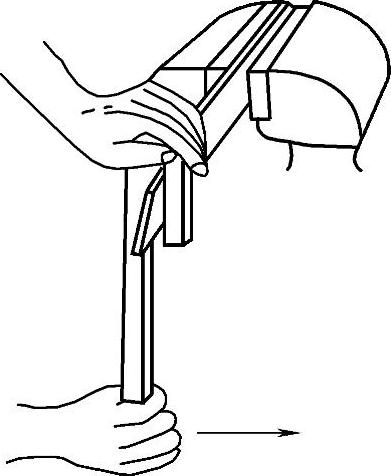
图4-8 扭转法矫正
板料边缘发生波纹形变形而中间平整时,则表明板料四边变薄而伸长了,矫正时应从中间向四周反复锤打,锤击时应由密到稀、由重到轻,直至使板料达到平整,如图4-10所示。
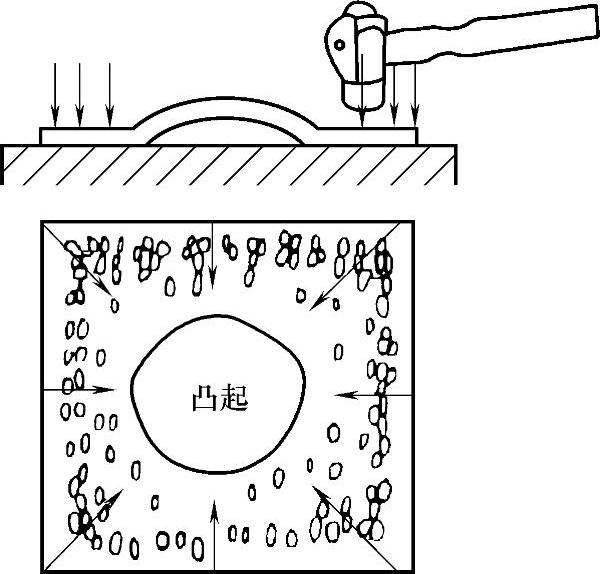
图4-9 中间凸起板料的矫正
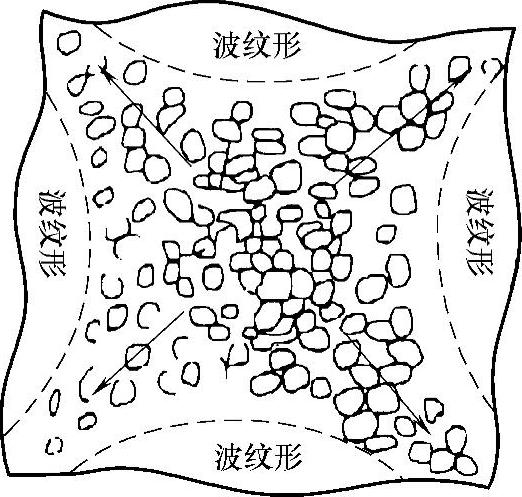
图4-10 边缘发生波纹形变形板料的矫正
板料发生对角翘曲变形时,应沿未发生对角翘曲的对角线锤击,使其延展而被矫平,如图4-11所示。
板料是薄而软的材料时,如铜箔、铝箔等,可用平整的木块在平板上推压材料的表面,使其平整,也可用木锤或橡皮锤锤打使其平整。
角钢发生变形时,有内弯、外弯、扭曲和角变形等多种形式,矫正方法如图4-12所示。
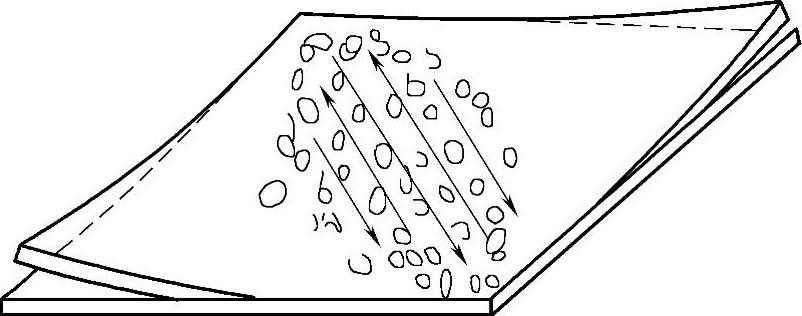
图4-11 对角翘曲变形板料的矫正
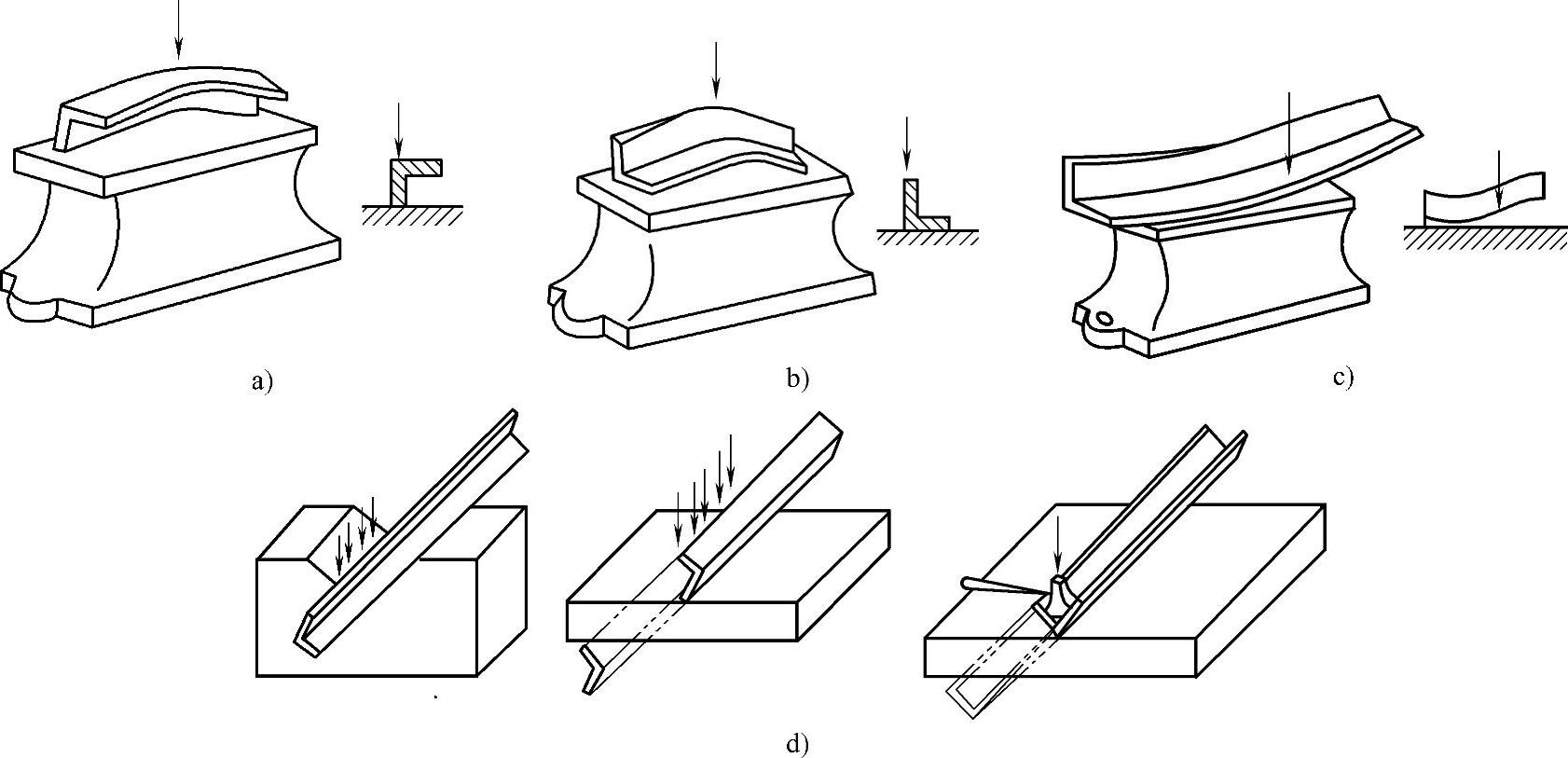
图4-12 角钢变形的矫正
a)内弯 b)外弯 c)扭曲 d)角变形
4.伸张法矫正
伸张法矫正是用来矫正各种细长线材卷曲变形的基本方法。如图4-13所示,将线材一头固定,然后从固定处开始,将弯曲线材绕圆木一周,握紧圆木向后拉,使线材在拉力的作用下得到伸长矫直。
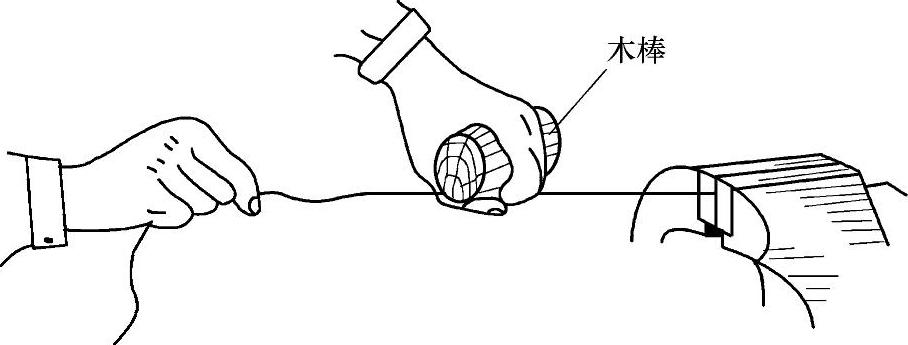
图4-13 伸张法矫正
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。