



一、知识点分析
錾削指用锤子打击錾子对金属工件进行切削的加工方法,这是钳工基本技能中比较重要的基本操作。它主要用于不便于机械加工的场合,如清除毛坯上的多余金属、分割材料、錾削平面及沟槽等。錾削是一种粗加工,通常是按所划线进行加工的。
二、工具的认识和使用
錾削时所用的主要工具是錾子和锤子。
1.錾子
(1)錾子的结构 錾子是錾削加工的刀具,一般用碳素工具钢T7A或T8A锻造成形,其形状是根据工件不同的錾削要求而设计的,一般由錾头、錾身和切削部分组成。錾头有一定的锥度,顶端通常略带有球形突起,可使锤击时的作用力容易通过錾子的中心线,受力集中,使錾子保持平稳,不易偏斜;錾身为多棱柱形,防止錾削时錾子转动;切削部分刃磨成楔形,经热处理后达到硬度要求,如图2-8所示。
(2)錾子的种类 钳工常用的錾子有扁錾、尖錾和油槽錾三种类型。
1)扁錾。扁錾切削部分扁平,刃口略带弧形,主要用于錾削平面、凸缘、毛刺和分割材料,应用最广泛,如图2-9所示。
2)尖錾。尖錾切削刃较短,切削刃两端侧面略带倒锥,防止在錾削沟槽时錾子被槽夹住,主要用于錾削沟槽和分割曲线形板料,如图2-10所示。
3)油槽錾。油槽錾切削刃很短,呈圆弧形,切削部分常做成弯曲形状,便于在工件表面上錾削沟槽,主要用于錾削润滑用的油槽,如图2-11所示。

图2-8 錾子的结构
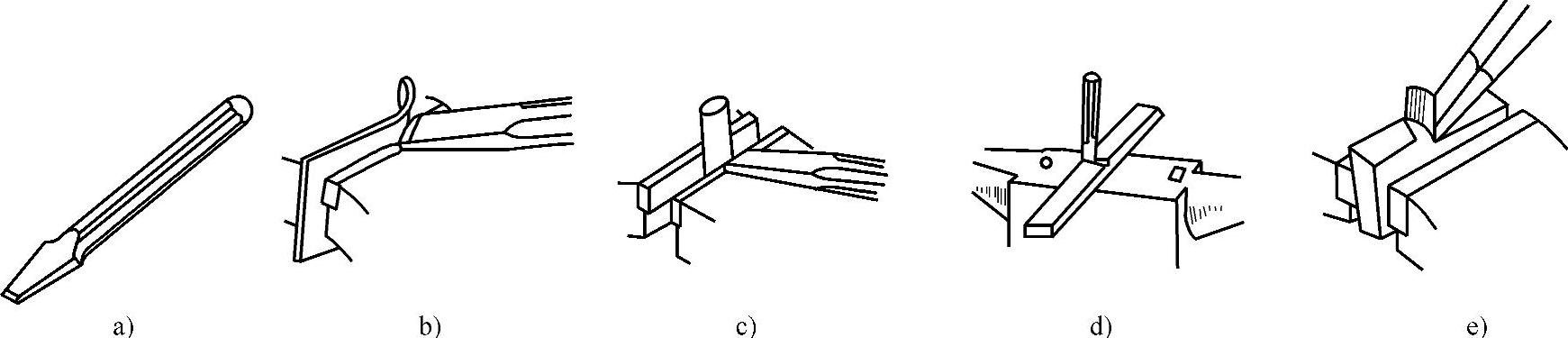
图2-9 扁錾及应用
a)扁錾 b)錾削板料 c)錾削棒料 d)錾削条料 e)錾削窄平面
(3)錾削的角度 錾子切削部分要有合理的几何角度,主要是楔角。錾削时,錾子与工件之间应形成适当的切削角度,如图2-12所示。
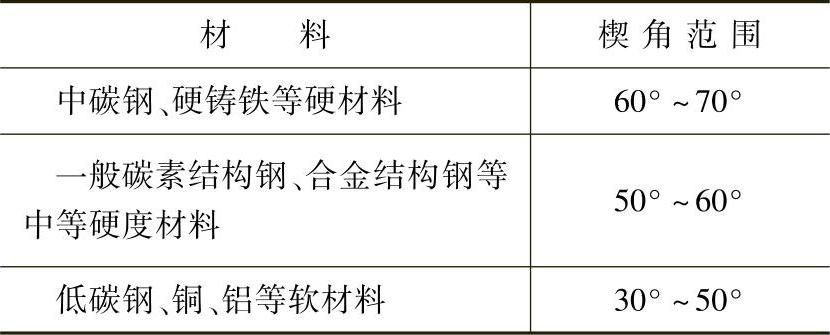
1)楔角βo。楔角βo是錾子的前刀面与后刀面之间的夹角。楔角小时,錾子刃口锋利,錾削容易、省力,但楔角过小,会造成刃口薄弱,錾子强度差,刃口易崩裂;楔角大时,刀具强度好,錾削困难、费力,錾削表面不易平整。因此,錾子的楔角应在其强度允许的情况下,选择尽量小的数值。加工材料与楔角的选用范围见表2-2。
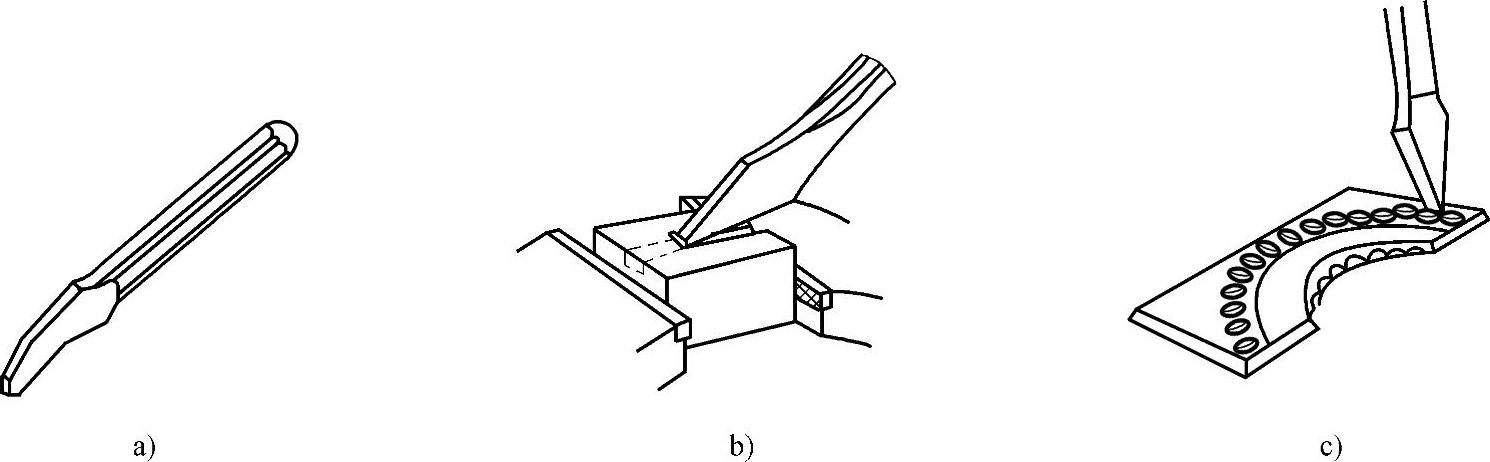
图2-10 尖錾及应用
a)尖錾 b)錾槽 c)分割曲线形板料
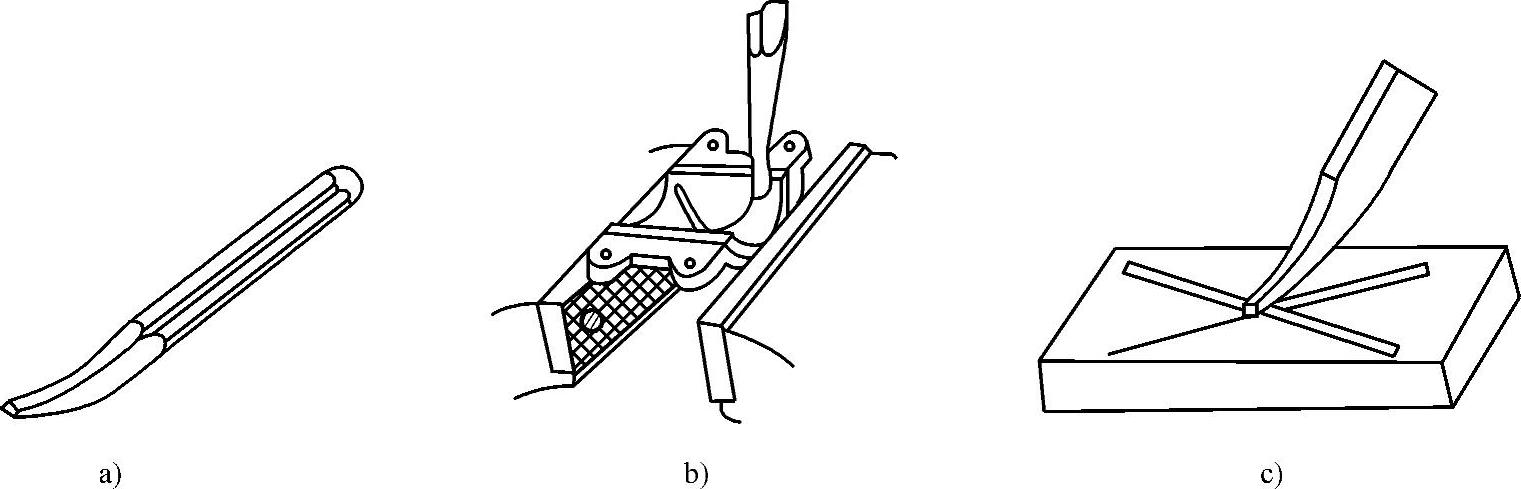
图2-11 油槽錾及应用
a)油槽錾 b)錾削曲面油槽 c)錾削平面油槽
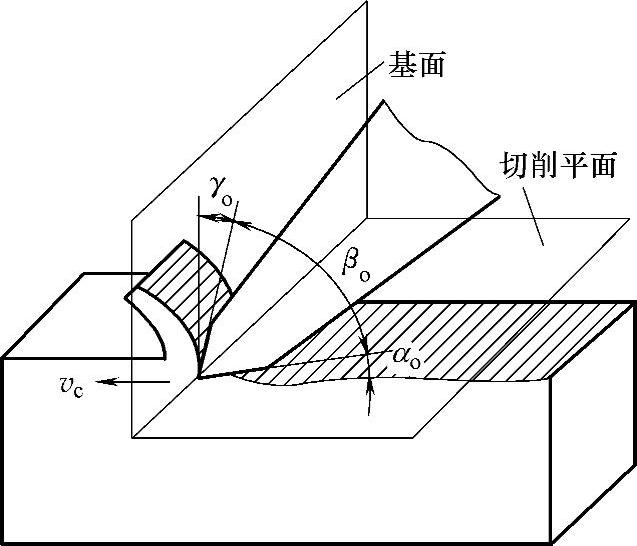
图2-12 錾削的角度
表2-2 加工材料与楔角选用范围(https://www.xing528.com)
2)前角γo。前角γo是錾子切削时前刀面与基面之间的夹角。前角大时,被切削金属的切屑变形小,切削省力。
3)后角αo。后角αo是錾子切削时后刀面与切削平面之间的夹角,它可以减小錾子后刀面与切削表面之间的摩擦,其大小取决于錾子被掌握的方向。錾削时一般后角取5°~8°,后角太大会使錾子切入材料太深,錾不动,甚至损坏錾子刃口;若后角太小,錾子容易从材料表面滑出,不能切入,即使能錾削,由于切入很浅,效率也低,如图2-13所示。在錾削过程中应保持錾子的后角不变,防止表面錾得高低不平。
2.锤子
锤子是钳工常用的敲击工具,在錾削时是借锤子的锤击力使錾子切入金属的,同时锤子也是钳工装、拆零件时的重要工具。锤子由锤头、木柄和楔子三部分组成,如图2-14所示。
锤子的规格是用锤头的质量来表示的,钳工常用的锤子有0.25kg、0.5kg、0.75kg、1kg(在英制中有0.5磅、1磅、1.5磅、2磅)等几种。锤头由碳素工具钢(T7)制成,并经淬硬处理,锤柄的材料选用坚硬的木材,如檀木和胡桃木等,其长度应根据不同规格的锤头选用,如0.5kg的锤子,其柄长一般为350mm。
锤子一般分为硬锤和软锤两种。软锤有铜锤、铝锤、木锤和硬橡皮锤等,一般用于装配、拆卸等操作中。硬锤由碳钢淬硬制成,钳工所用的硬锤有圆头和方头两种,圆头锤一般在錾削,装、拆零件时使用,方头锤一般在打样冲眼时使用。
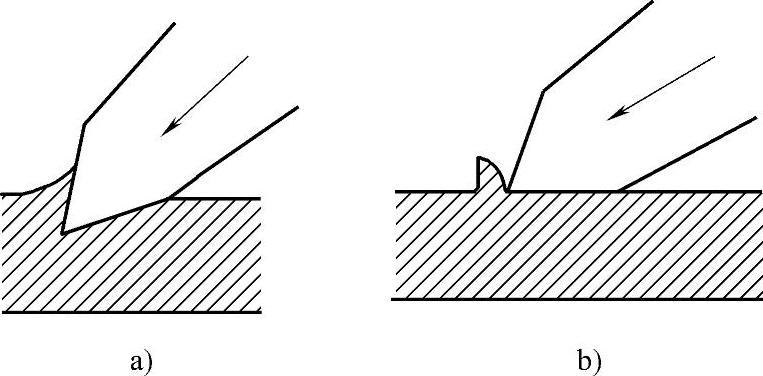
图2-13 后角对錾削的影响
a)后角过大 b)后角过小
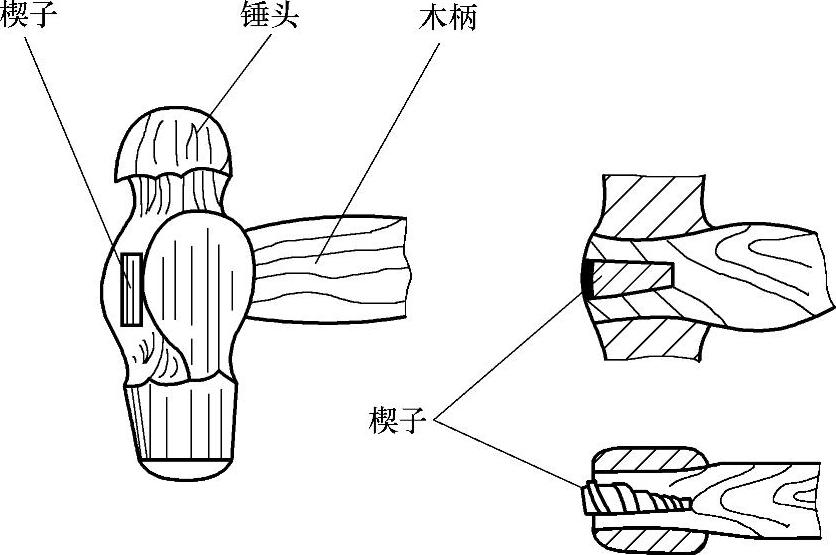
图2-14 锤子
三、能力掌握
1.工件的夹紧
正确使用台虎钳,夹紧时不应在台虎钳的手柄上加套管子或用锤子敲击台虎钳手柄,工件要夹紧在钳口中间。
2.錾削的姿势
錾削时要保持正确的操作姿势,保持好重心,保证击锤的力度,做到“稳、准、狠”。
3.起錾
(1)斜角起錾 从工件的边缘尖角处轻轻地起錾,将錾子向下倾斜,先錾出一个小斜面,然后开始正常的錾削,如图2-15a所示。
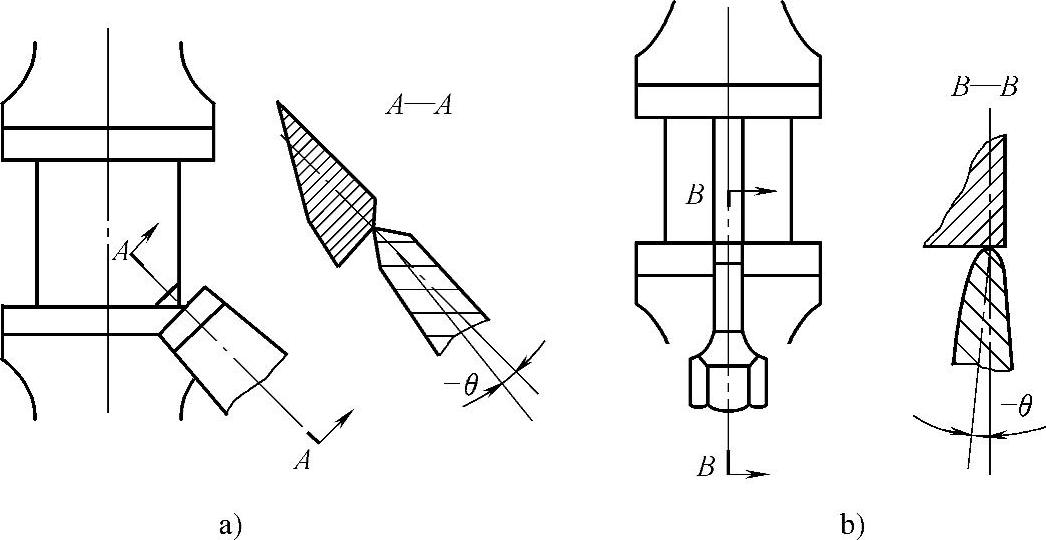
图2-15 起錾
a)斜角起錾 b)正面起錾
(2)正面起錾 錾子刃口要贴住工件端面,錾子仍向下倾斜,待錾出一个小斜面后,再按正常角度錾削,如图2-15b所示。
4.终錾
当錾削距尽头10~15mm时,必须调头錾去余下的部分,以防工件边缘崩裂,如图2-16所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。