



一、知识点分析
锯削指用手锯或机械锯把金属材料分割开,或在工件上锯出沟槽的加工方法,如图2-2所示。锯削是一种粗加工,平面度误差一般可控制在0.2mm之内。它具有操作方便、简单、灵活的特点,应用较广。
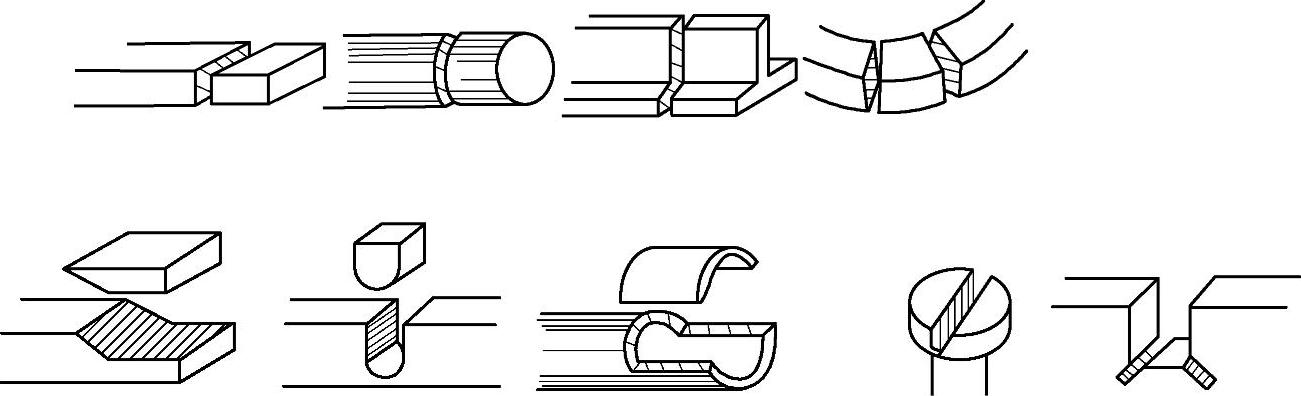
图2-2 锯削的应用
二、工具的认识和使用
锯削常用的工具是手锯,手锯由锯弓和锯条组成。
1.锯弓
锯弓是用来装夹并张紧锯条的工具,有固定式和可调式两种,如图2-3所示。
固定式锯弓只能安装一种长度规格的锯条,其结构较简单,如图2-3a所示。可调式锯弓由两段组成,安装距离可以调整,能根据需要安装几种不同长度规格的锯条,使用较为方便,如图2-3b所示。
锯弓两端都装有碟形螺母,一端是固定的,一端为活动的。当锯条装在两端碟形螺母的销上后,旋紧活动的碟形螺母,就可以把锯条拉紧。
2.锯条
手用锯条一般用渗碳软钢冷轧而成,经热处理淬硬,锯削时起切削作用。
(1)锯条的种类
1)锯条的长度规格是以两端安装孔的中心距来表示的,按其长度分为200mm、250mm和300mm三种,常用的锯条长度为300mm。
2)锯齿的粗细规格是以锯条每25mm长度内的齿数来表示的,一般分为粗、中、细三种,其应用见表2-1,锯削时可根据不同的材料选择不同齿距的锯条。
(2)锯齿的切削角度 锯条的切削部分由许多按齿距均匀分布的锯齿组成,每个齿都有切削作用。锯齿的切削角度如图2-4所示,一般前角γo为0,后角αo为40°,楔角βo为50°。为了减少锯条的内应力,充分利用锯条材料,目前已出现双面有齿的锯条,其两边锯齿淬硬,中间保持较好的韧性,不易折断,可延长锯条的使用寿命。
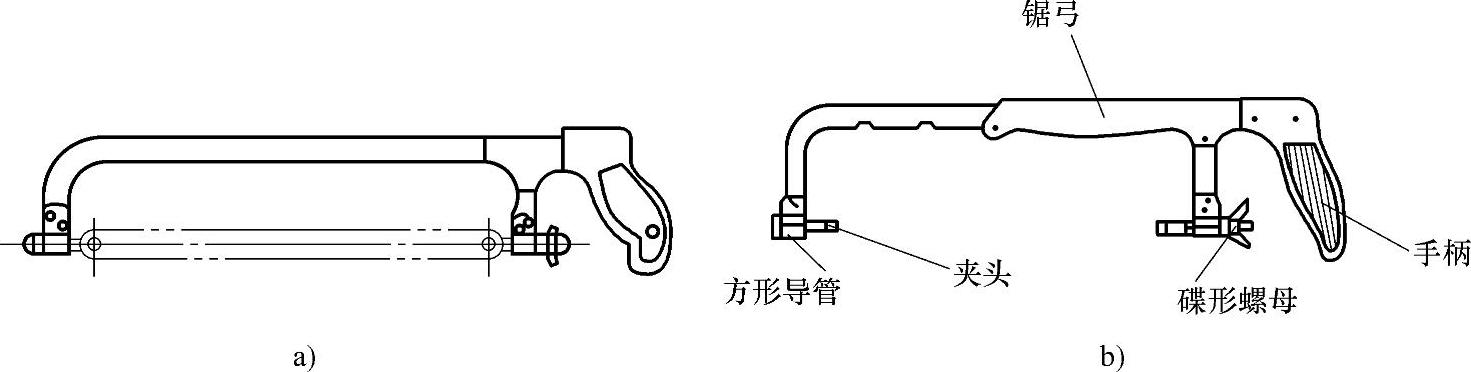
图2-3 锯弓
a)固定式 b)可调式
表2-1 锯齿的粗细规格及应用

(3)锯路 制造锯条时,为了减少锯缝两侧面对锯条的摩擦阻力,避免锯条被夹住或折断,使锯齿按一定的规律左右错开,排列成一定形状,称为锯路。锯路有交叉形和波浪形等,如图2-5所示。锯条有了锯路以后,使工件上的锯缝宽度大于锯条背部的厚度,从而防止了锯削过程中摩擦过热和因夹锯造成的锯条折断现象,延长了锯条的使用寿命。(https://www.xing528.com)
(4)锯条损坏的原因 锯条装得过紧或过松;工件装夹不正确,锯削部位距钳口太远,以致产生抖动或松动;锯缝歪斜后强行矫正;锯削时用力太大或锯削时突然加大压力;新锯条在旧锯缝中被卡住以及工件被锯断时没及时掌握好,使手锯与台虎钳相撞等原因,均会造成锯条的折断。而锯削速度太快,锯条发热过度,锯削较硬的材料时没有采取冷却或润滑措施,及锯削硬度太高的材料,都会使锯条磨损过快。
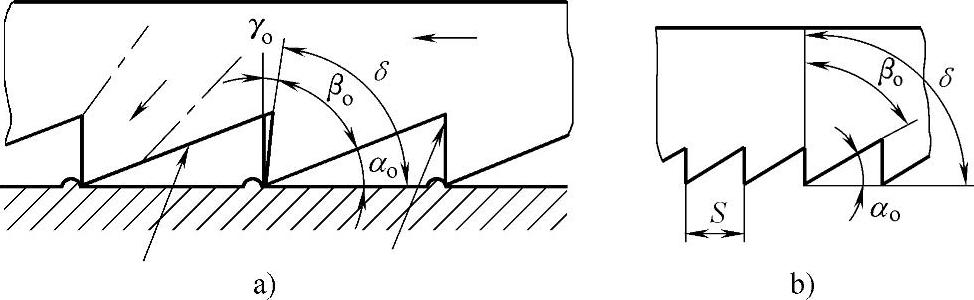
图2-4 锯齿的切削角度
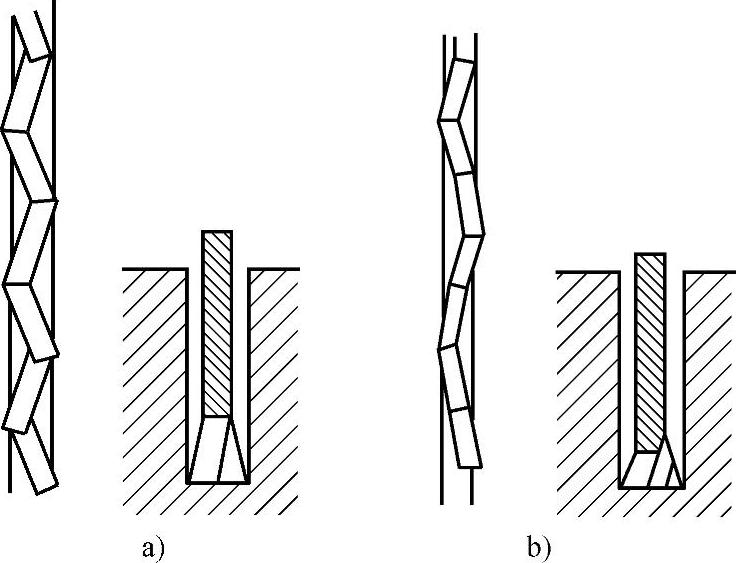
图2-5 锯路
a)交叉形 b)波浪形
三、能力掌握
1.锯条的安装
锯削前要选用合适的锯条,因手锯在前推时才起作用,因此安装锯条时应使锯条的齿尖方向朝前,如图2-6所示,否则锯齿的前角为负值,不能完成正常的锯削。锯条的松紧程度用碟形螺母调整,调整时不可太紧,否则容易使锯条受力太大,失去应有的弹性,锯条容易崩断;也不能太松,否则会使锯条扭曲,锯缝歪斜,锯条也容易折断。锯条安装好后,要保证锯条平面与锯弓中心平面平行,锯条松紧程度适当,不能歪斜和扭曲。
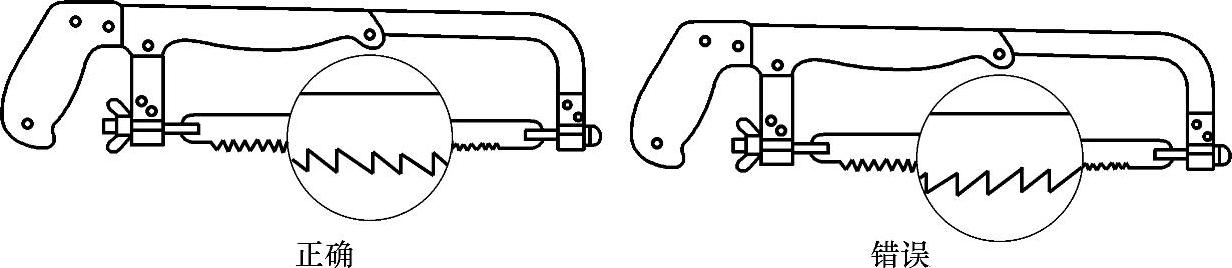
图2-6 锯条的安装
2.工件的夹持
用台虎钳夹持工件时,工件不应伸出钳口过长,应使锯缝离开钳口侧面20mm左右,以防止工件在锯削时产生振动;锯缝线要与钳口侧面平行,以防止锯缝歪斜;工件要夹持牢固,同时防止工件装夹变形或夹坏已加工表面。
3.锯削的方法
锯削的基本方法包括锯削时锯弓的运动方式和起锯方法。
锯弓的运动方式有直线往复运动式和摆动式。直线往复运动式锯削适用于锯缝底面要求平直的工件,如锯槽口和薄型工件等;摆动式锯削时,锯弓两端可自然上下摆动,以减小切削阻力,提高锯削效率。
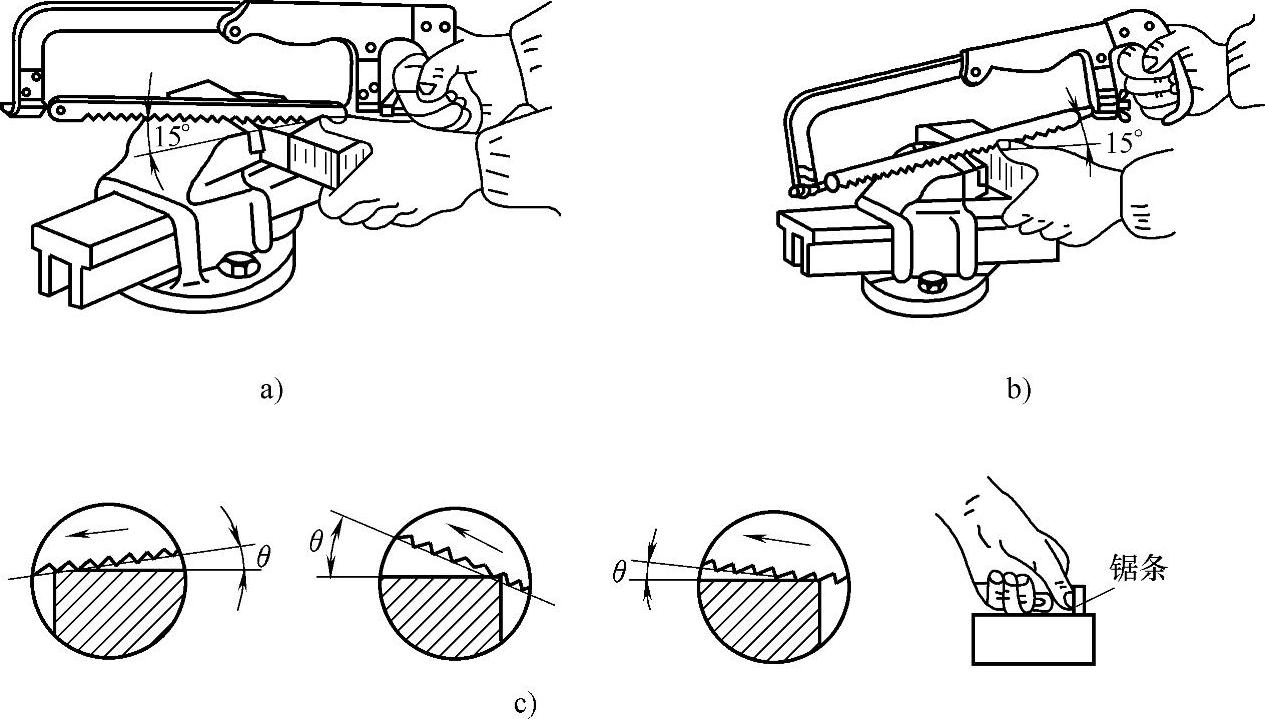
图2-7 起锯方法
a)近起锯 b)远起锯 c)起锯
起锯是锯削工作的开始,起锯质量的好坏直接影响锯削的质量。起锯有近起锯和远起锯两种,如图2-7a、b所示。起锯时压力要小,速度要快,行程要短。为使起锯平稳,位置准确,可用左手大拇指确定锯条位置,如图2-7c所示。无论采用哪一种起锯方法,起锯角度θ都要小些,一般不大于15°。如果起锯角θ太大,则起锯不平稳,锯齿易被工件的棱边卡住;但起锯角θ太小,会由于同时与工件接触的齿数多而不易切入材料,锯条还可能打滑,使锯缝发生偏离,工件表面被拉出多道锯痕而影响表面质量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。