



【摘要】:锉削基准面1)用350mm粗齿平锉锉削基准面A,如图1-2a所示,使其达到平面度0.5mm、对圆柱表面的垂直度0.5mm的要求,用200mm细齿平锉锉削A面,使其表面粗糙度值达到Ra6.3μm的要求。2)用同样的方法锉削A面的相对面,使其达到平面度0.5mm、对A面的平行度0.5mm及表面粗糙度值Ra6.3μm的要求,并保证尺寸mm。
1)将棉花用汽油浸湿,蘸上F40研磨粉,将研磨粉均匀地涂在研磨平板面上。
2)单手握持刀口形直尺,采用沿其纵向移动与以刀口面为轴线左右摆动相结合的运动方式,摆动角度约为30°,不要左右晃动,要保持研磨过程平稳,完成粗研磨,如图5-1a所示。
3)完成粗研磨后,用汽油将刀口形直尺和研磨平板洗净,或换一块研磨平板。
4)换用新棉花用汽油浸湿,蘸上F400研磨粉,将研磨粉均匀地涂在研磨平板面上。
5)双手握持刀口形直尺,利用工件自重进行精研磨,研磨时要经常调头研磨刀口面,并经常改变研磨面在研磨平面上的位置,使刀口面直线度公差达到0.005mm,表面粗糙度值达到Ra0.25μm,完成精研,如图5-1b所示。
6)将刀口形直尺擦拭干净。(https://www.xing528.com)
7)检验刀口面的直线度误差,可采用光隙判别法,当光隙颜色为蓝色或不透光时,即为合格。
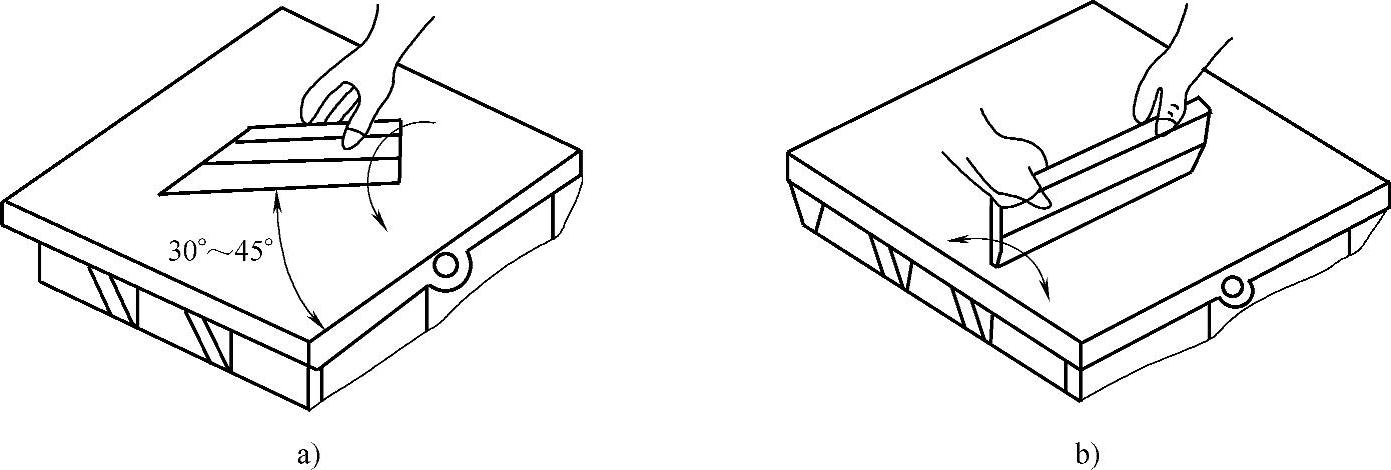
图5-1 刀口形直尺的研磨
a)粗研磨 b)精研磨
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。