



激光加工技术是近十几年发展起来的一项高新技术,适用于金属材料、无机非金属材料、高分子材料和复合材料的激光表面强化与改性处理、激光PVD、激光CVD、激光非晶材料和纳米粉体和纳米薄膜制备、激光熔炼、激光焊接与切割、激光成形与快速原型制造等,在材料、机械、冶金、汽车、石油、化工、电力、纺织及航空航天等行业有巨大的推广应用价值。激光切割是目前最为广泛的一种激光加工方式,它占激光应用的60%左右。
1.激光切割的原理
激光切割加工是利用经聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化、烧蚀或达到燃点,同时借助与激光束同轴的高速气流吹除熔融物质,从而实现工件的加工,如图4-11所示。
2.激光切割的特点
与传统的板材加工方法相比,激光切割具有以下优点:
① 精度高:激光切割切口一般在0.10~0.20mm,且表面粗糙度值一般控制在Ra12.5μm以内,热影响区、热应力及热变形均小。
② 速度快:用1200WCO2激光切割2mm厚的低碳钢板,切割速度可达5~6m/min;切割5mm厚的有机玻璃速度可达12m/min。
③ 效率高:无机械冲裁时的冲击力,不存在刀具、模具的磨损现象;无需机械冲裁下料时的塌边;工件紧密排列,可节省20%~30%的材料;切割一次成形,无需后续加工。
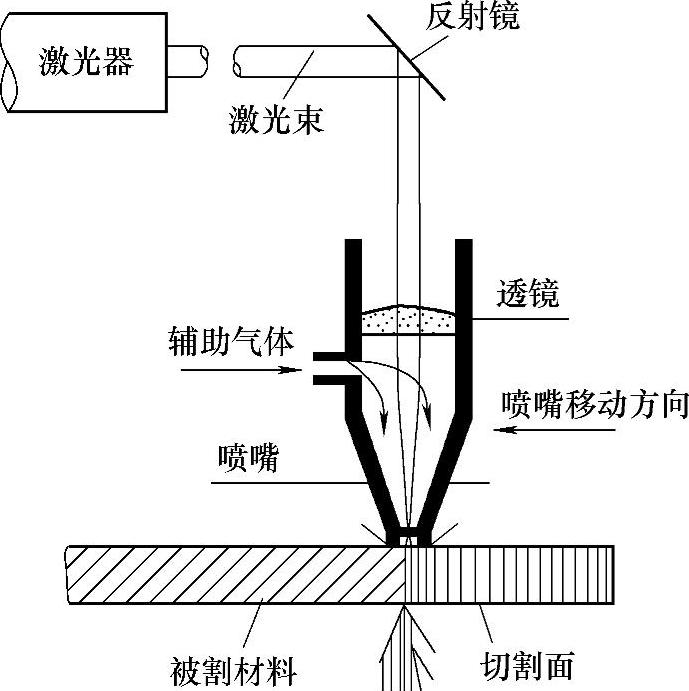
图4-11 激光切割加工原理图
④ 柔性好:无需刀具和模具,结合计算机控制技术,可切割任意形状、尺寸的板材,尤其适合多品种、小批量、形状复杂零件的切割;非常适合新产品的开发,缩短研发周期短,一旦产品图纸完成后,马上就可以进行激光加工。
⑤ 范围广:激光可以对高密度板、中密度板、胶合板、有机玻璃板、钢板、不锈钢、铝合金板、硬质合金等进行加工;另外,激光切割特别适合大尺寸零件产品的加工,大尺寸零件产品的模具制造费用很高,而激光切削不需任何模具制造,可以完全避免材料冲剪时形成的塌边,可以大幅度地降低企业的生产成本,提高产品的档次。
3.激光切割的分类
激光切割应用技术非常多,大致可分为激光汽化切割、激光熔化切割、激光氧气切割和激光划片与控制断裂四类。
(1)激光汽化切割
在高功率密度的激光束加热下,材料表面温度在非常短的时间内达到材料的沸点,材料开始汽化,形成蒸气。这些蒸气的喷出速度很大,在蒸气喷出的同时,在材料上形成切口。材料的汽化热一般很大,所以激光汽化切割时需要很大的功率和功率密度。
激光汽化切割多用于极薄金属材料和非金属材料(如纸、布、木材、塑料和橡皮等)的切割。
(2)激光熔化切割
当入射的激光束功率密度超过某一值后,光束照射点处材料内部开始蒸发,形成空洞。一旦这种小孔形成,它将作为黑体吸收所有的入射光束能量。然后,小孔被熔化物质所包围,孔洞周围的熔融材料被与光束同轴的辅助气流带走。随着工件的移动,小孔按切割方向同步横移形成一条切缝。激光束继续沿着这条缝的前沿照射,熔化材料持续或脉动地从缝内被吹走。
激光熔化切割主要用于一些不易氧化的材料或活性金属的切割,如不锈钢、钛、铝及其合金等。(https://www.xing528.com)
(3)激光氧气切割
激光氧气切割原理类似于氧乙炔切割。它是用激光作为预热热源,用氧气等活性气体作为切割气体。喷吹出的气体一方面与切割金属作用,发生氧化反应,放出大量的氧化热;另一方面把熔融的氧化物和熔化物从反应区吹出,在金属中形成切口。由于切割过程中的氧化反应产生了大量的热,所以激光氧气切割所需要的能量只是熔化切割的1/2,而切割速度远远大于激光汽化切割和激光熔化切割。
激光氧气切割主要用于碳钢、钛钢以及热处理钢等易氧化的金属材料。
(4)激光划片与控制断裂
激光划片是利用高能量密度的激光在脆性材料的表面进行扫描,使材料受热蒸发出一条小槽,然后施加一定的压力,脆性材料就会沿小槽处裂开。激光划片用的激光器一般为Q开关激光器和CO2激光器。
控制断裂是利用激光刻槽时所产生的陡峭的温度分布,在脆性材料中产生局部热应力,使材料沿小槽断开。
4.数控五轴联动激光加工机床
工业生产中有时遇到需要切割三维立体工件的问题,而一般的两轴、三轴激光切割机只能切割二维平面工件,这就需要装备有机械手的切割机床,即五轴联动加工机床。
(1)加工机床的组成
数控五轴联动激光加工机床主要由机床本体部分、激光器、外光路部分和数控系统部分组成。
① 机床本体部分:由龙门架及工作台构成。工作台上安装待加工工件,并带动工件实现纵向进给运动(X向);光学系统安装在龙门架上,实现光束相对工件的横向进给运动(Y向);为获得满足加工要求的光斑直径大小和合适的功率密度,必须调整聚焦头相对于工件表面的距离,因此光学系统有一个沿Z轴方向的垂直进给运动。除此以外,机床还存在两个方向的旋转运动:光束绕Z轴的旋转运动及光束绕水平轴的旋转运动。
② 激光器:产生和控制激光部分。当一个激活物质受到外界作用产生辐射时,在光学谐振腔内其传播方向与腔体轴向方向相同的光子将引起其它激发态的激活媒质产生感应跃进(即受激辐射),并得到迅速的增强而获得增益(其它方向的光子很快地离开边界而消失掉)。若这种增益能补偿由其他原因(如界面透过、吸收、散射、衍射等)造成的损失,则这种传播就会持续地进行下去,形成光谐振,并由输出端输出,从而形成相位一致、波长一定、方向性极强的电磁波,即激光。
③ 外光路部分:外光路部分是激光切割机的关键技术,它是将激光引导到热处理的工件表面的装置。该部分是由功率监控、光闸、可见光同轴瞄准、发射式或透镜式聚焦、吹风水冷等系统组成,一般可分为通用型和专用型两大类,它根据被处理工件的形状尺寸、技术要求来选定。
④ 数控系统:在激光加工系统中,数控系统用来控制机床本体的运动、激光器运行以及其它辅助系统的运行。
(2)主要技术参数
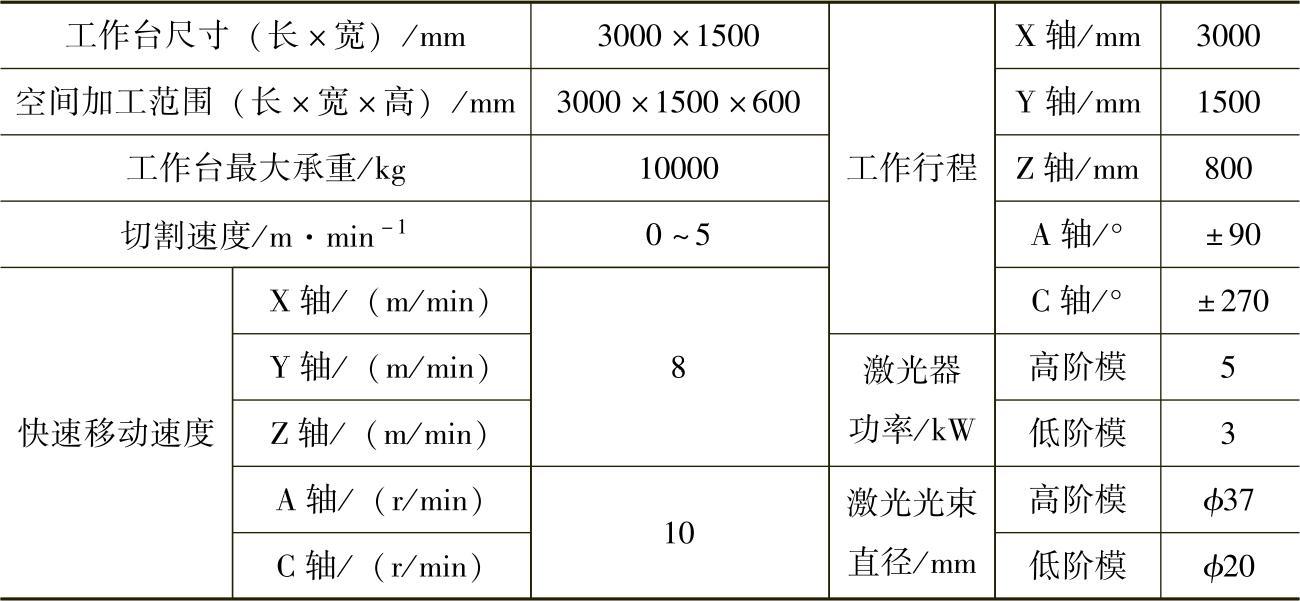
机床的主要技术参数如表4-8所示。
表4-8 数控五轴联动激光加工机床的主要技术参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。