



1.电火花加工原理
如图4-3所示是一种简单的电火花加工原理图。要完成电火花加工,必须具备下面的基本构成:工具电极、待加工工件、脉冲电源、工作液、进给机构等。将脉冲电源2输出的电压加在处于液体介质中的工件1和工具电极(亦称电极)4上,自动进给调节装置3(图中仅为该装置的执行部分),使电极和工件间保持一定的放电间隙。当电压升高时,会在某一间隙最小处或绝缘强度最低处击穿介质,产生火花放电,瞬时高温使电极和工件表面都被蚀除(熔化或气化)掉一小块材料,各自形成一个小凹坑。电火花加工实际是电极和工件间的连续不断的火花放电过程。由于电极和工件的电腐蚀都有不同程度的损耗,电极不断地向工件进给,工件不断产生电腐蚀,因此可将电极的形状复制在工件上,加工出所需要的零件。
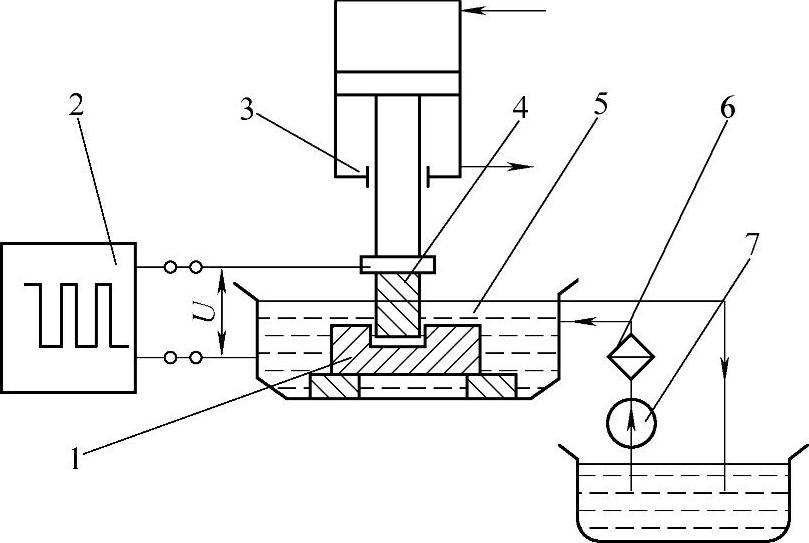
图4-3 电火花加工原理图
1—工件 2—脉冲发生器 3—自动进给调节装置 4—工具电极 5—工作液 6—过滤器 7—液压泵
在电火花放电过程中,电、磁、热、力、光、声等现象同时发生在一个极狭窄的空间,而且持续时间极短,其物理本质是相当复杂的。一次放电过程可大致分为电离、放电与热膨胀、抛出电蚀物及消电离等四个阶段。图4-4所示为单个脉冲放电的四个阶段。
1)电离 由于工件和工具电极表面存在着微观表面的凸凹不平,两表面间距离最近的两点间电场强度最高,使其间的绝缘介质首先电离,分解成电子和正离子。
2)放电与热膨胀 在电场力的作用下,电子高速奔向阳极,正离子奔向阴极,在极短的时间内(10-7~10-5s)介质被击穿,产生火花放电,并形成电流通道。在此过程中,两极间的液体介质电阻从绝缘状态骤降至几分之一欧姆。与此同时,通道电流迅速上升(其密度高达105~106A/cm2)。带电离子在高速运动时发生剧烈碰撞,产生大量的热,使通道温度迅速上升(高达10000~12000℃)。在这种瞬时高温热源的作用下,其作用区的工件和工具电极表面层金属会很快熔化,甚至汽化,即产生电腐蚀现象。同时,通道周围的液体介质,除一部分气化外,另一部分被瞬时高温分解为游离的碳黑和H2、C2H2、C2H4、CnH2n等气体,使工作液变黑,并冒出小气泡。由于上述过程是在非常短促的时间内完成的,因此金属的熔化和汽化以及液体介质的气化都具有突然膨胀而爆炸的特性(可听到噼啪声)。
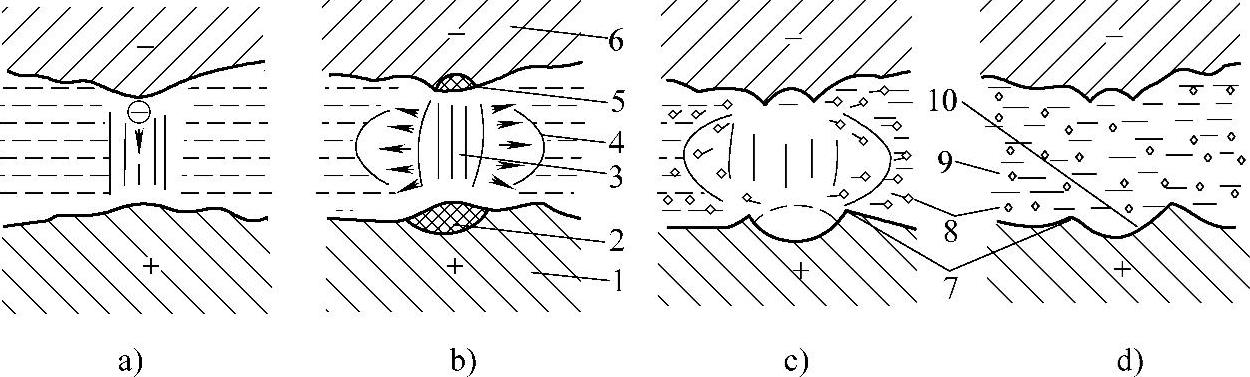
图4-4 一次脉冲放电过程
a)电离 b)放电与热膨胀 c)抛出电蚀物 d)消电离
3)抛出电蚀物 在热膨胀产生的爆炸力作用下,将熔化和汽化了的金属蚀物抛入周围的工作液中冷却,凝固成细小的圆球状颗粒(直径约为0.1~500μm),而工件表面则形成一个周围凸起的微圆形凹坑。
4)消电离 脉冲放电后,应留有一间隔时间使极间介质消电离,以便恢复两极间液体介质的绝缘强度,准备下次脉冲击穿放电。如果放电蚀物和气泡来不及排除,就会改变极间介质的成分和绝缘强度,大大降低带电粒子的复合比率,破坏消电离过程,从而使脉冲放电转变为连续电弧放电,使加工无法进行。因此,为了保证加工的正常进行,在两次脉冲放电之间一般应有足够的脉冲间隔时间。其最小脉冲间隔时间的选择,不仅要考虑介质消电离的极限速度,还要考虑电蚀产物排出放电区域的时间。
一次脉冲放电之后,两极间的电介质立即恢复到绝缘状态,其极间电压急剧下降到接近于零。此后,两极间的电压再次升高,又在另一处极间距离最小的地方重复上述放电过程。多次脉冲放电的结果,使整个被加工表面由无数个微小的放电凹坑组成。这样,电极的轮廓形状便被复制到工件上,从而达到加工的目的。
2.电火花加工特点
电火花加工不同于一般切削加工,其主要优点如下:
1)不受材料硬度的限制 由于许多零件材料一般都是硬度很高的合金钢,如工模具工作部分材料,且一般需在淬火后加工,用切削加工方法十分困难。而用电火花加工,则无论工件材料硬度有多高,都能很容易地加工,不受材料硬度的限制。
2)电极和工件之间作用力小 由于电极和工件在加工过程中不直接接触,因而两极间的作用力很小。这对于用小电极加工无变形的薄壁工件十分有利。
3)操作容易,便于自动加工 电火花加工的操作十分简便,只需要将电极和工件安装好后,开动机床便可实现自动控制和自动加工。
4)比较容易选择和变更加工条件 电加工过程中可任意选择和变更加工条件,如任意选择粗加工和精加工,只需变更参数而不必变更设备。
另外,电火花加工还存在以下缺点:
1)必须制作工具电极 电火花加工的最大问题就是电极制作问题。同别的加工方法相比,它增加了制作电极的费用和时间。
2)加工部分形成残留变质层 工件上进行电加工的部位虽然很微细,但由于要经受上万度高温加热后急速冷却,表面受到强烈的热影响,因而生成电加工表面变质层。这种变质层容易造成加工部位的碎裂与崩刃。
3)放电间隙使加工误差增大 由于电极和工件之间需有一定加工间隙,这使得电极的形状尺寸与工件不能完全相同,因而产生了一定的加工误差。误差的大小与间隙的大小有极大的关系。
4)加工精度受到电极损耗的影响 电极在加工过程中同样会受到电腐蚀而损耗,如果电极损耗不均匀,就会影响加工精度。电极的损耗还会造成更换与修整电极的次数增加。
3.电火花加工的分类
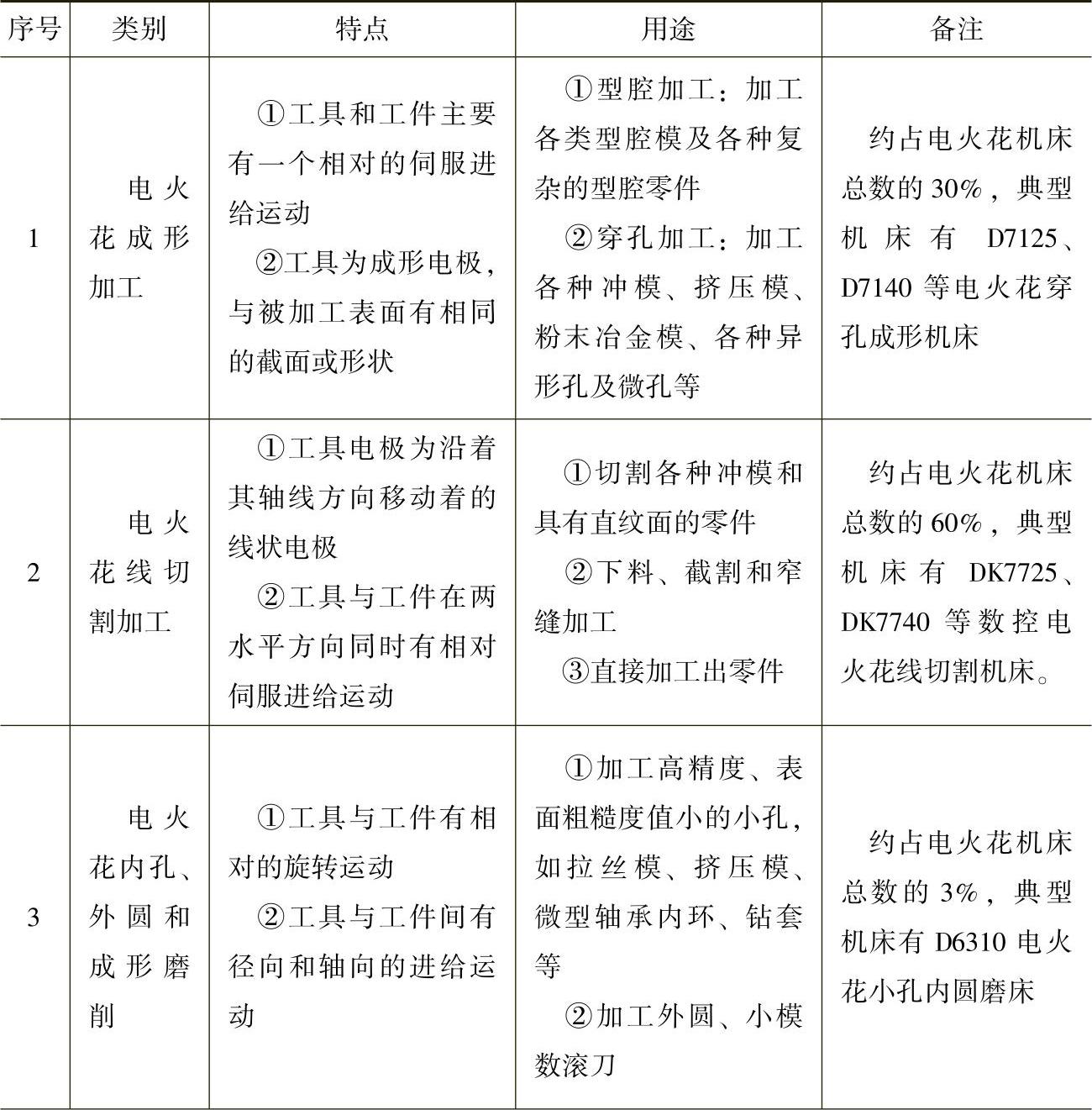
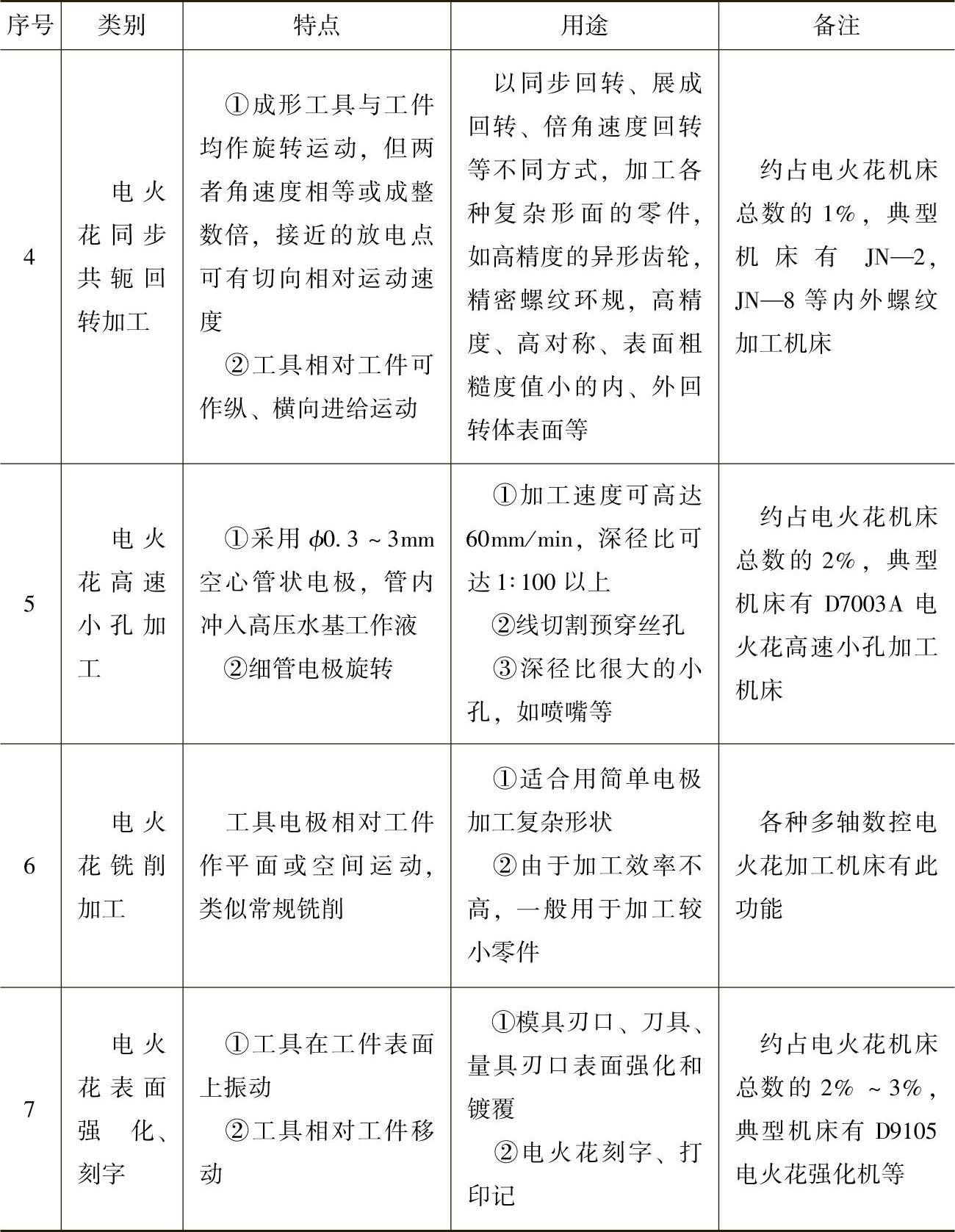
按工具电极与工件相对运动的方式和用途分类,电火花加工方法大致可分为七种(见表4-4)。其中大部分加工方法是用于改变零件的形状和尺寸精度,也有用于改变或改善零件表面性质的。
表4-4 电火花加工的种类
(续)(https://www.xing528.com)
4.典型电火花加工机床
(1)DK7140型电火花加工机床的型号表示方法(图4-5)
DK7140型电火花加工机床的型号表示方法如下:
40——主参数代号:表示台面宽度的1/10,即工作台宽度为400mm;
1——型别代号:表示单轴电火花成形机床;
7—组别代号:表示电火花加工机床;
K——通用特性代号:表示数字程序控制;
D——机床类别代号:电加工机床;

图4-5 DK7140型电火花加工机床
(2)DK7140型电火花加工机床的组成
DK7140型电火花加工机床一般由机床本体、脉冲电源、自动控制系统、工作液循环过滤系统和夹具附件等部分组成。
1)机床本体 机床本体包括床身、立柱、主轴头和工作台等部分,其作用主要是支承、固定工件和工具电极,并通过传动机构实现工具电极相对于工件的进给运动。
2)脉冲电源 脉冲电源的作用是提供电火花加工的能量,其分类有弛张式、闸流管式、电子管式、可控硅式和晶体管式脉冲电源,以晶体管式脉冲电源使用最广。
3)自动控制系统 自动控制系统由自动调节器和自适应控制装置组成。自动调节器及其执行机构用于电火花加工过程中维持一定的火花放电间隙,保证加工过程正常、稳定地进行。自适应控制装置主要对间隙状态变化的各种参数进行单参数或多参数的自适应调节,以实现最佳的加工状态。
4)工作液循环过滤系统 工作液循环过滤系统是实现电火花加工必不可少的组成部分,一般采用煤油、变压器油等作为工作液。工作液循环过滤系统由储液箱、过滤器、泵和控制阀等部件组成。过滤方法有介质过滤、离心过滤和静电过滤等。
5)夹具附件 夹具附件包括电极的专用夹具、油杯、轨迹加工装置(平动头)、电极旋转头和电极分度头等。
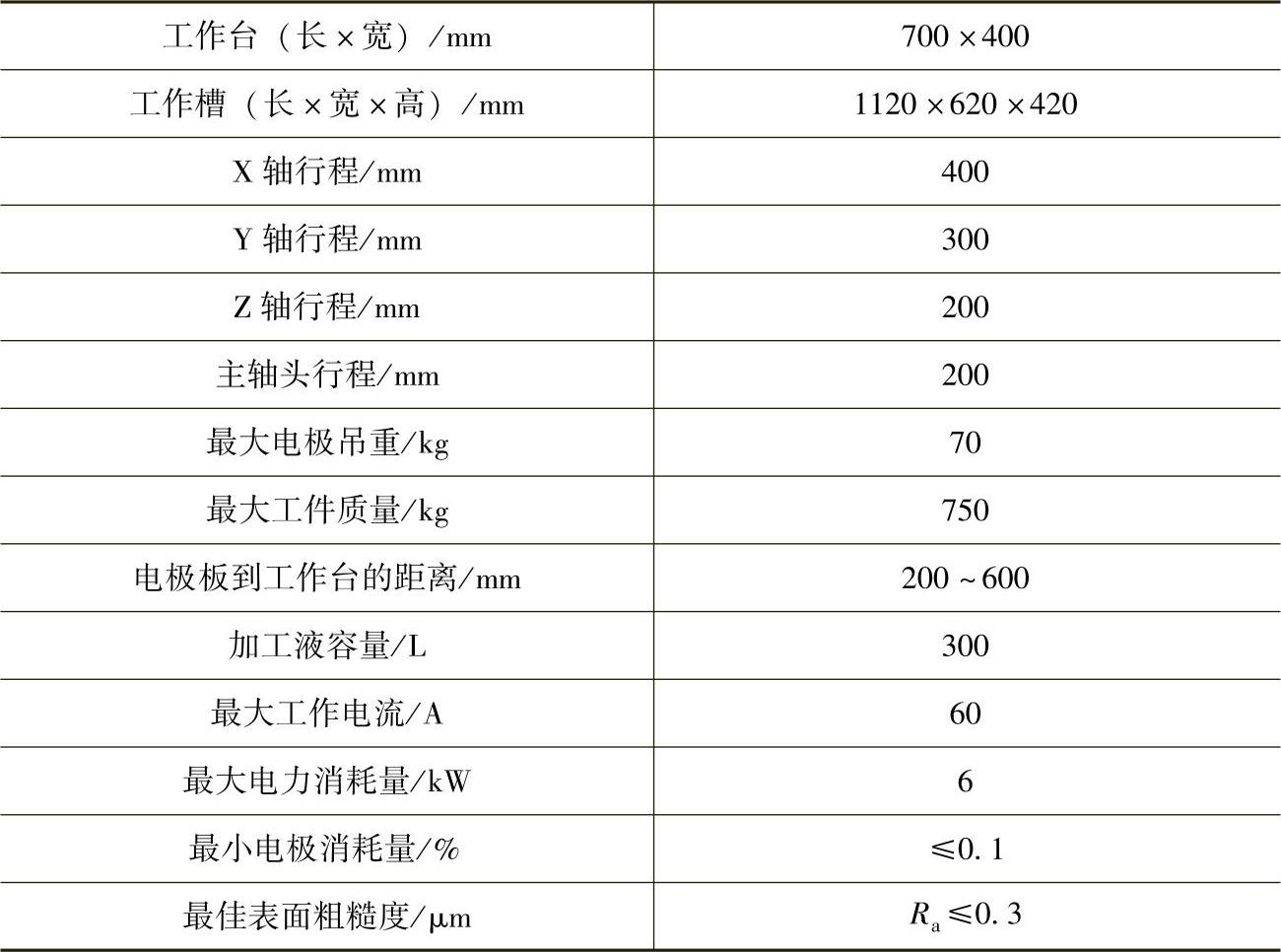
(3)DK7140型电火花加工机床的主要技术指标(见表4-5)
表4-5 DK7140型电火花加工机床主要技术指标
5.电火花加工机床的选用要求
电火花加工机床是制造加工特别是模具加工必不可少的设备。现在我国用于高端加工的电火花加工机床主要依靠进口。其中有GF阿奇夏米尔、沙迪克、三菱、牧野等品牌,另外还有台湾的庆鸿、乔懋等品牌。从加工精度上看,GF阿奇夏米尔加工精度可达到0.3μm以下,其余的在0.3~0.8μm之内。自2005年起,我国电火花加工机床厂已研发出慢走丝线切割机床,其精度也可达到0.3~0.8μm。此外,我国绝大多数的电火花加工机床厂商都在生产快走丝线切割机床,因为快走丝线切割机床用于精度要求不太高的加工场合或高端领域的初级加工场合,其制造简单、价格便宜、同质化日趋严重,价格战也愈演愈烈。
怎样选择合适的电火花加工机床?可根据以下几个方面:
① 用于低端模具加工,或作为粗加工的工序,可选用国产快走丝线切割机床。这些机床价格低廉,一般在2~10万之间,投资小,使用简单。现在有一种机床叫“中走丝”,实际上是快走丝线切割机床的改良,把精度提高,虽然比不上慢走丝线切割机床,但比快走丝线切割机床精度要高许多。其改良后的精度从原来的0.02mm提高到0.01mm,这对低端加工中需要高一些精度的工件加工能有帮助。
② 高端高精度的模具加工,一般选用进口电火花机床,可根据模具精度选用不同品牌。
③ 从慢走丝线切割机床的价位上考虑,在达到精度要求前提下,可选择进口品牌在国内组装或生产的机床。现在GF阿奇夏米尔在北京生产慢走丝线切割机床,并且还有一款在北京组装(全部原配),价格便宜许多,只要人民币70万元左右;同时,三菱在大连、沙迪克在苏州都有工厂来组装或生产机床,其中三菱的性价比要高许多。选择国产的慢走丝线切割机床最具性价比,其价格是进口的50%左右,精度可达0.03μm。
④ 从机床性能上考虑,主要是加工稳定性和效率两个方面,另外就是节能。稳定性对模具的质量影响很大,而效率和节能主要是考虑成本,这也是每个制造商的追求目标。现在的品牌机床,特别是进口机床各具优势和特色,用户可根据自己的实际情况来作出选择。
⑤ 针对不同产品选用特殊用途的电火花加工机床。像北京GF阿奇夏米尔机床的长处在棱角加工方面,成为齿轮模具加工的首选;节能是三菱的一个特点等。另外,对特殊加工要选择超大规格、大角度切割等不同的电火花加工机床,而采用普通型和通用型的电火花加工机床往往要逊色许多。电火花加工机床市场在逐步成熟细分,产品也不断专业化、个性化,要多关心市场上提出的新产品。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。