



数控铣床的基本功能也包括准备功能、辅助功能等。不同的数控铣床,其功能也不尽相同,但一般都具备以下功能。
1.孔加工功能
孔加工是数控铣床的基本功能,它包括最简单的钻孔、扩孔、铰孔、锪孔加工等,如图3-21所示。上述孔的加工过程都包括基本的动作,即在XY安全平面内快速定位到孔的中心,然后进行Z轴的孔加工。深孔、高精度孔的加工则可使用固定循环功能来进行。
2.轮廓铣削功能
数控铣床通过直线功能(如图3-22所示铣刀轨迹2)和圆弧功能(如图3-22所示铣刀轨迹1),可方便地控制刀具按照轮廓进行移动,从而加工出由直线和圆弧组成的平面轮廓零件。

图3-21 钻孔加工
利用宏编程功能,数控铣床还能加工诸如椭圆、抛物线、三角函数曲线等非圆曲线组成的轮廓零件。如图3-23所示的椭圆槽,其加工过程是借助椭圆的参数方程来编程,并选择一定的步距量,以直线逼近的方式来进行的。需要注意的是,步距量的选择应适中,如果太大,则轮廓表面质量差;如果太小,则系统计算工作量增加,也影响加工质量。
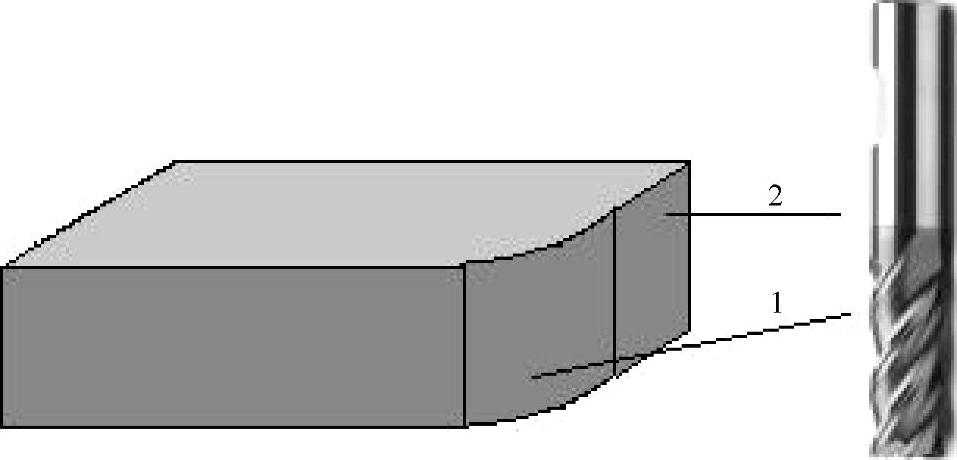
图3-22 轮廓铣削功能

图3-23 非圆曲线组成的轮廓零件的铣削
3.曲面加工功能
使用球头铣刀或平铣刀,在数控铣床上能够加工不干涉的空间曲面。理论上,曲面加工可利用三轴联动功能,但更多的情况下,为了编写零件加工程序的方便,加工过程中经常使用两轴联动、一轴偏移的方式(图3-24)。(https://www.xing528.com)
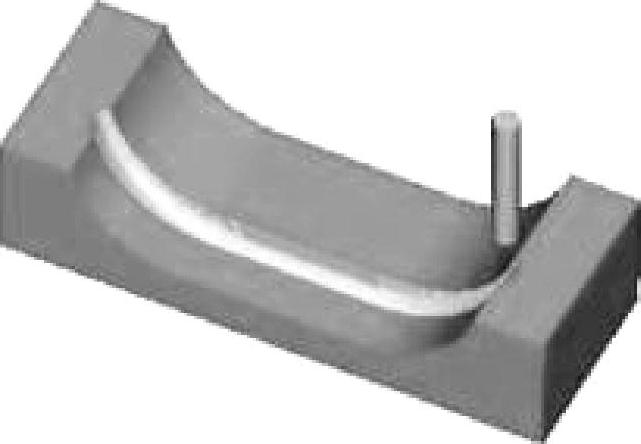
图3-24 曲面加工
4.子程序加工功能
在数控铣床上使用子程序,可有效地提高编程效率,减少程序调试时间。如图3-25所示,由于使用了子程序,程序的编写量和向数控装置的输入量都大大地减少了,并且程序的出错率也大大下降。

图3-25 子程序功能
另外,子程序还是镜像、旋转、缩放等加工的基础。如图3-26所示,可编写一个槽的加工子程序,然后通过旋转指令调用子程序来加工其余的5个槽;镜像加工的思想也和旋转加工类似。
5.固定循环功能
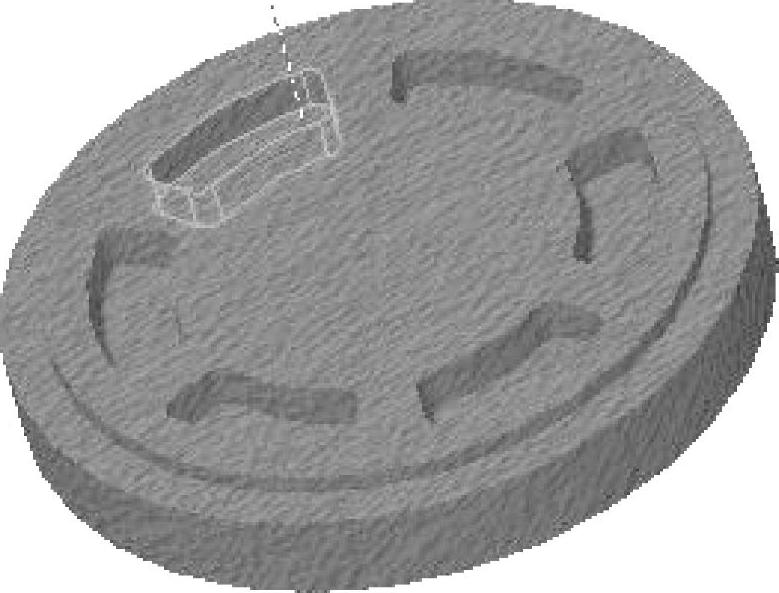
图3-26 镜像加工功能、旋转加工功能
数控铣床上使用的固定循环功能,主要用于深孔加工和镗孔加工等。
深孔加工时,需要反复退刀以利于排屑,如图3-27所示。可以根据孔加工的需要,选择不同的孔加工工艺;既可以如图3-27 a、b所示反复小回程退刀,也可以如图3-27 c、d所示每次都退出到固定位置。图中3-27a、c为一孔加工完成后钻头退到安全初始平面的方式;而3-27 b、d为一孔加工完成后钻头退到参考平面的方式,从而可继续进行下一孔的加工。
镗孔加工包括粗镗加工和精镗加工。这两种加工方式都可以使用镗孔固定循环功能,如图3-28所示,其动作包括进给、孔底暂停、主轴准停和定向快速退刀。特别对于精镗加工,使用了固定循环功能后,不但编程可以变得简单,而且镗孔后刀具自动退刀,避免了对已加工孔表面的损伤。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。