



数控车床的品种繁多,规格不一,可按不同的方法进行分类。
1.按主轴的位置分类
1)卧式数控车床 卧式数控车床又分为数控水平导轨卧式车床(图1-1)和数控倾斜导轨卧式车床(图3-9)。倾斜导轨结构可以使车床具有更大的刚性,并易于排除切屑。
2)立式数控车床 立式数控车床简称为数控立车,其车床主轴垂直于水平面,并且有一个直径很大的圆形工作台用于装夹工件。这类机床主要用于加工径向尺寸大、轴向尺寸相对较小的大型复杂零件。
如图3-10为CKL—400立式数控车床及其加工的零件。其床身上最大旋转直径为550mm,最大加工直径为500mm,最大加工长度为300mm,Z向最大行程(纵向)为450mm;主轴转速范围50~1500r/min,主电动机功率为11/15kW,伺服电动机功率为1.1/1.8k W;采用八工位液压刀架。

图3-9 数控倾斜导轨卧式车床

图3-10 立式数控车床
2.按加工零件的基本类型分类
1)卡盘式数控车床 这类车床没有尾座,适合车削盘类(含短轴类)零件。夹紧方式多为电动或液动控制,卡盘结构多采用可调卡爪或不淬火卡爪(即软卡爪)。
2)顶尖式数控车床 这类车床配有普通尾座或数控尾座(图3-11),适合车削较长的零件及直径不太大的盘类零件。

图3-11 带数控尾座的数控车床
3.按刀架数量分类
1)单刀架数控车床 这类数控车床一般都配置有各种形式的单刀架,如四工位卧动转位刀架或多工位转塔式自动转位刀架。
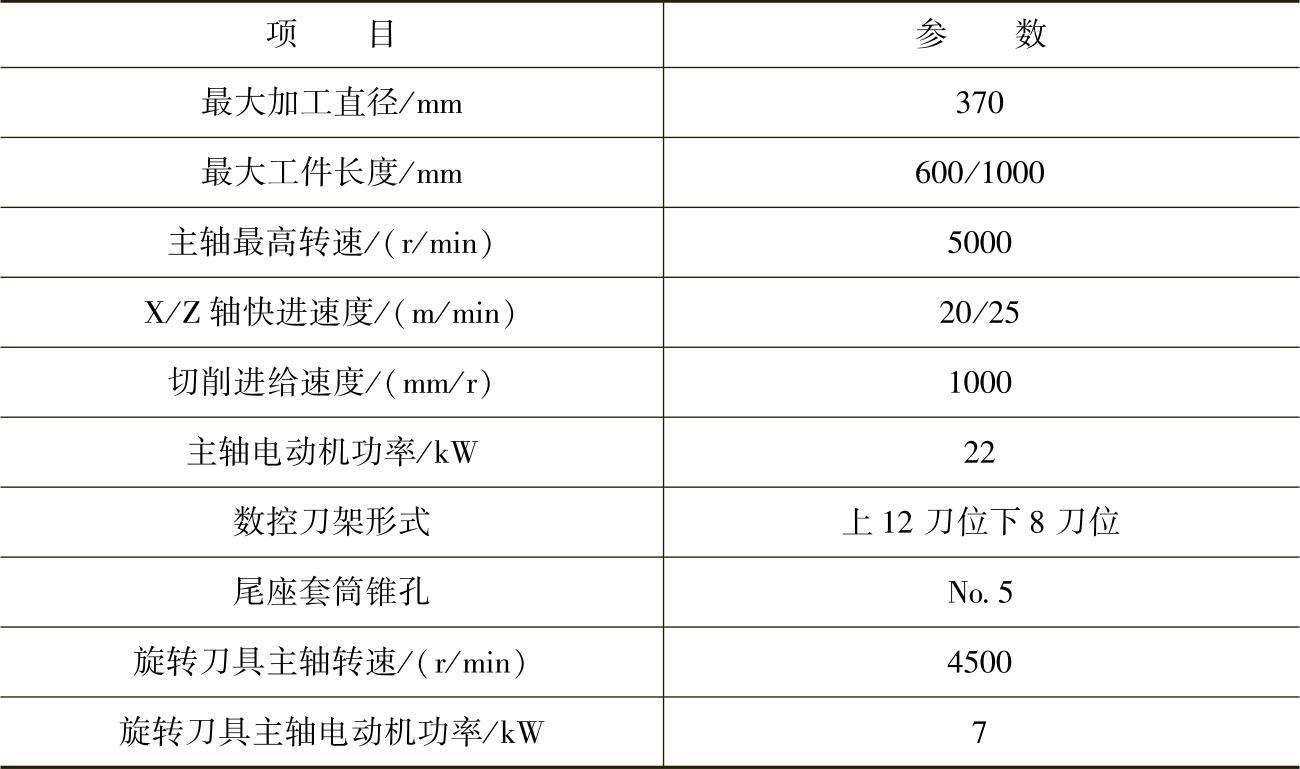
2)双刀架数控车床 这类数控车床配置的双刀架可以是平行分布,也可以是相互垂直分布。图3-12所示是LU300卧式双刀架数控车床,它的上刀架有12个刀位,下刀架有8个刀位,双刀架四轴同时切削,可提高生产效率。采用上下刀架对称切削,可以防止细长轴加工变形及产生振颤。LU300卧式双刀架数控车床的主要参数见表3-1。

图3-12 LU300卧式双刀架数控车床(https://www.xing528.com)
表3-1 LU300卧式双刀架数控车床的主要参数
4.按功能分类
1)经济型数控车床 采用步进电动机进行进给控制的或由卧式车床经改造后制成的简易型数控车床。其成本较低,但自动化程度和功能一般,车削加工精度也不高,适用于精度要求不高的回转体类零件的车削加工。
2)普通数控车床 根据车削加工要求,在结构上进行专门设计并配备通用数控系统而形成的数控车床。数控系统功能强,自动化程度和加工精度也比较高,适用于一般回转体类零件的车削加工。这种数控车床可同时控制两个坐标轴,即X轴(零件径向)和Z轴(零件轴向)。
3)车削加工中心 亦称数控车削中心,它是在普通数控车床的基础上,增加了C轴和刀库动力头,可控制X、Z和C三个坐标轴,联动控制轴可以是(X、Z)、(X、C)或(Z、C)。由于增加了C轴和铣削动力头,它的加工功能大大增强,除可以进行一般车削外,还可以进行径向和轴向铣削、曲面铣削、轴线不在零件回转中心的孔和径向孔的钻削等加工。利用车削加工中心,车削加工的效率和质量都大大提高,这也是车削加工的发展趋势。图3-13为车削加工中心的铣削动力头正在进行铣削加工,图3-14为使用车削加工中心进行滚齿加工。

图3-13 在车削加工中心上 进行铣削加工

图3-14 在车削加工中心上进行滚齿
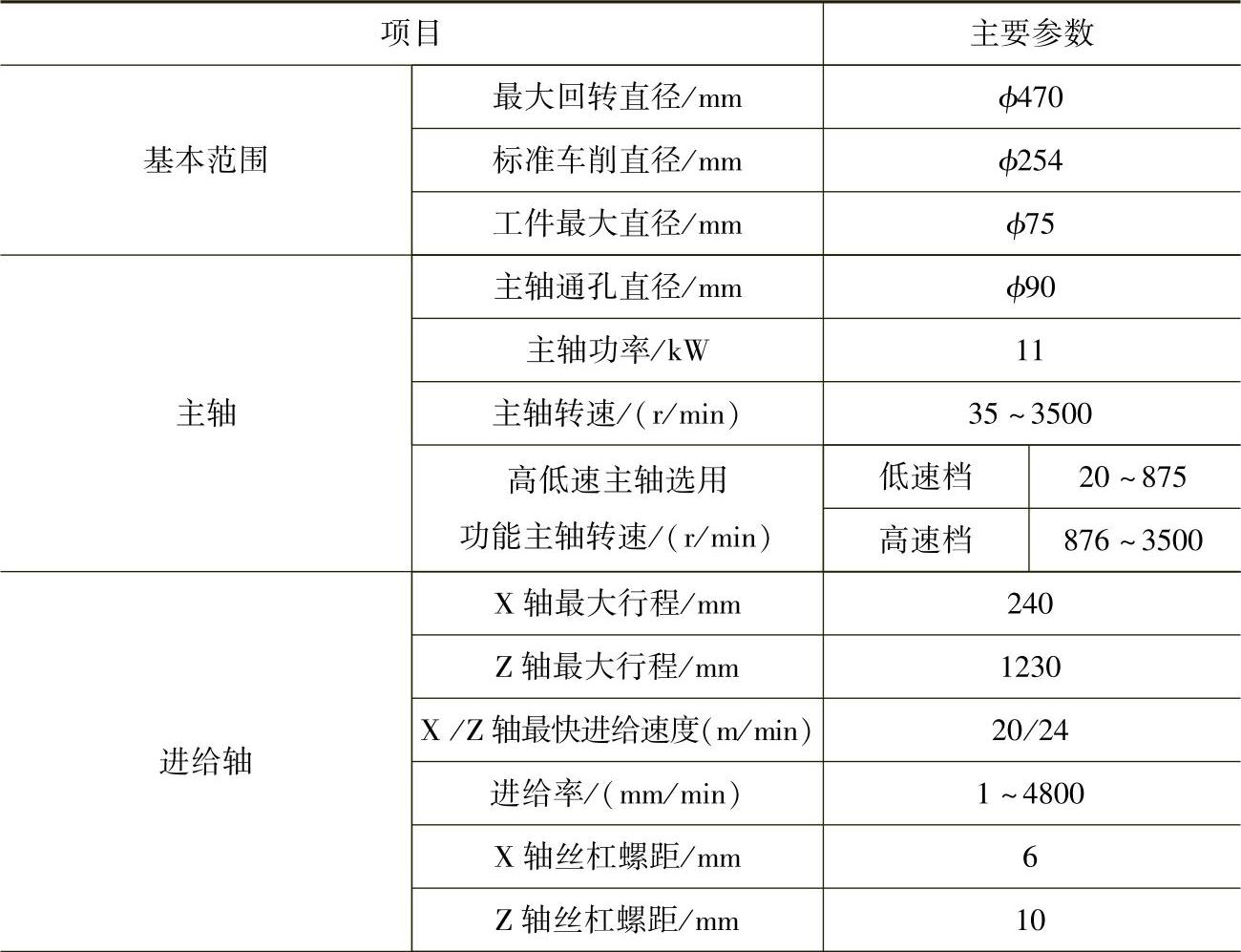
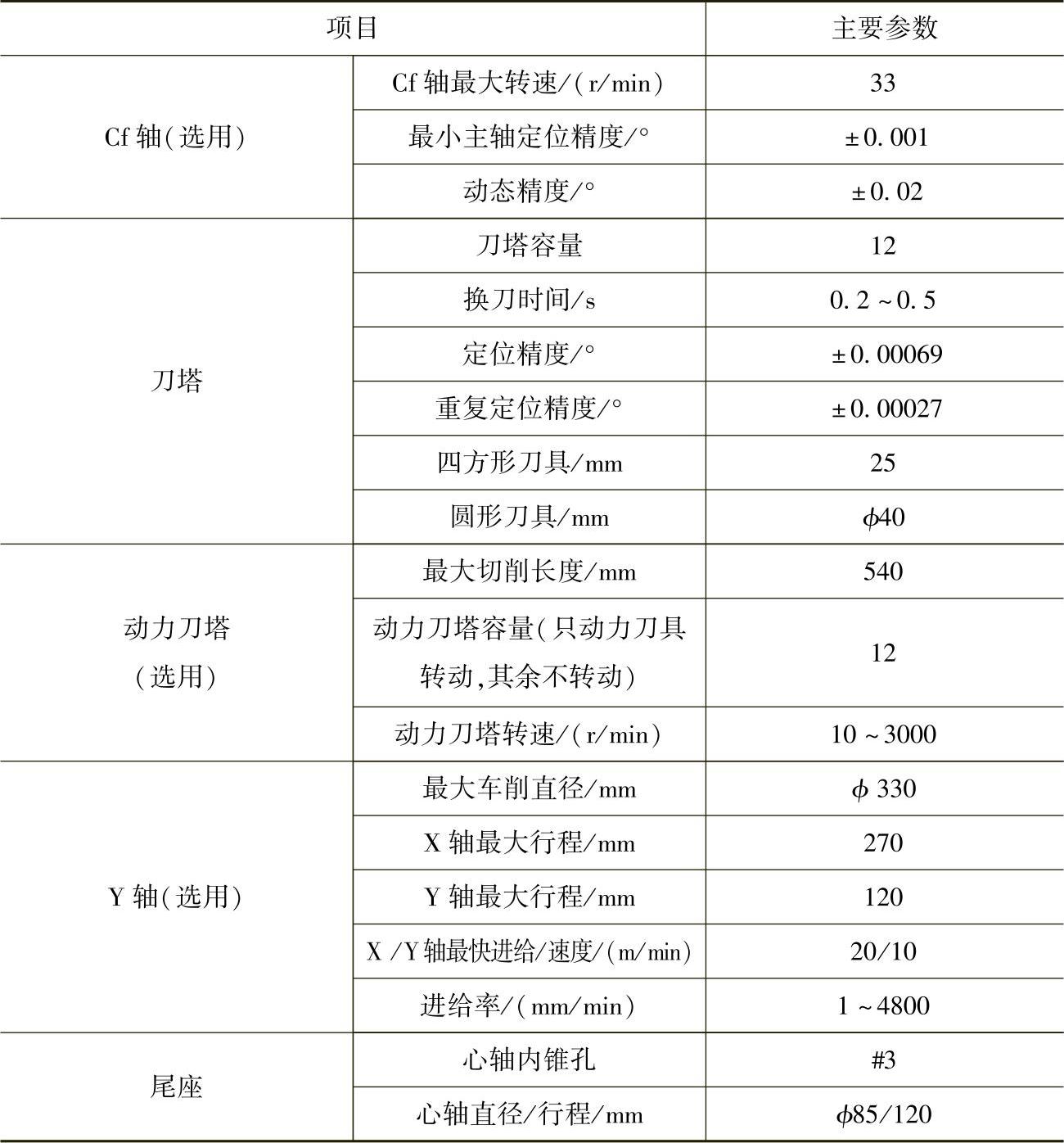
图3-15所示为GS-280标准刀塔车削中心。该机床除基本的配置外,还包括旋转伺服Cf轴、Y轴、动力刀塔等特殊配置,其主要参数见表3-2。

图3-15 GS-280标准刀塔车削中心
表3-2 GS—280标准刀塔车削中心主要参数
(续)
数控车床还有其它不同的分类方法。如果按特殊或专门工艺性能分类,可分为螺纹数控车床、活塞数控车床、曲轴数控车床等多种;如果按系统控制原理分类,可分为开环、半闭环、闭环、混合环控制型数控车床,如果按控制系统功能水平分类,可分为经济型、普及型和全功能型数控车床等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。