



按照生产工艺进行加工选择数控机床,解决的是如何加工的问题。根据不同的批量,应确定不同的生产工艺,使用数控机床也同样要解决此问题。
1.一般工艺规程设计
在确定加工零件后,还必须用数控加工工艺学的观点对工艺流程进行规划设计,目的是希望得到使用数控机床后的最佳工艺制造流程。它们涉及变革传统工艺生产流程、新工艺方法和现代生产管理可行性的探索、使用先进工艺装备提高生产率的可行性研究及生产线上数控设备和其他设备(普通的、专机的)的合理配制工艺等。
数控机床虽然有相当大的适应性,但也不是万能的。从零件加工的经济性考虑,应努力使用比较先进的工艺手段,以实现每一种零件的经济批量生产。在使用数控机床时,尽量发挥机床的各种工艺特点,配备适量的工艺装备和夹具,最大限度地发挥数控机床多工序集中的综合加工能力。
作为单台数控机床的选择或一条生产线的配置,单一的设备不可能完成一个工件的全部加工工序,必然有和其他设备的转接工序,所以要考虑生产线或生产车间的各种设备能力的平衡。每台设备上的工序数量、加工工序顺序等设置既要发挥各台数控机床的特长、满足精度要求,还要进一步考虑各台机床上工件转序时工艺基准的合理使用。
在安排数控加工工艺中,应处理好工序集中与工艺加工渐精原则的矛盾问题。在数控机床的使用上,人们习惯采用将多工序集中在一台机床上完成的工艺集中原则,甚至希望工件在一次装夹中全部加工完毕,以此来追求提高生产效率,缩短零件加工周期。但实际上对一些复杂的、精度要求较高的工件,由于在加工过程中的热变形、内应力引起的工件变形、夹紧变形、热处理要求等工艺因素的制约,很难一次装夹就完成全部加工任务。另外,基本工艺准则中对加工零件的逐步精化的要求制约着工序集中的数量。妥善处理这两者的矛盾是数控加工工艺的重要内容。
2.多品种中小批量轮番生产
随着技术的发展和市场需求的不断变化,多样化的商品生产及其越来越快的更新换代速度,使多品种小批量轮番生产成为制造产业的重要特征。对于此类产品的生产,应选择通用数控机床为主要加工设备。
CK6140数控车床、XK5032数控铣床、XH714立式加工中心等都是通用数控机床。此类机床的特点是通用性强,市场占有率高。同样规格、结构和精度的机床有多个厂家在生产。
在确定某台机床的具体规格型号时,要根据零件图纸和加工工艺进行认真的分析。下面是几种典型零件的合理加工工艺:
① 轴类零件:铣端面打中心孔→数控车床(粗加工)→数控磨床(精加工)。
② 法兰和盘类件:数控车床(粗加工)→车削中心(精加工)。
③ 型腔模具零件:普通机床加工外形及基面→数控铣床加工型面→高速数控铣精加工→抛光或电腐蚀型面。
④ 板类零件:双轴铣床或龙门铣床加工大平面→立式加工中心上加工各类孔。
⑤ 箱体零件:立式加工中心上加工底面→卧式加工中心上加工四周面及各工艺面。
在多品种中小批量轮番生产的机床选型时,一般以典型零件的典型工序对机床规格、性能、精度的要求作为依据。也就是说,对典型零件的工艺分析是这类数控机床选型工作的中心环节。
3.大批量生产
使用数控机床进行大批量生产时,首先要根据产品的特点,如零件体积的大小、不同加工工序的技术要求、全部加工工序的长短、本企业的实力和产品的效益等,来决定是全部工序还是部分关键工序采用数控加工。
大批量生产时,根据零件的要求优先选择专用数控机床,也可以选择通用数控机床。
图2-1所示为TY—ZTX5060型数控铣端面钻中心孔机床,主要用于轴类零件的大批量生产,主要应用于汽车行业中加工输入轴、输出轴、传动轴、曲轴、凸轮轴等典型零件。
该机床采用全封闭式倾斜床身布局。左右铣、钻双主轴箱(X、Y坐标轴)完成铣削进给,钻孔时进给运动,Z坐标安装双自定心夹具夹持工件,加工时工件随夹具移动先完成铣削,再快移到钻轴中心进行钻孔。机床由电控系统、液压系统、气控系统、自动门、自动润滑器、自动排屑器及冷却器、吸雾器等部件构成,机床采用大水泵冷却刀具及冲刷各部铁屑,从而不会产生积屑。(https://www.xing528.com)
该机床铣、钻轴分开,便于选用铣、钻轴转速,可优化铣削、钻削速度,获得最经济的加工效果,并且功率小。
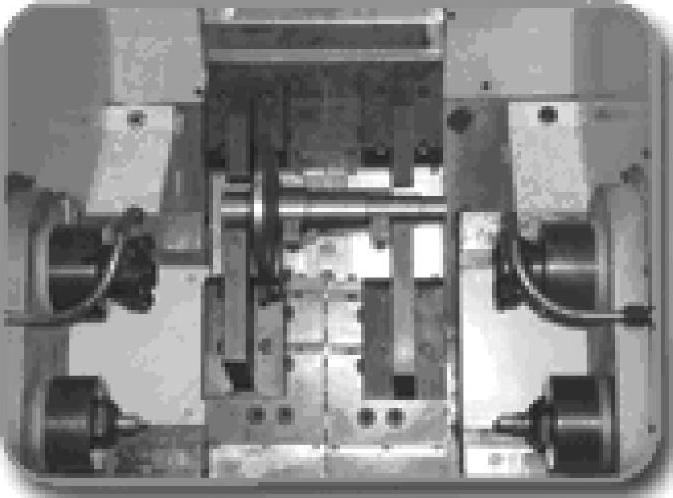
图2-1 数控铣端面钻中心孔机床
该机床还可以配置中心钻预装预调用机外对刀仪、中心钻夹头快装快卸装置、气动安全防护门、液压站风冷机、液压站无压报警和水位报警开关等设备,以进一步提高机床的使用性能。
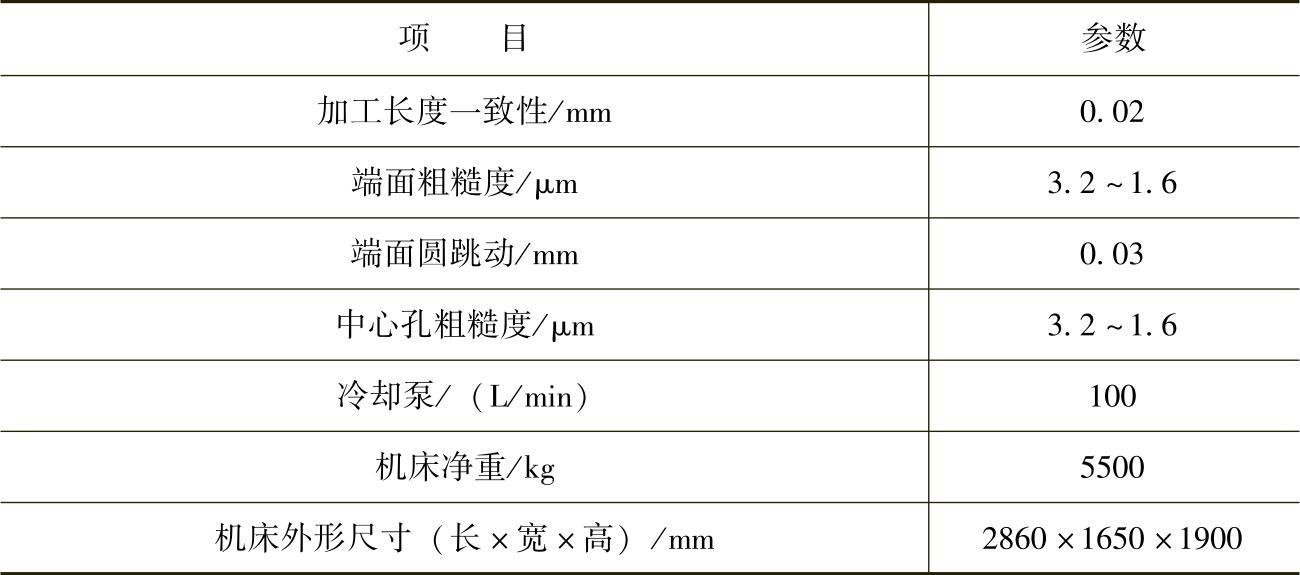
该机床的主要参数见表2-1。
表2-1 TY—ZTX5060型数控铣端面钻中心孔机床主要参数
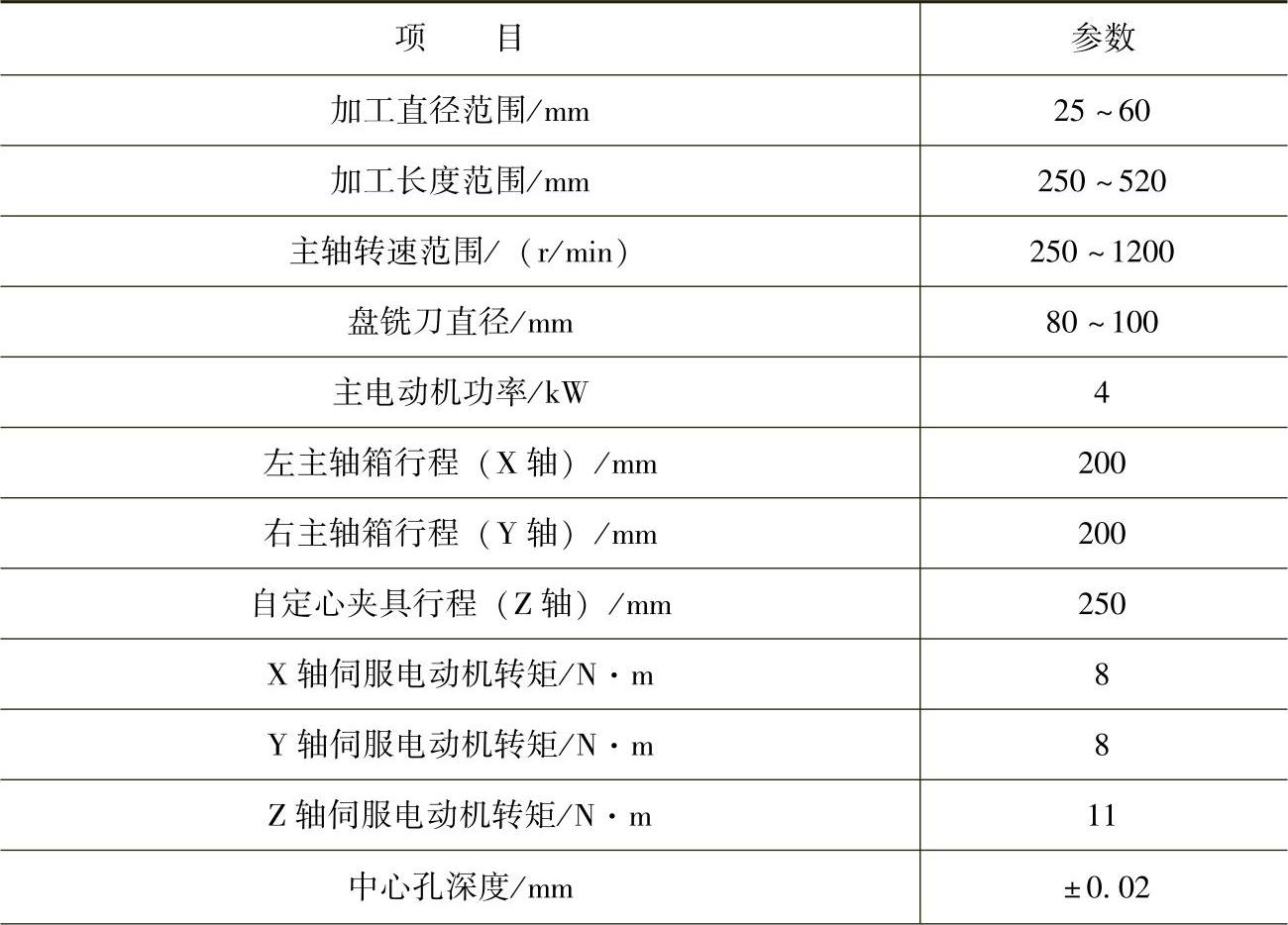
(续)
如图2-2所示为沈阳机床股份有限公司的SUC8118型曲轴连杆颈车车拉数控机床。它是针对汽车行业中曲轴连杆颈加工而研制开发的高精度、高柔性、高效率的数控机床,主要可以完成曲轴连杆颈外圆、轴肩、止推面、圆角或沉割槽等部位的加工。该机床的主要参数见表2-2。

图2-2 SUC8118型曲轴连杆颈车车拉数控机床
表2-2 SUC8118型曲轴连杆颈车车拉数控机床参数

(续)
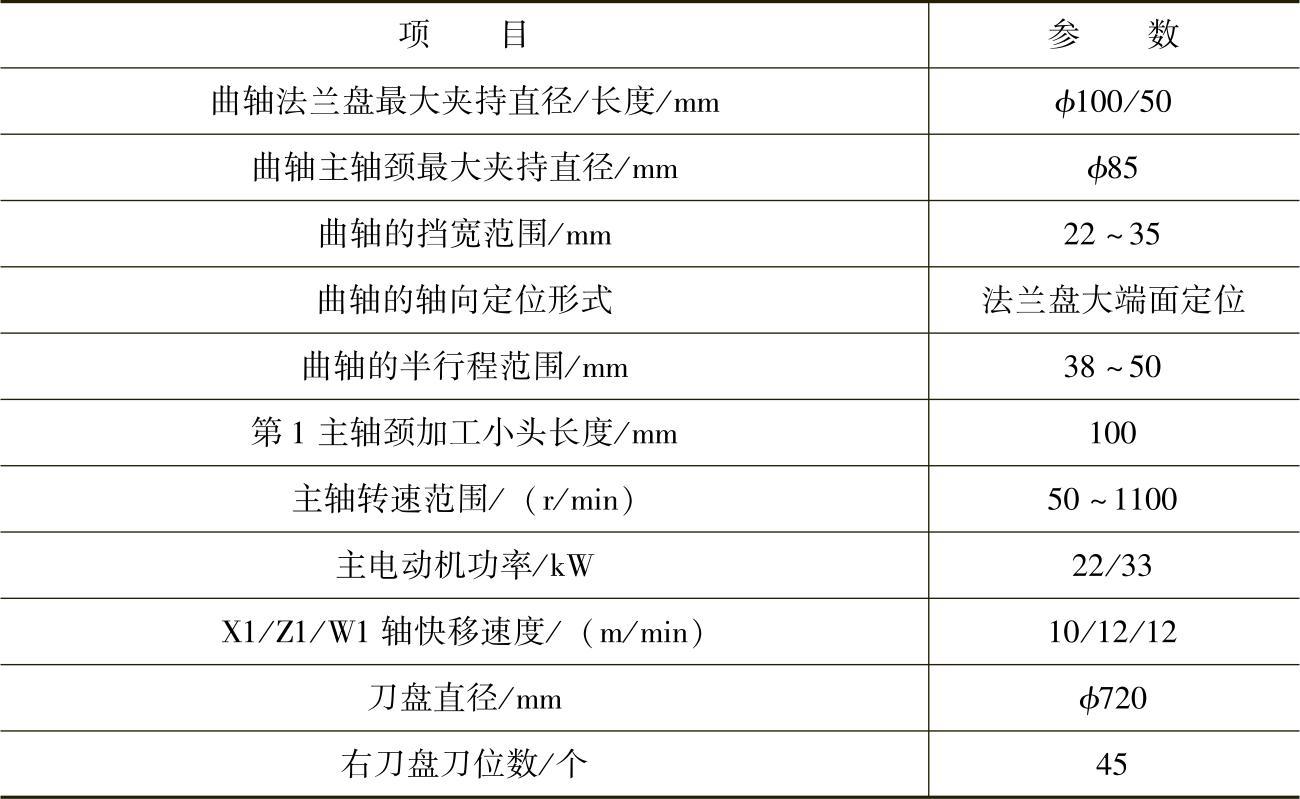
图2-3是专门为某企业设计和生产的空调压缩机涡旋壁三轴数控加工组合机床,其加工零件的涡线对底面的垂直度公差为0.08mm,涡线的线轮廓度公差为0.07mm。使用该机床,加工一件工件只需2min即可。
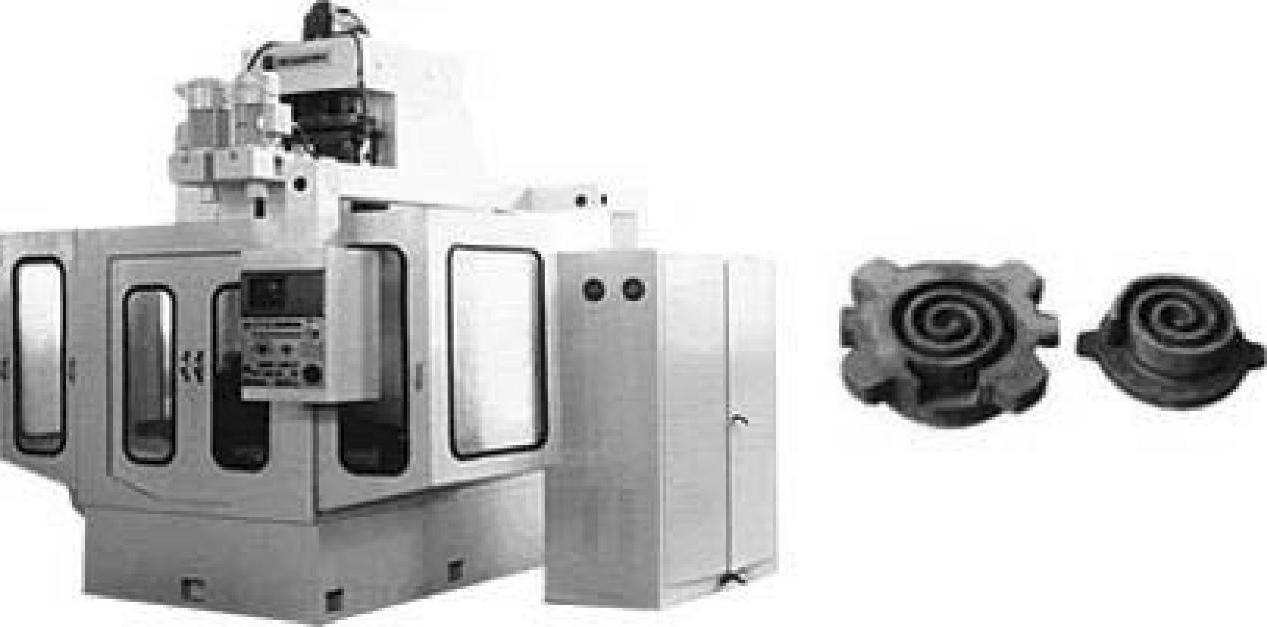
图2-3 空调压缩机涡旋壁三轴数控加工组合机床及零件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。