



1.改造情况
图7-36所示的内铣机床是曲轴半精加工的主要设备。某曲轴内铣机床于1980年出厂,其数控系统严重老化,故障率高,维修困难,系统备件价格昂贵并且不易购买。为保证生产,现采用西门子840D数控系统对其进行了改造。
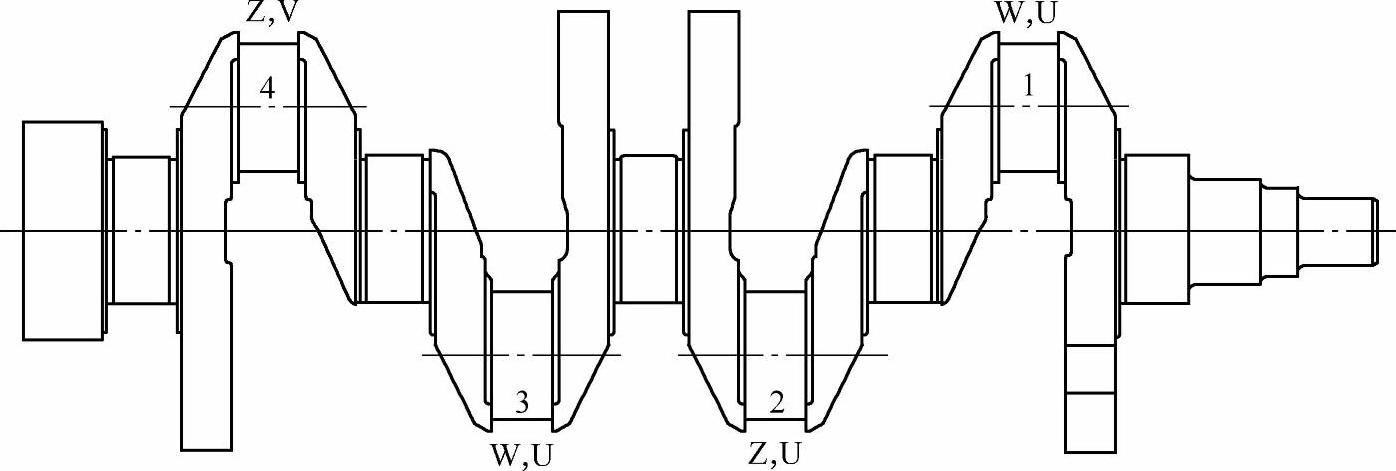
图7-36 内铣机床四缸曲轴图
机床的配置为:直线轴U、V、Z、W和旋转轴C。其中,V轴和Z轴为关联轴(即V轴安装在Z轴上),U轴和W轴为关联轴,用来加工四缸曲轴的连杆颈。机床带有一台上下料机械手(三轴),根据自动线及机床的状态在需要时进行自动上下料。
2.系统硬件构成
系统硬件配置如图7-37所示。840D系统采用NCU572.2,配MMC100.2。驱动采用西门子611D驱动,电动机采用西门子1FT6型电动机,保留原有的HEIDENHAN LS704测量系统。机械手保留原有的Itramat驱动器、电动机及测量系统,以FM-NC控制。FM-NC通过PROFIBUS总线与840D系统连接,并进行通信。通过PLC程序处理,机械手的操作与机床同步,轴的控制在机床操作面板进行。
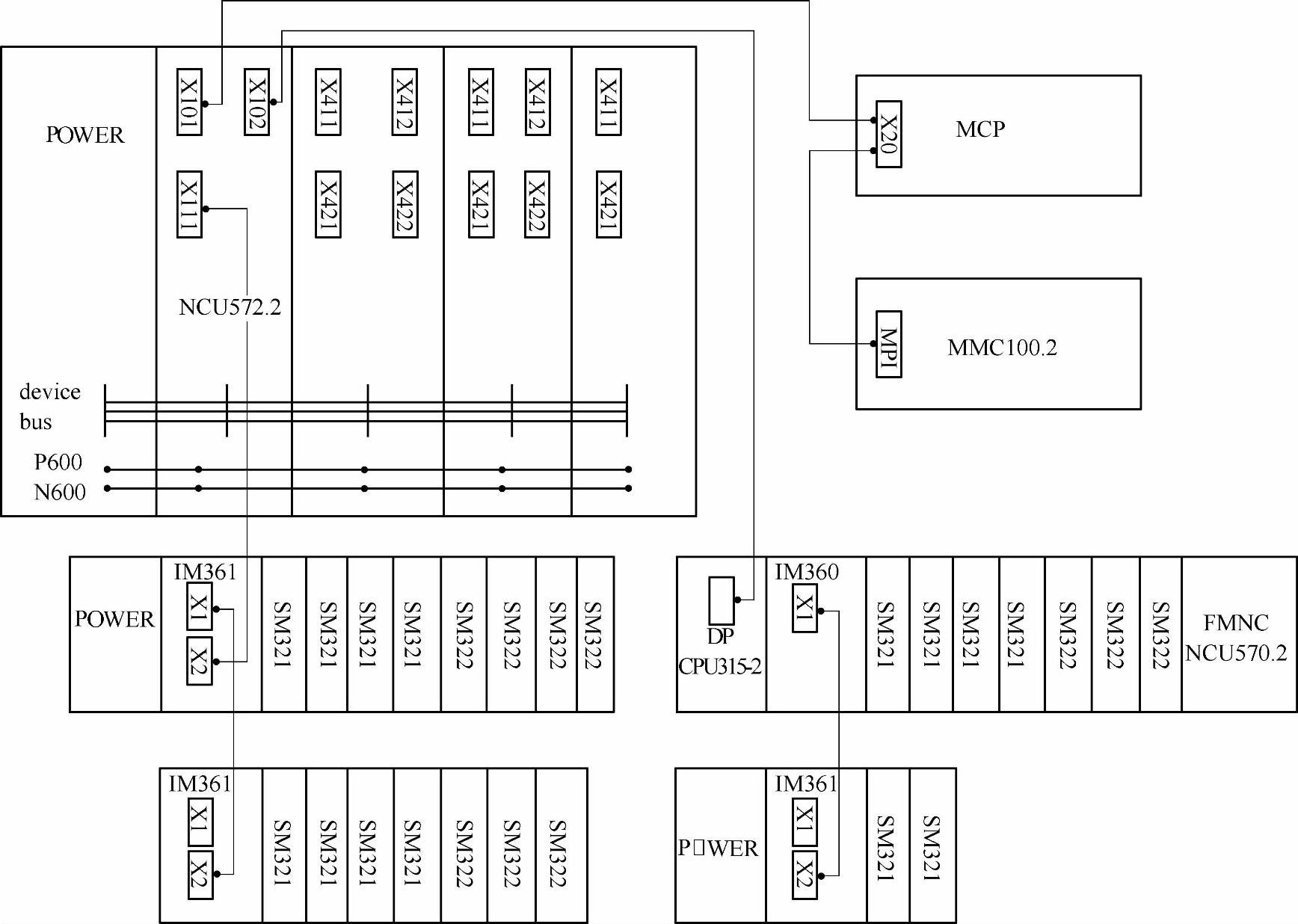
图7-37 系统硬件配置
3.PLC系统软设计
PLC程序设计采用模块化编程,将机床起动条件、PLC使能信号处理、轴控制、辅助功能、FMNC与840D的通信处理、报警信息等系统及机床功能编制成不同的模块。程序结构合理、层次清晰、阅读查找方便。
在编程中主要解决了下面几个难题。(https://www.xing528.com)
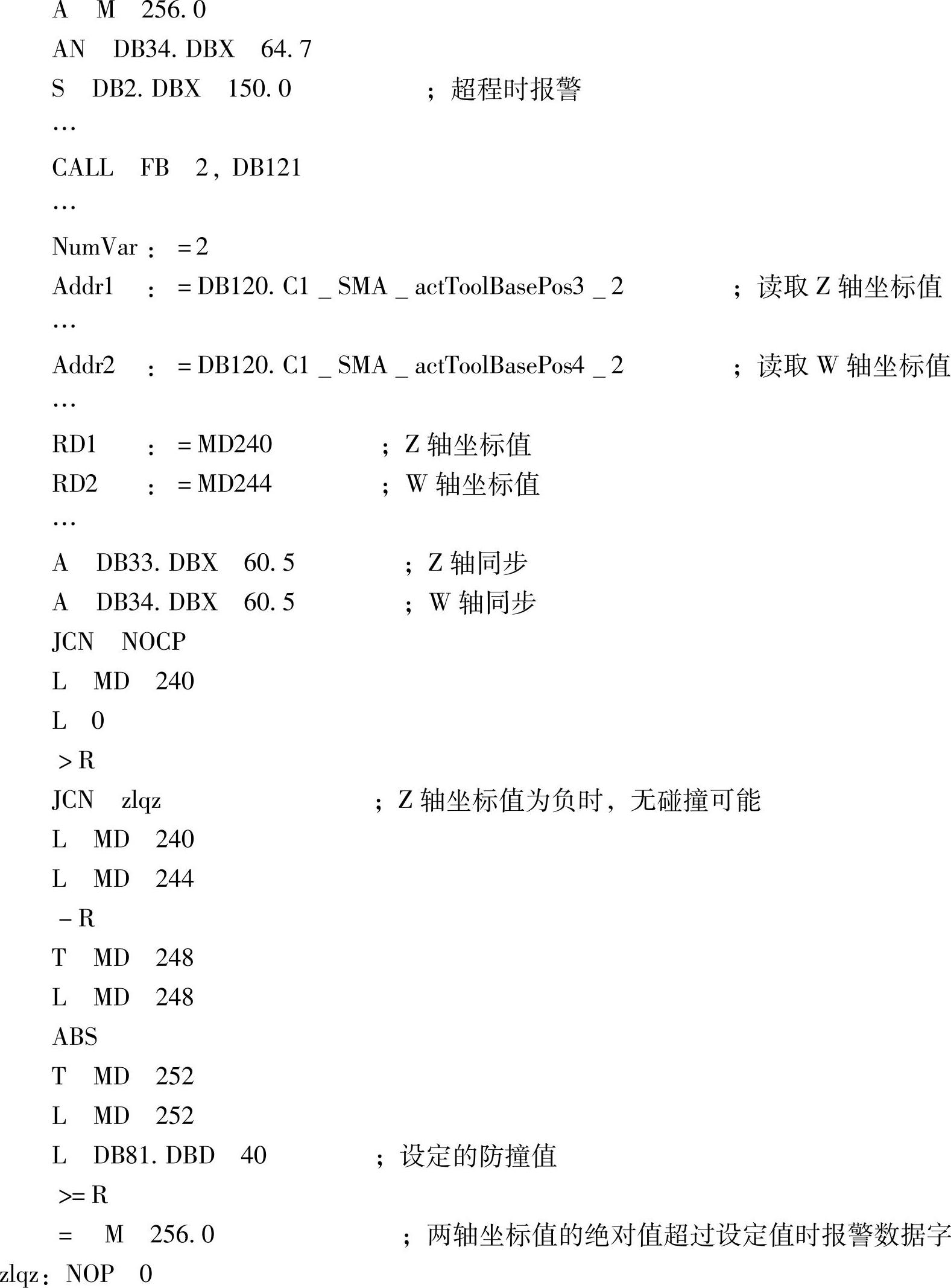
1)机床的Z轴和W轴之间没有限位开关,两轴之间的防撞只能通过软件实现。
编程思路如下:通过PLC读取NC变量,取得Z轴和W轴的坐标值,当Z轴坐标值为负时,Z轴进入卡盘区,无碰撞可能;当Z轴坐标值为正时(右移),Z、W轴坐标值之差的绝对值越大则Z、W轴靠得越近(注:W轴向左为负方向),当超过设定的防碰撞值时,系统报警。程序如下:
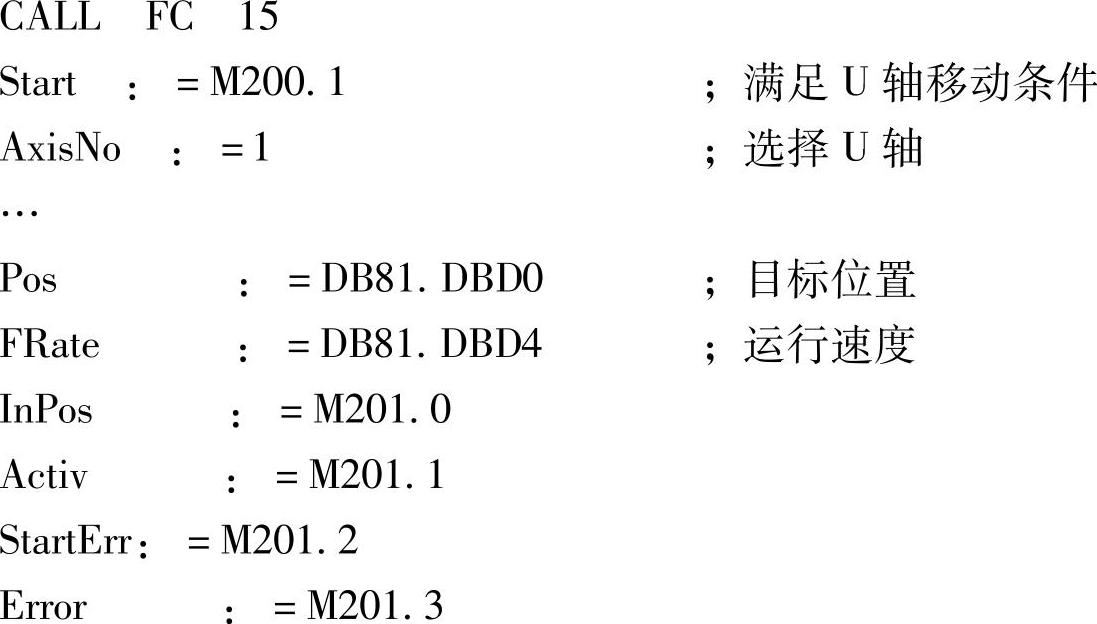
2)为了操作方便,无论机床处在什么位置,要求按一个键机床各轴自动运行到规定的上下料位置。
编程思路如下:根据机床的结构,确定各轴的动作顺序,先运行U、V轴到刀盘的中心,再运行Z、W轴到各自的卡盘区内,最后C轴旋转到上下料位置。编程中各轴的移动通过分别调用FC15实现,以U轴为例,程序如下:
3)机床对机械手的控制
由于机械手FMNC没有操作面板,对FMNC的控制主要通过机床操作面板执行。
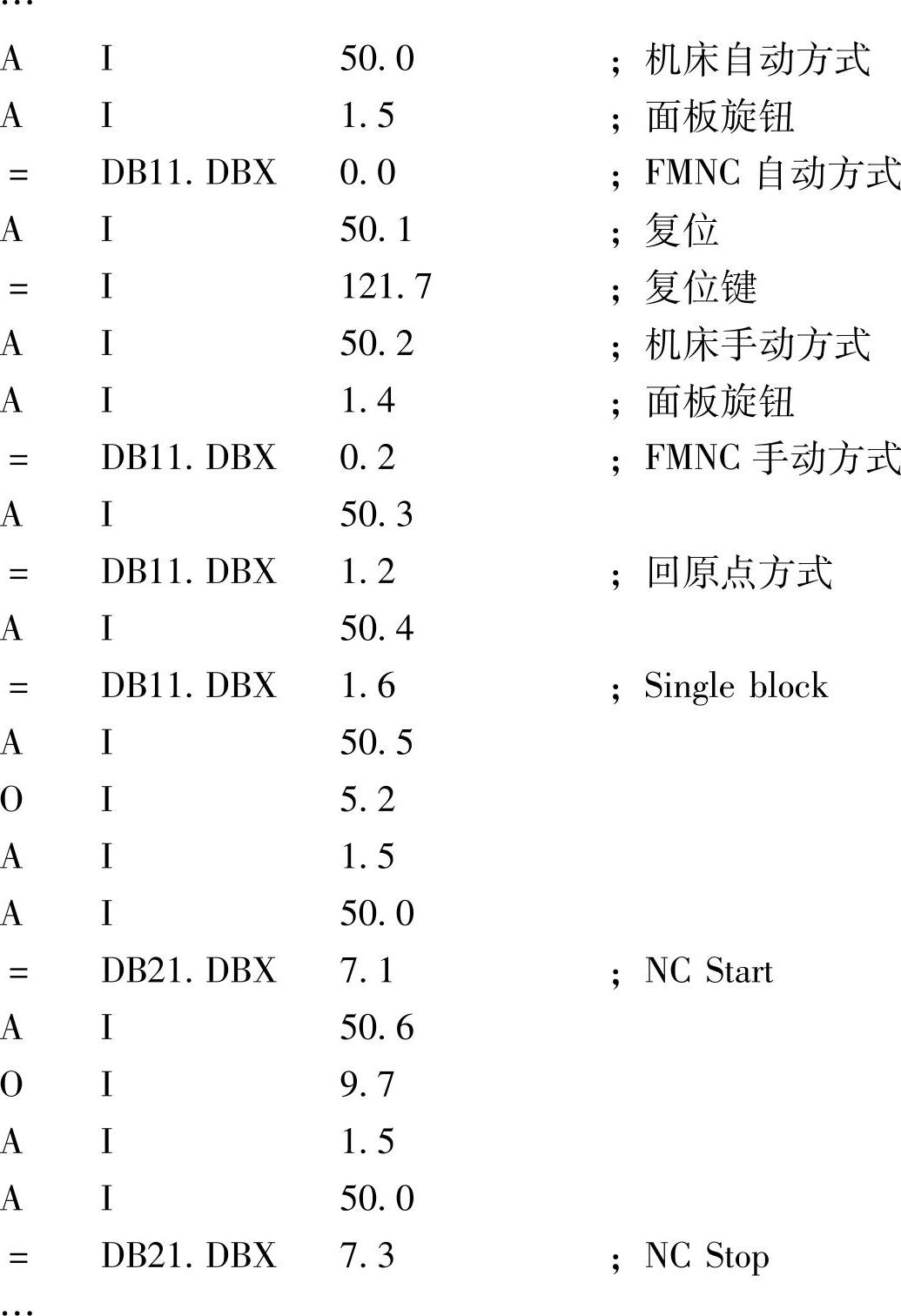
机械手可以与机床联动自动运行,也可以单独操作。通过PLC编程,当机床选择各种运行方式时,FMNC通过PLC NC接口数据也选择了与之相同的运行方式,然后只要通过机械手按钮盘上的选择开关选择运行方式即可确认机械手的运行方式。部分程序如下:
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。