



1.改造情况
某普通落地铣镗床需要改造为数控机床,原下滑座移动(X轴)为普通齿条传动,现改为双齿轮齿条传动,采用进口齿条,重新设计制造可调整传动间隙的齿轮箱,为了提高控制精度,在床身上安装海德汉带距离码的光栅尺LB382C,为保证X轴行程不变,在床身尾端增接一段支架。
原机床主轴箱上下(Y轴)的滚珠丝杠保留,重新设计制造Y轴传动箱,为了提高控制精度,在立柱上安装海德汉带距离码的光栅尺LB382C。增加主轴箱上下移动的拖链。
原机床镗杆移动(Z轴)和防滑枕移动(W轴)共用一个传动箱及电动机,但有各自的传动滚珠丝杆,通过离合器切换,并有离合器切换到位检测开关。现滚珠丝杆、切换离合器及检测开关全部保留,重新设计制造共用减速箱。在Z轴及W轴丝杆尾端各增加安装绝对值位置编码器一个。
原主轴直流电动机保留,取消原用于攻丝的一套复杂挂轮机构,加装主轴编码器,以完成主轴定向和刚性攻丝螺纹加工等。
各轴驱动电动机更换为西门子1FT6系列交流伺服电动机,重新设计制造伺服电动机安装接口。图7-33是Z/W轴的传动改造示意。
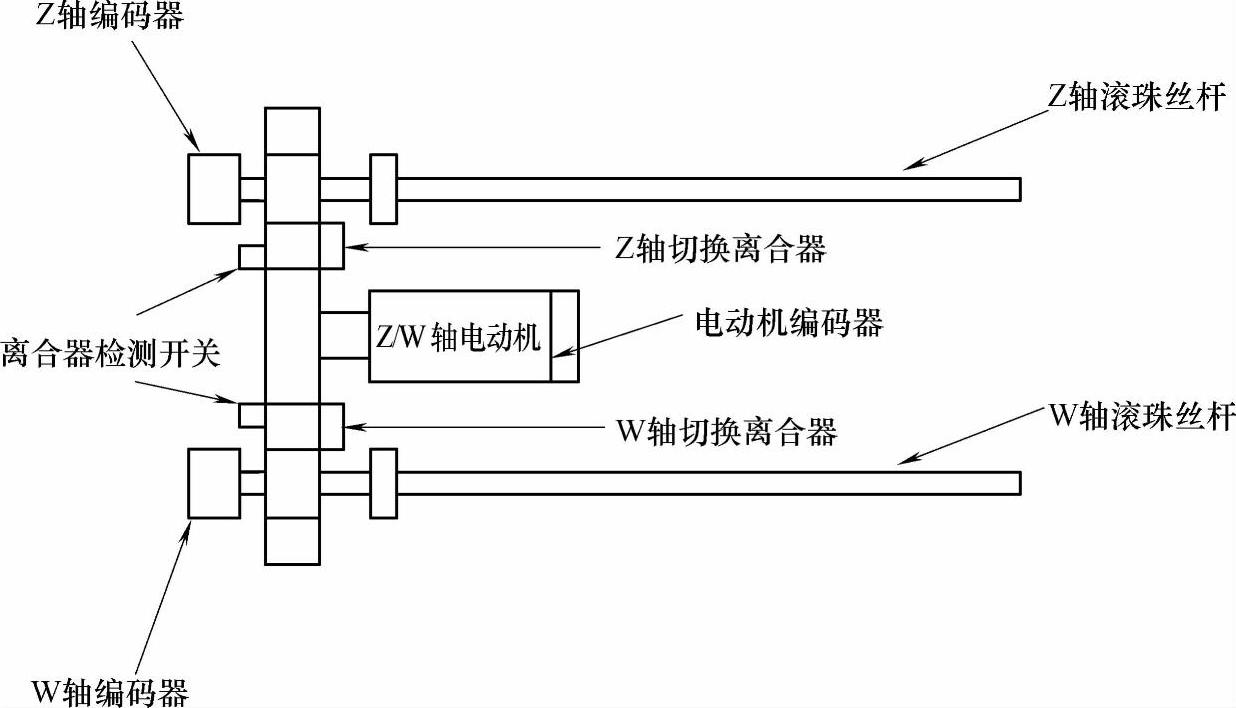
图7-33 Z/W轴的传动改造示意
2.电气控制系统硬件说明
图7-34所示为普通落地铣镗床数控改造的电气控制系统硬件示意。
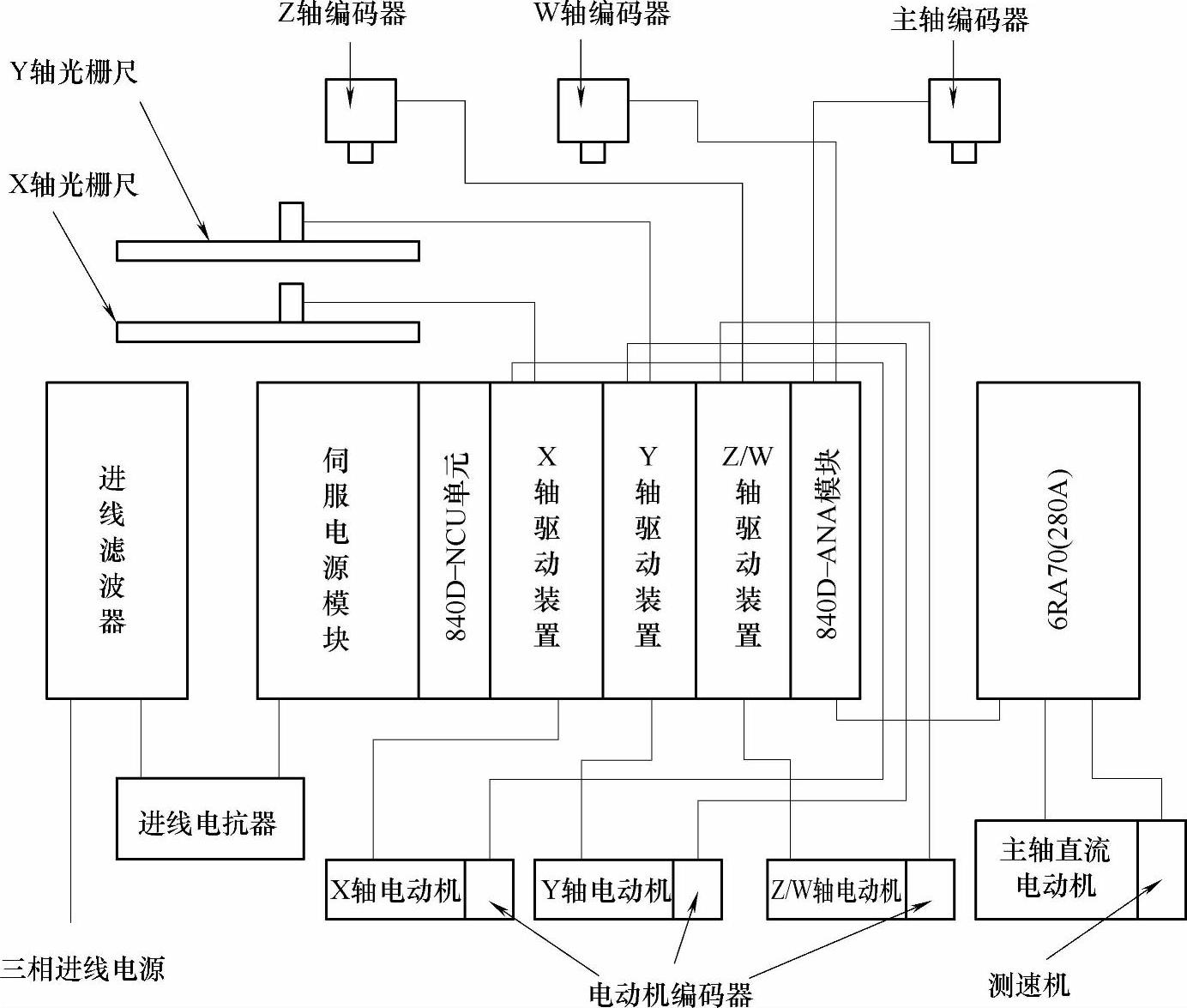
图7-34 普通落地铣镗床数控改造的电气控制系统硬件示意
840D系统配置∶NCU572.5(Celeron 650MHz,集成于系统的PLC-CPU PLC317-2DP),PCU50(1.2GHz/256MB/Windows XP ProEmbsys),OP012(30.7cm/12.1”TFT分辨率800×600,带鼠标)。
镗杆主轴旋转∶840D-ANA模块,西门子6RA70直流调速装置(280A),安装西门子主轴编码器6FX2001-3CC50(5V/正弦波/2500线)。
整套611D伺服装置配电源模块36/47kW(6SN1145-1BA02-0CA1),西门子原装进线电抗器和滤波器。
X轴:驱动电动机为1FT6136-6AB71-4AA1(1500r/88N·m),功率模块6SN1123-1AA00-0EA1(单轴56/112A),控制模块(6SN1118-0DM33-0AA1),安装海德汉LB382C光栅尺。
Y轴:驱动电动机为1FT6134-6AB71-4AB1(1500r/75N·m),功率模块6SN1123-1AA00-0DA1(单轴28/56A),控制模块(6SN1118-0DM33-0AA1),安装海德汉LB382C光栅尺。
Z/W轴:驱动电动机为1FT6108-8AB71-4AA1(1500r/61N·m),功率模块6SN1123-1AA00-0DA1(单轴28/56A),控制模块(6SN1118-0DM33-0AA1),Z轴和W轴各安装海德汉绝对值编码器(ROQ425/EnDat2.2/512线多圈)。
需要注意的是,Z轴全闭环的绝对值编码器信号从Z/W装置的第二测量口(-X421)接入,而W轴的绝对值编码器信号从ANA模块的第二轴测量口(-X102)接入。主轴编码器信号从ANA模块的第一轴测量口(-X101)接入。应将ANA模块的第二轴设为模拟轴(即没有相应的实际驱动及电动机),并让其在屏幕上不显示出来。
3.参数设置说明
按上述系统的硬件配置及连接,设置好系统通用参数、通道参数及轴参数等。除此之外,应特别注意下列参数:
Z轴:MD63750[0]=4——与第一根轴交换的轴号(4表示是W轴);
MD63750[1]=0——与第二根轴交换的轴号;
MD63750[2]=0——与第三根轴交换的轴号。
W轴:MD30130=0;
MD30350=1。
4.PLC控制程序说明
轴切换的接口信号
Network:1 轴进给倍率修调生效(https://www.xing528.com)
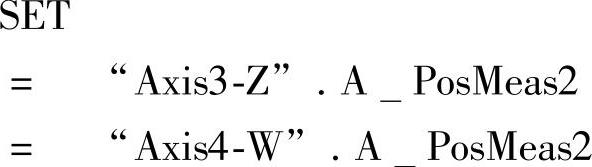
Network:2 轴位置测量系统2选择
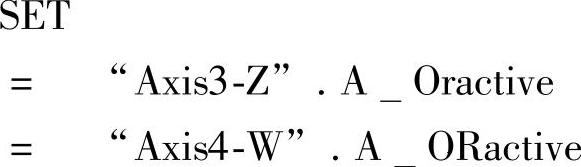
Network:3 轴脉冲使能控制
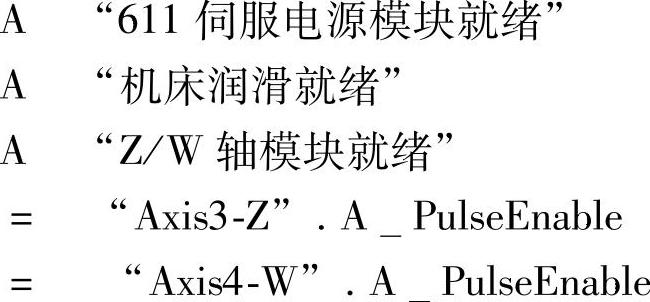
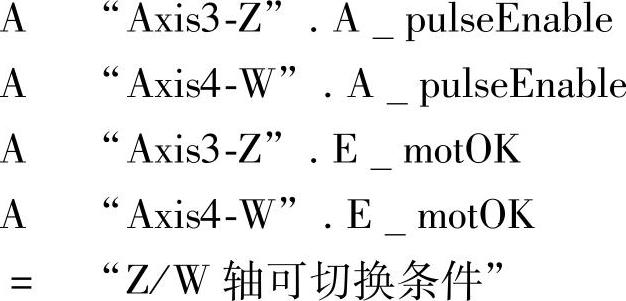
Network:4 Z/W轴可切换的条件

Network:5 切换到Z轴
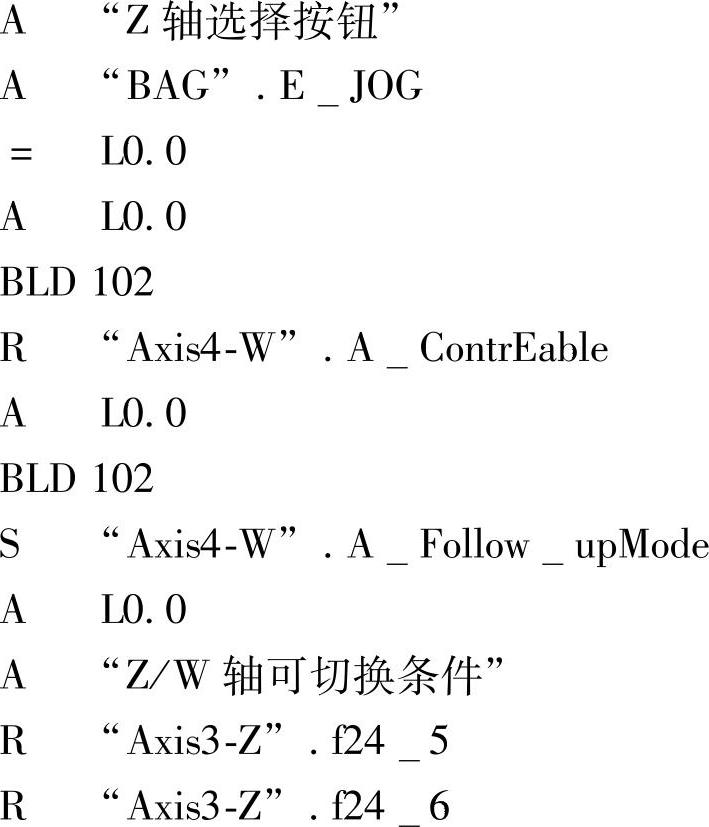
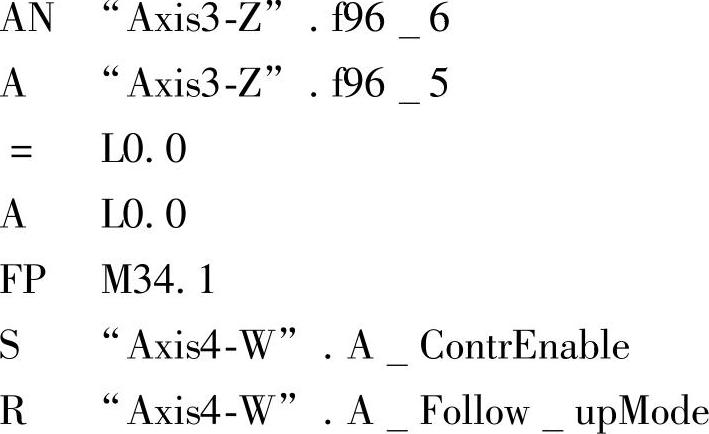
Network:6 切换到W轴

Network:7 Z轴控制器使能及跟踪模式控制

Network:8 W轴控制器使能及跟踪模式控制
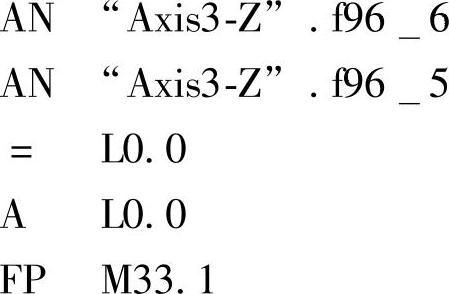
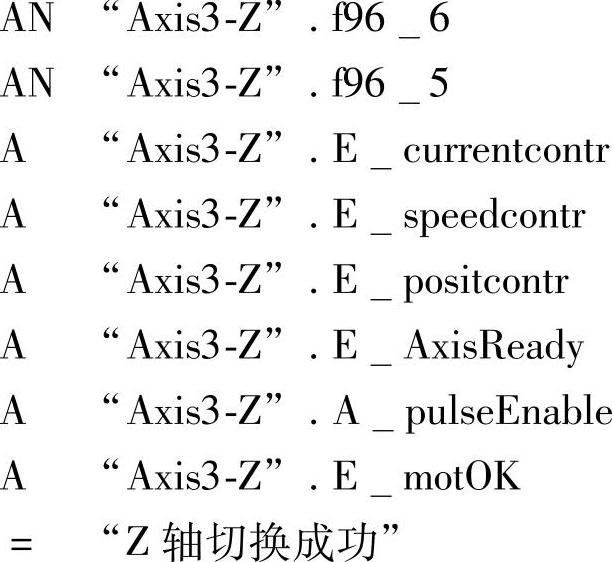
Network:9 Z轴切换成功检测
Network:10 W轴切换成功检测
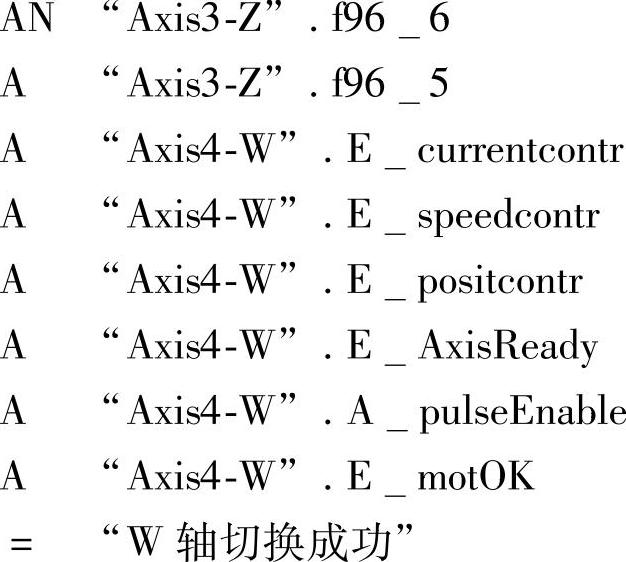
后续的PLC程序用上面的“Z轴切换成功”、“W轴切换成功”来控制Z/W轴切换离合器的动作,用离合器切换成功到位检测信号分别控制Z、W轴的轴禁止。
5.轴参考点的问题
Z轴及W轴都安装有绝对值编码器,其调整方法和普通带有绝对值位置检测元件的NC轴完全相同。由于是绝对值编码器,所以Z轴及W轴一旦调整好后,就不再需要进行返参考点的过程。
如果Z轴及W轴是增量式位置反馈元件,则每次完成轴切换后,就必须重新返回参考点建立坐标系,对于滑枕上正在使用附件铣头的情况,则使Z轴重新返回参考点就很麻烦。
6.轴误差补偿的问题
轴反向间隙补偿及螺距误差补偿的方法和普通NC轴完全相同,对于绝对值位置检测元件,没有任何问题。对于增量式位置检测元件,当每次完成轴切换后,必须重新返回参考点后,误差补偿才生效。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。