



1.改造前
某数控φ2.2m卧车主要用于企业的转子加工任务,其花盘直径为2.2m,最大回转直径为2.5m,最大加工长度为12m,配置2个刀架。原机床数控系统采用西门子820系统,主轴采用直流电动机,驱动采用西门子V5,进给轴采用直流伺服电动机,驱动采用西门子V3。该机床主运动轴主要有主轴及x、z两个进给轴卧车改造前的配置图7-30所示。
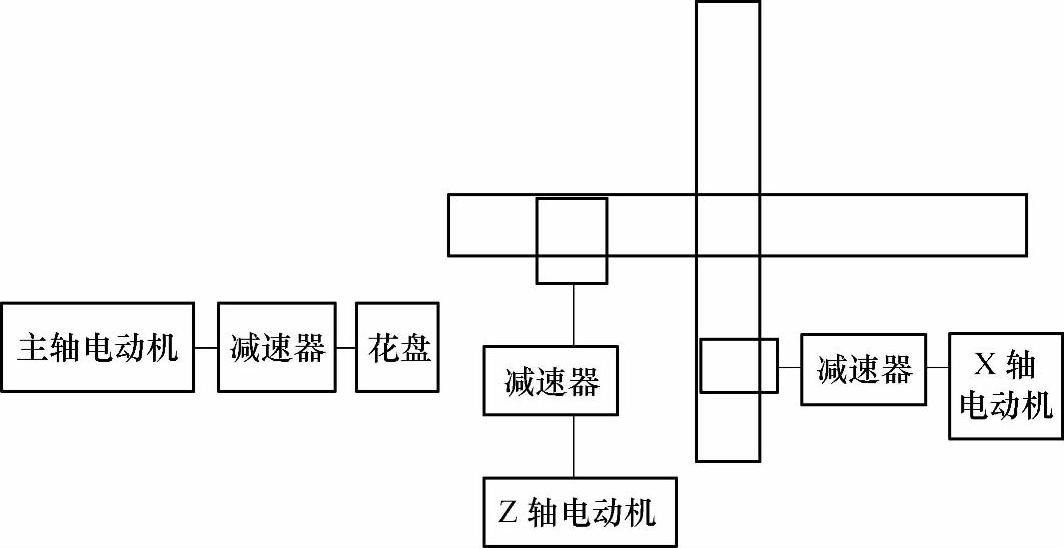
图7-30 卧车改造前的配置
2.840D系统改造配置
近几年系统故障频繁,严重影响机床的正常运转。为此需要对该机床进行电气改造,所选用的数控系统为西门子840D配611D,伺服驱动主轴电动机采用lPH7系列,进给轴采用1FT6系列。改造后的配置如图7-31所示。
(1)NCU数字控制部件
以NCU572为核心,电源模块采用SIMODRIVER 611D,它主要为NCU和611D数字驱动提供控制和动力电源,产生母线电压,同时监测电源和模块的状态。后面有3个主轴及进给模块通过驱动总线接口与NCU572挂接,数控和驱动的接口信号为数字量,分别驱动主轴及进给电动机。
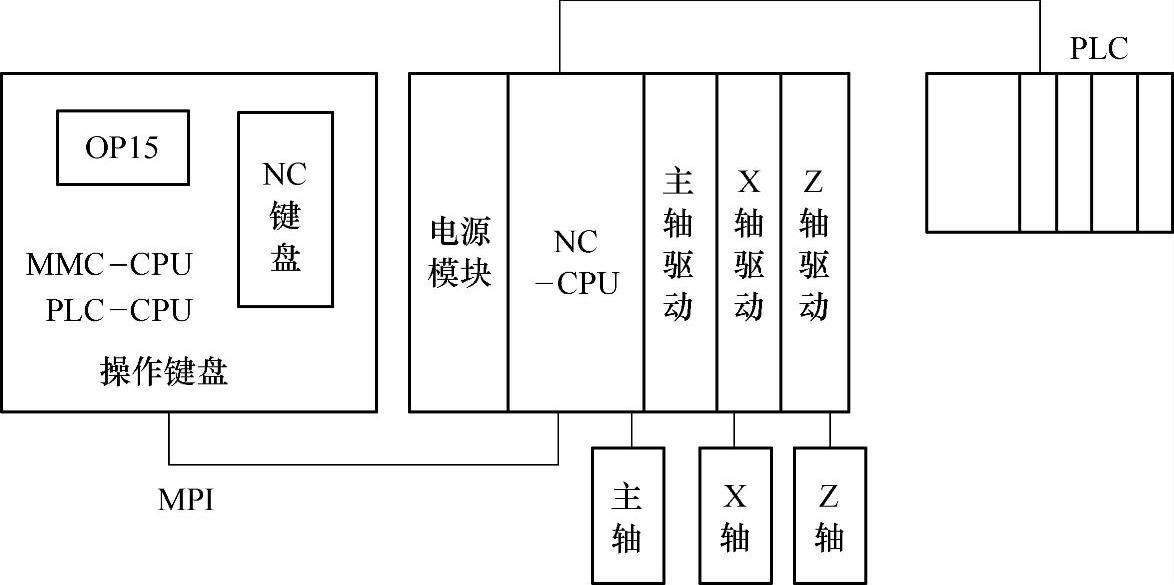
图7-31 改造后的配置
同时NCU572又通过PROFIBUS现场总线与OP015人机界面、S7-300PLC及控制电动机转速的变频器连接在一起。

图7-32 840DNCU接口(https://www.xing528.com)
NCU的接口如图7-32所示。
(2)PCU50人机通信
人机通信是数控系统和人进行信息交流的通道,包括OP015和PCU50。其中,OP015操作面板由一个15英寸TFT显示屏和一个NC键盘组成。而PCU50计算机已经预装了西门子MMC控制软件。
(3)PLC
840D数控系统的PLC部分使用的是西门子SIMATICS7-300的软件及模块。其电源由西门子SITOP电源(40A)提供,接口模块IM361是用于级之间的互连。它通过PROFIBUS现场总线与NCU572连接。在IM361右侧为信号模块,信号模块是用于PLC输入/输出的模块,有输入型和输出型两种,主要为输入模块SM321和输出模块SM322。PLC的CPU与NC的CPU是集成在NCU中的。机床上的各种按钮、光电开关、行程开关的输入信号和机床液压、润滑部分的电磁阀、接触器的输出信号分别连接到PLC的输入和输出模块。
(4)主轴及进给伺服电动机的选择
原主轴电动机型号为Z4-315-091,功率为125kW,额定扭矩为1989N·m,额定转速为600r/min,最高转速为2400r/min;2个进给轴伺服电动机为lFT5132-OS-CO-2,额定扭矩为70N·m,额定转速为2000r/min。
选择电动机的原则为:额定转速接近以保证主轴各档转速分配接近;电动机的额定扭矩接近;电动机的最高转速接近。
根据以上原则,主电动机选用1PH7284,额定转速为600r/min,最高转速为3300r/min,额定功率为127kW,额定扭矩为2021N·m。进给电动机选择1FT6136系列,额定转速为2000r/min,额定扭矩为74N·m。符合以上原则。
(5)功率模块的选择
主轴的功率模块根据西门子配套选件选择6SE7031变频器,而进给功率模块选择6SN1123-0EA1。其选择的原则为功率模块的连续供电电流大于等于电动机的最大电流。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。