



速度环动态特性优化通过SimoComU进行,步骤如下:
1)将NC轴参数MD:30200设置为“0”(优化完毕后必须设置为“1”),使优化时NC给定电缆中的伺服使能信号65和9不会断开。
如果需要利用组合键对电动机抱闸进行控制,需要设定NC参数MD:14512[18]的位为2(bit1)“1”(优化完毕后恢复为“0”)。
驱动器使能(电源模块端子T48、T63和T64与T9接通),并将坐标移动到适中的位置(优化时电动机要旋转约两圈);优化时驱动器的速度给定由PC以数字量给出。
2)进入工具软件SimoComU,选择联机方式 ,再选择PC控制
,再选择PC控制 ,选择“OK”(见图6-29)。
,选择“OK”(见图6-29)。
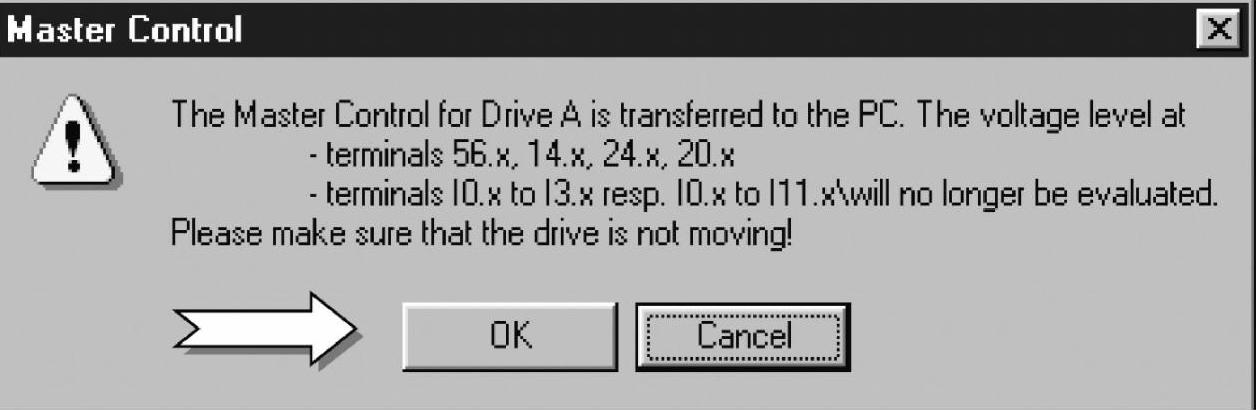
图6-29 进入工具软件SimoComU
3)在SINUMERIK 802C base line上通过机床控制区域组合键 +
+ 释放电机抱闸。
释放电机抱闸。
4)如图6-30所示进入控制器目录(Controller),出现以下画面,选择“None of these”。
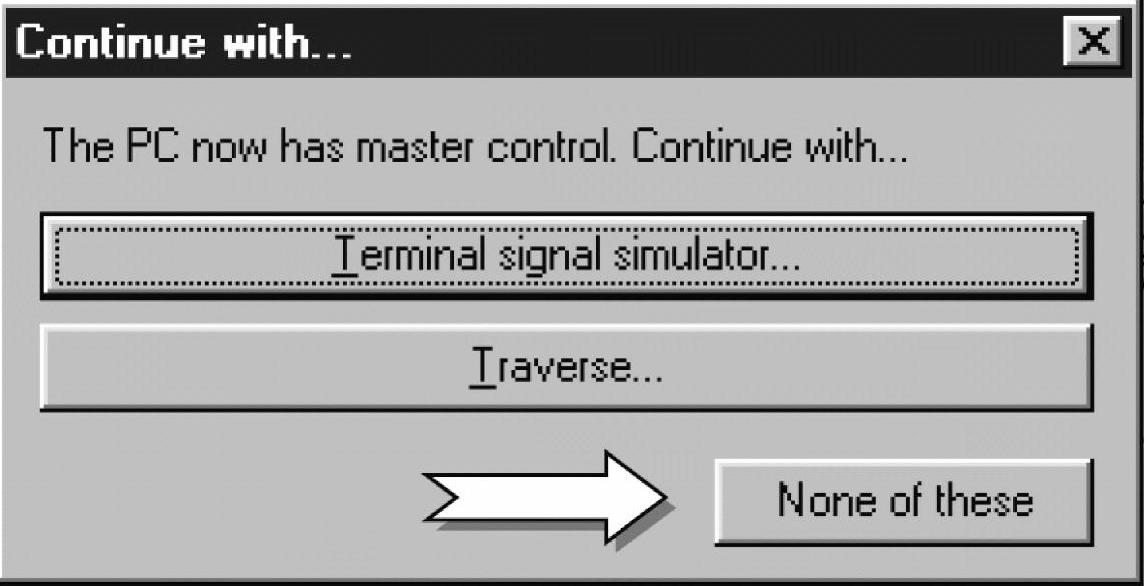
图6-30 控制器目录
5)选择运行自动速度控制器优化“Execute automatic speed controller setting”(见图6-31)。
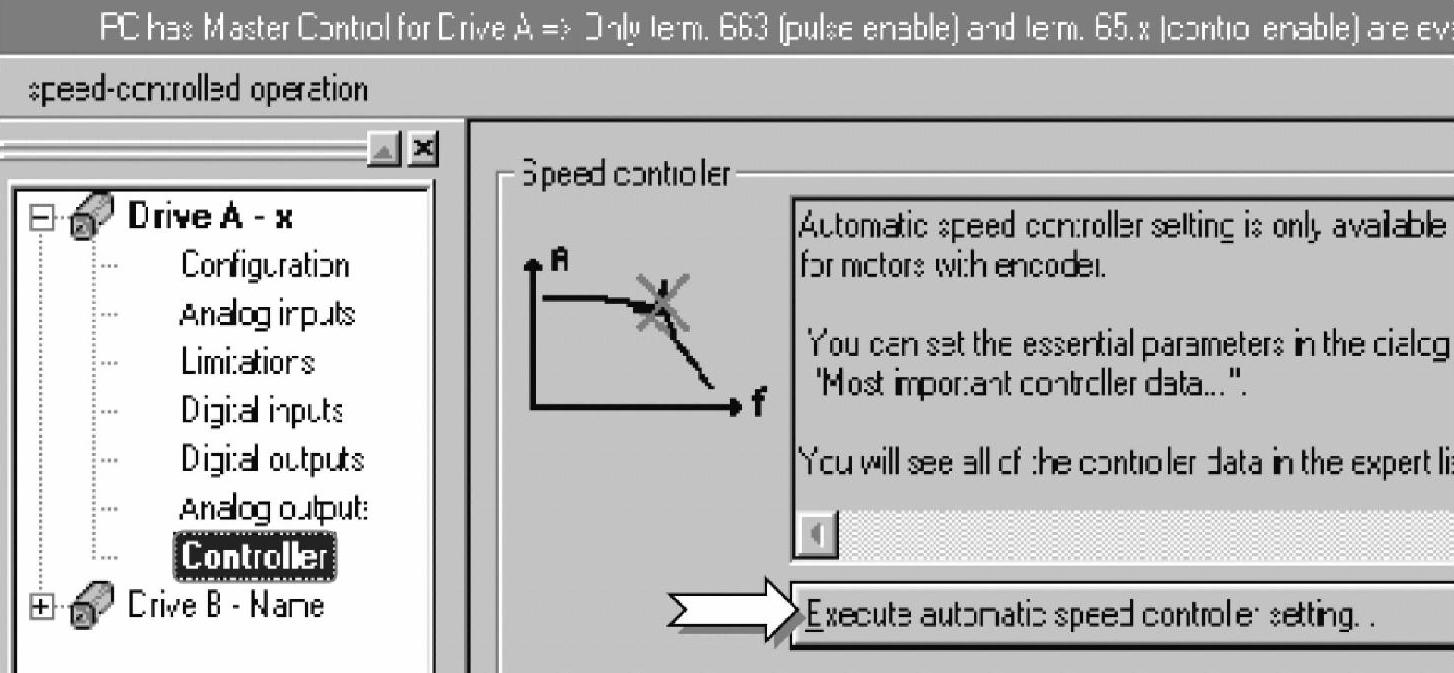
图6-31 选择运行自动速度控制器优化
进入优化后出现以下画面(见图6-32)。(https://www.xing528.com)
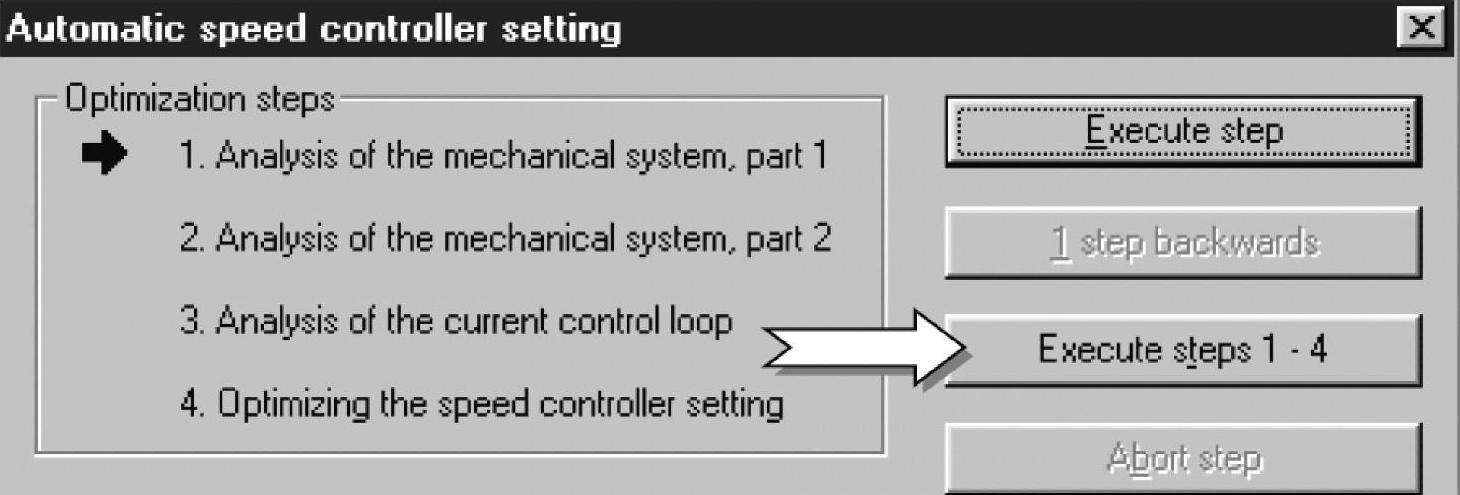
图6-32 优化画面
进入速度环优化后,在图6-32中选择“Execute steps 1-4”自动执行:
①分析机械性能一(电动机正转,抱闸应释放);
②分析机械性能二(电动机反转,抱闸应释放);
③电流环测试(电动机静止,垂直轴电动机的抱闸应夹紧);
④参数优化计算。
其中,运行完第二步时,SimoComU出现提示:“电流环优化,垂直轴的电动机抱闸一定要夹紧,以防止坐标下滑”。
6)通过MCP组合键 +
+ 使抱闸夹紧。
使抱闸夹紧。
7)显示优化前和优化后的参数比较,如果认可,需要进行数据存储,上电复位。
8)通过机床控制区域组合键 +
+ 释放电动机抱闸。
释放电动机抱闸。
9)恢复NC通过参数MD:14512[16]=0,轴参数MD:30200=1,然后SINUMERIK 802C base line重新上电使参数生效。
至此,速度环优化结束。速度环优化结束后,可根据实际情况适当调整位置环放大倍数和加速度,以减小位置跟随误差。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。