



电路简介
X62W万能铣床电气控制电路如图2-35(见书后插页)所示。
主轴电动机M1由接触器KM1控制。为了进行顺铣和逆铣加工,要求主轴能够正、反转。由于工作过程中不需要改变电动机旋转方向,故M1的正、反转采用组合开关SA3改变电源的相序来实现。
进给电动机M2由接触器KM3、KM4控制其正、反转。六个方向的进给运动是通过操作选择运动方向的手柄与开关,配合进给电动机M2的正、反转来实现的,为减小齿轮端面的冲击,要求变速时有电动机瞬时冲动(短时间歇转动)控制。
主轴运动和进给运动采用变速孔盘进行速度选择。为保证变速齿轮进入良好的啮合状态,两种运动分别通过行程开关SQ1和SQ2实现变速后的瞬时点动。
主轴电动机、冷却泵电动机和进给电动机共用熔断器FU1进行短路保护,过载保护则分别由热继电器FR1、FR2、FR3来实现。当主轴电动机或冷却泵电动机有一个过载时,控制电路全部切断。但进给电动机过载时,只切断进给控制电路。
为了保证机床、刀具的安全,在铣削加工时同一时间只允许工作台向一个方向移动,故三个垂直方向的运动之间设有联锁保护。使用圆形工作台时,不允许工件作纵向、横向和垂直方向的进给运动。为此,圆形工作台的旋转运动与工作台的上下、左右、前后三个方向的运动之间采用了联锁控制措施。为了更换铣刀方便、安全,设置了换刀专用开关SA1。换刀时,一方面将主电动机的轴制动,使主轴不能自由转动。另一方面,将控制电路切断,避免发生人身事故。
本铣床采用电磁离合器控制,其中YC1为主轴制动,YC2用于工作进给,YC3用于快速进给,解决了速度继电器和牵引电磁铁容易损坏的问题。同时,采用了多片式电磁离合器,具有传递转矩大、体积小、易于安装在机床内部,并能在工作中接入和切除,便于实现自动化等优点。
X62W铣床主要电器元件名称及作用见表2-10,各开关位置及其动作说明见表2-11。
表2-10 X62W铣床主要电器元件名称及作用

(续)

表2-11 各开关位置及其动作说明
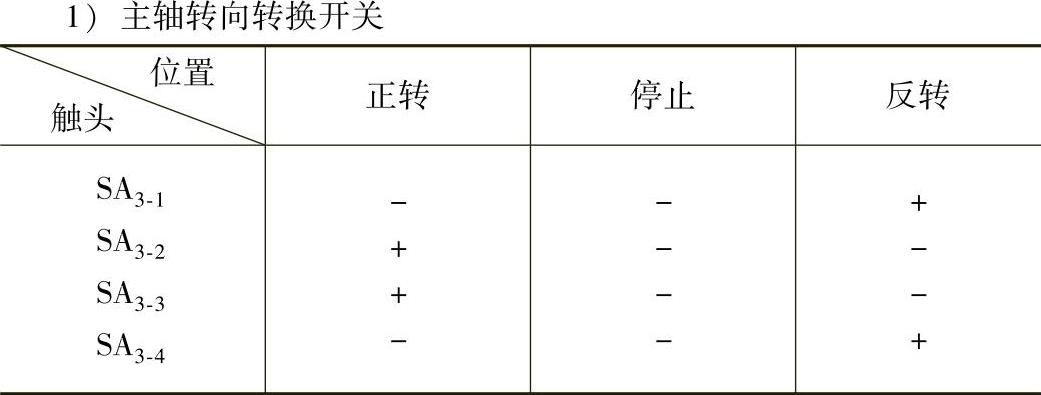
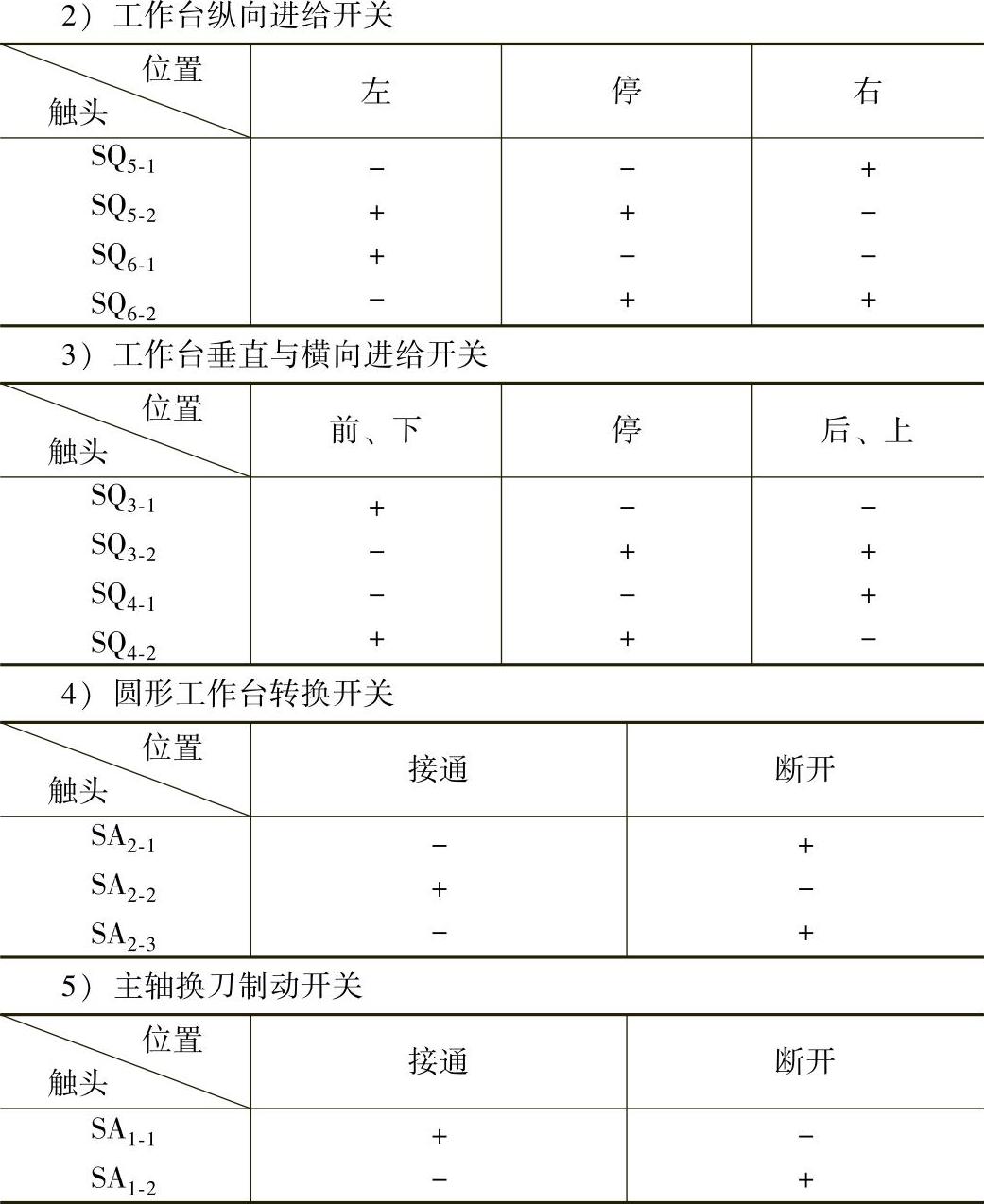
注:表中“+”表示触头接通;“-”表示触头断开。
电路原理
该铣床由3台异步电动机拖动。M1为主轴电动机,担负主轴的旋转运动;M2为进给电动机,机床的进给运动和辅助运动均由M2拖动;M3为冷却泵电动机,将冷却液输送到机床切削部位,并进行冷却。
(1)主轴电动机的控制包括如下内容:
1)主轴电动机起动控制:本机床采用两地控制方式,起动按钮SB1和停止按钮SB5-1为一组;起动按钮SB2和停止按钮SB6-1为一组。这两组控制按钮分别安装在工作台和机床的床身上,实现两地控制主轴电动机起动与停止,以方便操作。起动前先选择好主轴转速,并将主轴换向的转换开关SA3扳到所需转向上。然后接通电源开关QS1,按下起动按钮SB1或SB2,接触器KM1通电吸合并自锁,主电动机M1按预选方向直接起动,带动主轴、铣刀旋转。KM1的辅助动合触头(7-13)闭合,接通控制电路的进给电路电源,保证了只有先起动主轴电动机,才可起动进给电动机,避免损坏工件或刀具。
2)主轴电动机制动控制:为了使主轴停车准确,且减少电能损耗,主轴采用电磁离合器制动。该电磁离合器安装在主轴传动链中与电动机轴相连的第一根传动轴上。当按下停车按钮SB5或SB6时,接触器KM1断电释放,电动机M1失电。与此同时,停止按钮的动合触头SB5-2或SB6-2接通电磁离合器YC1,离合器吸合,将摩擦片压紧,对主轴电动机进行制动。直到主轴停止转动,才可松开停止按钮。主轴制动时间不超过0.5s。
3)主轴变速冲动:主轴变速是通过改变齿轮的传动比进行的。当改变了传动比的齿轮组重新啮合时,因齿之间的位置不能刚好对上,若直接起动,有可能使齿轮打牙。为此,本机床设置了主轴变速瞬时点动控制电路。变速时,先将变速手柄拉出,再转动蘑菇形变速手轮,调到所需转速上,然后将变速手柄复位。就在手柄复位的过程中,压动了行程开关SQ1,SQ1的动断触头(5-7)先断开,动合触头(1-9)后闭合,接触器KM1线圈瞬时通电,主轴电动机进行瞬时点动,使齿轮系统抖动一下,达到良好啮合。当手柄复位后,SQ1复位,断开主轴瞬时点动电路。若瞬时点动一次没有实现齿轮良好啮合,可重复上述动作。
4)主轴换刀控制:在主轴上刀或换刀时,为避免人身事故,应将主轴置于制动状态。为此,控制电路中设置了换刀制动开关SA1。只要将SA1拨到“接通”位置,其动合触头SA1-1接通电磁离合器YC1,将电动机轴抱住,主轴处于制动状态。同时,动断触头SA1-2断开,切断控制电路电源。保证了上刀或换刀时,机床没有任何动作。当上刀、换刀结束后,应将SA1扳回“断开”位置。
(2)进给运动的控制。工作台的进给运动分为工作进给和快速进给。工作进给只有在主轴起动后才可进行,快速进给是点动控制,即使不起动主轴也可进行。工作台的左、右、前、后、上、下6个方向的运动都是通过操纵手柄和机械联动机构带动相应的行程开关使进给电动机M2正转或反转来实现的。行程开关SQ5、SQ6控制工作台的向右和向左运动,SQ3、SQ4控制工作台的向前、向下和向后、向上运动。(https://www.xing528.com)
进给拖动系统用了两个电磁离合器YC2和YC3,都安装在进给传动链中的第四根轴上。当左边的离合器YC2吸合时,连接上工作台的进给传动链;当右边的离合器YC3吸合时,连接上快速移动传动链。
1)工作台的纵向(左、右)进给运动:工作台的纵向运动由纵向进给手柄操纵。当手柄扳向右边时,联动机构将电动机的传动链拨向工作台下面的丝杠,使电动机的动力通过该丝杠作用于工作台。同时,压下行程开关SQ5,动合触头SQ5-1闭合,动断触头SQ5-2断开,接触器KM3线圈通过(13→15→17→19→21→23→25)路径得电吸合,进给电动机M2正转,带动工作台向右运动。
当纵向进给手柄扳向左边时,行程开关SQ6受压,SQ6-1闭合,SQ6-2断开,接触器KM4通电吸合,进给电动机反转,带动工作台向左运动。
SA2为圆工作台控制开关,其状态见表2-11。这时的SA2处于断开位置,SA2-1、SA2-3接通,SA2-2断开。
2)工作台的垂直(上、下)与横向(前、后)进给运动:工作台的垂直与横向运动由垂直与横向进给手柄操纵。该手柄有5个位置,即上、下、前、后、中间。当手柄向上或向下时,机械机构将电动机传动链和升降台上下移动丝杠相连;向前或向后时,机械机构将电动机传动链与溜板下面的丝杠相连;手柄在中间位时,传动链脱开,电动机停转。
以工作台向下(或向前)运动为例,将垂直与横向进给手柄扳到向下(或向前)位,手柄通过机械联动机构压下行程开关SQ3,动合触头SQ3-1闭合,动断触头SQ3-2断开,接触器KM3线圈经(13→27→29→19→21→23→25)路径得电吸合,进给电动机M2正转,带动工作台进行向下(或向前)运动。
若将手柄扳到向上(或向后)位,行程开关SQ4被压下,SQ4-1闭合,SQ4-2断开,接触器KM4线圈经(13→27→29→19→21→31→33)路径得电,进给电动机M2反转,带动工作台进行向上(或向后)运动。
3)进给变速冲动:在改变工作台进给速度时,为使齿轮易于啮合,也需要使进给电动机瞬时点动一下。其操作顺序是:先将进给变速的蘑菇形手柄拉出,转动变速盘,选择好速度。然后,将手柄继续向外拉到极限位置,随即推回原位,变速结束。就在手柄拉到极限位置的瞬间,行程开关SQ2被压动,SQ2-1先断开,SQ2-2后接通,接触器KM3经(13→27→29→19→17→15→23→25)路径得电,进给电动机瞬时正转。在手柄推回原位时,SQ2复位,进给电动机只瞬动一下。由KM3的通电路径可知,进给变速只有各进给手柄均在零位时才可进行。
4)工作台的快速移动:工作台6个方向的快速移动也是由进给电动机M2拖动的。当工作台工作进给时,按下快移按钮SB3或SB4(两地控制),接触器KM2得电吸合,其动断触头(105-109)断开电磁离合器YC2,动合触头(105-111)接通电磁离合器YC3,KM2的吸合使进给传动系统跳过齿轮变速链,电动机直接拖动丝杠套,工作台快速进给,进给方向仍由进给操纵手柄决定。松开SB3或SB4,KM2断电释放,快速进给过程结束,恢复原来的进给传动状态。
由于在主轴起动接触器KM1的动合触头(7-13)上并联了KM2的一个动合触头,故在主轴电动机不起动的情况下,也可实现快速进给。
(3)圆工作台的控制。当需要加工螺旋槽、弧形槽和弧形面时,可在工作台上加装圆工作台。圆工作台的回转运动也是由进给电动机M2拖动的。
使用圆工作台时,先将控制开关SA2(功能见表2-11)扳到“接通”位,这时,SA2-2接通,SA2-1和SA2-3断开。再将工作台的进给操纵手柄全部扳到中间位,按下主轴起动按钮SB1或SB2,主轴电动机M1起动,接触器KM3线圈经(13→15→17→19→29→27→23→25)路径得电吸合,进给电动机M2正转,带动圆工作台进行旋转运动。
可见,圆工作台只能沿一个方向进行回转运动。由于起动电路途经SQ3~SQ6四个行程开关的动断触头,故扳动工作台任一进给手柄,都会使圆工作台停止工作,保证了工作台进给运动与圆工作台工作不可能同时进行。
(4)冷却泵电动机的控制。由主电路可以看出,只有在主轴电动机起动后,冷却泵电动机M3才有可能起动。另外,M3还受开关SQ2的控制。
(5)控制电路的联锁与保护包括如下内容:
1)进给运动与主轴转动的联锁:进给拖动的控制电路是接在主轴起动接触器KM1动合触头(7-13)之后,故只有在主轴起动之后,工作台的进给运动才能进行。
由于KM1动合触头(7-13)上并联了KM2的动合触头,因此在主轴未起动情况下,也可实现快速进给。
2)工作台6个运动方向的联锁:电路中有两条支路,一条是与纵向操纵手柄联动的行程开关SQ5和SQ6的两个动断触头串联支路(27→29→19);另一条是和垂直与横向操纵手柄联动的行程开关SQ3、SQ4的两个动断触头串联支路(15→17→19)。这两条支路是接触器KM3或KM4线圈通电的必经之路。因此,只要两个操纵手柄同时扳动,进给电路立即切断,实现了工作台各向进给的联锁控制。
3)工作台进给予圆工作台的联锁:使用圆工作台时,必须将两个进给操纵手柄都置于中间位置。否则,圆工作台就不能运行。
4)进给运动方向上的极限位置保护:采用机械和电气相结合的方式,由挡块确定各进给方向上的极限位置。当工作台运动到极限位置时,挡块碰撞操纵手柄,使其返回中间位置。相应进给方向上的行程开关复位,切断了进给电动机的控制电路,进给运动停止。
(6)工作照明。变压器TC3将380V交流电变为24V的安全电压后,由转换开关SA4控制,供给照明灯。
主电路、控制电路和照明电路都具有短路保护。6个方向进给运动的终端限位保护,是由各自的限位挡铁来碰撞操作手柄,使其返回中间位置以切断控制电路来实现。
友情提示
三台电动机的过载保护,分别由热继电器FR1、FR2、FR3实现。为了确保刀具与工件的安全,要求主轴电动机、冷却泵电动机过载时,除两台电动机停转外,进给运动也应停止,否则将撞坏刀具与工件。因此,FR1、FR3应串接在相应位置的控制电路中。当进给电动机过载时,则要求进给运动先停止,允许刀具空转一会儿,再由操作者总停机。因此,FR2的动断触头只串接在进给运动控制支路中。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。