



快餐饭盒凹模的主要结构是由多个曲面组成的凹型型腔,型腔四周的斜平面之间采用半径为20mm的圆弧过渡,斜平面与底平面之间采用半径为5mm的圆弧过渡,在凹模的底平面上有一个四周为斜平面的锥台。凹模上部型腔为锥面,用于压边,模具的外形结构较为简单,为标准的长方体。
(1)数控加工工艺 粗加工整个型腔,去除大部分加工余量;精加工上凹槽;精加工下凹槽;精加工底部锥台四周表面;精加工底部上表面;精加工上、下凹槽过渡平面。
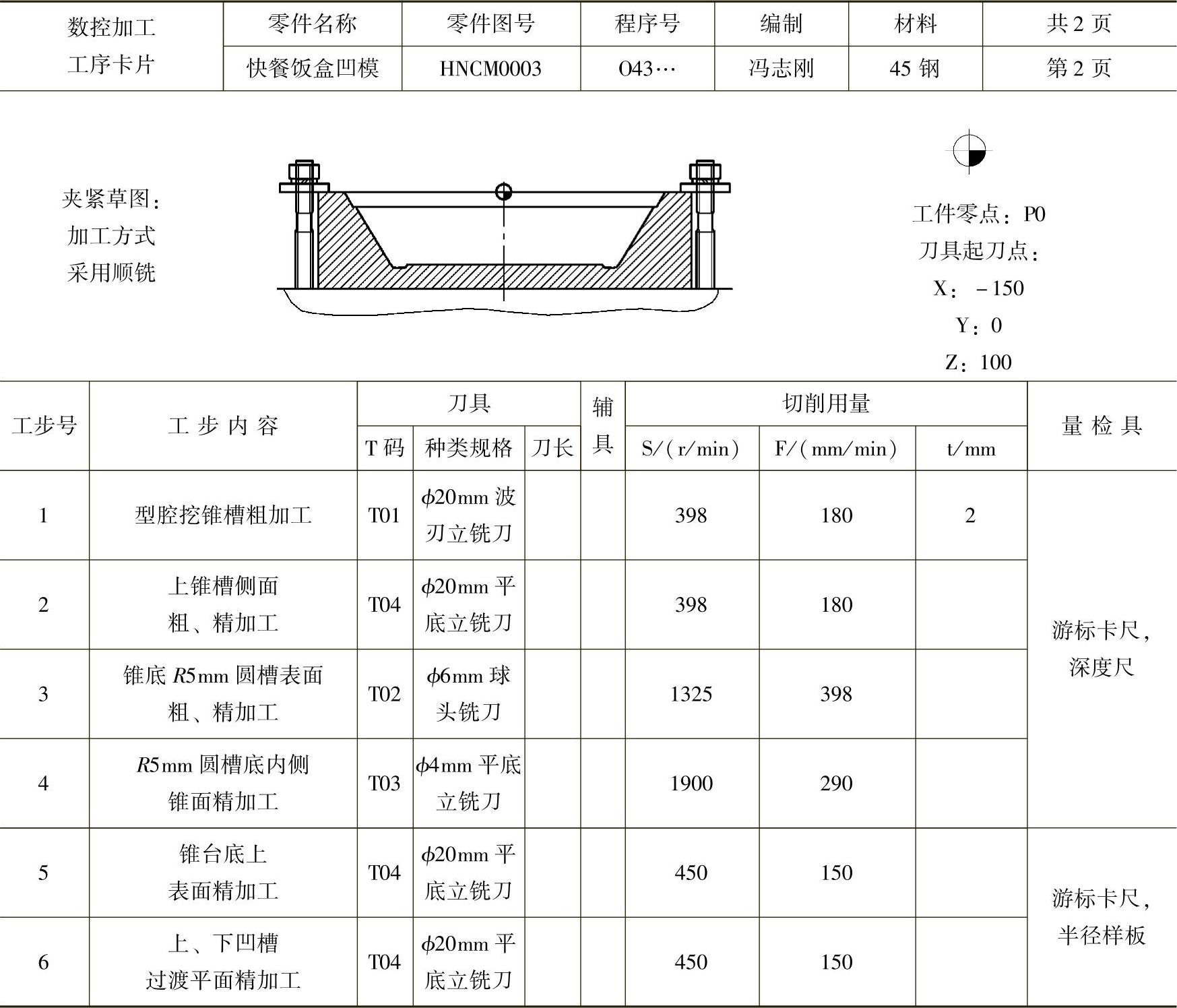
(2)工件的定位与夹紧 工件直接安装在机床工作台面上,用两块压板压紧。凹模中心为工件坐标系X、Y的原点,上表面为工件坐标系Z的零点。
(3)刀具选择 根据工件的加工工艺,锥槽型腔粗加工选用ϕ20mm波刃立铣刀。上锥槽侧面精加工采用ϕ20mm平底立铣刀;锥底R5mm圆槽表面粗、精加工采用ϕ6(R3)mm球头铣刀。R5mm圆槽内侧面锥台四周表面的精加工采用ϕ4mm平底立铣刀(因锥台直角边与底平面交线距离仅为4.113mm);用ϕ20mm平底立铣刀精加工底部锥台上表面和上、下凹槽过渡平面。上、下凹槽粗加工一起进行。
数控加工工序卡见表4-3。
表4-3 快餐盒凹模的数控加工工序卡
3.程序编制结构框图(略)
4.程序编制(FANUC 0i数控系统)
(1)型腔挖槽粗加工宏程序 自变量含义:
#24=0;工件四方锥槽中心的X绝对坐标值
#25=0;工件四方锥槽中心的Y绝对坐标值
#26=-40.0;工件四方锥槽最终加工深度
#21=124.0;工件四方锥槽底部长度
#22=69.0;工件四方锥槽底部宽度
#18=2.0;直槽粗加工Z轴每次降层深度
#11=0;螺旋线插补切削Z轴起点绝对坐标值
#9=180.0;切削进给速度
#8=0.75;有效刀具直径百分比
#7=10.0;刀具半径
#5=15;四方锥槽底部圆角半径
#4=18.5;四方锥槽顶部圆角半径
#3=8;螺旋线切入圆弧半径
O431;宏程序名
N005 #29=#11-#18;第1次下降深度
N010 #30=#21/2;1/2锥槽底部长
N015 #31=#22/2;1/2锥槽底部宽
N020 #106=#26;把最终加工深度Z赋给#106
N025 #12=2*#7*#8;刀具有效切削直径(2DE)
N035 #15=[#30-#7]/#12;(U/2-D)/(2DE)(X向均宽切削次数)
N040 #116=#15;将X向均宽切削次数赋给中间变量#116
N045 #14=[#31-#7]/#15;(V/2-D)/[(U/2-D)/(2DE)](Y向均宽切削厚度)
N050 #15=FIX[#15];上取整(X向分层切削次数取整)
N055 G90 G00 X[#24+#3] Y#25;刀具移到矩形槽垂直切入点上方
N060 Z#18;刀具快速下降到工件上方安全距离
N065 G01 Z#11 F[#9/2];刀具以工进速度下降
N070 WHILE [#29GE#26] DO1;如果#29小于#26,则程序跳转到N145程序段
N075 G02 I#3 Z#29 F#9/4;螺旋线切削进给
N080 #100=1.0;计数器置初始值
N085 WHILE [#100LE#15] DO2;如果#100大于#15,则程序跳转到N135程序段
N090 G01 X[#24+#100*#12] F[#9/2];(X0+均宽切削次数×有效切削刀具直径)
N095 Y[#25-#100*#14] R#5;(Y0-均宽切削次数×Y向均宽切削厚度)
N100 X[#24-#100*#12] R#5;(X0-均宽切削次数×有效切削刀具直径)
N105 Y[#25+#100*#14] R#5;(Y0+均宽切削次数×Y向均宽切削厚度)
N110 X[#24+#100*#12] R#5;(X0+均宽切削次数×有效切削刀具直径)
N115 Y#25;回到切入点
N120 X[#24+#3];退回Z向螺旋线切入点
N125 #100=#100+1.0;计数器加1
N130 END2;返回循环体2
N135 #29=#29-#18;背吃刀量均值递增
N140 END1;返回循环体
N145 G00 Z100;刀具抬起离开工件表面
N150 M99;宏程序结束并返回主程序
(2)上凹槽粗、精加工程序 自变量含义
#24=0;零件中心的工件横向绝对坐标值
#25=0;零件中心的工件纵向绝对坐标值
#21=167.0;零件的上凹槽底部长度值
#22=112.0;零件的上凹槽底部宽度值
#18=2.0;刀具起始切削安全高度
#11=8.0;矩形锥槽深度
#4=25.6;矩形锥槽顶四角倒圆半径
#5=20.0;矩形锥槽底四角倒圆半径
#6=0.7;矩形锥槽四角倒圆半径斜率([(#4-#5)/#11]=0.7)
#7=10.0;刀具半径
#8=0.2;Z向步距递增均值
#2=35°;角步距初始角度值
#3=20.0;切入圆弧半径(C>D)
#9=180.0;切削进给速度
O432;宏程序名
N005 #40=#21/2-#5-#7;X向定长
#41=#22/2-#5-#7;Y向定长
#42=#5;矩形四角倒圆半径初始值赋给中间变量#42
#31=0;X、Y向递增初始值
N010 G90 G00 X#24 Y#25;指令刀具移到锥槽中心
N015 Z#18;刀具快速下降到工件上方安全距离
N020 WHILE [#11GE0]DO1;如果#11小于0,则程序跳转至N105程序段
N025 Z-#11;刀具快速下降到矩形锥槽最终加工深度
N030 G91 G01 X#3 Y[#41+#42+#31-#3] F[3*#9];刀具以相对坐标方式工进速度移动到切入圆起点
N035 G03 X-#3 Y#3 R#3 F#9;以#3为半径1/4圆弧切线切入
N040 G01 X-#40;定长直线插补
N045 G03 X[-#42-#31] Y[-#42-#31] R[#42+#31];以#42+#31为半径圆弧插补
N050 G01 Y[-2*#41];定长直线插补
N055 G03 X[#42+#31] Y[-#42-#31] R[#42+#31];以#42+#31为半径圆弧插补
N060 G01 X[2*#40];定长直线插补
N065 G03 X[#42+#31] Y[#42+#31] R[#42+#31];以#42+#31为半径圆弧插补
N070 G01 Y[2*#41];定长直线插补
N075 G03 X[-#42-#31] Y[#42+#31] R[#42+#31];以#42+#31为半径圆弧插补
N080 G01 X-#40;定长直线插补
N085 G03 X-#3 Y-#3 R#3 F#9;以#3为半径1/4圆弧切线切出
N090 G01 X#3;直线插补回到起点
N095 #11=#11-#8;Z向步距均值递减
#31=#31+#8*TAN[#2];X、Y向随着Z向步距的递增而递增
#42=#42+2*#6/100;矩形四角倒圆半径线性递增
N100 END1;返回循环体
N105 G90 G00 X#24 Y#25;刀具快速移动到锥模中心
N110 Z[#18+50.0];刀具快速抬起离开工件
N115 M99;宏程序结束并返回主程序
(3)下凹槽粗、精加工程序 自变量含义
#24=0;零件中心的工件横向绝对坐标值
#25=0;零件中心的工件纵向绝对坐标值
#21=124.0;零件的下凹槽底部长度值
#22=69.0;零件的下凹槽底部宽度值
#18=2;刀具起始切削安全高度
#11=40.0;矩形锥槽深度
#4=18.5;矩形锥槽顶四角倒圆半径
#5=15.0;矩形锥槽底四角倒圆半径
#6=0.0857;矩形锥槽四角倒圆半径斜率([(#4-#5)/#11]=0.0857)
#7=3.0;刀具半径
#8=0.2;Z向步距递增均值
#2=30°;锥槽四周侧面与垂直面夹角
#3=20.0;切入圆弧半径(C>D)
#9=398.0;切削进给速度
O433;宏程序名
N005 #40=#21/2-#5-#7;X向定长
#41=#22/2-#5-#7;Y向定长
#42=#5;矩形四角倒圆半径初始值变量#42
#31=0;X、Y向递增初始值
N010 G90 G00 X#24 Y#25;指令刀具移到凹槽中心下刀点
N015 Z#18;刀具快速下降到凹槽中心工件上方安全距离
N020 WHILE [#11GE8.0] DO1;如果#11小于8,则程序跳转至N105程序段
N025 Z-#11;刀具快速下降到矩形锥槽最终加工深度
N030 G91 G01 X#3 Y[#41+#42+#31-#3] F[3*#9];刀具以相对坐标方式工进速度移动到切入圆起点
N035 G03 X-#3 Y#3 R#3 F#9;以#3为半径1/4圆弧切线切入(https://www.xing528.com)
N040 G01 X-#40;定长直线插补
N045 G03 X[-#42-#31] Y[-#42-#31] R[#42+#31];以#42+#31为半径圆弧插补
N050 G01 Y[-2*#41];定长直线插补
N055 G03 X[#42+#31] Y[-#42-#31] R[#42+#31];以#42+#31为半径圆弧插补
N060 G01 X[2*#40];定长直线插补
N065 G03 X[#42+#31] Y[#42+#31] R[#42+#31];以#42+#31为半径圆弧插补
N070 G01 Y[2*#41];定长直线插补
N075 G03 X[-#42-#31] Y[#42+#31] R[#42+#31];以#42+#31为半径圆弧插补
N080 G01 X-#40;定长直线插补
N085 G03 X-#3 Y-#3 R#3 F#9;以#3为半径1/4圆弧切线切出
N090 G01 X#3;直线插补回到起点
N095 #11=#11-#8;Z向步距均值递减
#31=#31+#8*TAN[#2];X、Y向随着Z向步距的递增而递增
#42=#42+#8*#6;矩形四角倒圆半径线性递增
N100 END1;返回循环体
N105 G90 G00 X#24 Y#25;刀具快速移动到凹模中心
N110 Z[#18+50.0];刀具快速抬起离开工件
N115 M99;宏程序结束并返回主程序
(4)精加工底部锥台四周表面 自变量含义:
#24=0;工件零件中心的横向绝对坐标值
#25=0;工件零件中心的纵向绝对坐标值
#21=106.0;U—正四棱锥台锥顶的横向尺寸值
#22=51.0;V—正四棱锥台锥顶的纵向尺寸值
#26=-42.84;Z—正四棱锥台底部的工件垂向绝对坐标值
#18=-35.0;R—刀具起始切削安全高度
#11=-40.84;H—正四棱锥台的高度
#6=1.0;K—锥面斜率
#7=2.0;D—刀具半径
#8=0.2;E—Z向递增(减)均值
#9=290;F—切削进给速度
O434;宏程序名
N005 #30=#21/2;正四棱锥台锥顶的横向尺寸值的一半赋给中间变量#30
#31=#22/2;正四棱锥台锥顶的纵向尺寸值的一半赋给中间变量#31
N010 G90 G00 X[#24+#30+#7] Y[#25];指令刀具移到工件右侧下刀点
N015 Z#18;刀具快速下降到工件上方安全距离
N020 WHILE [#11GE#26] DO1;如果#11小于#26,则跳转至N075程序段
N025 G01 Z#11 F[3*#9];刀具以工进速度移动
N030 G01 Y[#25+#31+#7] F#9;刀具直线插补到正四棱锥台右上角
N035 X[#24-#30];刀具直线插补到正四棱锥台左上角
N040 Y[#25-#31];刀具直线插补到正四棱锥台左下角
N045 X[#24+#30];刀具直线插补到正四棱锥台右下角
N050 Y[#25];刀具直线插补到正四棱锥台右侧切入点
N055 #11=#11-#8;步距轴向叠减#8
N060 #30=#30+#8*#6;层X尺寸叠加
N065 #31=#31+#8*#6;层Y尺寸叠加
N068 X[#24+#30+#7];刀具以工进速度+X向移动一个步距
N070 END1;返回循环体
N075 G00 G90 Z[#18+50.0];刀具快速抬起离开工件
N080 M99;宏程序结束并返回主程序
(5)精加工底部上表面 自变量含义:
#21=106.0;U—正四棱锥台锥顶的横向尺寸值
#22=51.0;V—正四棱锥台锥顶的纵向尺寸值
#26=-40.84;Z—正四棱锥台顶部的工件垂向绝对坐标值
#18=-35.0;R—刀具起始切削安全高度
#6=0.75;K—锥面斜率
#7=10.0;D—刀具半径
#8=0.2;E—有效刀具直径百分比
#9=150.0;F—切削进给速度
O435;宏程序名
N005 #28=#22-2*#7+1;锥槽内Y方向距离
#29=2*#8*#7;Y方向移动步距2ED
#30=#21/2-#7+0.5;刀具起刀点的X绝对坐标值
#31=#22/2-#7+0.5;刀具起刀点的Y绝对坐标值
#32=#31;
#33=#29;
N010 G90 G00 X#30 Y#31;指令刀具移到工件右侧下刀点
N015 Z#18;刀具快速下降到工件上方安全距离
N020 G01 Z#26 F[3*#9];刀具以工进速度移动
N025 WHILE [#33LE#28] DO1;如果#33大于#28,则程序跳转至N085程序段
N030 G01 X-#30 F#9;刀具直线插补到工件左侧
N035 #33=#33+#29;Y方向移动步距等距叠加
N040 IF[#33GT#28]]GOTO85;如果#33大于#28,则程序跳转至N085
N045 #31=#31-#29;Y方向移动步距等距叠减
N050 Y#31;Y向直线插补
N055 G01 X#30 F#9;X向直线插补
N060 #33=#33+#29;Y方向移动步距等距叠加
N065 IF[#33GT#28]GOTO85;如果#33大于#28,则程序跳转至N085
N070 #31=#31-#32;Y方向移动步距等距叠减
N075 Y#31;Y向直线插补
N080 END1;返回循环体
N085 G00 G90 Z[#18+50.0];刀具快速抬起离开工件
N090 M99;宏程序结束并返回主程序
(6)精加工上、下凹槽过渡平面
O436;宏程序名
N10 G00 X0.0 Y0.0;刀具快速移动到凹槽中心
N15 Z-8.0;刀具快速下降到上凹槽最终加工深度
N20 G42 G01 X-15.0 Y41.0 F150.0 D04;建立右刀补,以工进速度直线插补到切入圆起点
N22 G02 X0.0 Y56.0 R15.0;以半径等于15mm的1/4圆弧切线切入
N25 G01 X83.5 R20.0;直线插补到凹槽右上侧
N30 Y-56.0 R20.0;直线插补到凹槽右下侧
N35 X-83.5 R20.0;直线插补到凹槽左下侧
N40 Y56.0 R20.0;直线插补到凹槽左上侧
N45 X0.;回到切入圆终点(切出圆起点)
N48 G02 X15.Y41.R15.;以半径等于15mm的1/4圆弧切线切出
N50 G40 G01 X0.0 Y0.0 F300.0;取消刀具右补偿,回到凹槽中心
N55 G00 Z100.0;刀具快速抬起
N60 M99;子程序结束,返回上一级程序
(7)主程序如下:
O××××;主程序名
N010 T01 M06;调用1号刀具(ϕ20mm波刃立铣刀)
N015 G17 G90 G21 G94 G54 G40 G49 G80;工艺加工状态设置
N020 G43 G00 Z50.0 H01 S398 M03;建立刀具长度补偿,主轴正转,转速为398r/min
N025 X0 Y0 M07;刀具快速移动到工件坐标零点,打开切削液
N030 G65 P431 X0. Y0. Z-40.0 U124.0 V69.0 R2.0 H0. F180.0 E0.75 D10.0 J15.0 I18.5 C8.0;调用型腔挖槽粗加工宏程序
N035 T04 M06;调用4号刀具(ϕ20mm平底立铣刀)
N040 G43 G00 Z50.0 H04 S398.M03;建立刀具长度补偿,主轴正转,转速为398r/min
N045 G65 P432 X0.Y0.Z-40.0 U167.0 V112.0 R2.0 H8.0 I25.6 J20.0 K0.7 D10.0 E0.2 B35 C20.0 F180.0;调用上凹槽粗、精加工程序
N050 T02 M06;调用2号刀具(R3mm球头立铣刀)
N055 G43 G00 Z50.0 H02.S1325 M03;建立刀具长度补偿,主轴正转,转速为1325r/min
N060 G65 P433 X0.Y0.U124.0 V69.0 R2.0 H40.0 I18.5 J15.0 K0.0857 D2.0 E0.2 B30 C20.0 F398.0;调用下凹槽粗、精加工程序
N065 T03 M06;调用3号刀具(ϕ4mm平底立铣刀)
N070 G43 G00 Z50.0 H03 S1900 M03;建立刀具长度补偿,主轴正转,转速为1900r/min
N075 G65 P434 U106.0 V51.0 Z-42.84 R-35.0 H-40.84 K1.0 D2.0 E0.2 F290.0;调用精加工底部锥台四周表面程序
N080 T04 M06;调用4号刀具(ϕ20mm平底立铣刀)
N085 G43 G00 Z50.0 H04 S450.M03;建立刀具长度补偿,主轴正转,转速为450r/min
N090 G65 P435 U106.0 V51.0 Z-42.84 R-35.0 K0.75 E0.2 D10.0 F15.0;调用精加工底部上表面程序
N095 G65 P436;调用精加工上、下凹槽过渡平面子程序
N100 G00 Z100.0 M09;刀具退到工件上表面100mm处,切削液关闭
N105 G49;取消刀具长度补偿
N110 G00 X0 Y100.0 M05;刀具退回到凹模后面,主轴停止
N115 M30;程序结束并返回程序开头
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。