



非圆曲线轮廓零件的种类很多,但不管是哪一种类型的非圆曲线零件,编程时所做的数学处理都是相同的。一是选择插补方式,即首先应决定是采用直线段逼近非圆曲线,还是采用圆弧段逼近非圆曲线;二是插补节点坐标计算。采用直线段逼近零件轮廓曲线,一般数学处理较简单,但计算的坐标数据较多。这里重点举例说明直线逼近法中的等插补段法编制非圆曲线轮廓零件程序。
编程举例1:试用宏程序(华中数控系统)编制如图3-12所示的一个周期的正弦线轮廓零件程序。
分析:通常编制此类零件程序时用自动编程,但现在要求用手工编制程序,因此只能通过宏(或参数)程序来解决。根据图3-12所示轮廓,选择直线逼近法中的等插补段法进行宏程序编制。
等插补段法是使一坐标的增量相等,然后求出曲线上相应的节点,将相邻节点连成直线,用这些直线段组成的折线代替原来的轮廓曲线(见图3-13)。其特点是计算简单,坐标增量的选取可大可小,选得越小,则加工精度越高,同时节点会增多。
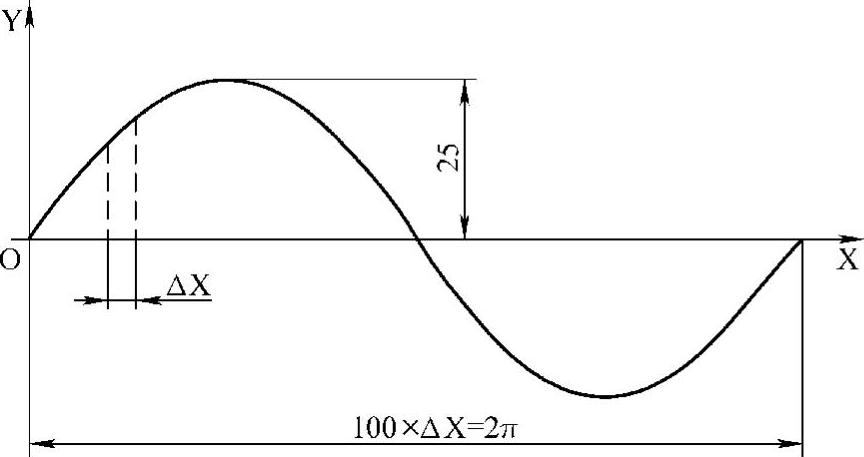
图3-12 正弦线轮廓
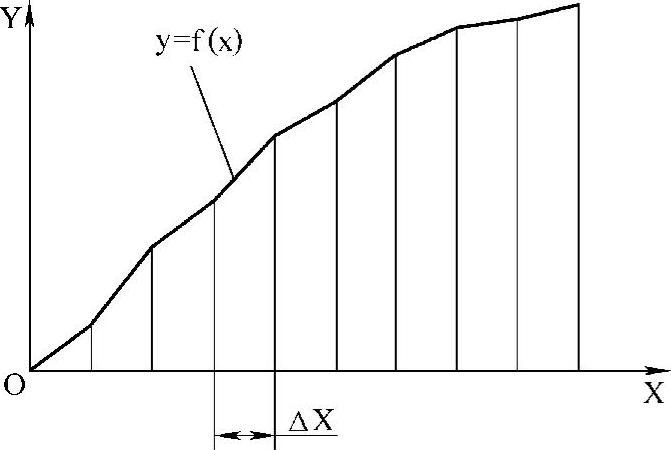
图3-13 等距离法
用变量#0作为等插补段法的增量ΔX,将X轴上从0~2π等分成100段,变量#1表示图3-12中相邻各节点的弧度值;则通过正弦公式X=#1,Y=#5*SIN(#1)表示正弦线轮廓上的X、Y坐标值(#0=2π/100,#1=#1+#0,弧度峰值#5=SIN(π/2))。
1.绘制宏程序框图
正弦线轮廓宏程序框图如图3-14所示。
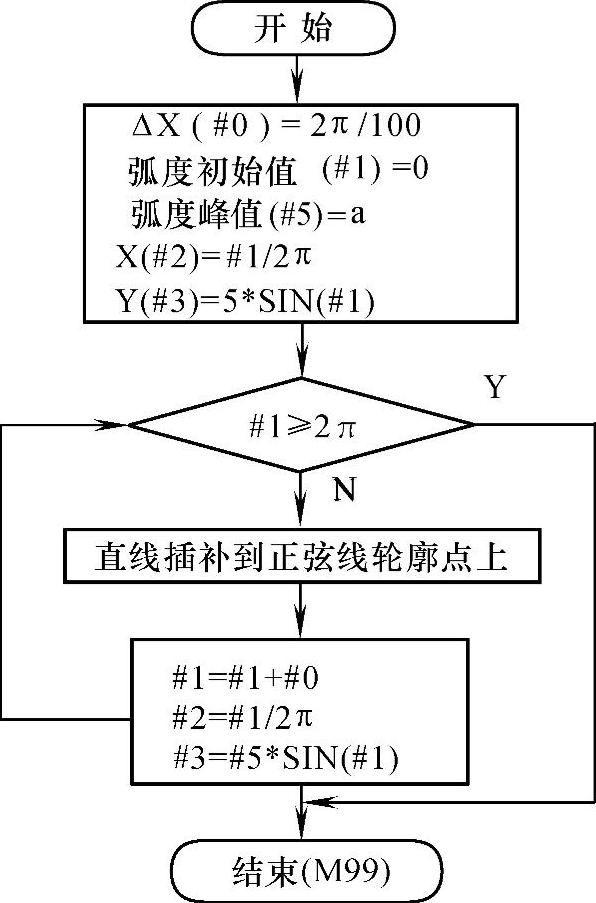
图3-14 正弦线轮廓宏程序框图
2.宏(或参数)程序
(1)HNC—21/22M华中世纪星数控系统
O1000;文件名
%0001;主程序号
N100 #0=2*PI/100;X轴等距离坐标增量
#1=0;弧度初始值
#5=A;A为弧度峰值,常量
N110 WHILE#1LE[2*PI];假设#1大于2π,跳转到N160程序段
N120 #2=#1/[2*PI];计算正弦线轮廓上当前X点坐标值
#3=#5*SIN[#1];计算正弦线轮廓上当前Y点坐标值
N130 G01 X[#2] Y[#3] F200;直线插补到正弦线轮廓点上
N140 #1=#1+#0;弧度初始值等值增加
N150 ENDW;循环结束
︙
N200 M30;宏程序结束并返回
(2)SINUMERIK 802D数控系统
FZG1000;主程序名
︙
N100 R0=2*PI/100;X轴等距离坐标增量
R1=0;弧度初始值
R5=A;A为弧度峰值,常量
N110 MARKE1:R2=100*R1/[2*PI];计算正弦线轮廓上当前X点坐标值
N120 R3=R5*SIN[R1];计算正弦线轮廓上当前Y点坐标值
N130 G01 X=R2 Y=R3 F200;直线插补到正弦线轮廓点上
N140 R1=R1+R0;弧度初始值等值增加
N150 IF R1<[2*PI]GOTOB MARKE1;假设R1小于2π,跳转到MARKE1标志符程序段
︙
N200 M02;参数程序结束并返回
(3)FANUC 0i数控系统
O1000;主程序名
︙
N100 #10=2*PI/100;X轴等距离坐标增量
N110 #11=0;弧度初始值
#15=A;A为弧度峰值,常量
N120 WHILE[#11LE[2*PI]]DO1;假设#11大于2π,则程序跳转到N170程序段
N130 #12=#11/[2*PI];计算正弦线轮廓上当前X点坐标值
#13=#15*SIN[#11];计算正弦线轮廓上当前Y点坐标值
N140 G01 X#12 Y#13 F200;直线插补到正弦线轮廓点上
N150 #11=#11+#10;弧度初始值等值增加
N160 END1;循环结束
︙
N200 M30;宏程序结束并返回
编程举例2:试用“#”宏变量或“R”参数(SINUMERIK 802D系统)编程的方法编制图3-15所示整圆的程序。
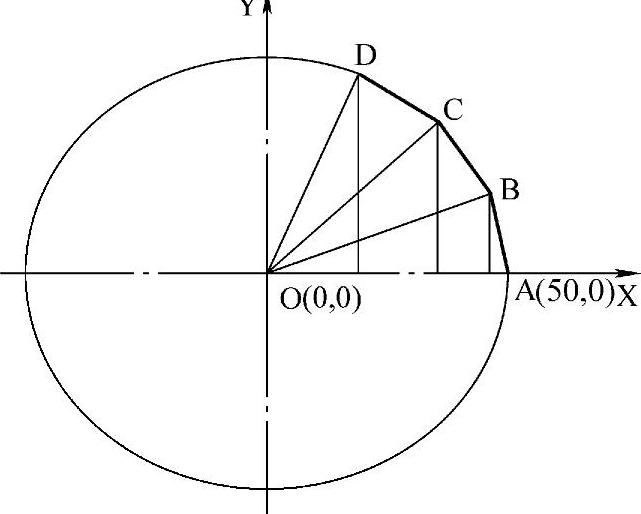
图3-15 宏变量(R参数)编制整圆
分析:若不用圆弧插补,可将圆均分成360份,再用直线插补连接。变量#1(R1)=50表示半径,#2(R2)=360表示共分了360份,#3(R3)=1表示间隔1份,#4(R4)=0表示初始角度。
1.绘制宏(R参数)程序框图
编制圆的宏(R参数)程序流程框图如图3-16所示。
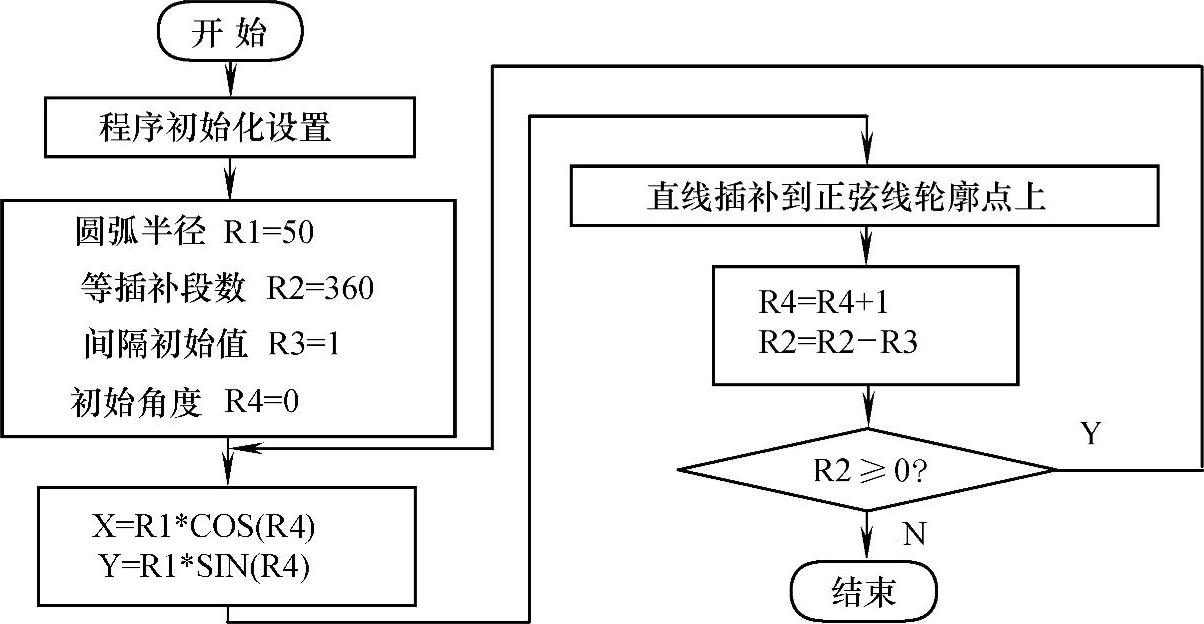
图3-16 编制圆的宏(R参数)程序流程框图(https://www.xing528.com)
2.宏(或R参数)程序
(1)HNC—21/22M华中世纪星数控系统
O2000;文件名
%0002;主程序号
N10 T01 D01 M06;调用1号刀,1号刀补
N15 G17 G94 G21 G90 G54 G40 G49;工艺加工状态设置
N20 G43 G00 H01 Z50.0 S680 M03;建立刀具长度补偿,主轴正转,转速为680r/min
N25 G42 X50 Y0 M08;建立右刀补,刀具快速移动到(50,0)处,打开切削液
N30 G01 Z-10 F20;刀具下降到最终加工深度
N35 #1=50.0;圆弧半径
#2=360.0;整圆均分数
#3=1.0;间隔份数
#4=0;变量赋初始值
N40 WHILE#2GE0;如果#2小于0,则程序跳转到N65程序段
N45 X[#1*COS[#4*PI/180]] Y[#1*SIN[#4*PI/180]] F120;直线插补到圆上任意点
N50 #4=#4+1;计数变量累加1
N55 #2=#2-#3;角变量递减
N60 ENDW;循环结束
N62 Y20.0;
N65 G40 X50 Y50 M09;取消刀补,关闭切削液
N70 G00 Z50 M05;刀具快速抬起,取消刀具长度补偿,主轴停止
N75 M30;程序结束,返回程序开头
(2)SINUMERIK 802D数控系统
FZG2000;主程序名
N10 T1 D1 M06;调用1号刀,1号刀补
N15 G17 G94 G90 G71 G54 G40 G49;工艺加工状态设置
N20 G43 G00 H01 Z50.0 S680 M03;建立刀具长度补偿,主轴正转,转速为680r/min
N25 G42 X50 Y0 M07;建立右刀补,刀具快速移动到(50,0)处,打开切削液
N30 G01 Z-10 F20;刀具下降到最终加工深度
N35 R1=50;圆弧半径
R2=360;整圆均分数
R3=1;间隔份数
R4=0;变量赋初始值
N40 MARKE1:X=R1*COS(R4) Y=R1*SIN(R4) F120;直线插补到圆上任意点
N45 R4=R4+1;计数变量累加1R2=R2-R3;角变量递减
N50 IF R2>=0 GOTOB MARKE1;如果R2>=0,则程序跳转到MARKE1标志符
N52 Y20.0;
N55 G40 X50 Y50 M09;取消刀具长度补偿,关闭切削液
N60 G00 Z50 H00 M05;刀具快速抬起,主轴停止
N65 M02;程序结束,返回程序开头
(3)FANUC 0i数控系统
O2000;主程序名
N10 T01 D01 M06;调用1号刀,1号刀补
N15 G17 G94 G21 G90 G54 G40;工艺加工状态设置
N20 G00 Z50.0 S680 M03;建立刀具长度补偿,主轴正转,转速为680r/min
N25 G42 X50.0 Y0 M08;建立右刀补,刀具快速移动到(50,0)处,打开切削液
N30 G01 Z-10.0 F20;刀具下降到最终加工深度
N35 #1=50.0;圆弧半径
#2=360.0;整圆均分数
#3=1.0;间隔份数
#4=0;变量赋初始值
N40 WHILE[#2GE0]DO1;如果#2小于0,则程序跳转到N65程序段
N45 X[#1*COS[#4]] Y[#1*SIN[#4]] F120;直线插补到圆上任意点
N50 #4=#4+1;计数变量累加1
N55 #2=#2-#3;角变量递减
N60 END1;返回循环体
N62 Y20.0;
N65 G40 X50.0 Y50.0 M09;取消刀具长度补偿,关闭切削液
N70 G00 Z50.0 H00 M05;刀具快速抬起,主轴停止
N75 M30;程序结束,返回程序开头
说明:程序中,N45中#4(R4)、#3(R3)是宏(参数)变量,每调用一次,#4(R4)将增加1°,#2(R2)减少1份。根据它们的变化,WHILE(或IF)后的条件表达式为真时,程序跳转;为假时,顺序执行。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。