



1.规则公式曲面的程序设计与加工方法
在对斜面、球面和椭球面等规则公式曲面进行程序编程时,一般由曲面的规则公式或参数方程,选择其中的一个变量作为自变量(或参数),另一个变量作为这个自变量的函数,并将公式或方程转化为这个自变量(参数)的函数表达式;再用数控系统中的变量(#i或Ri)来表示这个函数表达式;最后根据这个曲面的起始点和移动步距,采用等间距直线逼近法和圆弧逼近法来进行程序设计。而曲面加工时,多在三坐标控制的二轴半或三轴联动的数控机床上用“行切法”进行加工。当曲面为边界敞开的凸形曲面时,刀具可以采用小直径的立铣刀或球头铣刀;当曲面为边界封闭的凹槽时,刀具只宜选用球头铣刀,如图3-1所示。
所谓“行切法”是指刀具与零件轮廓的切点轨迹是一行一行的,而行间的距离是按零件加工精度的要求确定。在三坐标数控铣床上进行加工时只有两个坐标联动,另一个坐标按一定行距周期性进给。这种方法常用于不太复杂的空间曲面的加工,其加工示意图如图3-1所示。
另外用三坐标数控铣床进行二轴半近似加工时,铣削刀具常选用球头铣刀和鼓形铣刀,以直线或圆弧插补方式分层铣削;由于此方法所留迭刀残痕比较大,因此编程时尽量取较小的行距和层距,或加工完毕后用钳修方法清除所留迭刀残痕。
2.不规则曲面的程序设计与加工方法
在对不规则曲面进行程序编程时,一般先对曲面分层进行相似拟合,随后对相似拟合的曲线套用规则公式,再按照规则公式曲面编程和加工的方法分段进行;如果不能用规则公式来表达,则求出曲线上相邻点的坐标绘制出曲线列表,采用列表式方法编程。同样,对不规则曲面进行加工时,通常采用“行切法”或“环切法”等多种方法进行二轴半、三轴(四轴或五轴)联动加工。如果曲面实在无法拟合,建议采用自动编程方法进行编程,如图3-2所示。
3.曲面加工的刀具选择和走刀路线
铣削曲面类零件时,通常采用球头铣刀用“行切法”的铣削方式进行加工。因为使用其他形状的刀具加工曲面时,容易产生干涉而铣伤邻近表面。
加工一个曲面时可能采取的三种走刀路线如图3-3所示。即沿参数曲面的U向行切、沿W向行切和环切。对于直母线类表面,采用图3-3b的方案更有利,每次沿直线走刀,刀位点计算简单、程序段少,而且加工过程符合直纹面的形成规律,可以准确保证母线的直线度。图3-3a方案的优点是便于在加工后检验型面的准确度。因此,实际生产中最好将以上两种方案结合起来。图3-3c所示的环切方案一般应用在内槽加工中,在型面加工中由于编程麻烦,一般不用。但在加工螺旋桨桨叶一类零件时,工件刚度小,采用从里到外的环切,有利于减小工件在加工过程中的变形。(https://www.xing528.com)
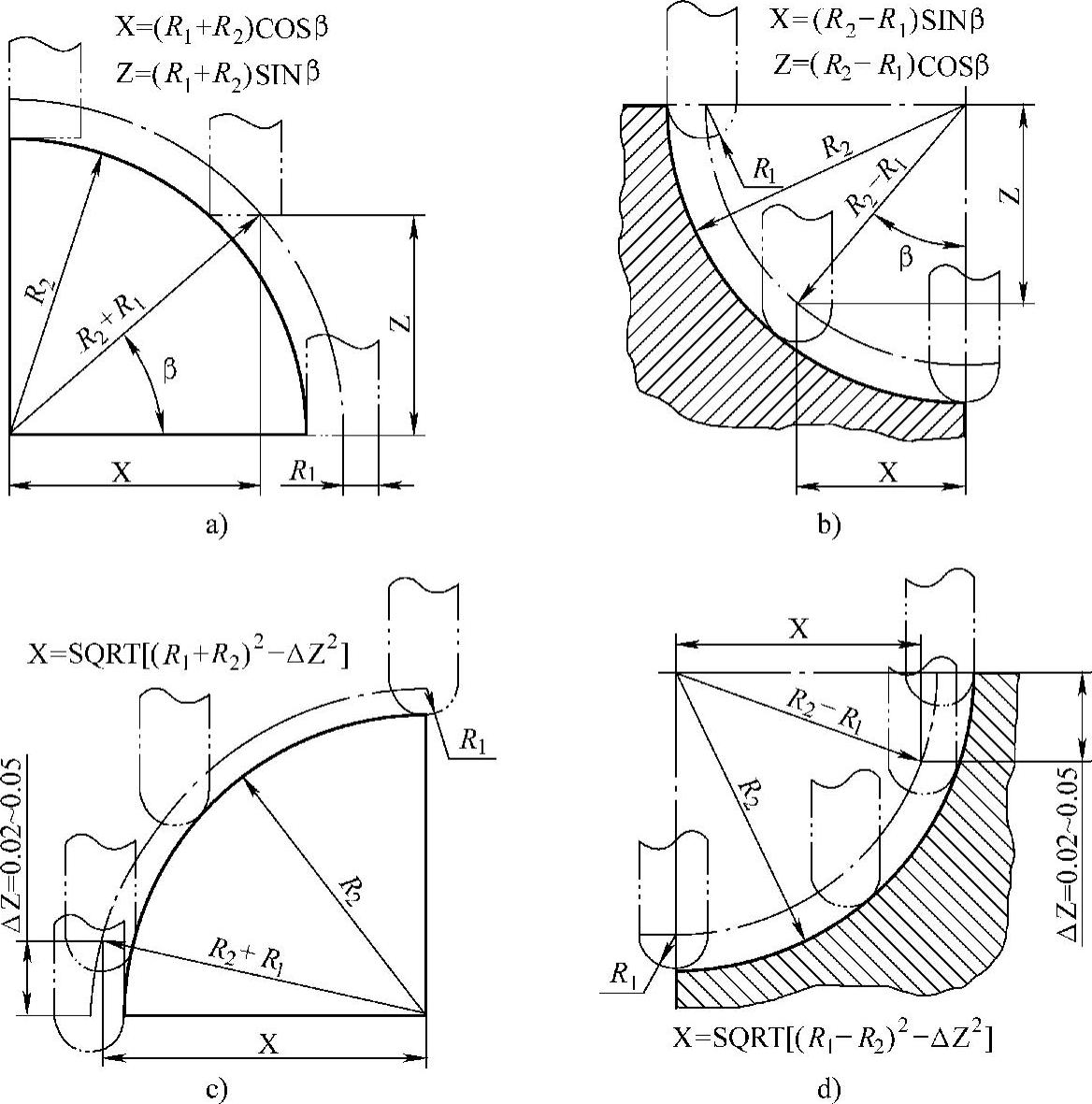
图3-1 规则公式曲面编程与铣削方式示例
a)参数方程立铣刀凸形曲面加工方式 b)参数方程球头铣刀凹槽曲面加工方式 c)一般公式球头铣刀凸形曲面加工方式 d)一般公式球头铣刀凹槽曲面加工方式
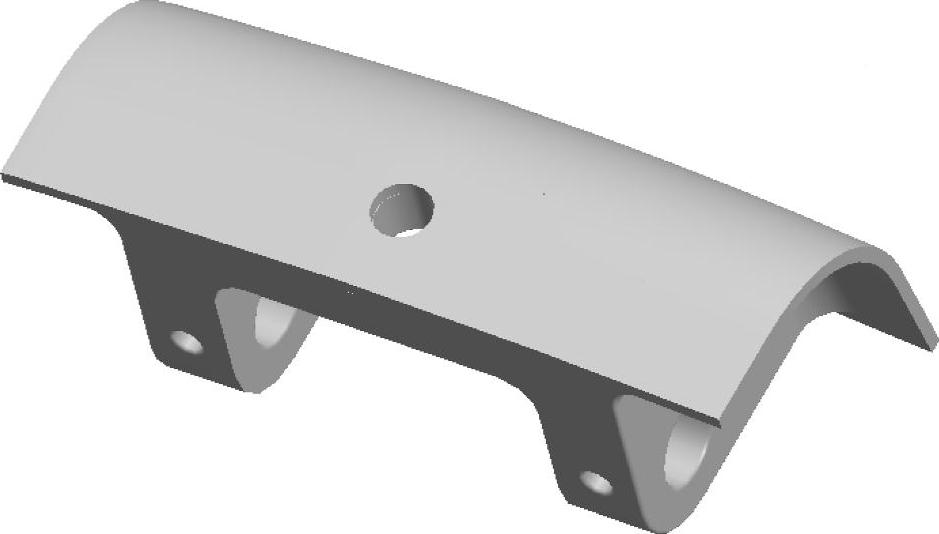
图3-2 变斜角类零件
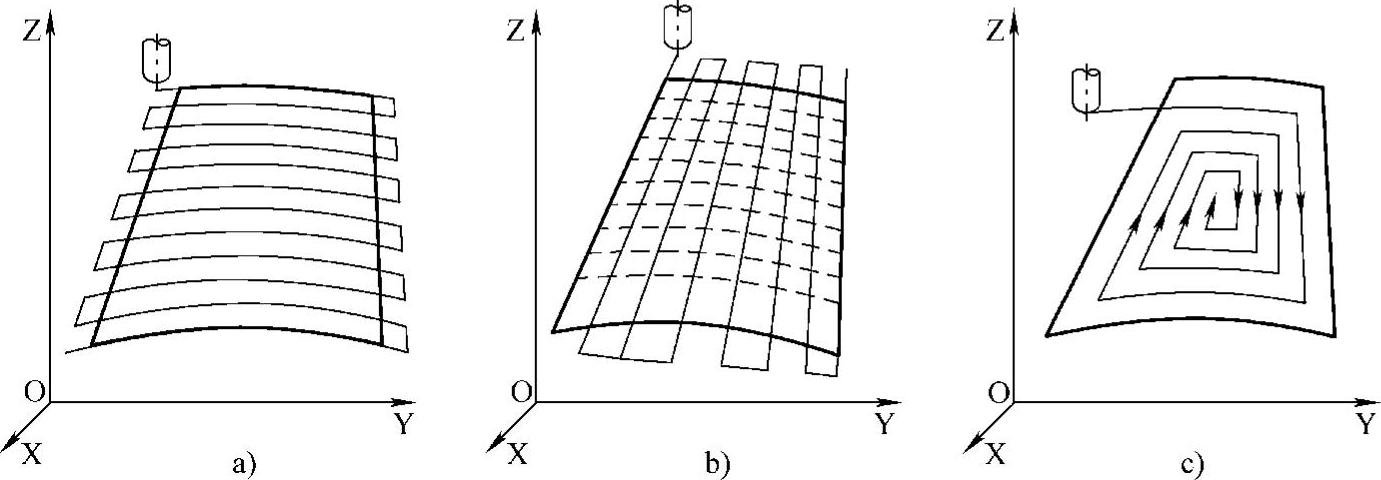
图3-3 曲面加工路线
a)W向行切 b)U向行切 c)环切
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。