



实例1
图2-13所示零件,毛坯为ϕ60mm×117mm和ϕ60mm×60mm的45钢,试分析其加工工艺并编写其数控车削加工程序。
1.工艺分析
该零件外表面由圆柱面、圆锥面、圆弧面、抛物线曲面及凹槽等表面组成,内表面由圆锥面和圆柱面组成;其中多个直径尺寸有较严的尺寸精度和表面粗糙度等要求。
(1)编程与加工难点分析 该零件编程与加工难点在于抛物线与R40mm圆弧线组成的凹槽编程与加工。编程时,首先需得出抛物线(X=0.1Z2)与R40mm圆弧线的切点坐标,这需通过在同一个工件坐标系中的抛物线和圆的联立方程求出相切点;或通过CAD软件绘图,先画出公式曲线(抛物线),再画出R6mm圆弧,最后作出两曲线的公切线,分析得出其基点坐标,如图2-14所示。
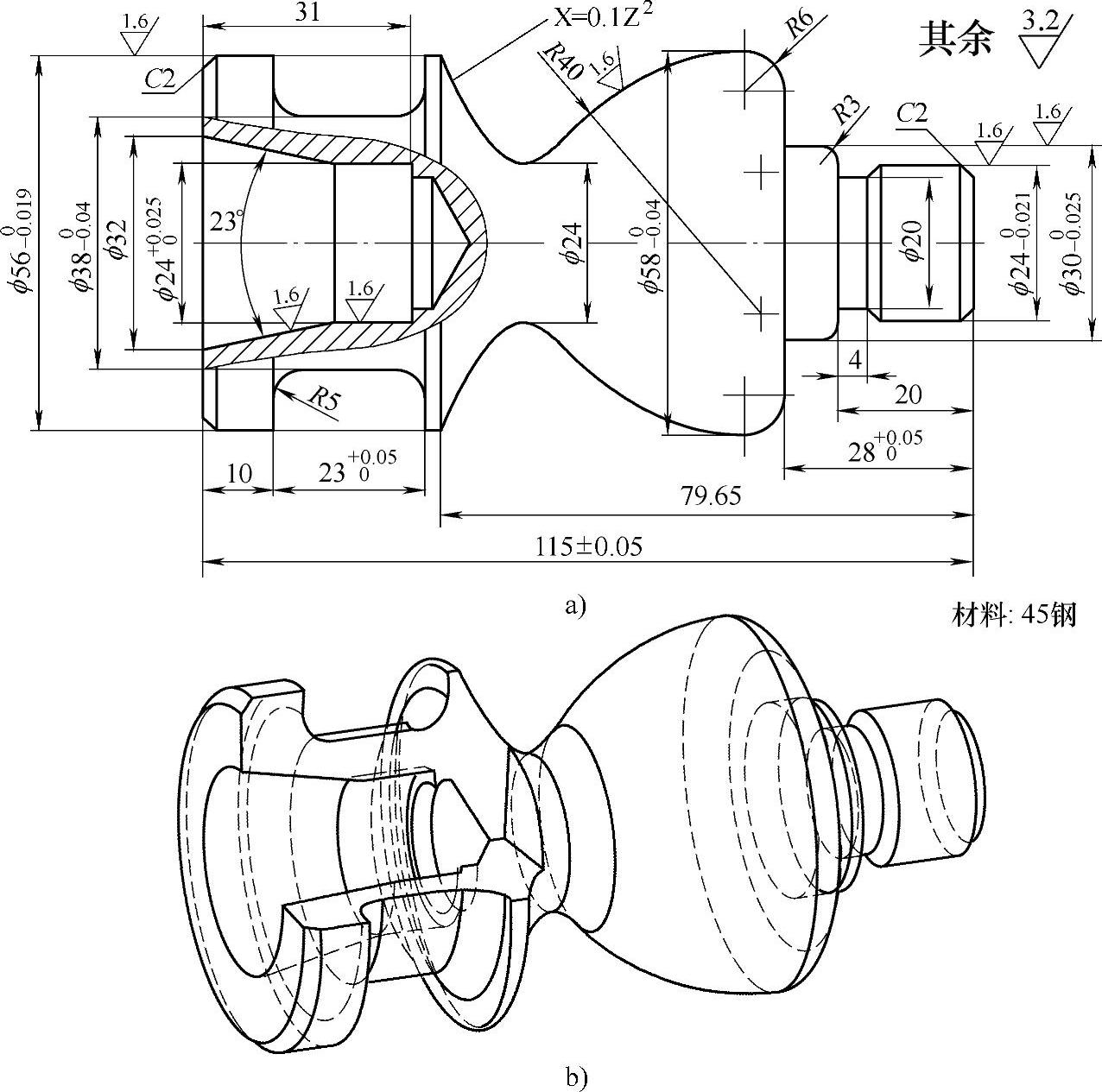
图2-13 零件示意图
a)零件图 b)效果图
由于抛物线与R40圆弧线组成的凹槽比较窄和深,且余量较多,在加工中应用轮廓循环指令切削余量时需多次分层切削。这将产生空走刀,因此,为了减少空走刀,先采用切槽循环切除凹余量,随后再应用轮廓循环加工,如图2-15所示。
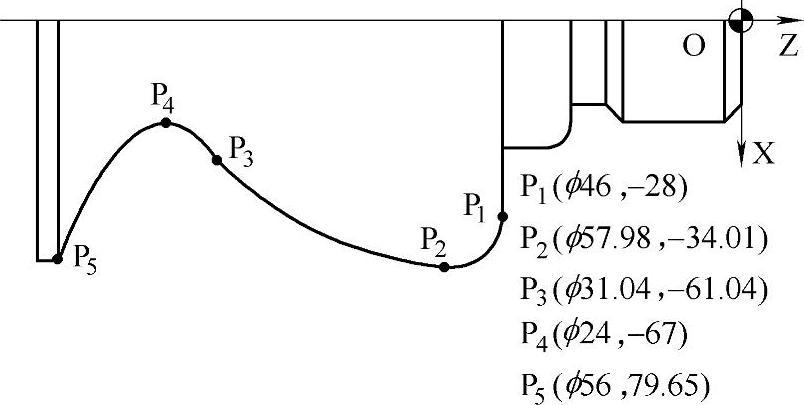
图2-14 基点坐标
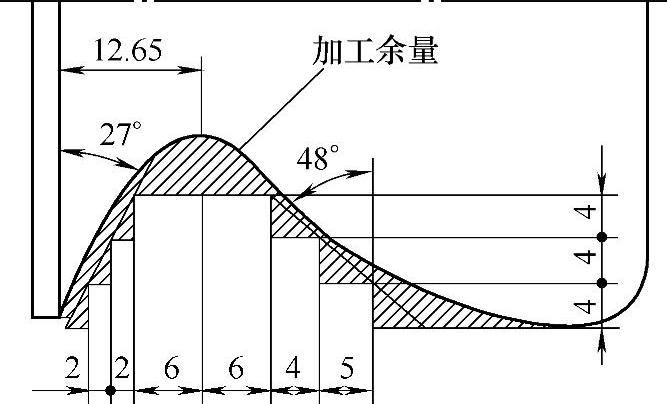
图2-15 切槽尺寸
1)系统毛坯切削循环指令选择。因为此零件外轮廓为凸凹轮廓,所以在选择毛坯切削循环系统指令时,要考虑所用系统的毛坯切削循环指令是否能用于凸凹轮廓毛坯切削。
FANUC系统的毛坯切削循环指令G71不能用于凸凹轮廓毛坯的车削,只能选用成形复合循环指令G73来进行。
指令格式:
G73 U(△i) W(△k) R(d);
G73 P(ns) Q(nf) U(△u) W(△w) F(f) S(s) T(t);
SINUMEIK 802D系统的毛坯切削循环指令CYCLE95可以用于凸凹轮廓毛坯切削。
指令格式:CYCLE95(NPP,NID,FALZ,FALX,FAL,FF1,FF2,FF3,VARI,DT,DAM,VRT);
HNC-21/22M华中世纪星数控系统的内(外)径粗车复合循环G71可以用于凸凹轮廓毛坯切削。
指令格式:G71 U(△d) R(r) P(ns) Q(nf) E(e) F(f) S(s) T(t);
2)非圆曲线的程序编制。编程时采用宏程序或参数进行编程。非圆曲线抛物线编程时,通过抛物线的公式X=0.1Z2,以Z坐标作为自变量,每次增量为0.1mm,X为因变量,变化范围为抛物线开口一端到另一端距离的-11.0~-10.0,根据公式X=0.1Z2计算出相应的X坐标。
3)凸凹轮廓车削的刀具选择。车削凸凹轮廓时,应特别注意刀具副偏角的选择,以防止刀具后面与工件已加工表面发生干涉。基于本工件的抛物线凹槽比较深和窄,因此,选择35°菱形刀片机夹式刀具,刀具的主偏角取93°,副偏角取72.5°,这样无论从哪一点起始车削抛物线轮廓,均不会发生干涉。
(2)加工方案 先加工零件左侧外圆、凹槽和内轮廓,保证尺寸精度和表面粗糙度;然后调头车对总长,钻定位孔,再以一夹一顶的方式装夹加工零件右侧外轮廓,保证各项尺寸精度和抛物线轮廓度及表面粗糙度。
2.程序流程结构框图(略)
3.程序编制
选择车削过后的左、右端面回转中心作为工件坐标原点。选择的刀具:T01为90°外圆车刀;T02为外切槽刀(刀头宽度4mm);T03为35°菱形车刀,刀具的主偏角取93°;T04为螺纹车刀。其加工程序如下:
(1)FANUC 0i数控系统
O××××;主程序名
N010 G18 G99 G97 G21 G95 G54 G40;程序运行初始状态设置
N015 T0101;调用1号90°外圆车刀
N020 M03 S680;主轴正转,转速680 r/min
N025 G90 G00 X100.0 Z100.0 M08;刀具起刀点,打开切削液
N030 X62.0 Z2.0;刀具快速移到轴向切削循环指令(G90)起点
N035 G90 X58.5 Z-79.5 F0.15;轴向切削循环加工ϕ58.5mm圆柱面
N040 G00 X100.0 Z100.0 M09;刀具快速退回程序起点,关闭切削液
N045 T0202;调用2号外切槽刀(刀头宽度4mm)
N050 M03 S500;主轴正转,转速500 r/min
N055 G00 X62.0 Z-67.0 M08;刀具快速移到切槽起点,打开切削液
N060 M98 P3001;调用切槽子程序切槽加工
N065 G00 X100.0 Z100.0 M09;刀具快速退回程序起点,关闭切削液
N070 T0303;调用3号35°菱形精车刀
N075 M03 S800;主轴正转,转速800 r/min
N080 G00 X62.0 Z2.0 M08;刀具快速移到粗车循环起点,打开切削液
N085 G73 U5.0 W0 R5.0;成形粗车循环X向退5mm,粗车循环5次
N090 G73 P095 Q185 U0.5 W0.0 F0.1;成形粗车循环,精车余量X向0.5mm,Z向0
N095 G41 G01 X20.0 Z0.0 S1500 F0.05;到加工起始点,加入刀尖圆弧半径左补偿
N100 X24.0 Z-2.0;直线插补加工C2mm倒角面
N105 Z-14.0;直线插补加工ϕ24mm圆柱面
N110 X20.0 Z-16.0;直线插补加工C2mm倒角面
N115 Z-20.0;直线插补加工ϕ20mm圆柱面
N120 X26.0;直线插补加工ϕ30mm右端面
N125 G03 X30.0 Z-23.0 R3.0;逆时针圆弧插补加工R3mm圆弧
N130 G01 Z-28.0;直线插补加工ϕ30mm圆柱面
N135 G01 X46.0 Z-28.0;直线插补加工ϕ58mm右端面
N140 G03 X57.98 Z-34.01 R6.0;逆时针圆弧插补加工R6mm圆弧
N145 G03 X31.04 Z-61.04 R40.0;逆时针圆弧插补加工R40mm圆弧
N150 #101=5.85;公式中的Z坐标值
N155 #102=#101*#101/10.0;公式中的X坐标值
N160 #103=#101-67.0;工件坐标系中的Z坐标值
N165 #104=#102*2+24.0;工件坐标系中的X坐标值
N170 G01 X#104 Z#103 F0.1;加工抛物线
N175 #101=#101-0.1;Z轴步进增量递减0.1
N180 IF[#101GE-12.65]GOTO 155;如果#101大于或等于-12.65,条件转移到N155程序段
N185 G40 G01 X62.0;取消刀尖圆弧半径左补偿,X向退出
N190 G70 P095 Q185;调用精加工循环,精加工轮廓
N195 G00 X100.0 Z100.0 M09;快速返回程序起点,关闭切削液
N200 M05;主轴停止
N205 M30;主程序结束并返回程序起始段
O3001;抛物线形状轮廓余量切除子程序(略)
︙
M99;子程序结束并返回主程序
(2)SINUMERIK 802D数控系统
FZG241.MPF;右侧外轮廓加工程序名
N010 G18 G95 G97 G71 G54 G40;程度运行初始状态设置
N015 T1 D1;调用1号90°外圆车刀
N020 M03 S680;主轴正转680r/min
N025 G90 G00 X100 Z100 M07;刀具起刀点,打开切削液
N030 X58.5 Z2.0;刀具快速移到轴向切削起点
N035 G01 Z-79.5 F0.15;轴向切削加工ϕ58.5mm圆柱面
N040 G00 X100;刀具快速X向回退到程序起点
N045 Z100.0 M09;刀具快速Z向回退到程序起点,关闭切削液
N050 T2 D1;调用2号外切槽刀(刀头宽度4mm)
N055 M03 S500;主轴正转,转速500 r/min
N060 G00 X62 Z-50 M07;刀具快速移到循环起点,打开切削液
N065 CYCLE93(58.5,-52,12,12,5,48,27,0,0,0,0,0,0,4,0,5);调用切槽循环加工
N070 G00 X100.0 Z100.0 M09;快速返回程序起点,关闭切削液
N075 T3 D1;调用3号35°菱形精车刀
N080 M03 S800;主轴正转,转速800 r/min
N085 G00 X62.0 Z2.0 M07;刀具快速移到循环起点,打开切削液
N090 CYCLE95(“FZG211”,1.0,0,0.5,,0.1,0.1,0.05,9,,,0.5);毛坯切削循环加工抛物线
N095 G00 X100.0 Z100.0 M09;快速返回程序起点,关闭切削液
N100 M05;主轴停止
N105 M02;主程序结束并返回程序起始段
FZG211.SPF;精加工轮廓子程序
N010 G01 X20.0 Z0.0;直线插补至零件右端面
N015 X24.0 Z-2.0;直线插补加工C2mm倒角面
N020 Z-14.0;直线插补加工ϕ24mm圆柱面
N025 X20.0 Z-16.0;直线插补加工C2mm倒角面
N030 Z-20.0;直线插补加工ϕ20mm圆柱面
N035 X26.0;直线插补加工ϕ30mm右端面
N040 G03 X30.0 Z-23.0 CR=3.0;逆时针圆弧插补加工R3mm圆弧
N045 G01 Z-28.0;直线插补加工ϕ30mm圆柱面
N050 G01 X46.0 Z-28.0;直线插补加工ϕ58mm右端面
N055 G03 X57.98 Z-34.01 CR=6.0;逆时针圆弧插补加工R6mm圆弧
N060 G03 X31.04 Z-61.04 CR=40.0;逆时针圆弧插补加工R40mm圆弧
N062 R1=5.85;公式中的Z坐标值
N065 MARKE1:R2=R1*R1/10.0;公式中的X坐标值
N070 R3=R1-67.0;工件坐标系中的Z坐标值
N075 R4=R2*2.0+24.0;工件坐标系中的X坐标值
N080 G01 X=R4 Z=R3 F0.1;加工抛物线
N085 R1=R1-0.10;Z坐标增量为0.1mm
N090 IF R1>=-12.65 GOTOB MARKE1;如果R1大于或等于-12.5,则程序转到有标志符MARKE1的程序段
N095 G01 X62.0;刀具退出
N100 RET;子程序结束并返回主程序
(3)HNC—21/22M华中世纪星数控系统
O××××;文件名
%××××;程序号
N010 G18 G99 G97 G21 G95 G54 G40;程度运行初始状态设置
N015 T0101;调用1号90°外圆车刀
N020 M03 S680;主轴正转,转速680 r/min
N025 G90 G00 X100.0 Z100.0 M08;刀具起刀点,打开切削液
N030 X62.0 Z2.0;刀具快速移到轴向切削循环指令(G80)起点
N035 G80 X58.5 Z-79.5 F0.15;轴向切削循环加工ϕ58.5mm圆柱面
N040 G00 X100.0 Z100.0 M09;快速返回程序起点,关闭切削液
N045 T0202;调用2号外切槽刀(刀头宽度4mm)
N050 M03 S500;主轴正转,转速500 r/min
N055 G00 X62.0 Z-67.0 M08;刀具快速移到切槽起点,打开切削液
N060 M98 P3001;调用切槽子程序
N065 G00 X100.0 Z100.0 M09;快速返回程序起点,关闭切削液
N070 T0303;调用3号35°菱形精车刀
N075 M03 S800;主轴正转,转速800 r/min
N080 G00 X62.0 Z2.0;刀具快速移到成形粗车循环起点
N085 G71 U1.5 R1.0 P95 Q190 X 0.5 Z0 F0.1;凹槽粗切循环加工,粗切量1.5mm,精切量0.5mm
N090 G00 X60.0 Z2.0;粗加工后,刀具快速移到成形精车循环起点
N095 G41 G01 X20.0 Z0.0 S1500 F0.05;到精加工起始点,加入刀尖圆弧半径左补偿
N100 X24.0 Z-2.0;直线插补加工C2mm倒角面(精车)
N105 Z-14.0;直线插补加工ϕ24mm圆柱面(精车)
N110 X20.0 Z-16.0;直线插补加工C2mm倒角面(精车)
N115 Z-20.0;直线插补加工ϕ20mm圆柱面(精车)
N120 X26.0;直线插补加工ϕ30mm右端面(精车)
N125 G03 X30.0 Z-23.0 R3.0;逆时针圆弧插补加工R3mm圆弧(精车)
N130 G01 Z-28.0;直线插补加工ϕ30mm圆柱面(精车)
N135 G01 X46.0 Z-28.0;直线插补加工ϕ58mm右端面(精车)
N140 G03 X57.98 Z-34.01 R6.0;逆时针圆弧插补加工R6mm圆弧(精车)
N145 G03 X31.04 Z-61.04 R40.0;逆时针圆弧插补精车R40mm圆弧
N150 #101=5.85;公式中的Z坐标值
N155 WHILE#101GE-12.65;如果#101小于-12.65,则跳转到N180程序段
N160 #102=#101*#101/10.0;公式中的X坐标值
N165 #103=#101-67.0;工件坐标系中的Z坐标值
N170 #104=#102*2+24.0;工件坐标系中的X坐标值
N175 G01 X#104 Z#103 F0.1;加工抛物线轮廓(精车)
N180 #101=#101-0.1;Z轴步进增量递减0.1
N185 ENDW;循环结束,执行下条
N190 G40 G01 X62.0;取消刀尖圆弧半径左补偿,X向退出
N195 G00 X100.0 Z100.0 M09;快速返回程序起点,关闭切削液
N200 M05;主轴停止
N205 M30;主程序结束并返回程序起始段
%3001;抛物线形状轮廓余量切除子程序(略)
︙
M99;子程序结束,并返回主程序
实例2
图2-16所示零件,毛坯为ϕ60mm×117mm的45钢,试分析其加工工艺并编写其数控车加工程序。
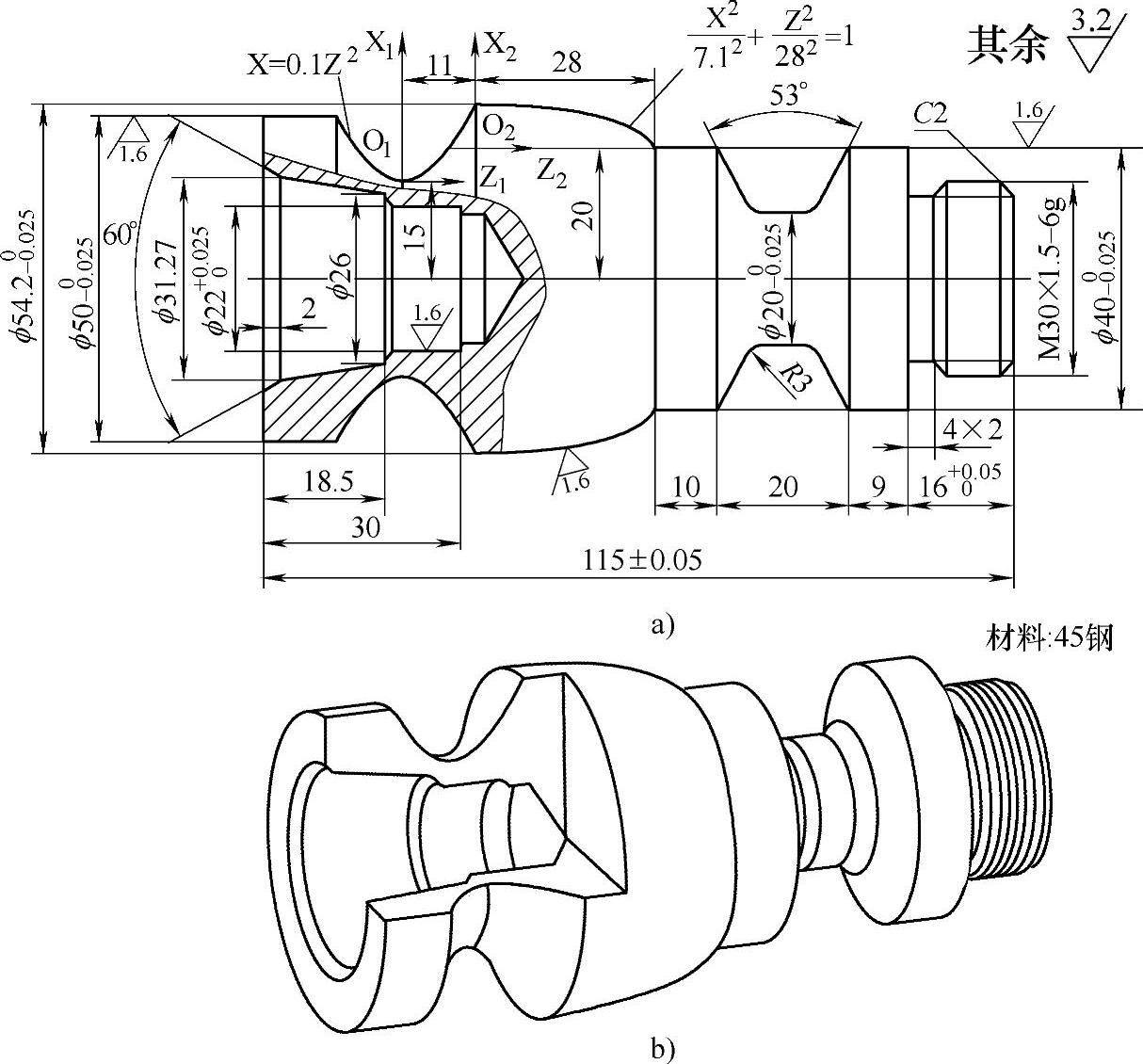
图2-16 零件示意图
a)零件图 b)效果图
1.工艺分析
该零件外表面由圆柱面、抛物线曲面、椭圆、V形凹槽及螺纹等表面组成,内表面由圆锥面和圆柱面组成;其中多个直径尺寸有较严的尺寸精度和表面粗糙度等要求。
(1)编程与加工难点分析 该零件编程与加工难点在于抛物线与椭圆曲线组成的外轮廓编程与加工。编程时采用宏程序或参数进行编程。加工抛物线时,以Z坐标作为自变量,每次增量为0.1mm,变化范围为-11.0~10.0,根据公式X=0.1Z2计算出相应的X坐标。加工椭圆时,以角度作为自变量,每次增量为1°,变化范围为0°~90°,通过参数方程公式计算相应的X和Z坐标。以上曲线编程过程中使用的基点坐标如图2-17、图2-18所示。
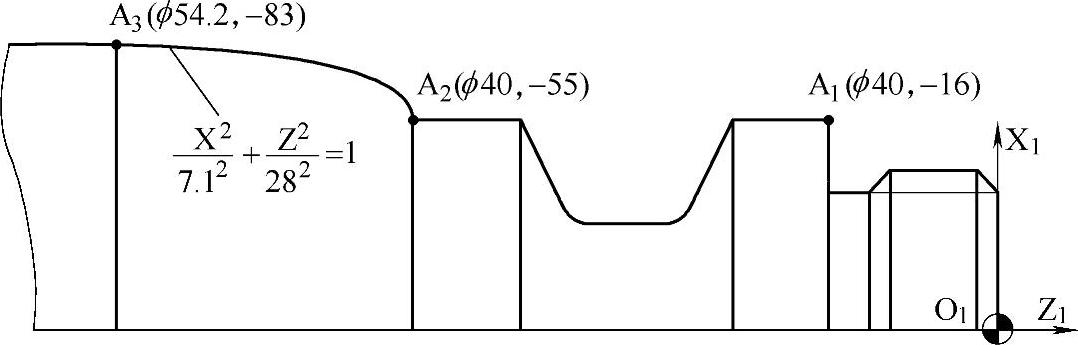
图2-17 椭圆的基点坐标
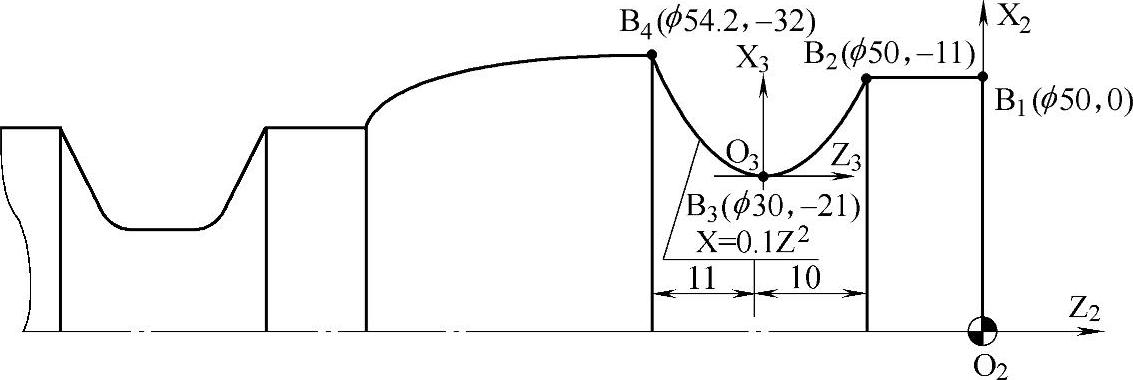
图2-18 抛物线的基点坐标
由于抛物线的凹槽比较窄和深,且余量较多,在加工时应用轮廓循环指令切削余量时需多次分层切削。这将产生空走刀,因此,为了减少空走刀,先采用切槽循环切除凹余量,随后再应用轮廓循环加工,如图2-19所示。
(2)加工方案 先粗加工零件右侧外圆和椭圆轮廓最大外径,再换刀粗、精切V形凹槽和螺纹槽;精车外圆和椭圆轮廓,保证尺寸精度和表面粗糙度;换螺纹刀车对M30×1.5-6g螺纹。然后调头以ϕ40-0.0250圆柱面为装夹基准,车对总长,车削左侧内轮廓、外圆柱面,切抛物线凹槽余量,精车抛物线轮廓,保证各项尺寸精度、表面粗糙度和抛物线轮廓度。
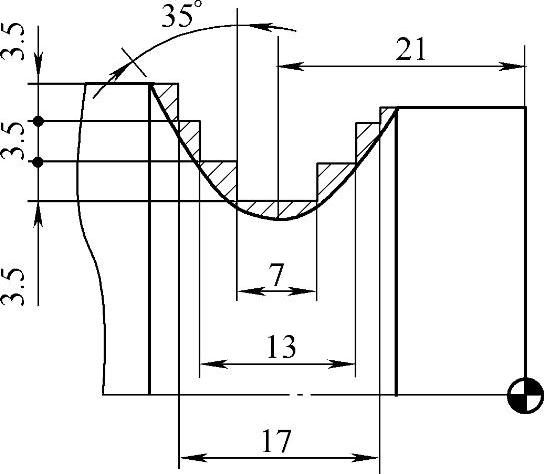
图2-19 切槽尺寸
2.程序流程结构框图(略)
3.外轮廓程序编制
选择车削过后的左、右端面回转中心作为工件坐标原点。选择的车削刀具:T01为90°外圆车刀;T02为外切槽刀(刀头宽度4mm);T03为35°菱形车刀,刀具的主偏角取93°;T04为螺纹车刀。其加工程序如下:
(1)FANUC 0i数控系统
1)右侧外轮廓程序。
O××××;加工右侧外圆及椭圆轮廓
N010 G18 G99 G97 G21 G95 G54 G40;程序运行初始状态设置
N015 T0101;调用1号90°外圆车刀
N020 M03 S680;主轴正转,转速680 r/min
N025 G90 G00 X100.Z100.M08;刀具快速移到起刀点,打开切削液
N030 X62.0 Z3.0;刀具快速移到轴向粗车循环指令起点
N035 G71 U3.0 R1.0;轴向粗车循环,X向背吃刀量为3mm
N040 G71 P045 Q110 U0.5 W0.0 F0.1;轴向粗车循环,精车余量X向0.5mm,Z向0
N045 G41 G00 X24.0 Z1.0;到加工起始点,加入刀尖圆弧半径左补偿
N050 G01 X29.8 Z-1.9 F0.5 S1500;车削螺纹起始端倒角C2
N055 Z-16.0;车削M30×1.5-6g螺纹外径
N060 X40.0;车削ϕ40外圆右侧面
N065 Z-55.0;直线插补加工ϕ40mm外圆
N070 #101=0.0;椭圆参数方程中的参数(角度)赋初始值
N075 #102=7.1*SIN[#101];椭圆参数方程中的椭圆X坐标值
N080 #103=28.0*COS[#101];椭圆参数方程中的椭圆Z坐标值
N085 #104=#102*2+40.0;工件坐标系中的椭圆X坐标值
N090 #105=#103*2-83.0;工件坐标系中的椭圆Z坐标值
N095 G01 X#104 Z#105 F0.1;直线插补拟合加工椭圆轮廓
N100 #101=#101+1.0;角度增量为1°
N105 IF[#101LE90.0] GOTO 075;如果#101小于或等于90,则程序跳转至N075程序段
N110 G40 G00 X55.0;取消刀尖圆弧半径左补偿,X向退刀
N115 G00 X100.0 Z100.0 M09;刀具快速返回程序起点,关闭切削液
N120 T0202;调用2号切槽刀(刀头宽度4mm)
N125 M03 S500;主轴正转,转速500 r/min
N130 G00 X41.0 Z-16.0;刀具快速移到切割螺纹退刀槽起始点
N135 G01 X26.0 F0.1;切割螺纹退刀槽4mm×2mm
N140 X32.0 Z-13.0;螺纹尾端倒角C2mm
N145 G00 X45.0;刀具快速退回
N150 M98 P3002;调用V形凹槽切削子程序加工V形凹槽
N155 G00 X100.0 Z100.0 M09;刀具快速返回程序起点,关闭切削液
N160 T0303;调用3号35°菱形精车刀
N165 M03 S800;主轴正转,转速800 r/min
N170 G00 X62.0 Z3.0 M08;刀具快速移到成形精车循环起点
N175 G70 P045 Q110;调用精车循环,精车外圆和椭圆轮廓
N180 G00 X100.0 Z100.0 M09;快速返回程序起点,关闭切削液
N185 T0404;调用4号螺纹车刀
N190 M03 S560;主轴正转,转速560 r/min
N195 G00 X32.0 Z2.0;刀具快速移到螺纹循环加工起点
N200 G76 P010260 Q0.1 R0.2;加工右侧M30×1.5-6g外螺纹
N205 G76 X28.052 Z-12.0 P0.974 Q0.8 F1.5;螺纹牙型高度0.974mm,第1刀切入深度0.8mm
N210 G00 X100.0 Z100.0 M09;快速返回程序起点,关闭切削液
N215 M05;主轴停止
N220 M30;主程序结束并返回程序起始段
O3002;V形凹槽轮廓加工子程序(略)
︙
M99;子程序结束并返回主程序
2)左侧外轮廓程序。
O××××;加工左侧ϕ50-0.0250mm外圆及抛物线轮廓
N010 G18 G99 G97 G21 G95 G54 G40;程序运行初始状态设置
N015 T0303;调用3号35°菱形精车刀
N020 M03 S800;主轴正转,转速800 r/min
N025 G90 G00 X100.0 Z100.0 M08;刀具起刀点,打开切削液
N030 X62.0 Z3.0;刀具快速移到轴向粗车循环指令起点
N035 G71 U1.0 R1.0;成形粗车循环X向背吃刀量1mm
N040 G71 P045 Q090 U0.5 W0.0 F0.1;成形粗车循环,精车余量X向0.5mm,Z向0
N045 G41 G00 X50.0 Z1.0;到加工起始点,加入刀尖圆弧半径左补偿
N050 G01 Z-11.0 S1500 F0.05;车削ϕ50-0.0250mm外圆
N055 #101=10.0;抛物线公式中的Z坐标值
N060 #101=#101-0.1;Z轴步进增量递减0.1
N065 #102=#101*#101/10.0;抛物线公式中的X坐标值
N070 #103=#102*2+30.0;工件坐标系中的抛物线曲线X坐标值
N075 #104=#101-21.0;工件坐标系中的抛物线曲线Z坐标值
N080 G01 X#103 Z#104 F0.1;直线插补,车削抛物线曲线
N085 IF[#101GE-11.0]GOTO 060;如果#101大于或等于-11.0,条件转移到N060程序段
N090 G40 G01 X55.0;取消刀尖圆弧半径左补偿,X向退出
N095 G70 P045 Q090;调用精加工循环,精加工轮廓
N100 G00 X100.0 Z100.0 M09;快速返回程序起点,关闭切削液
N105 M05;主轴停止
N110 M30;主程序结束并返回程序起始段
(2)SINUMERIK 802D数控系统
1)右侧外轮廓程序。
FZG32.MPF;加工右侧外圆及椭圆轮廓
N010 G18 G95 G97 G71 G54 G40;程序运行初始状态设置
N015 T1 D1;调用1号90°外圆车刀
N020 M03 S680;主轴正转,转速680 r/min
N025 G90 G00 X100 Z100 M07;刀具快速移到起刀点,打开切削液
N030 X62.0 Z3.0;刀具快速移到轴向切削起点
N035 CYCLE95(“FZG312”,2.5,0,0.5,,0.1,0.1,0.05,9,,,0.5);毛坯切削循环加工
N040 G00 X100 Z100.0 M09;快速返回程序起点,关闭切削液
N045 T2 D1;调用2号切槽刀(刀头宽度4mm)
N050 M03 S500;主轴正转,转速500 r/min
N055 CYCLE94(30.0,-16.0,“E”);切削退刀槽4mm×2mm
N060 G90 G00 X42.0 Z-25.0 M07;刀具快速移到V形槽切削起点,打开切削
液
N065 CYCLE93(40.0,-25.0,10.028,90,10,26.5,26.5,3,3,0,0,0.2,0.3,4,0,5);调用切槽子程序
N070 G00 X100.0 Z100.0 M09;快速返回程序起点,关闭切削液
N075 T4 D1;调用4号螺纹车刀
N080 M03 S560;主轴正转,转速560 r/min
N185 G90 G00 X32.0 Z2.0 M07;刀具快速移到螺纹循环加工起点,打开切削液
N190 CYCLE97(1.5,,0,-14,0,20,0,20,0,2.0,2.0,0.975,0.05,
30.0,,10,1.0,3,1);加工右侧M30×1.5-6g外螺纹
N095 G00 X100.0 Z100.0 M09;快速返回程序起点,关闭切削液
N100 M05;主轴停止
N105 M02;主程序结束并返回程序起始段
FZG312.SPF;轮廓循环车削子程序
N10 G41 G00 X24.0 Z1.0;到加工起始点,加入刀尖圆弧半径左补偿(https://www.xing528.com)
N15 G01 X29.8 Z-1.9 F0.5 S1500;车削螺纹起始端倒角C2mm
N20 Z-16.0;车削M30×1.5-6g螺纹外径
N25 X40.0;车削右侧ϕ40mm外圆柱面
N30 Z-55.0;直线插补加工ϕ40mm外圆
N35 R101=0.0;椭圆参数方程中的参数(角度)赋初始值
N40 MARKE1:R102=7.1*SIN[R101];椭圆参数方程中的椭圆X坐标值
N45 R103=28.0*COS[R101];椭圆参数方程中的椭圆Z坐标值
N50 R104=R102*2+40.0;工件坐标系中的椭圆X坐标值
N55 R105=R103*2-83.0;工件坐标系中的椭圆Z坐标值
N60 G01 X=R104 Z=R105 F0.1;直线插补拟合加工椭圆轮廓
N65 R101=R101+1.0;角度增量为1°
N70 IF R101<=90.0 GOTOB MARKE1;如果R101小于或等于90,则程序跳转至有标志符MARKE1的N40程序段
N75 G40 G00 X55.0;取消刀尖圆弧半径左补偿,X向退刀
N80 RET;
2)左侧外轮廓程序。
FZG32.MPF;左侧外轮廓加工程序名
N010 G18 G95 G97 G71 G54 G40;程序运行初始状态设置
N015 T3 D1;调用3号35°菱形精车刀
N020 M03 S800;主轴正转,转速800 r/min
N025 G90 G00 X62 Z3 M07;刀具快速移到循环起点,打开切削液
N030 CYCLE95(“FZG321”,1.0,0,0.5,,0.1,0.1,0.05,9,,,0.5);毛坯切削循环加工抛物线
N035 G00 X100.0 Z100.0 M09;快速返回程序起点,关闭切削液
N040 M05;主轴停止
N045 M02;主程序结束并返回程序起始段
FZG321.SPF;加工轮廓子程序
N010 G41 G01 X50.0 Z1.0;到加工起始点,加入刀尖圆弧半径左补偿
N015 Z-11.0;直线插补加工ϕ50mm外圆柱面
N020 R101=10.0;抛物线公式中的Z坐标值起始点
N025 MARKE1:R101=R101-0.1;Z坐标增量为-0.1mm
N030 R102=R110*R101/10.0;抛物线公式中的X坐标值
N035 R103=R102*2.0+30.0;工件坐标系中的X坐标值
N040 R104=R110-11.0;工件坐标系中的Z坐标值
N045 G01 X=R103 Z=R104 F0.1;沿抛物线曲线轮廓直线插补
N050 IF R110>=-11.0 GOTOB MARKE1;如果R101大于或等于-11.0,则程序转移到标有标志符MARKE1的N025程序段
N055 G40 G01 X55.0;取消刀尖圆弧半径左补偿,刀具X向退出
N060 RET;子程序结束并返回主程序
(3)HNC—21/22M华中世纪星数控系统
1)右侧外轮廓程序。
O××××;加工右侧外圆及椭圆轮廓文件名
%××××;程序号
N010 G18 G99 G97 G21 G95 G54 G40;程序运行初始状态设置
N015 T0101;调用1号90°外圆车刀
N020 M03 S680;主轴正转,转速680r/min
N025 G90 G00 X100.0 Z100.0 M08;刀具起刀点,打开切削液
N030 X62.0 Z3.0;刀具快速移到轴向粗车循环指令起点
N035 G71 U3.0 R1.0 P100 Q170 X0.5 Z0 F0.1;轴向粗车循环,X向背吃刀量为3mm,精车余量X向0.5mm,Z向0
N040 G00 X100.0 Z100.0 M09;刀具快速返回程序起点,关闭切削液
N045 T0202;调用2号切槽刀(刀头宽度4mm)
N050 M03 S500;主轴正转,转速500 r/min
N055 G00 X41.0 Z-16.0;刀具快速移到切割螺纹退刀槽起始点
N060 G01 X26.0 F0.1;切割螺纹退刀槽4mm×2mm
N065 X32.0 Z-13.0;螺纹尾端倒角C2mm
N070 G00 X45.0;刀具快速退回
N075 M98 P3002;调用V形凹槽切削子程序加工V形凹槽
N080 G00 X100.0 Z100.0 M09;刀具快速返回程序起点,关闭切削液
N085 T0303;调用3号35°菱形精车刀
N090 M03 S800;主轴正转,转速800 r/min
N095 G00 X62.0 Z3.0 M08;刀具快速移到成形精车循环起点
N100 G41 G00 X24.0 Z1.0;到精加工起始点,加入刀尖圆弧半径左补偿
N105 G01 X29.8 Z-1.9 F0.5 S1500;车削螺纹起始端倒角C2mm
N110 Z-16.0;车削M30×1.5-6g螺纹外径
N115 X40.0;车削右侧ϕ40mm外圆柱面
N120 Z-55.0;直线插补加工ϕ40mm外圆
N125 #101=0.0;椭圆参数方程中的参数(角度)赋初始值
N130 WHILE#101LE90.0;如果#101大于90,则程序跳转至N170程序段
N135 #102=7.1*SIN[#101*PI/180];椭圆参数方程中的X坐标值
N140 #103=28.0*COS[#101*PI/180];椭圆参数方程中的Z坐标值
N145 #104=#102*2+40.0;工件坐标系中的椭圆X坐标值
N150 #105=#103*2-83.0;工件坐标系中的椭圆Z坐标值
N155 G01 X[#104]Z[#105]F0.1;直线插补拟合加工椭圆轮廓
N160 #101=#101+1;角度增量为1°
N165 ENDW;循环结束,执行下条语句
N170 G40 G00 X55.0;取消刀尖圆弧半径左补偿,X向退刀
N175 G00 X100.0 Z100.0 M09;快速返回程序起点,关闭切削液
N180 T0404;调用4号螺纹车刀
N185 M03 S560;主轴正转,转速560 r/min
N190 G00 X32.0 Z2.0;刀具快速移到螺纹循环加工起点
N195 G76 C1 R-2 E2 A60 X28.052 Z-12.0 K0.974 U0.1 V0.2 Q0.8F1.5;加工右侧M30×1.5-6g外螺纹,螺纹牙型高度0.974mm,第1刀切入深度0.8mm
N200 G00 X100.0 Z100.0 M09;快速返回程序起点,关闭切削液
N205 M05;主轴停止
N210 M30;主程序结束并返回程序起始段
O3002;V形凹槽轮廓加工子程序(略)
︙
M99;子程序结束,并返回主程序
2)左侧外轮廓程序。
O××××;加工左侧ϕ50-0.0250mm外圆及抛物线轮廓程序文件名
%××××;程序号
N010 G18 G99 G97 G21 G95 G54 G40;程序运行初始状态设置
N015 T0303;调用3号35°菱形精车刀
N020 M03 S800;主轴正转,转速800 r/min
N025 G90 G00 X100.0 Z100.0 M08;刀具起刀点,打开切削液
N030 X62.0 Z3.0;刀具快速移到轴向粗车循环指令起点
N035 G71 U1.0 R1.0 P045 Q095 X0.3 Z0 F0.1;轴向粗车循环,X向背吃刀量为1mm,精车余量0.3mm
N040 G00 X60.0 Z3.0;刀具快速移到成形精车循环起点
N045 G41 G00 X50.0 Z1.0;到精加工起始点,加入刀尖圆弧半径左补偿
N050 G01 Z-11.0 S1500 F0.05;直线插补至零件左端面
N055 #101=10.0;公式中的Z坐标值
N060 WHIGE#101GE-11.0;如果#101小于-11.0,条件转移到N095程序段
N065 #101=#101-0.1;抛物线公式中的Z轴步进增量递减0.1mm
N070 #102=#101*#101/10.0;抛物线公式中的X坐标值
N075 #103=#101-21.0;工件坐标系中的抛物线曲线Z坐标值
N080 #104=#102*2+30.0;工件坐标系中的抛物线曲线X坐标值
N085 G01 X[#104] Z[#103] F0.1;直线插补,车削抛物线轮廓
N090 ENDW;循环结束,执行下条语句
N095 G40 G01 X55.0;取消刀尖圆弧半径左补偿,X向退出
N100 G00 X100.0 Z100.0 M09;快速返回程序起点,关闭切削液
N115 M05;主轴停止
N120 M30;主程序结束并返回程序起始段
实例3
图2-20所示零件,毛坯为ϕ50mm×75mm的45钢,试分析其加工工艺并编写其数控车加工程序。
1.工艺分析
该零件外表面由圆柱面、椭圆面、正弦曲线曲面及圆锥面等表面组成,内表面由圆柱面和螺纹组成;其中多个直径尺寸有较严的尺寸精度和表面粗糙度等要求。
(1)编程与加工难点分析 该零件编程与加工难点在于椭圆与正弦曲线的编程与加工。编程时采用宏程序或参数进行编程。椭圆编程时,通过椭圆的参数方程:X=aCOSα、Z=bSINα,以角度作为自变量,每次增量为1°,变化范围为0°~90°,通过参数方程公式计算相应的X和Z坐标。余弦曲线编程时,通过余弦的曲线方程Z(t)=t、X(t)=2COS(360t/90),以Z坐标作为自变量,每次增量为0.1mm,变化范围为0~20.0,根据公式X(t)=2COS(360t/90)计算出相应的X坐标。
(2)加工方案 先加工零件右侧ϕ22-0.0190mm外圆、椭圆弧及ϕ48-0.0190mm外圆轮廓,保证尺寸精度和表面粗糙度;然后调头以ϕ22-0.0190mm外圆为定位基准装夹,车对总长(75±0.05)mm,加工内轮廓、圆锥、余弦曲线轮廓,保证各项尺寸精度和余弦曲线轮廓度及表面粗糙度。
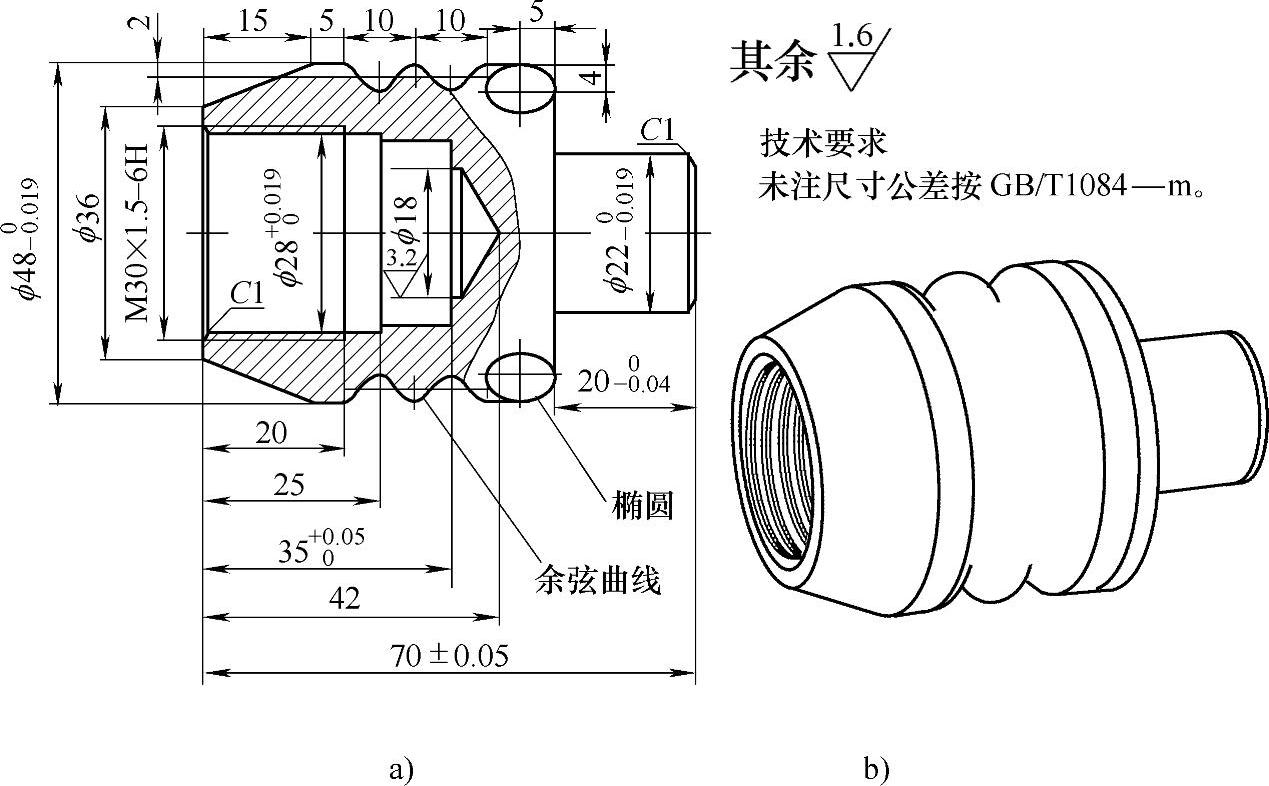
图2-20 零件示意图
a)零件图 b)效果图
2.程序流程结构框图(略)
3.外轮廓程序编制
选择车削过后的左、右端面回转中心作为工件坐标原点。选择的车削刀具:T01为90°外圆车刀;T02为35°菱形车刀,刀具的主偏角取93°;T03为ϕ18mm麻花钻;T04为内孔镗刀;T05为内螺纹车刀。其加工程序如下:
(1)FANUC 0i数控系统
1)右侧外轮廓程序。
O××××;主程序名
N010 G18 G99 G97 G21 G95 G54 G40;程序运行初始状态设置
N015 T0101;调用1号90°外圆车刀
N020 M03 S680;主轴正转,转速680 r/min
N025 G90 G00 X100.0 Z100.0 M08;刀具起刀点,打开切削液
N030 X52.0 Z2.0;刀具快速移到轴向切削循环指令起点
N035 G71 U3.0 R1.0;轴向粗车循环,X向背吃刀量为3mm
N040 G71 P045 Q100 U0.5 W0.0 F0.1;轴向粗车循环,精车余量X向0.5mm,Z向0
N045 G41 G00 X20.0 Z1.0;到加工始点,加入刀尖圆弧半径左补偿
N050 G01 X22.0 Z-1.0 F0.5 S1500;车削ϕ22-0.0190外圆倒角C1mm
N055 Z-20.0;车对ϕ22-0.0190×20-0.040外圆柱面
N060 #101=0.0;椭圆参数方程中的参数(角度)赋初始值
N065 #102=4.0*SIN[#101];椭圆参数方程中的椭圆X坐标值
N070 #103=5.0*COS[#101];椭圆参数方程中的椭圆Z坐标值
N075 #104=#102*2+40.0;工件坐标系中的椭圆X坐标值
N080 #105=#103*2-25.0;工件坐标系中的椭圆Z坐标值
N085 G01 X#104 Z#105 F0.1;直线插补拟合加工椭圆轮廓
N090 #101=#101+1;角度增量递增1°
N090 IF[#101LE90.0]GOTO 065;如果#101小于或等于90,则程序跳转至N065程序段
N095 Z-35.0;直线插补,车削ϕ48-0.0190mm外圆轮廓
N100 G40 G00 X55.0;取消刀尖圆弧半径左补偿,X向退刀
N105 G70 P045 Q100;精车削右侧各级轮廓表面
N110 G00 X100.0 Z100.0 M09;刀具快速返回程序起点,关闭切削液
N115 M05;主轴停止
N120 M30;主程序结束并返回程序起始段
2)左侧外轮廓程序。
O××××;主程序名
N010 G18 G99 G97 G21 G95 G54 G40;程序运行初始状态设置
N015 T0202;调用2号35°菱形精车刀
N020 M03 S800;主轴正转,转速800 r/min
N025 G90 G00 X100.0 Z100.0 M08;刀具起刀点,打开切削液
N030 X52.0 Z2.0;刀具快速移到轴向切削循环指令起点
N035 G73 U1.5 W0 R3.0;成形粗车循环X向退5mm,粗车循环5次
N040 G73 P045 Q100 U0.3 W0.0 F0.1;成形粗车循环,精车余量X向0.5mm,Z向0
N045 G41 G00 X36.0 Z1.0 S1500 F0.05;到加工起始点,加入刀尖圆弧半径左补偿
N050 G01 Z0.0;刀具直线插补至工件左端面
N055 X48.0 Z-15.0;直线插补,车削圆锥表面
N060 #101=0;余弦曲线公式中的Z坐标初始值
N065 #102=2*COS[360*#101/90];余弦曲线公式中的X坐标值
N070 #103=#102*2+44.0;工件坐标系中余弦曲线轮廓的X坐标值
N075 #104=#101-20.0;工件坐标系中余弦曲线轮廓的Z坐标值
N080 G01 X#103 Z#104;直线插补,拟合车削余弦曲线轮廓
N085 #101=#101+0.1;Z坐标值增量递增0.1mm
N090 IF [#101LE20.0] GOTO 065;如果#101小于等于20,则程序转移到N065程序段
N095 Z-51.0;直线插补,车削ϕ48-0.0190mm外圆轮廓
N100 G40 G00 X55.0;取消刀尖圆弧半径左补偿,X向退刀
N105 G70 P045 Q100;精车削左侧各级轮廓表面
N110 G00 X100.0 Z100.0 M09;刀具快速返回程序起点,关闭切削液
N115 M05;主轴停止
N120 M30;主程序结束并返回程序起始段
(2)SINUMERIK 802D数控系统
1)右侧外轮廓程序。
FZG32.MPF;加工右侧外圆及椭圆轮廓
N010 G18 G95 G97 G71 G54 G40;程序运行初始状态设置
N015 T1 D1;调用1号90°外圆车刀
N020 M03 S680;主轴正转,转速680 r/min
N025 G90 G00 X100.0 Z100.0 M07;刀具起刀点,打开切削液
N030 X52.0 Z2.0;刀具快速移到轴向切削循环指令起点
N035 CYCLE95(“FZG322”,2.5,0,0.5,,0.1,0.1,0.05,9,,,0.5);毛坯切削循环加工
N040 G00 X100.0 Z100.0 M09;刀具快速返回程序起点,关闭切削液
N045 M05;主轴停止
N050 M02;主程序结束并返回程序起始段
FZG322.SPF;右侧外圆及椭圆轮廓精车削子程序名
N010 G41 G00 X20.0 Z1.0;到加工起始点,加入刀尖圆弧半径左补偿
N015 G01 X22.0 Z-1.0 F0.5 S1500;车削ϕ22-0.0190外圆倒角C1mm
N020 Z-20.0;车对ϕ22-0.0190×20-0.040外圆柱面
N025 R101=0.0;椭圆参数方程中的参数(角度)赋初始值
N030 MARKE1:R102=4.0*SIN[R101];椭圆参数方程中的椭圆X坐标值
N035 R103=5.0*COS[R101];椭圆参数方程中的椭圆Z坐标值
N040 R104=R102*2+40.0;工件坐标系中的椭圆X坐标值
N045 R105=R103*2-25.0;工件坐标系中的椭圆Z坐标值
N050 G01 X=R104 Z=R105 F0.1;直线插补,拟合车削椭圆轮廓
N055 R101=R101+1;角度增量递增1°
N060 IF R101<=90.0 GOTOB MARKE1;如果R101小于或等于90,则程序跳转
至N030程序段
N060 Z-35.0;直线插补,车削ϕ48-0.0190mm外圆轮廓
N065 G40 G00 X55.0;取消刀尖圆弧半径左补偿,X向退刀
N070 RET;子程序结束并返回主程序
2)左侧外轮廓程序。
FZG33.MPF;加工左侧外圆及余弦曲线轮廓
N010 G18 G95 G97 G71 G54 G40;程序运行初始状态设置
N015 T2 D1;调用2号35°菱形精车刀
N020 M03 S800;主轴正转,转速800 r/min
N025 G90 G00 X100.0 Z100.0 M07;刀具起刀点,打开切削液
N030 X52.0 Z2.0;刀具快速移到轴向切削循环指令起点
N035 CYCLE95(“FZG331”,2.5,0,0.5,,0.1,0.1,0.05,9,,,0.5);毛坯切削循环加工
N110 G00 X100.0 Z100.0 M09;刀具快速返回程序起点,关闭切削液
N115 M05;主轴停止
N120 M02;主程序结束并返回程序起始段
FZG331.SPF;循环子程序
N045 G41 G00 X36.0 Z1.0;到加工起始点,加入刀尖圆弧半径左补偿
N050 Z0.0;刀具直线插补至工件右端面
N055 X48.0 Z-15.0;直线插补,车削圆锥表面
N060 R101=0;余弦公式中的Z起点坐标
N065 MARKE1:R102=2*COS[360*R101/90];余弦公式中的X起点坐标
N070 R103=R102*2+44.0;工件坐标系中余弦曲线的X坐标值
N075 R104=R101-20.0;工件坐标系中余弦曲线的Z坐标值
N080 G01 X=R103 Z=R104;直线插补,拟合车削余弦曲线轮廓
N085 R101=R101+0.1;Z坐标值增量递增0.1mm
N090 IF R101<=20.0 GOTOB MARKE1;如果R101小于或等于20,则程序条件转移到具有标志符MARKE1的程序段
N095 Z-51.0;直线插补,车削加工ϕ50mm外圆
N100 G40 G00 X55.0;取消刀尖圆弧半径左补偿,X向快速退刀
N105 RET;子程序结束并返回主程序
(3)HNC—21/22M华中世纪星数控系统
1)右侧外轮廓程序。
O××××;加工右侧外圆及椭圆轮廓文件名
%××××;程序号
N010 G18 G99 G97 G21 G95 G54 G40;程序运行初始状态设置
N015 T0101;调用1号90°外圆车刀
N020 M03 S680;主轴正转,转速680r/min
N025 G90 G00 X100.0 Z100.0 M08;刀具起刀点,打开切削液
N030 X52.0 Z2.0;刀具快速移到轴向切削循环指令起点
N035 G71 U3.0 R1.0 P045 Q110 E0.3 F0.1;轴向粗车循环,X向背吃刀量为3mm,轴向粗车循环,精车余量0.3mm
N040 G00 X52.0 Z2.0;刀具快速移到轴向切削循环指令精加工起点
N045 G41 G00 X20.0 Z1.0;到精加工起始点,加入刀尖圆弧半径左补偿
N050 G01 X22.0 Z-1.0 F0.5 S1500;车削ϕ22-0.0190外圆倒角C1mm
N055 Z-20.0;车对ϕ22-0.0190×20-0.040外圆柱面
N060 #101=0.0;椭圆参数方程中的参数(角度)赋初始值
N065 WHILE #101LE90.0;如果#101大于90,则程序跳转至N105程序段
N070 #102=4.0*SIN[#101*PI/180];椭圆参数方程中的X坐标值
N075 #103=5.0*COS[#101*PI/180];椭圆参数方程中的Z坐标值
N080 #104=#102*2+40.0;工件坐标系中椭圆曲线上的X坐标值
N085 #105=#103*2-25.0;工件坐标系中椭圆曲线上的Z坐标值
N090 G01 X[#104] Z[#105]F0.1;直线插补,拟合车削椭圆轮廓
N095 #101=#101+1;角度增量递增1°
N100 ENDW;循环结束,执行下条语句
N105 Z-35.0;直线插补,车削ϕ48-0.0190mm外圆
N110 G40 G00 X55.0;取消刀尖圆弧半径左补偿,X向退刀
N115 G00 X100.0 Z100.0 M09;刀具快速返回程序起点,关闭切削液
N120 M05;主轴停止
N125 M30;主程序结束并返回程序起始段
2)左侧外轮廓程序。
O××××;加工左侧外圆及余弦曲线轮廓文件名
%××××;程序号
N010 G18 G99 G97 G21 G95 G54 G40;程序运行初始状态设置
N015 T0202;调用2号35°菱形精车刀
N020 M03 S800;主轴正转,转速800 r/min
N025 G90 G00 X100.0 Z100.0 M08;刀具起刀点,打开切削液
N030 X52.0 Z2.0;刀具快速移到轴向切削循环指令起点
N035 G71 U1.5 R1.0 P045 Q105 X0.3 Z0 F0.1;轴向粗车循环,X向背吃刀量为3mm,轴向粗车循环,精车余量0.3mm
N040 G00 X52.0 Z2.0;刀具快速移到轴向切削循环指令精加工起点
N045 G41 G00 X36.0 Z1.0 S1500 F0.05;到精加工始点,加入刀尖圆弧半径左补偿
N050 Z0.0;刀具直线插补至工件左端面
N055 X48.0 Z-15.0;直线插补,车削圆锥表面
N060 #101=0;余弦曲线公式中的Z坐标初始值
N065 WHILE #101LE20.0;如果#101大于20,则程序跳转到N100程序段
N070 #102=2*COS[360*#101*PI/90];余弦曲线公式中的X坐标值
N075 #103=#102*2+44.0;工件坐标系中余弦曲线轮廓的X坐标值
N080 #104=#101-20.0;工件坐标系中余弦曲线轮廓的Z坐标值
N085 G01 X[#103] Z[#104];直线插补,拟合车削余弦曲线轮廓
N090 #101=#101+0.1;Z坐标值增量递增0.1mm
N095 ENDW;循环结束,执行下条语句
N100 Z-51.0;直线插补,车削ϕ48-0.0190mm外圆轮廓
N105 G40 G00 X55.0;取消刀尖圆弧半径左补偿,X向退刀
N110 G00 X100.0 Z100.0 M09;刀具快速返回程序起点,关闭切削液
N115 M05;主轴停止
N120 M30;主程序结束并返回程序起始段
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。