



系统变量用于读和写NC内部数据,例如刀具偏置值和当前位置数据。但是,某些系统变量只能读。系统变量是自动控制和通用程序开发的基础。
1.接口信号
接口信号是可编程机床控制器(PMC)和用户宏程序之间交换的信号。表1-8为接口信号的系统变量。
表1-8 接口信号的系统变量
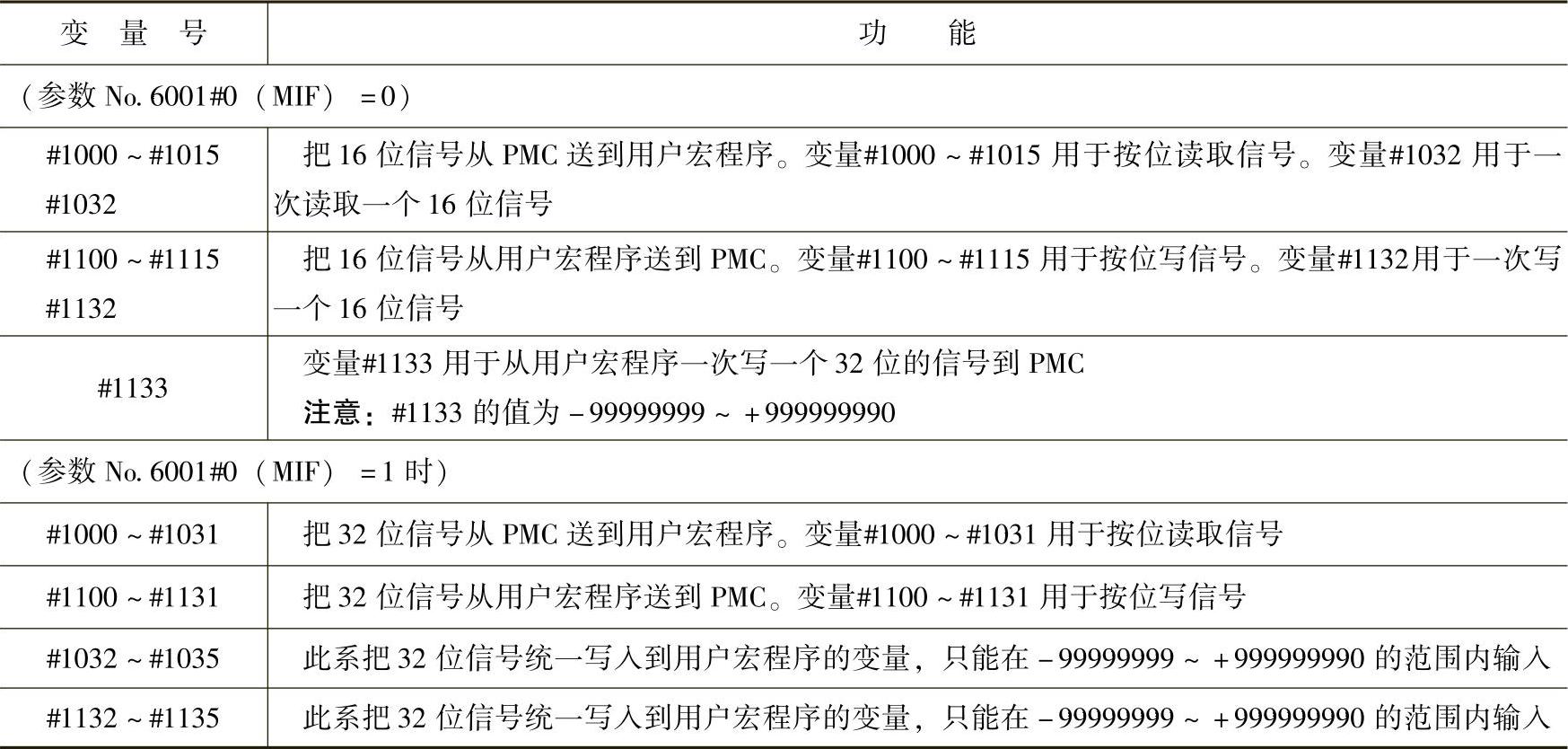
详细说明,请见连接说明书。
2.刀具补偿值
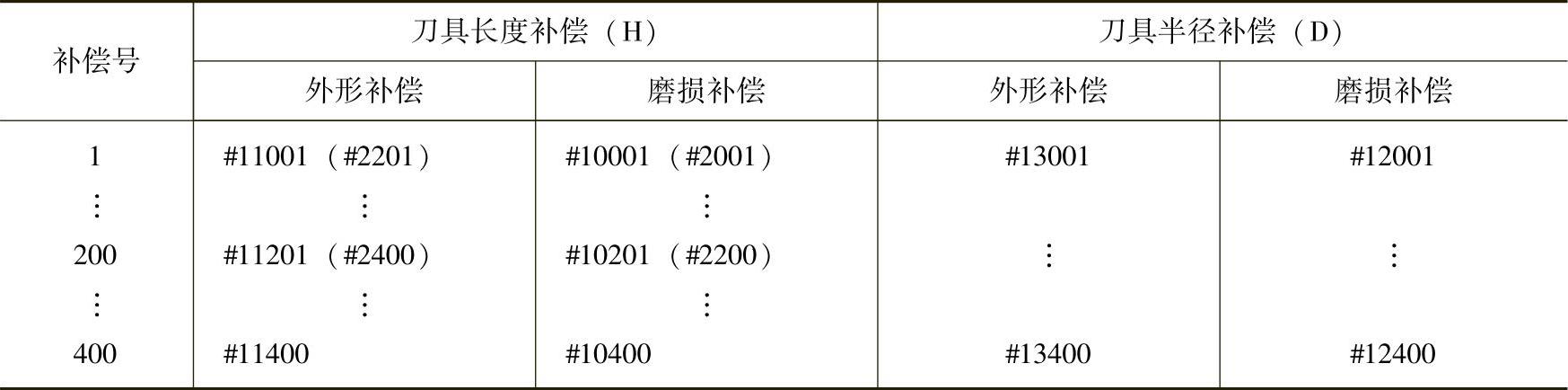
用系统变量可以读和写刀具补偿值。可使用的变量数取决于刀补数,是否区分外形补偿和磨损补偿,以及是否区分刀长补偿和刀尖补偿。当偏置组数小于或等于200时,也可使用#2001~#2400。表1-9为刀具补偿的变量。
表1-9 刀具补偿的变量
3.宏程序报警
宏程序报警的系统变量见表1-10。
表1-10 宏程序报警的系统变量

例:#3000=1(TOOL NOT FOUND)→报警屏幕上显示“3001 TOOL NOT FOUND”(刀具未找到)。
4.停止和信息显示
程序停止并显示信息,见表1-11。
表1-11 停止和信息显示功能

5.时间信息
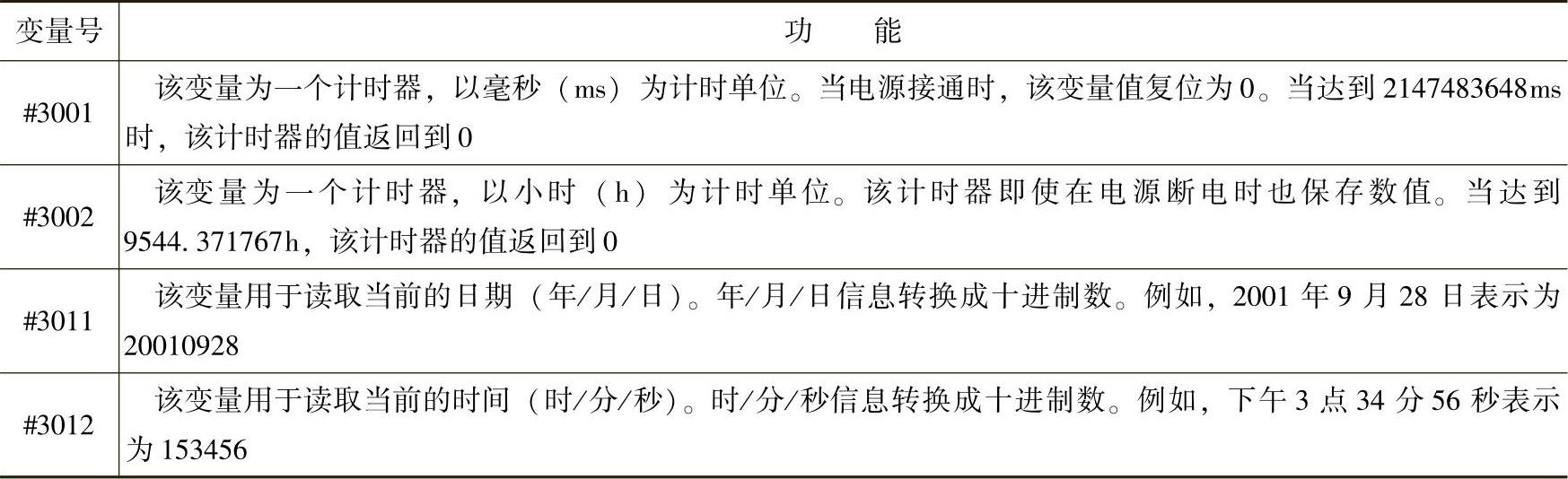
时间信息可以读和写,其系统变量见表1-12。
表1-12 时间信息的系统变量
6.自动运行控制
自动运行控制可以改变自动运行的控制状态。系统变量见表1-13、表1-14。
表1-13 自动运行控制的系统变量(#3003)

(1)#3003
1)当电源接通时,该变量的值为0。
2)当单程序段停止无效时,即使单程序段开关设为ON,也不执行程序段停止。
3)当指定不等待辅助功能(M、S和T功能)完成时,在辅助功能完成之前,程序即执行到下一程序段,而且分配完成信号DEN不输出。
表1-14 自动运行控制的系统变量(#3004)

(2)#3004
1)当电源接通时,该变量的值为0。
2)当进给暂停无效,进给暂停按钮被按下时,机床以单段停止方式停止,但是,当用变量#3003使单程序段方式无效时,单程序段停止不执行;进给暂停按钮压下又松开时,进给暂停灯亮,但是机床不停止,程序继续执行,并且机床停在进给暂停有效的第一个程序段。
3)当进给速度倍率无效时,倍率总为100%,而不管机床操作面板上的进给速度倍率开关的设置。
4)当准确停止检测无效时,即使那些不执行切削的程序段,也不进行准确停止检测(位置检测)。
图1-7为攻螺纹中使用变量#3004的例子。(https://www.xing528.com)
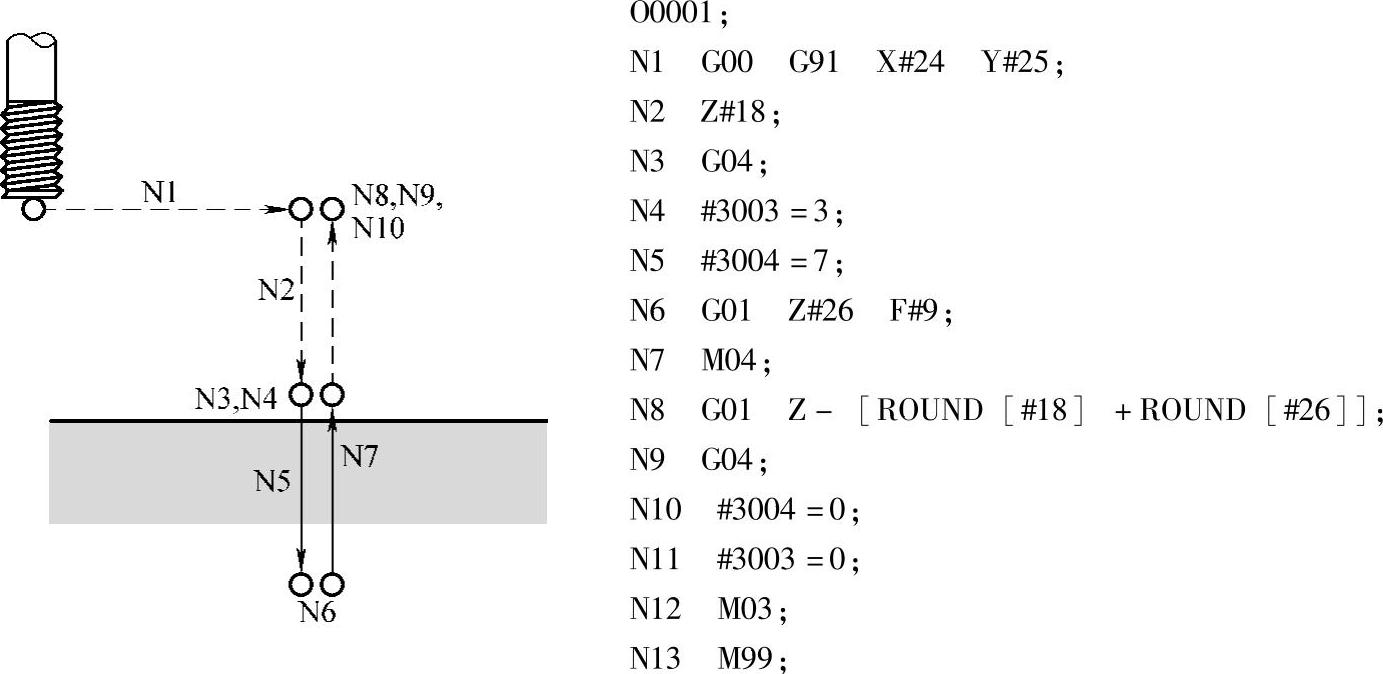
图1-7 攻螺纹循环中使用变量#3004的例子
7.SETTING值
SETTING值可用于变量读和写;二进制数转换为十进制数。

8.镜像
使用外部开关或SETTING操作设置的各轴镜像状态可以通过输出信号(镜像检测信号)读出。可以检测当前的镜像状态。得到的二进制值转换成十进制。
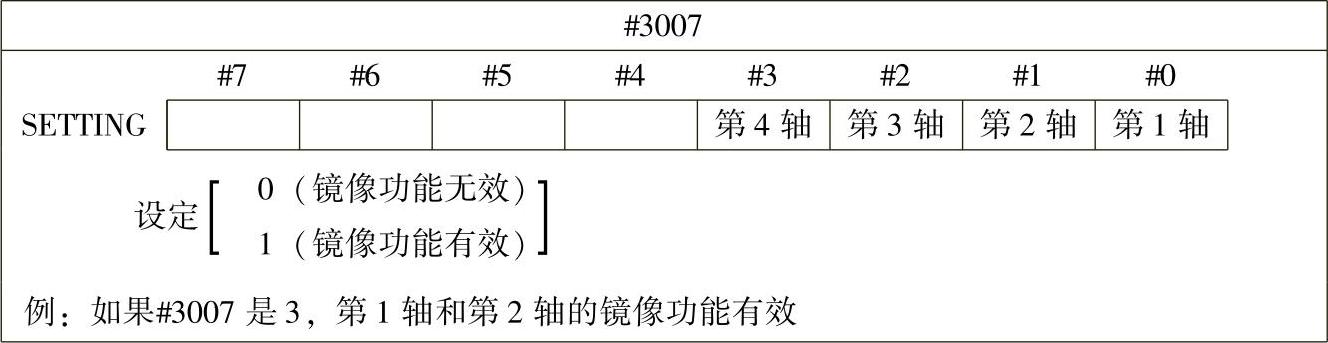
1)当镜像信号和SETTING两者对某轴设置镜像功能时,信号值和设定值相或,然后输出。
2)当控制轴以外轴的镜像功能接通时,它们也被读进系统变量#3007。
3)系统变量#3007是写保护的系统变量。如果试图在变量中写数据,则发出P/S116报警“WRITE PROTECTED VARIABLE”。
9.已加工的零件数
要求的零件数(目标数)和已加工的零件数(完成数)可以读和写。系统变量见表1-15。
表1-15 要求的零件数和已加工的零件数的系统变量

注:不能用负值。
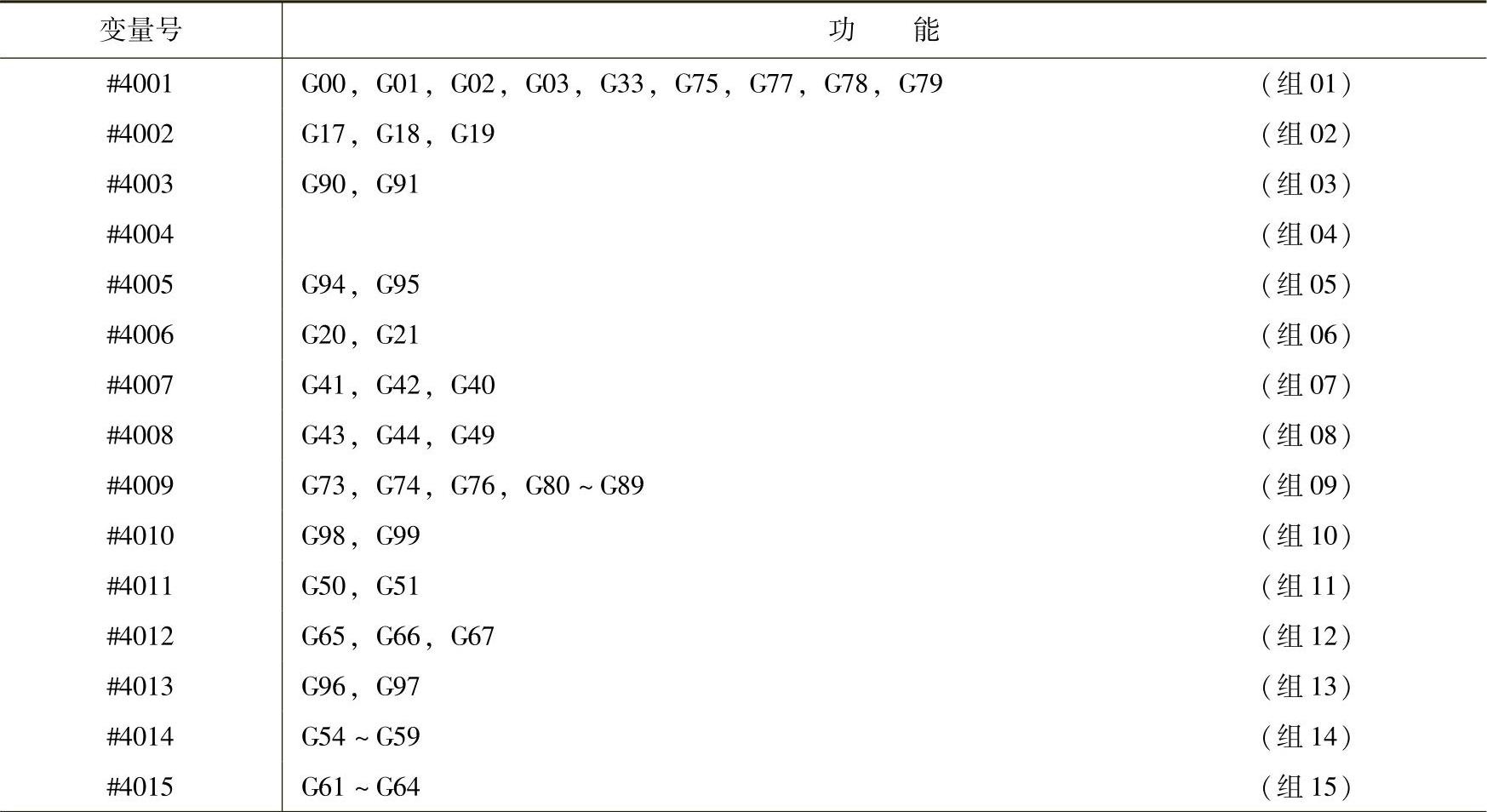
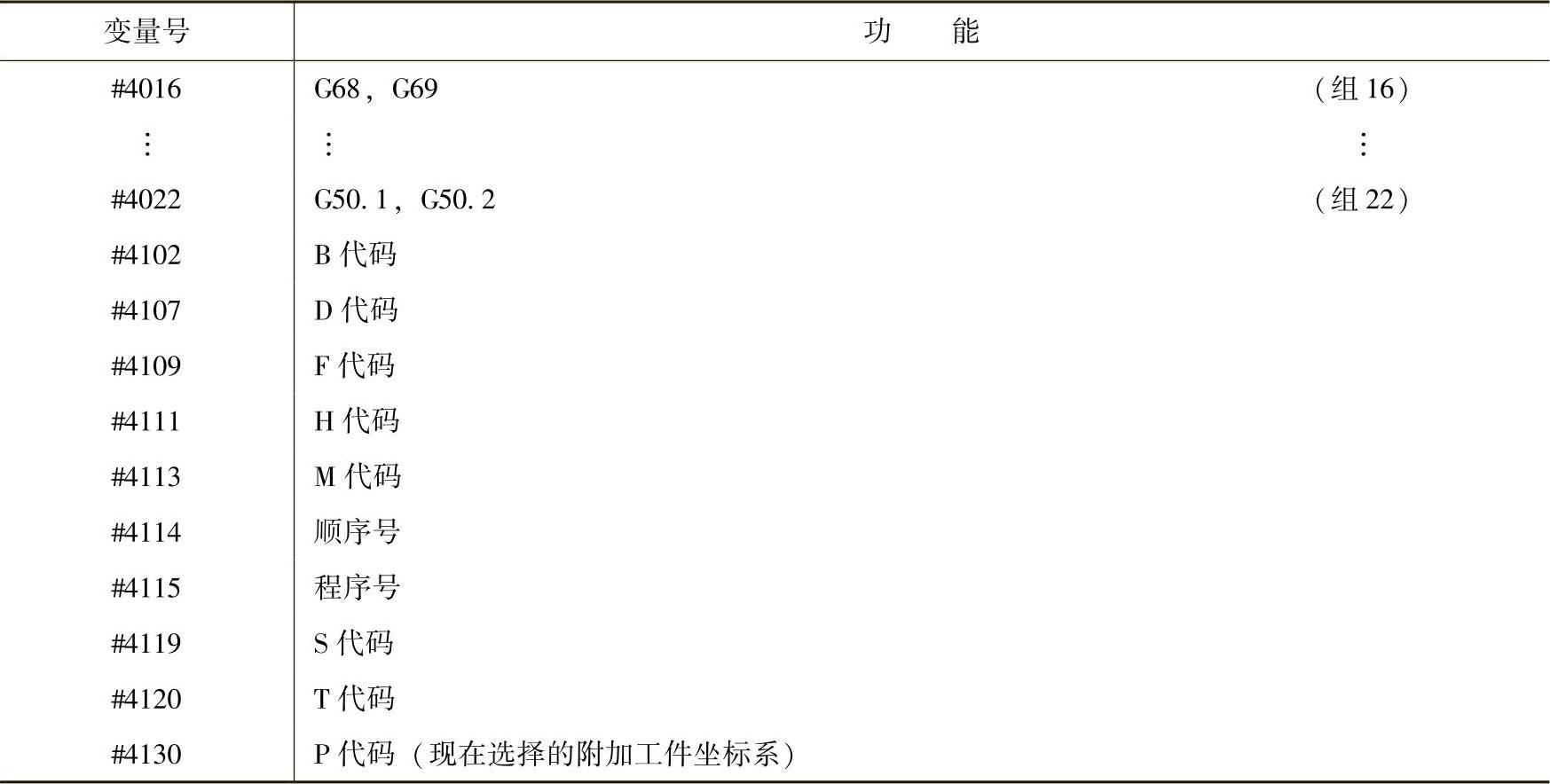
10.模态信息
正在处理的程序段之前的模态信息可以读出。模态信息的系统变量见表1-16。
表1-16 模态信息的系统变量
(续)
例:当执行#1=#4002时,在#1中得到的值是17、18或19。
对于不能使用的G代码组,如果指定系统变量读取相应的模态信息,则发出P/S报警。
11.当前位置
位置信息不能写,只能读。表1-17为位置信息的系统变量。
表1-17 位置信息的系统变量
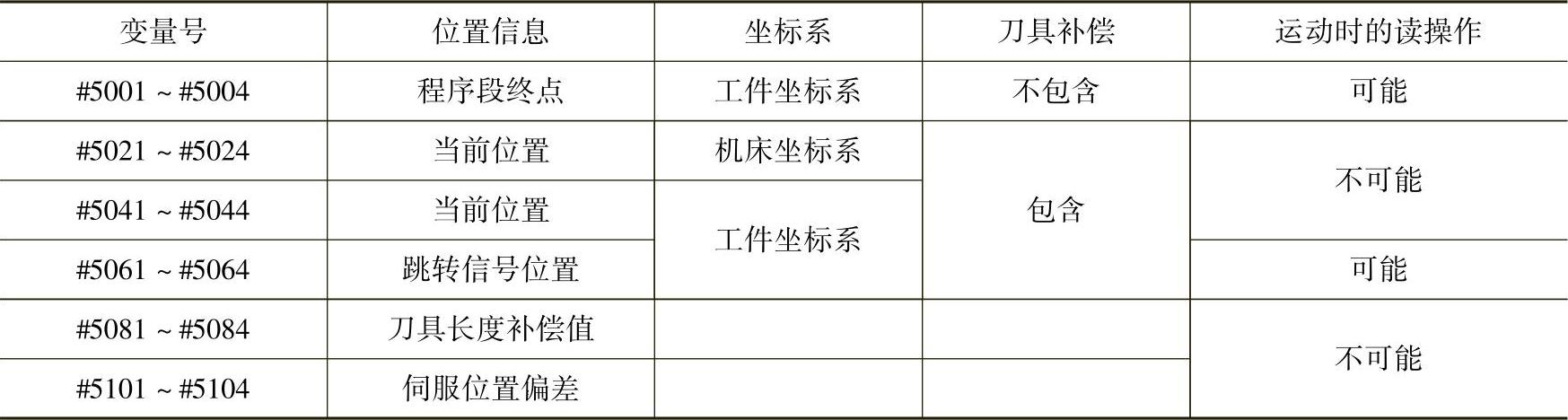
1)第一位代表轴号(从1~4)。
2)变量#5081~#5084存储的刀具长度补偿值是当前的执行值,不是后面程序段的处理值。
3)在G31(跳转功能)程序段中,跳转信号接通时的刀具位置储存在变量#5061~#5064中。当G31程序段中的跳转信号未接通时,这些变量储存指定程序段的终点值。
4)移动期间不能读是由于缓冲(预读)功能的原因,不能读期望值。
12.工件坐标系补偿值(工件零点偏移值)
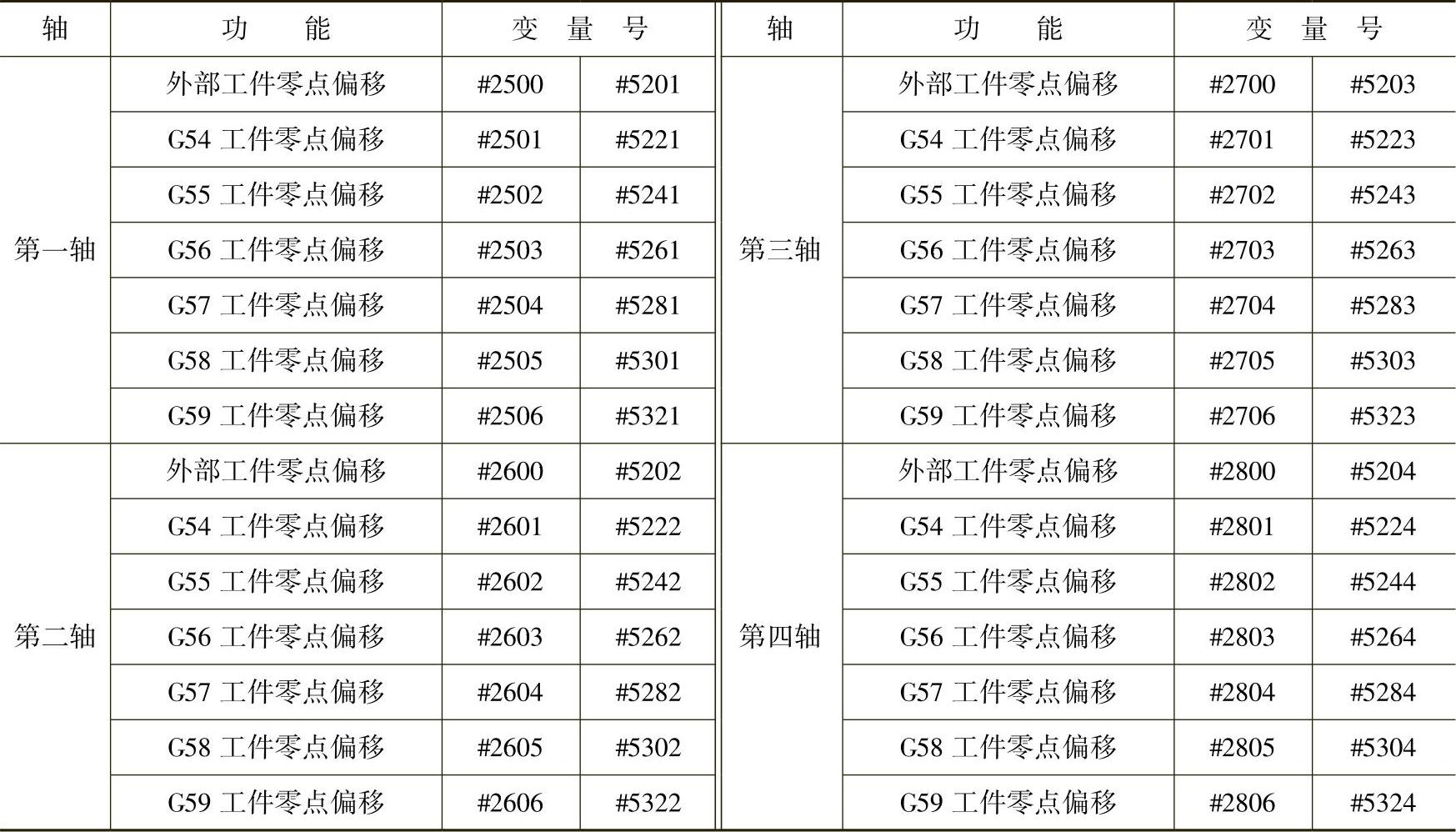
工件零点偏移值可以读和写。工件零点偏移值的系统变量见表1-18。允许使用的变量见表1-19。
表1-18 工件零点偏移值的系统变量
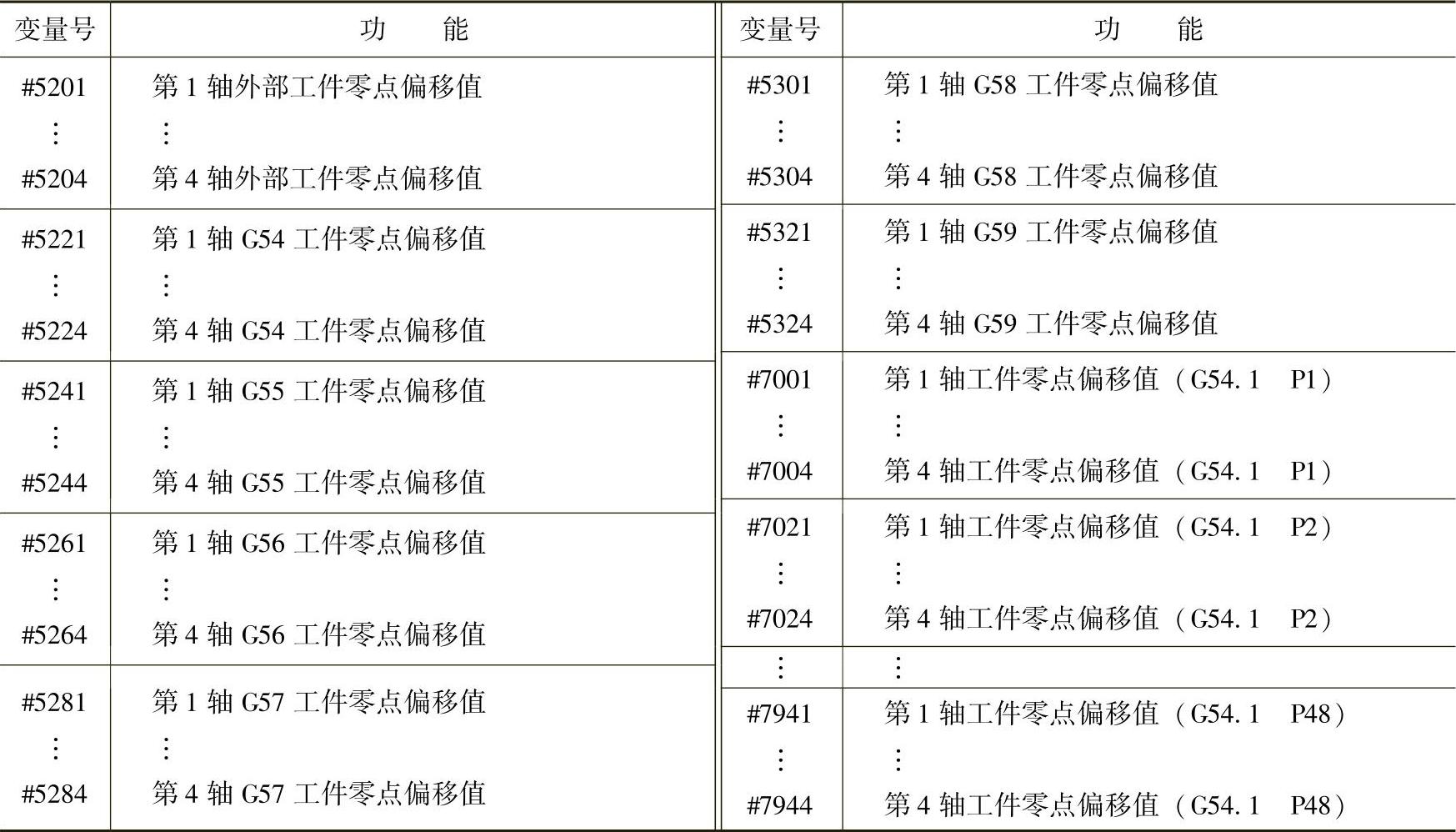
表1-19 允许使用的变量
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。