



【摘要】:图1-3所示为过滤网多孔冲级进模总装图。为了确保上、下模对准精度及冲压的稳定性,该模具采用四个精密滚珠钢球导柱;为了保证卸料板导向精度,同时保证卸料板与各凸模之间的间隙,在卸料板及凹模固定板上设计了小导套导向。为了防止送料时带料窜动严重,在该模具的前后各设计有导料板导料。
图1-3所示为过滤网多孔冲级进模总装图。为了确保上、下模对准精度及冲压的稳定性,该模具采用四个精密滚珠钢球导柱;为了保证卸料板导向精度,同时保证卸料板与各凸模之间的间隙,在卸料板及凹模固定板上设计了小导套导向。该模具特点如下:
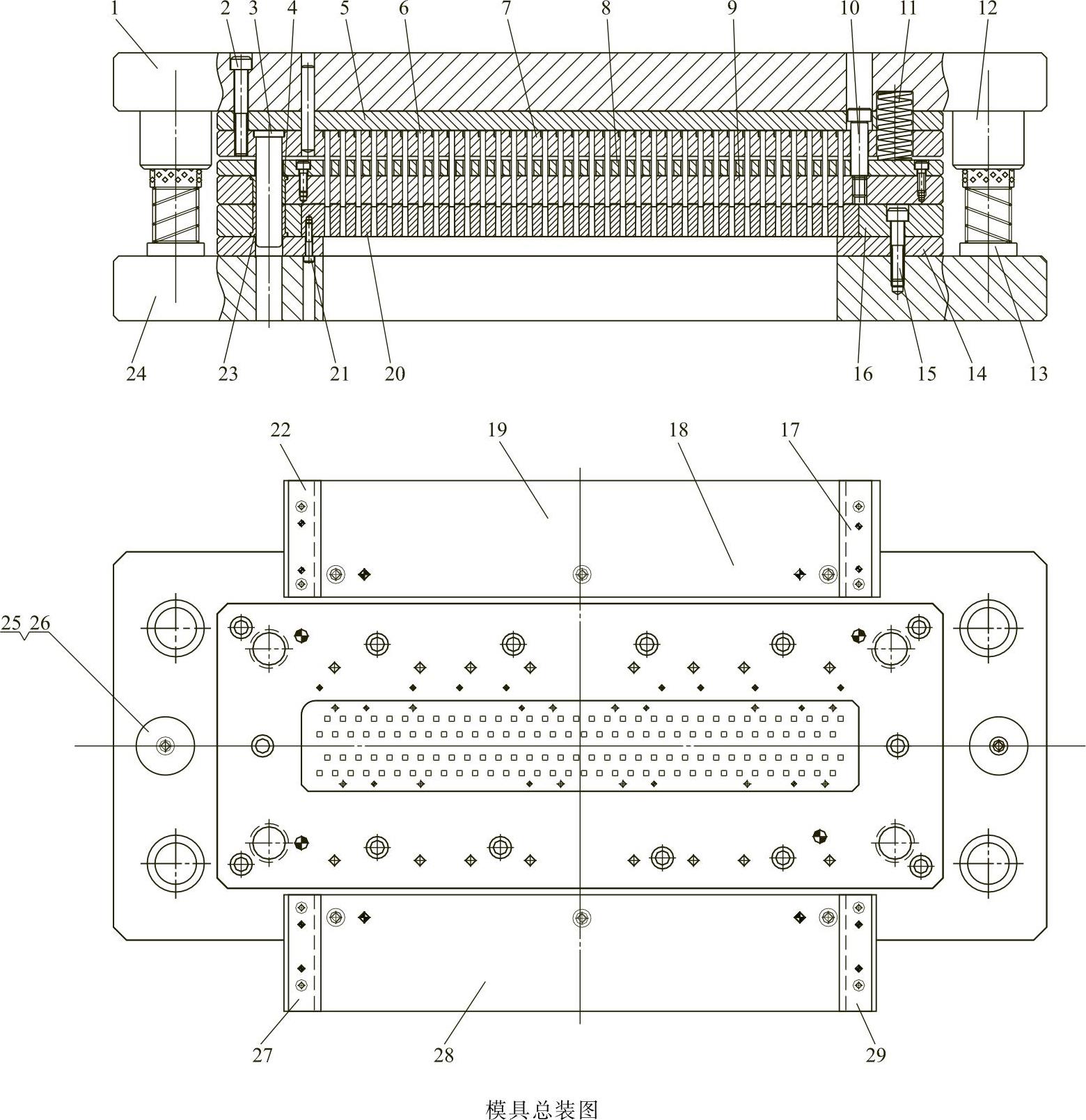
图1-3 过滤网多孔冲级进模总装图
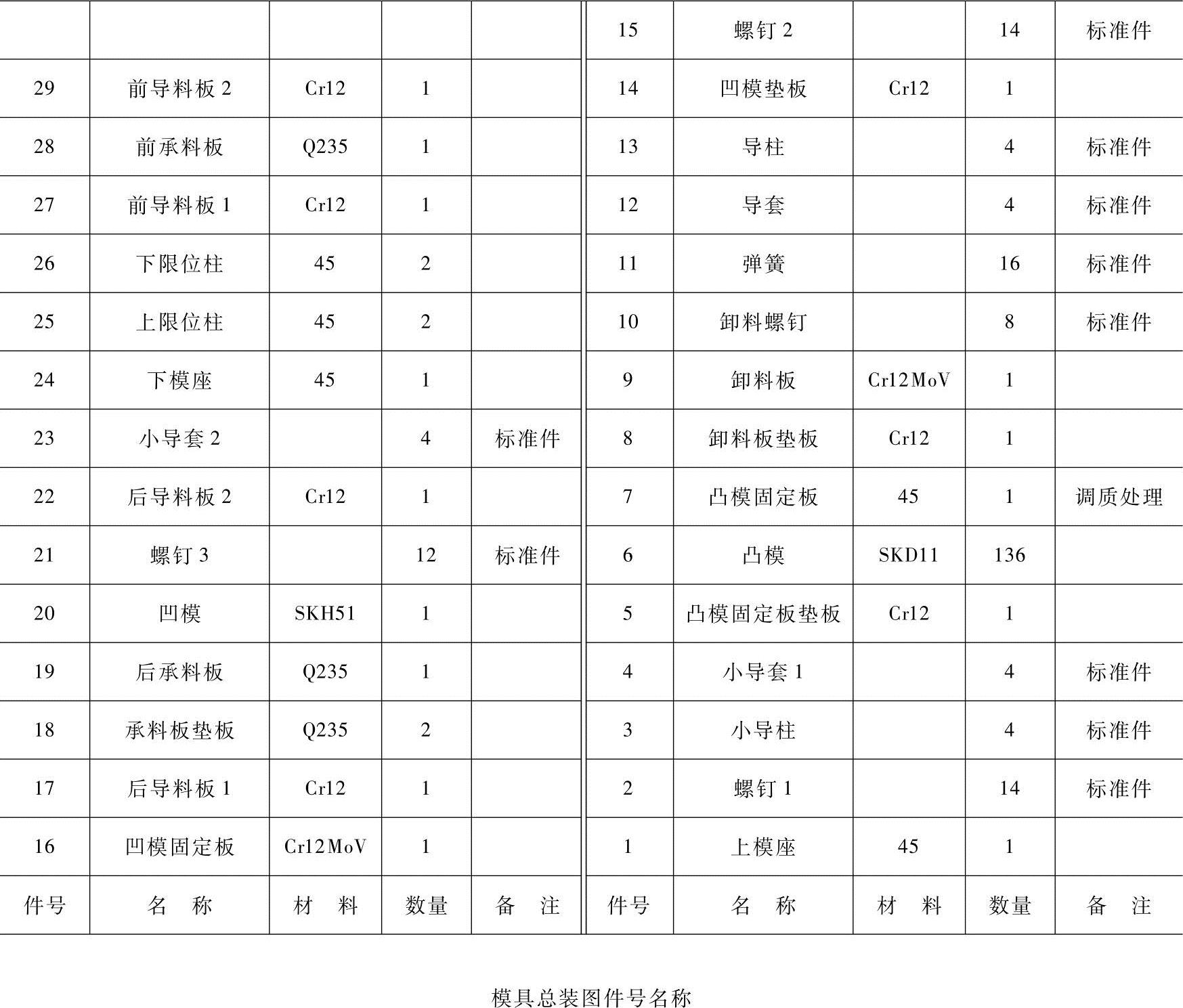
图1-3 过滤网多孔冲级进模总装图(续)(https://www.xing528.com)
1)为提高材料利用率,该模具采用无导正销定位送料。其送料步距精度完全靠送料器保证,因此对送料器的精度要求高。该送料器采用伺服送料装置。为了防止送料时带料窜动严重,在该模具的前后各设计有导料板导料。
2)凸模设计。凸模的设计和制造是该模具的关键。该凸模(图1-3的件号6)采用直杆挂台式结构。经过校核,该凸模在冲裁力作用下不会发生抗压失稳。其刃口尺寸为4mm×4mm,材料采用进口的SKD11,热处理硬度为60~62HRC。由于凸模数量较多(136件),可以到专业模具标准件厂家定做,这样可以降低模具的制造成本。
3)凹模设计。该制件年产量较大,为了确保冲孔凹模的使用寿命和稳定性,材料选用SKH51,热处理硬度为60~62HRC。该凹模采用镶入式,便于制造和维修更换。
4)模板材料的选用及热处理。该模具结构中的凸模固定板垫板、卸料板垫板及凹模垫板选用Cr12,热处理硬度为53~55HRC;凸模固定板选用45钢,调质硬度为320~360HBW;卸料板及凹模固定板选用高铬合金钢Cr12MoV,热处理硬度为55~58HRC。各模板的加工精度对保证模具的使用寿命尤为重要,主要模板采用慢走丝切割加工。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。