



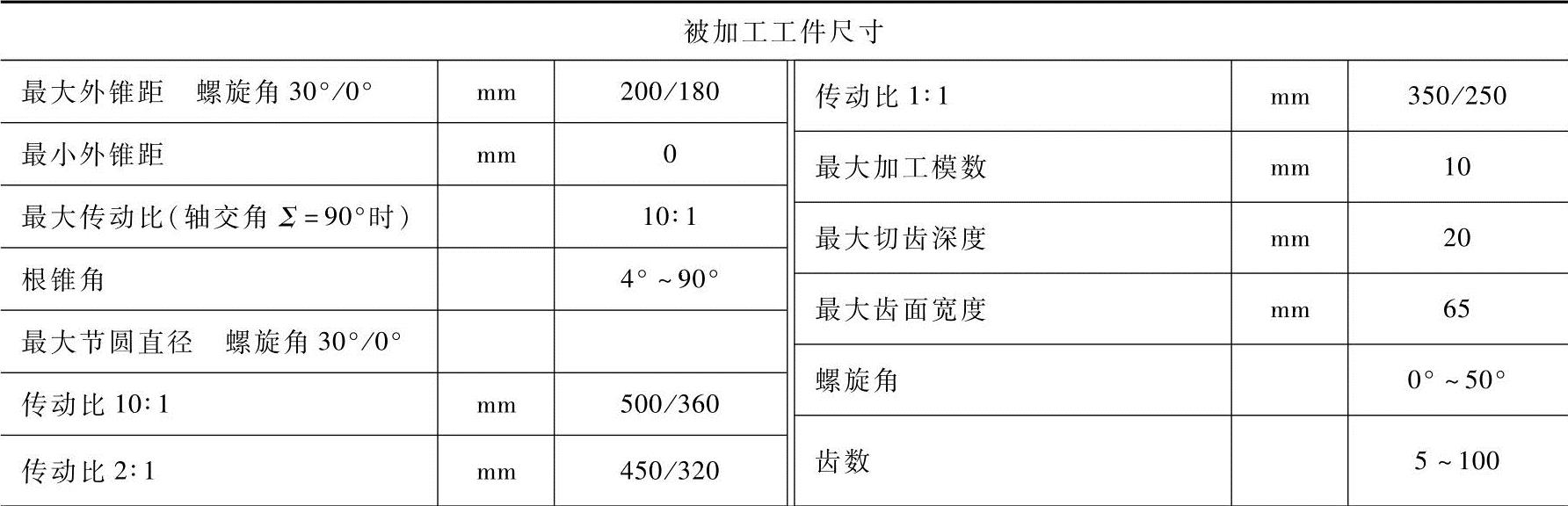
Y2250型铣齿机是采用刀盘来粗精加工弧齿锥齿轮的机床,可以加工中心线成直角或不成直角的弧齿锥齿轮,最大加工公称直径为500mm。
1.机床主要参数(表3-77)
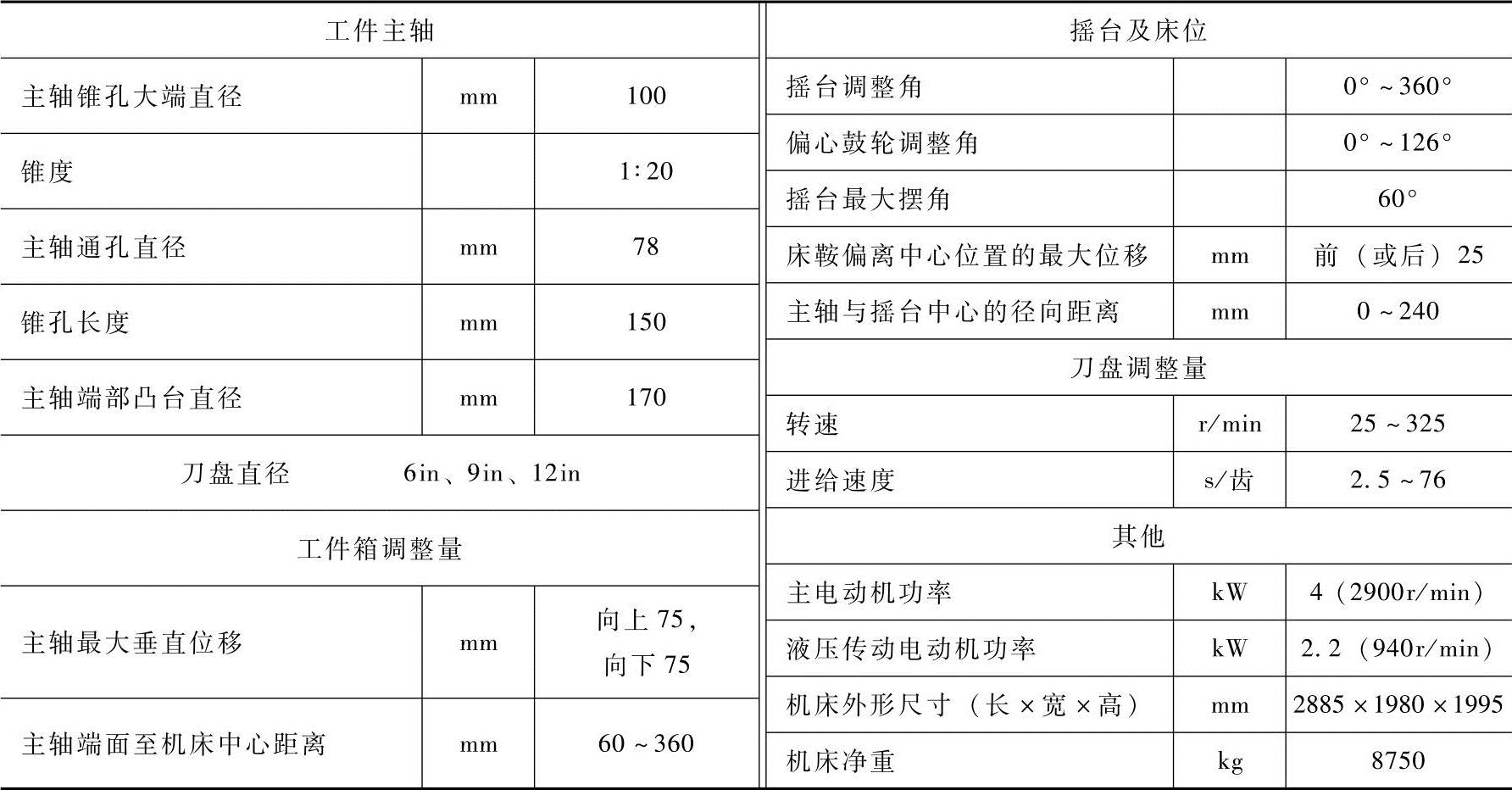
表3-77 Y2250型铣齿机参数
(续)
注:1in=0.0254m。
2.Y2250型铣齿机各组挂轮计算(见表3-78)
表3-78 Y2250型铣齿机各组挂轮计算
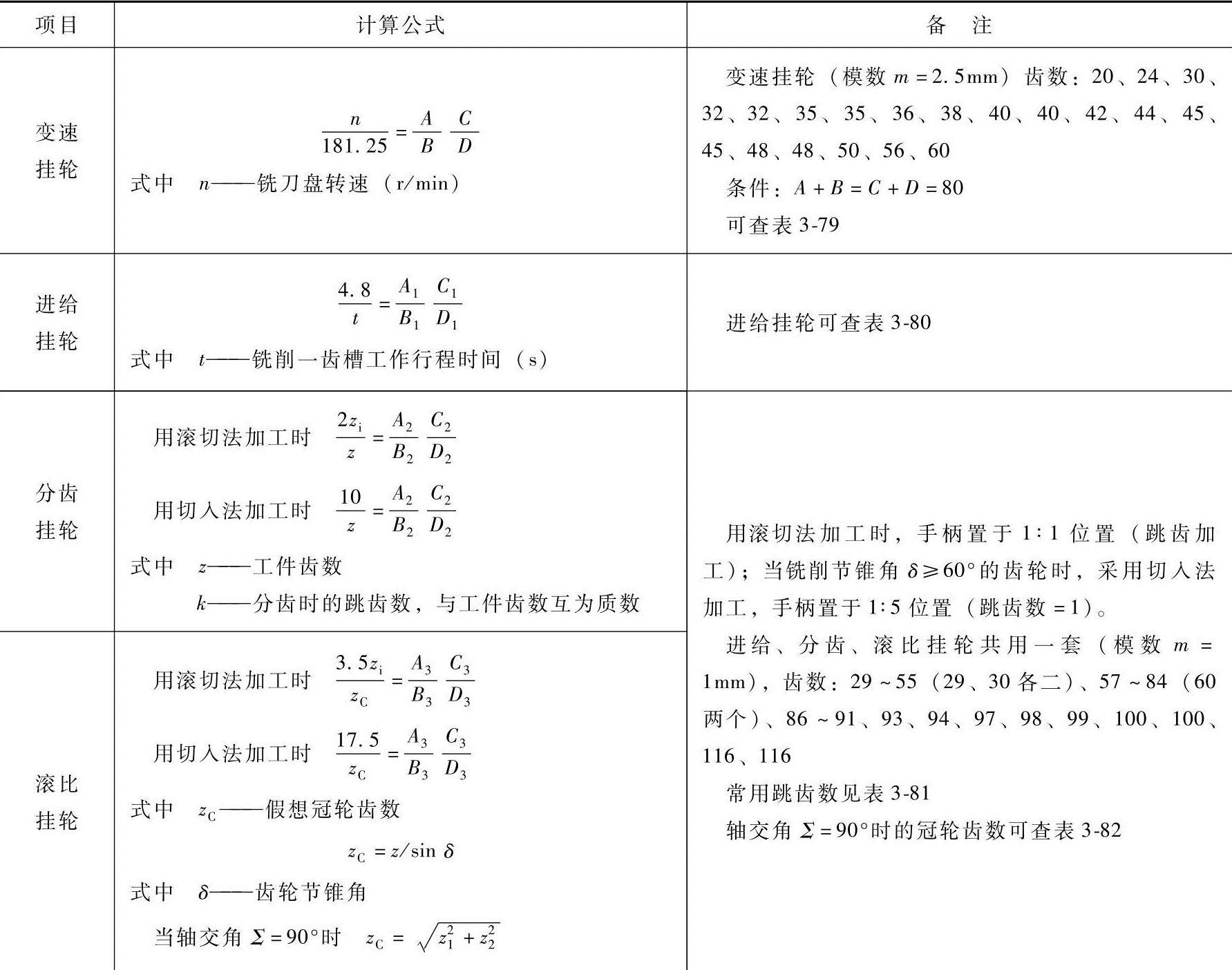
表3-79 Y2250型铣齿机变速挂轮表
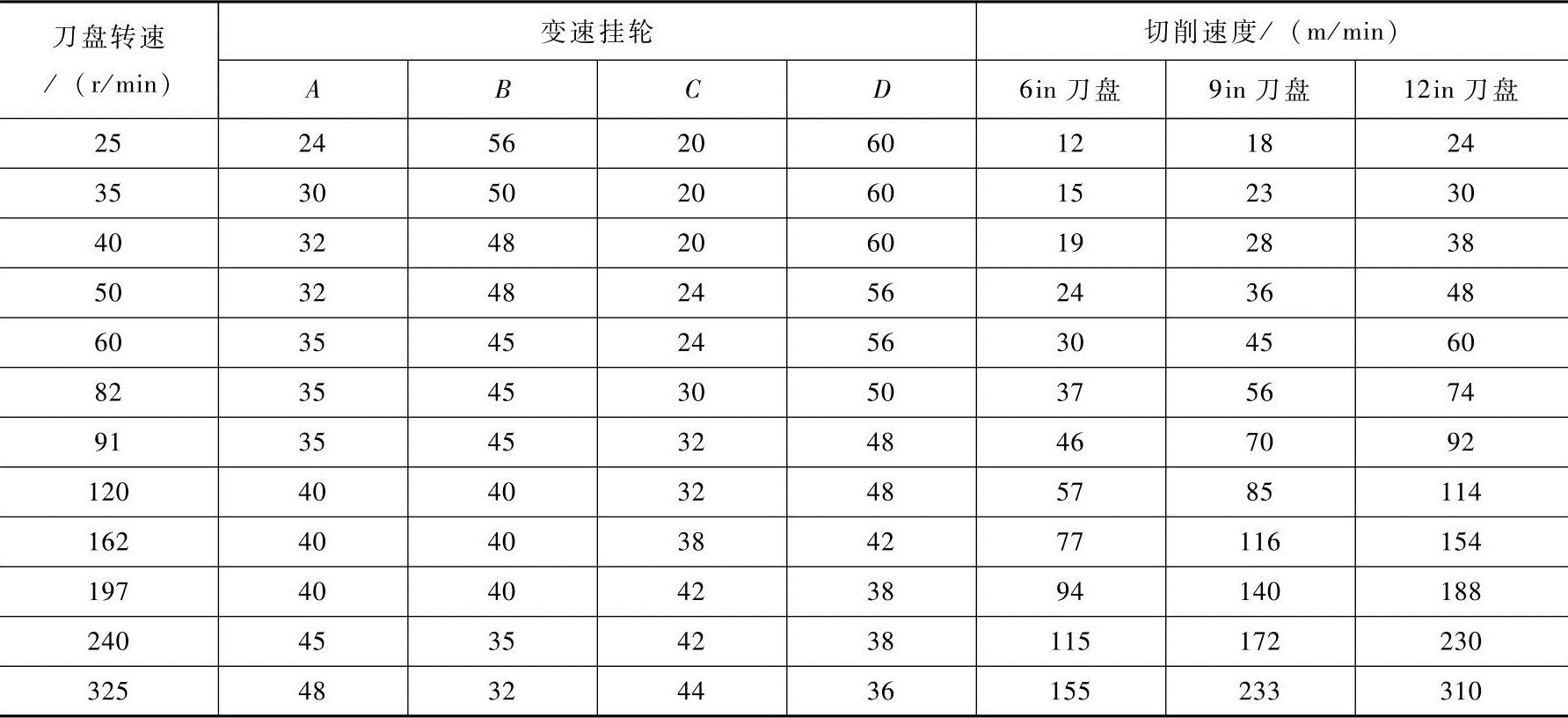
表3-80 Y2250型铣齿机进给挂轮表
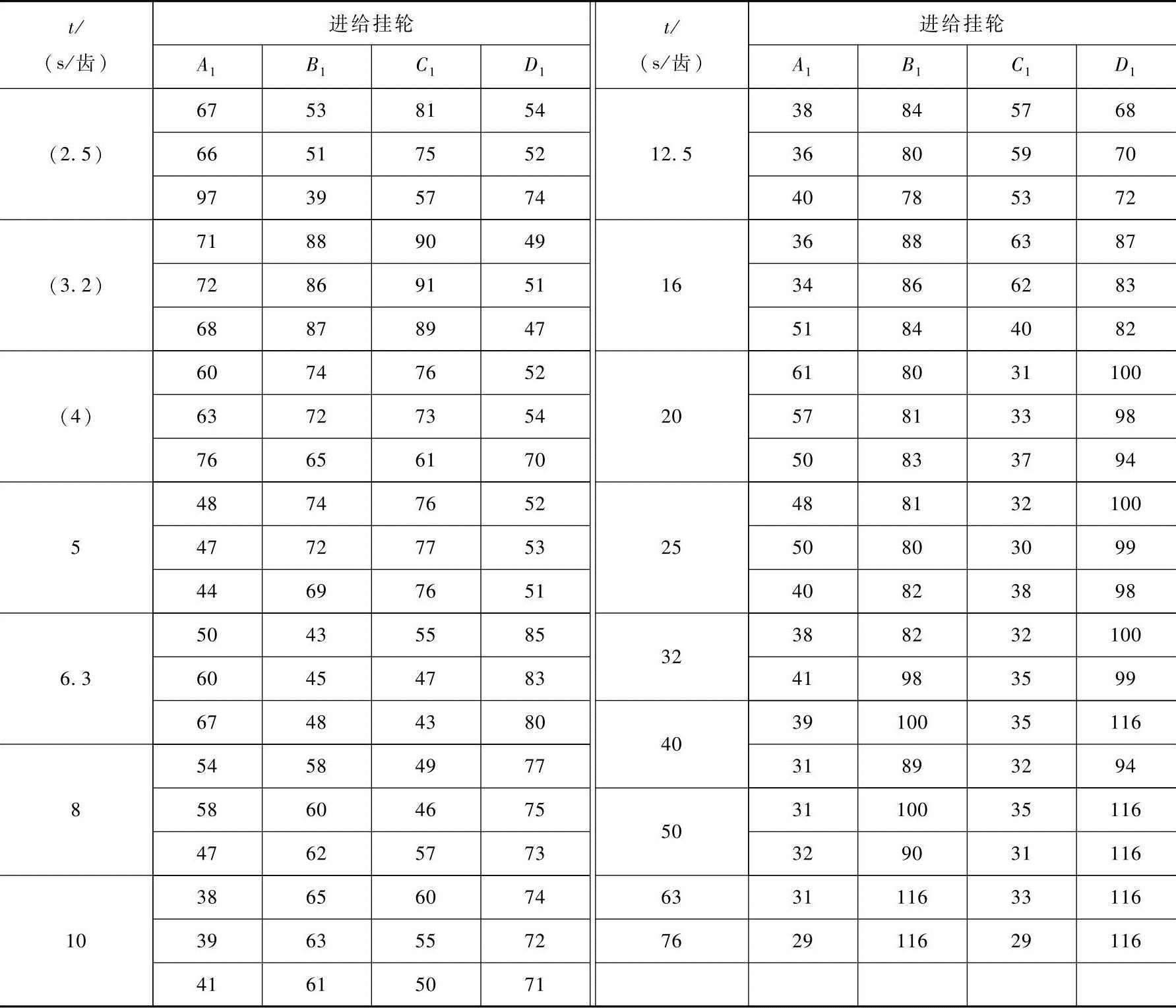
注:1.t(铣削一齿槽的工作行程时间)一栏中,括号内的数值仅在工件齿数≤15时才能采用。
2.加工一齿槽的空行程时间常用t′=5s。
表3-81 Y2250型铣齿机常用跳齿数

注:1.跳齿数k与齿数z须互为质数。
2.跳齿数的简单确定方法:齿数较少(z≤12)时,可取k=z+1或k=z-1;齿数较多时,可取k=7~15。
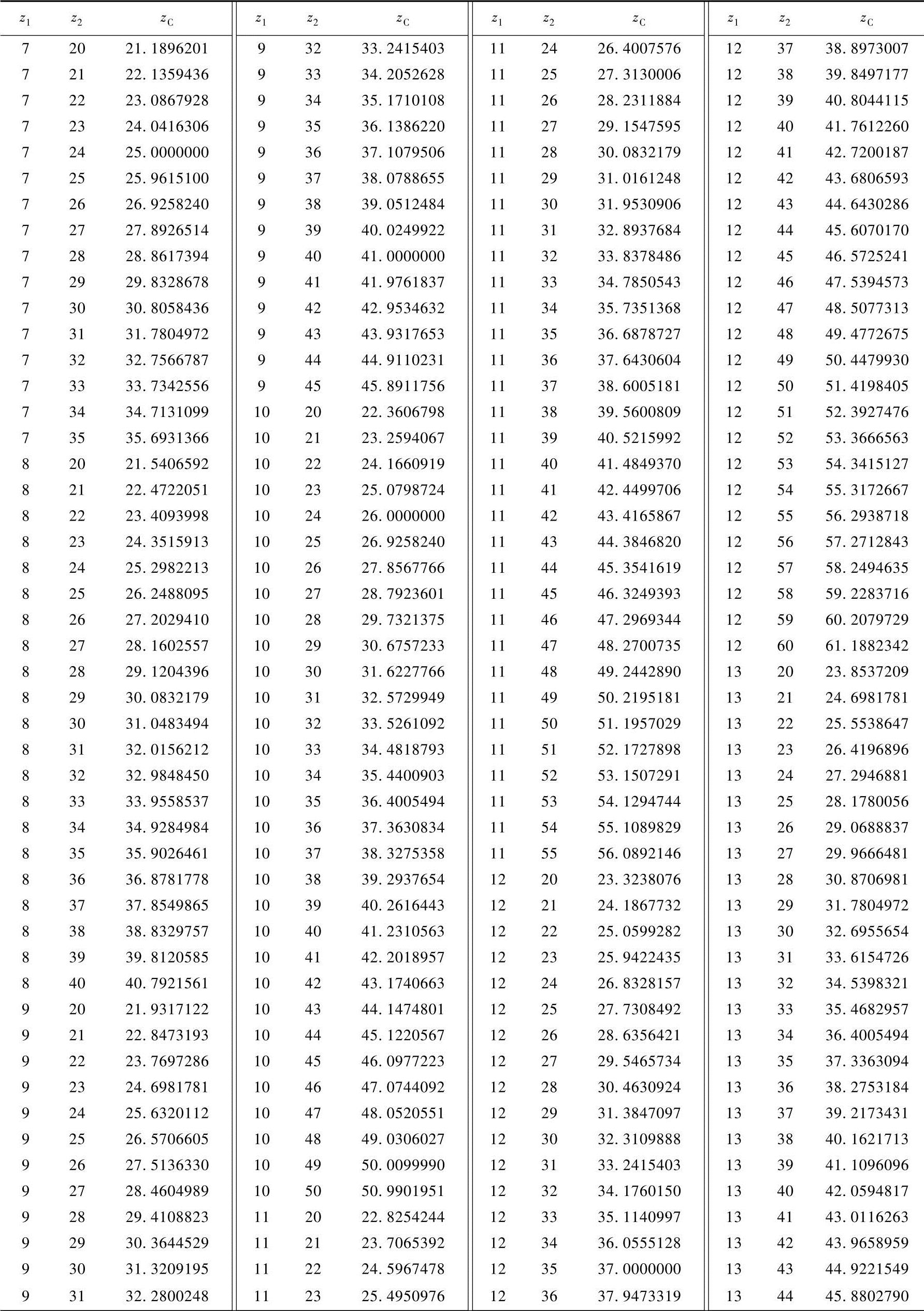
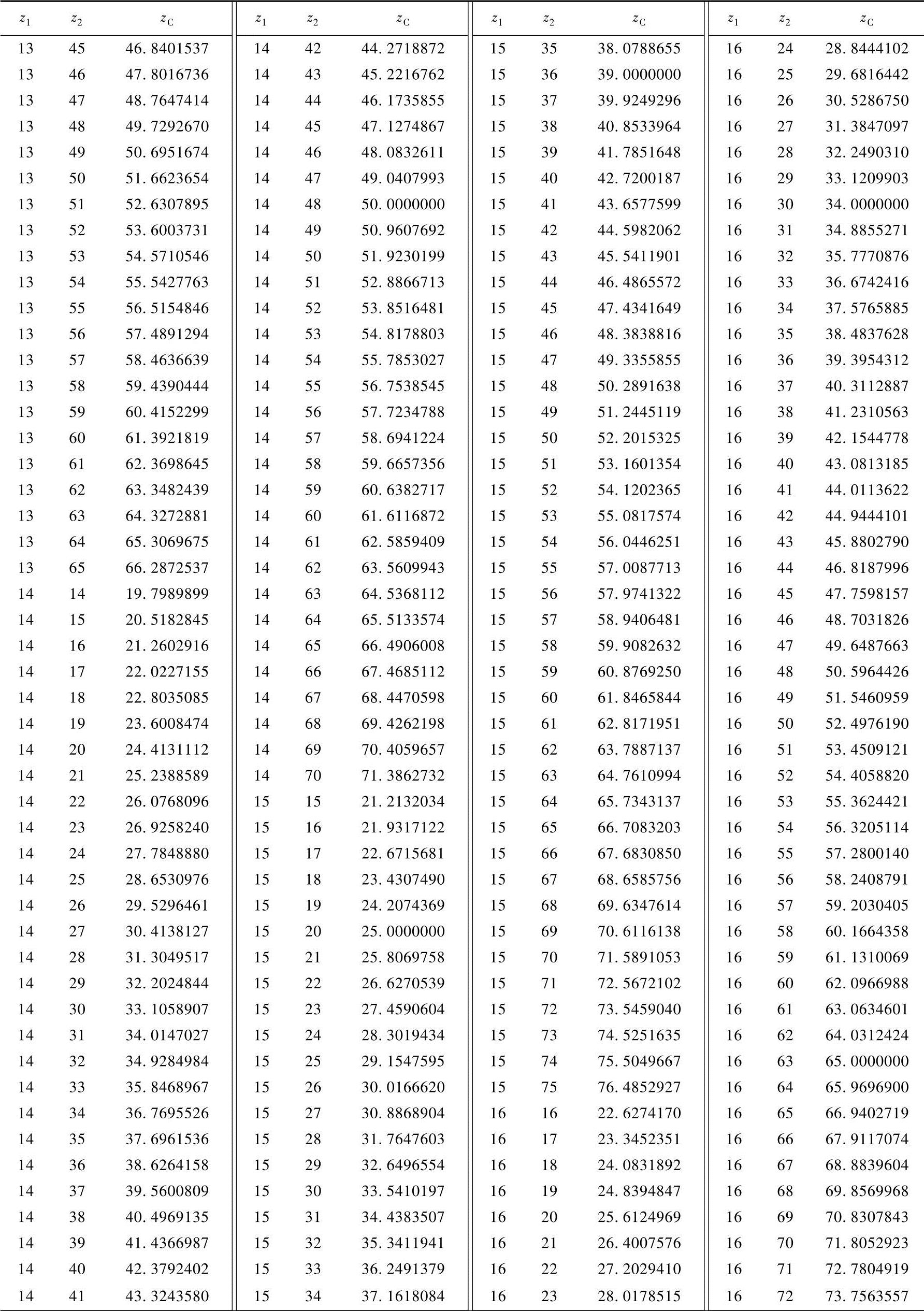
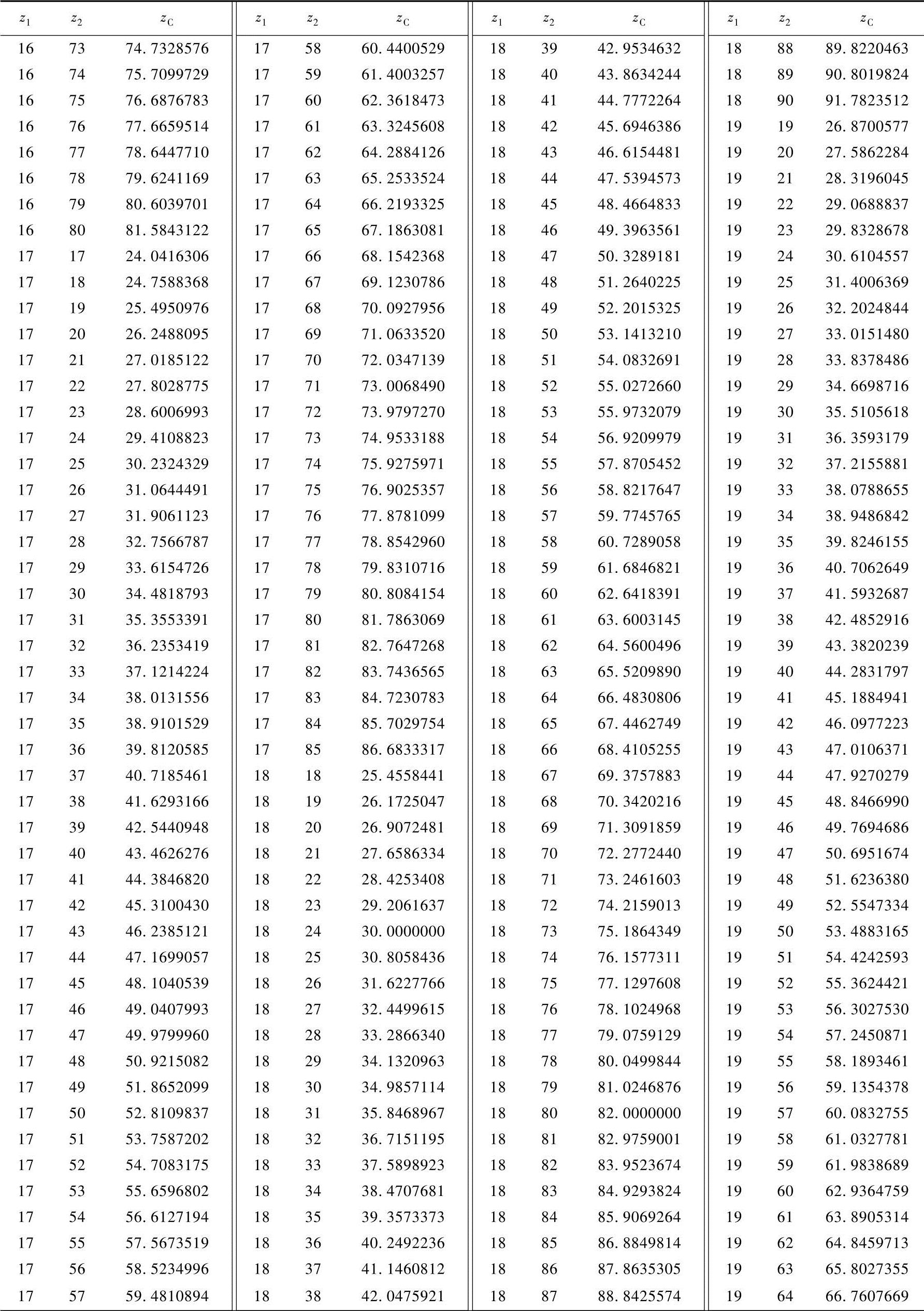
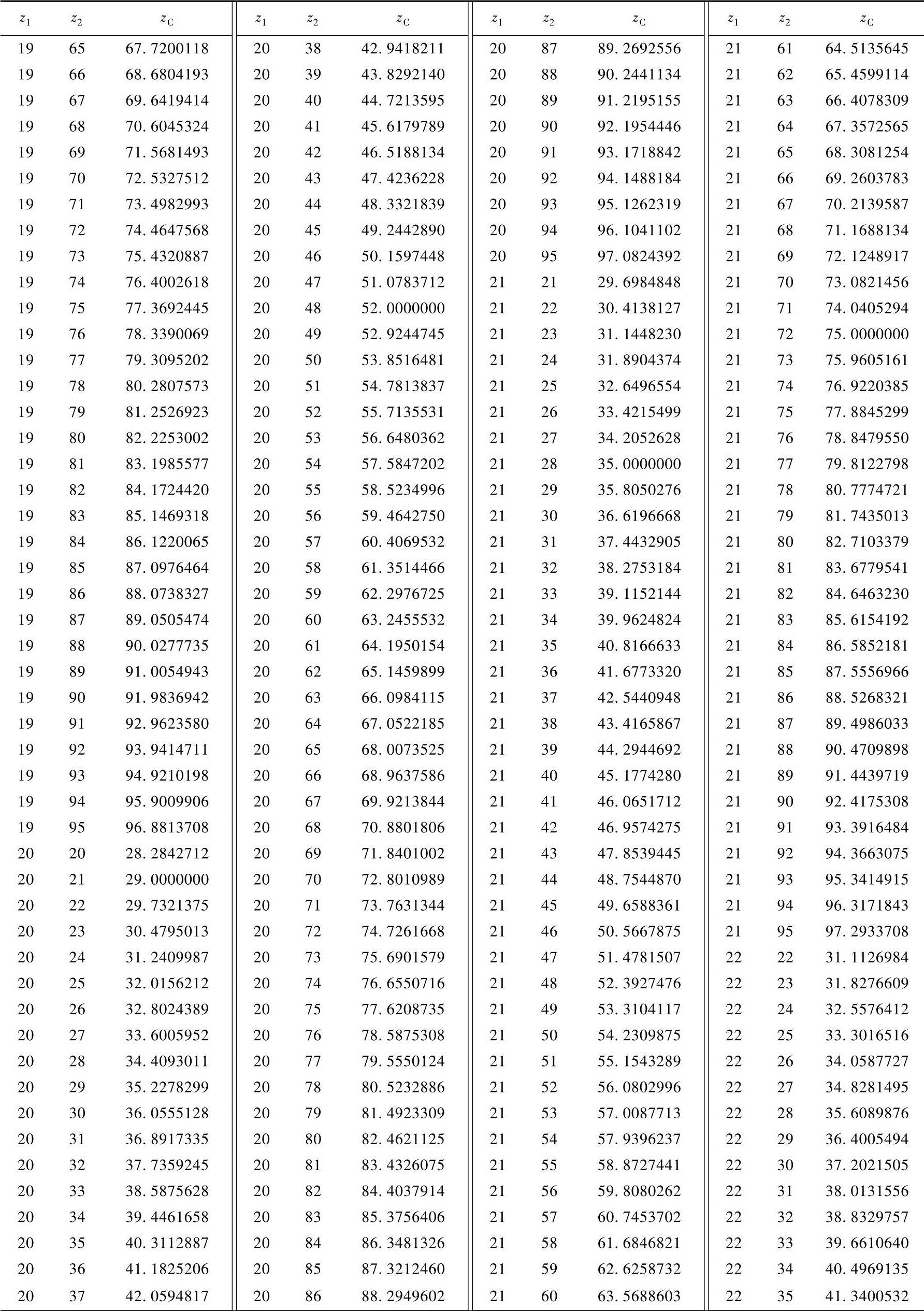
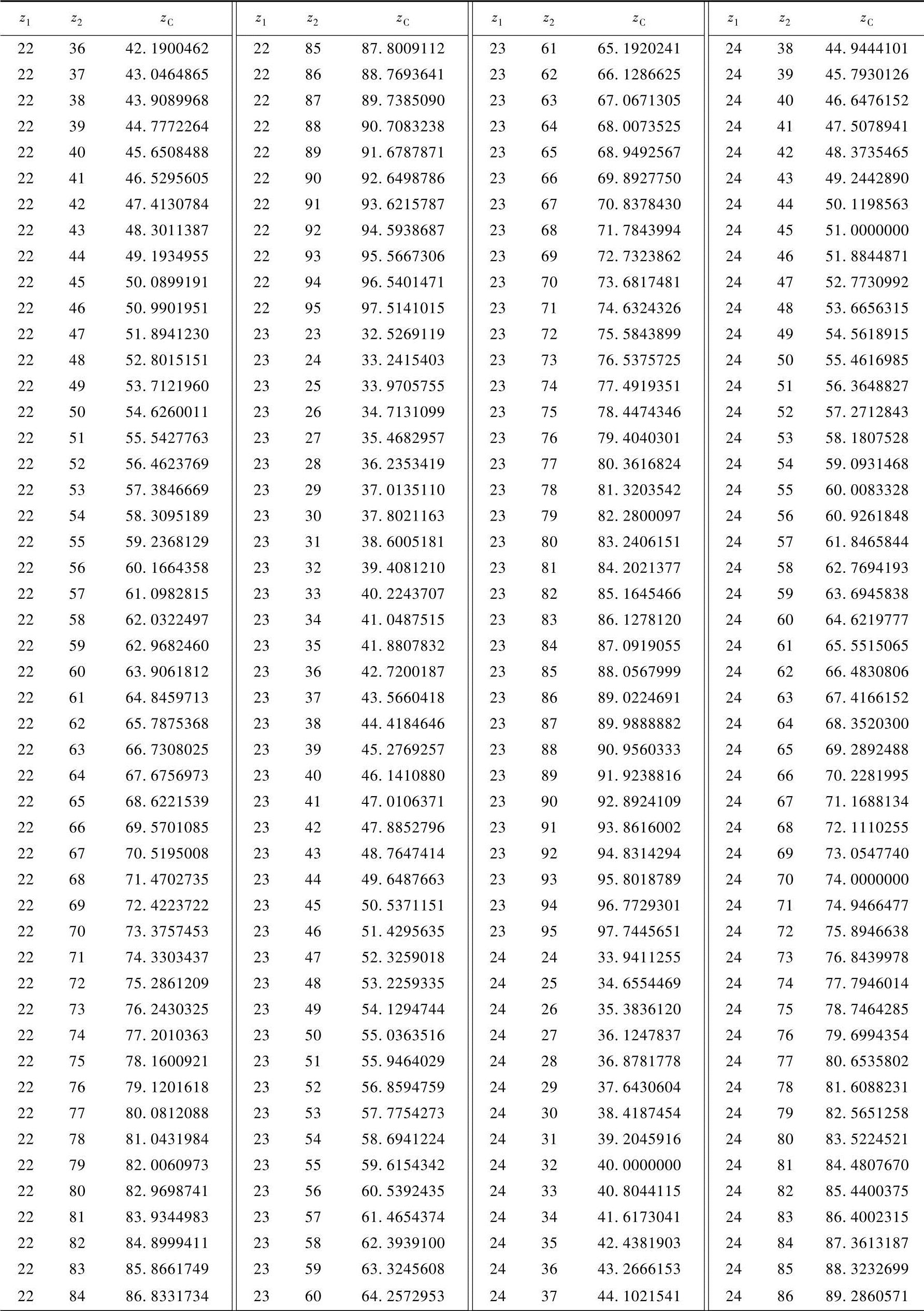
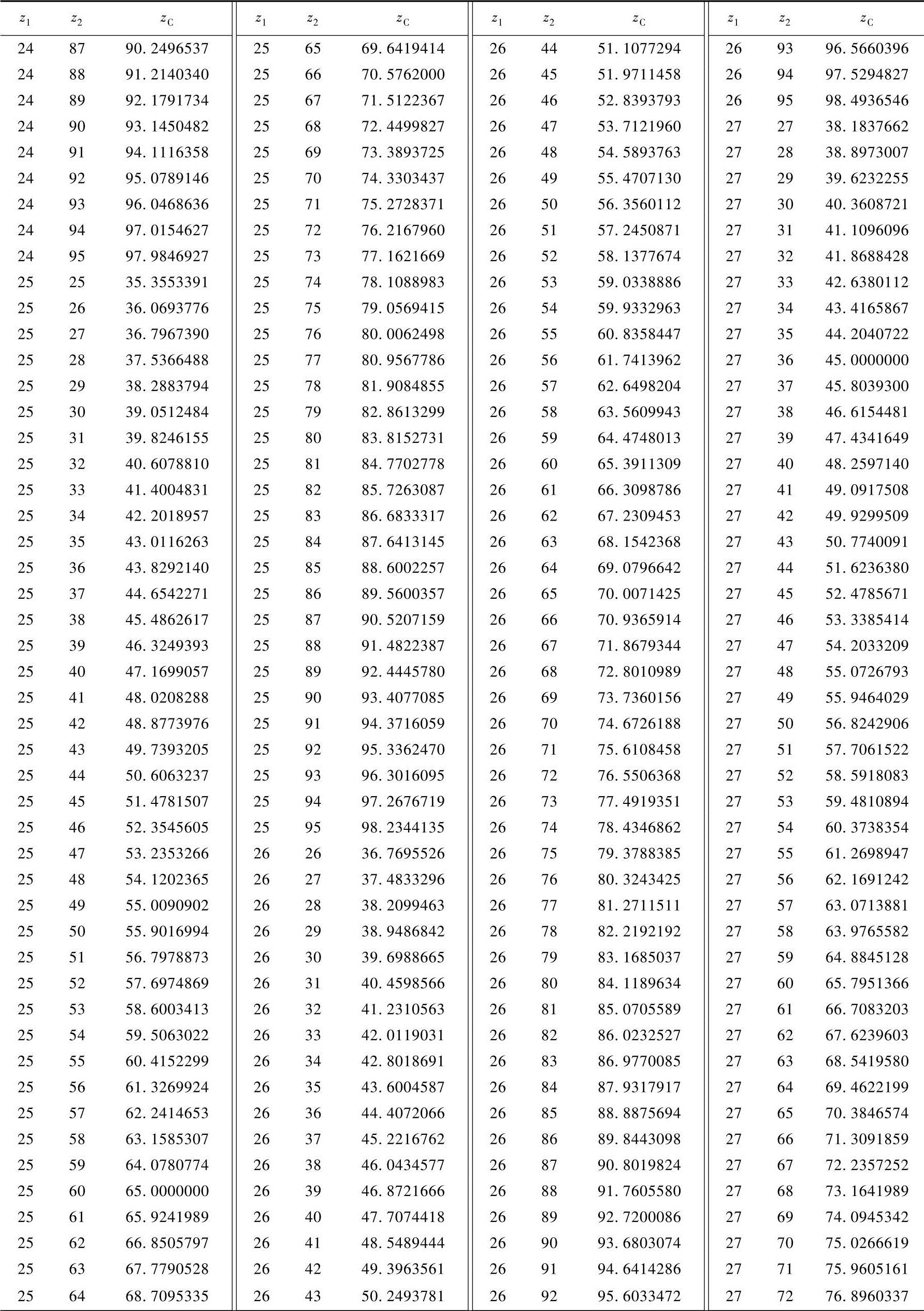
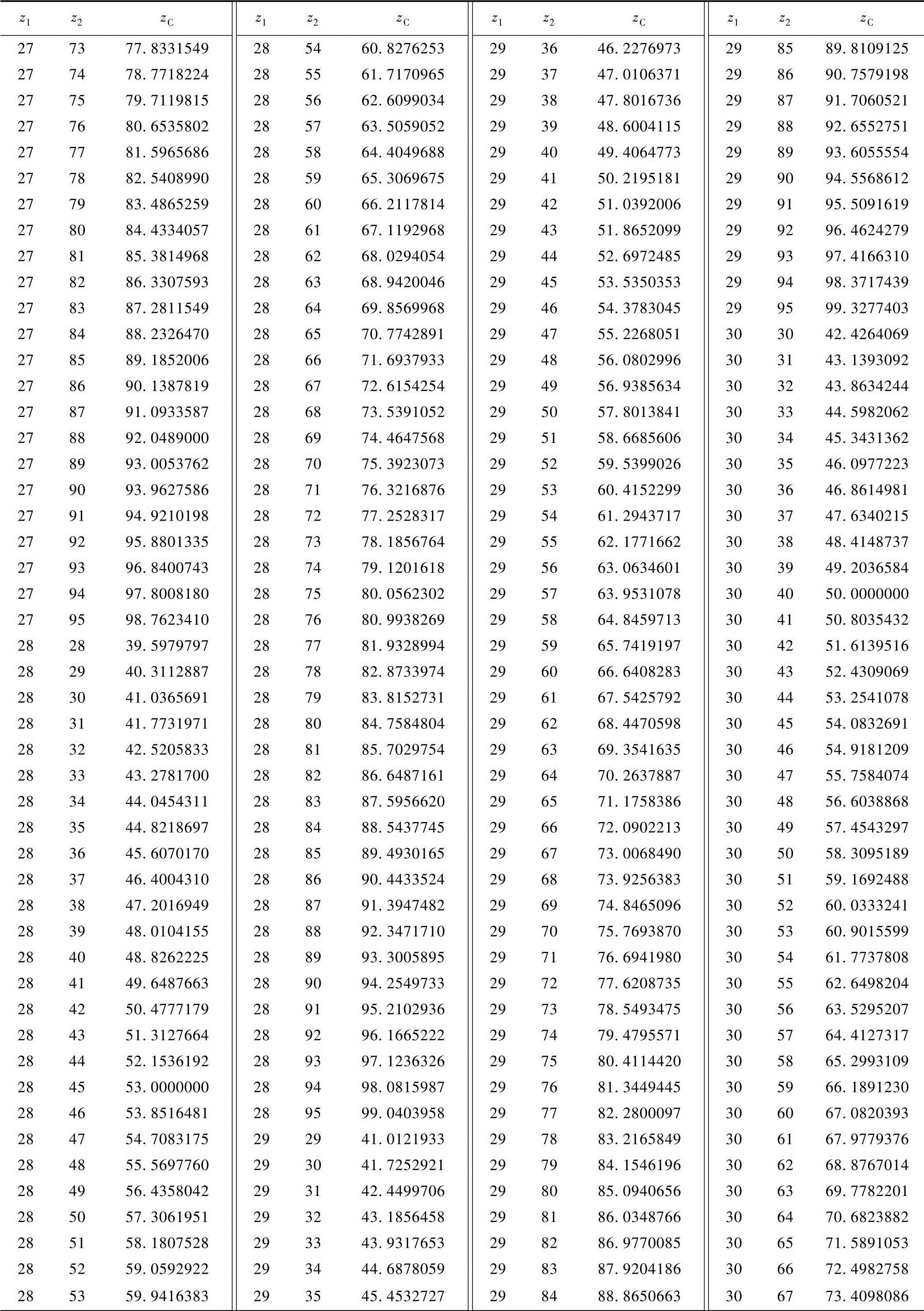
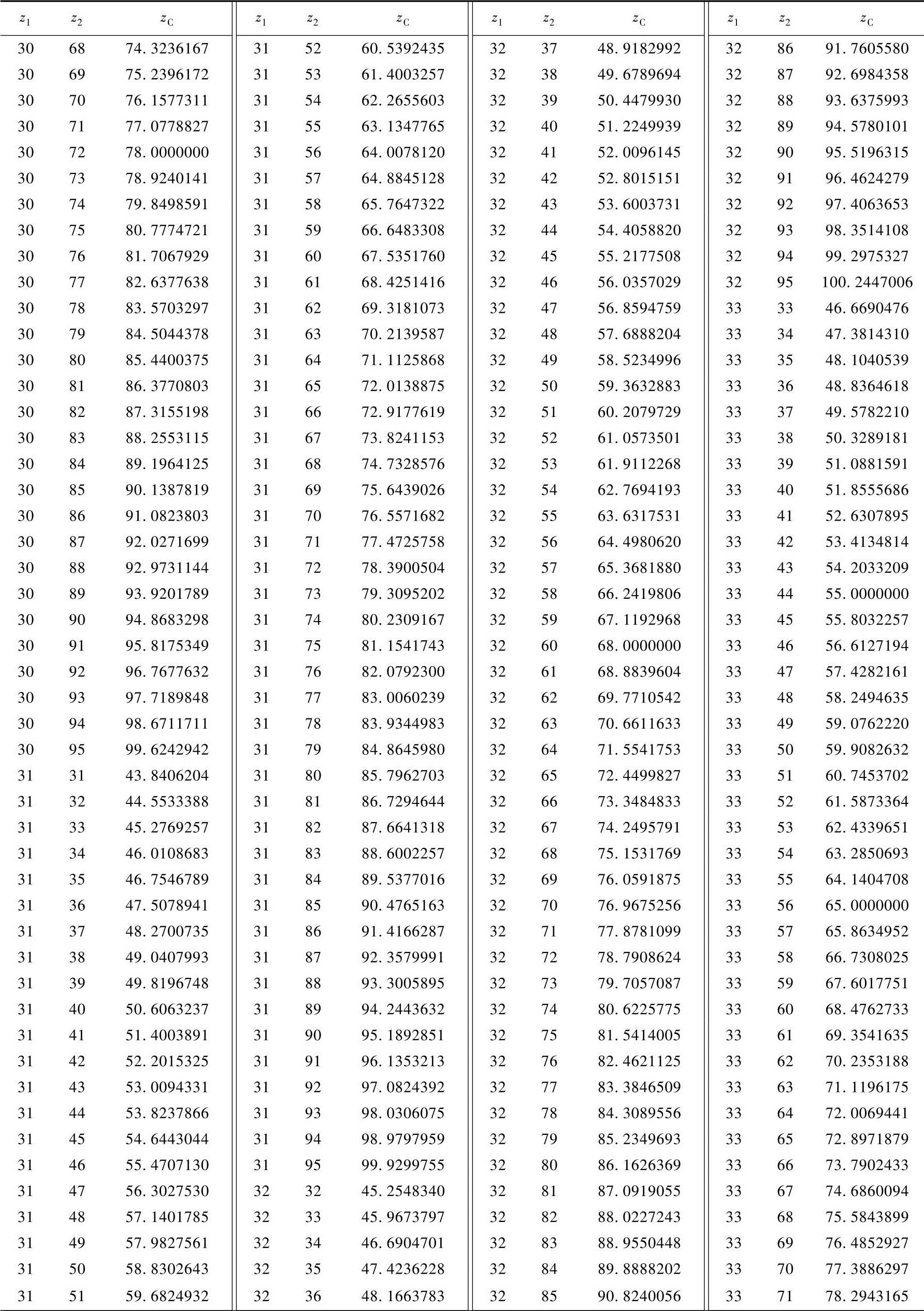
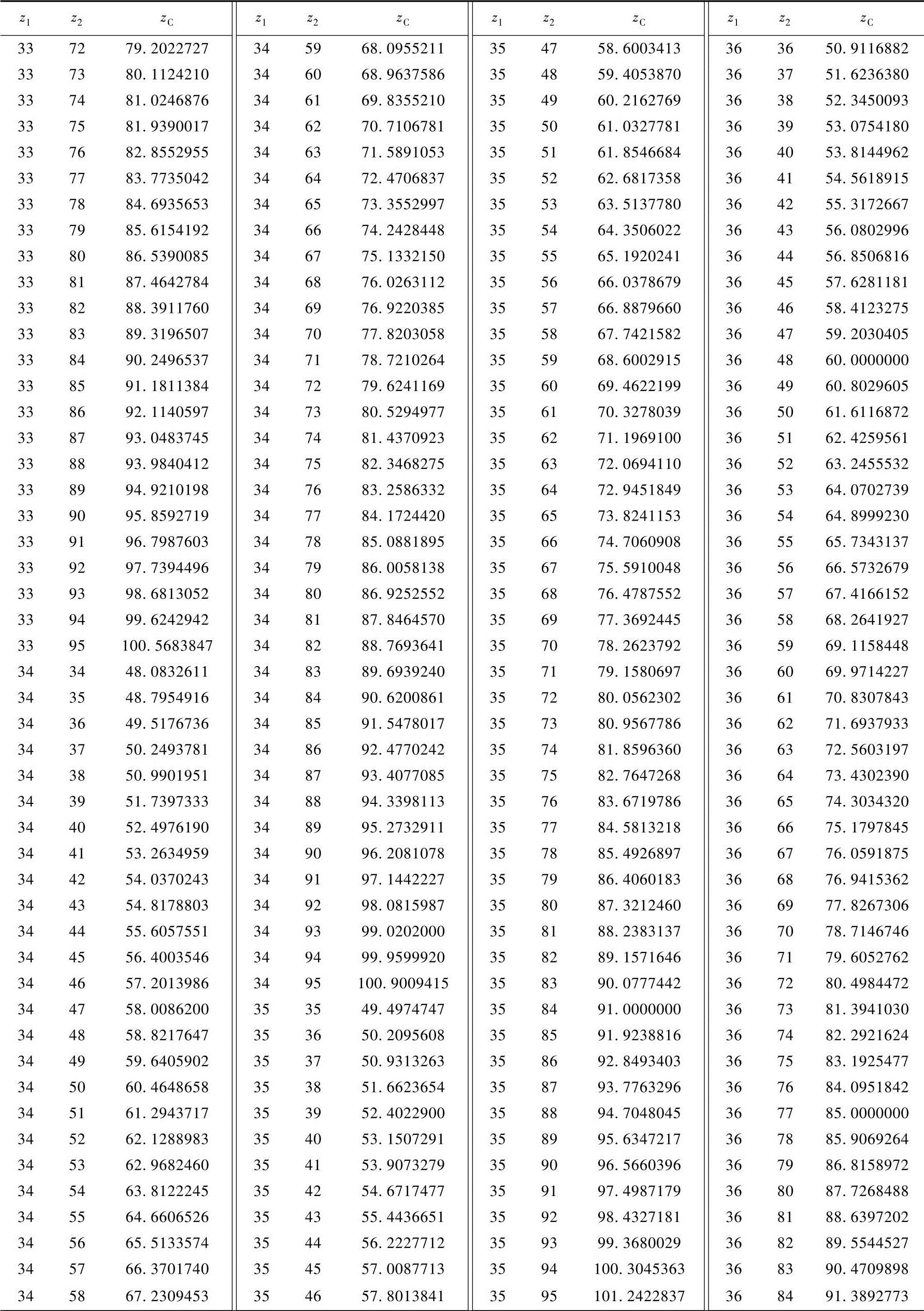
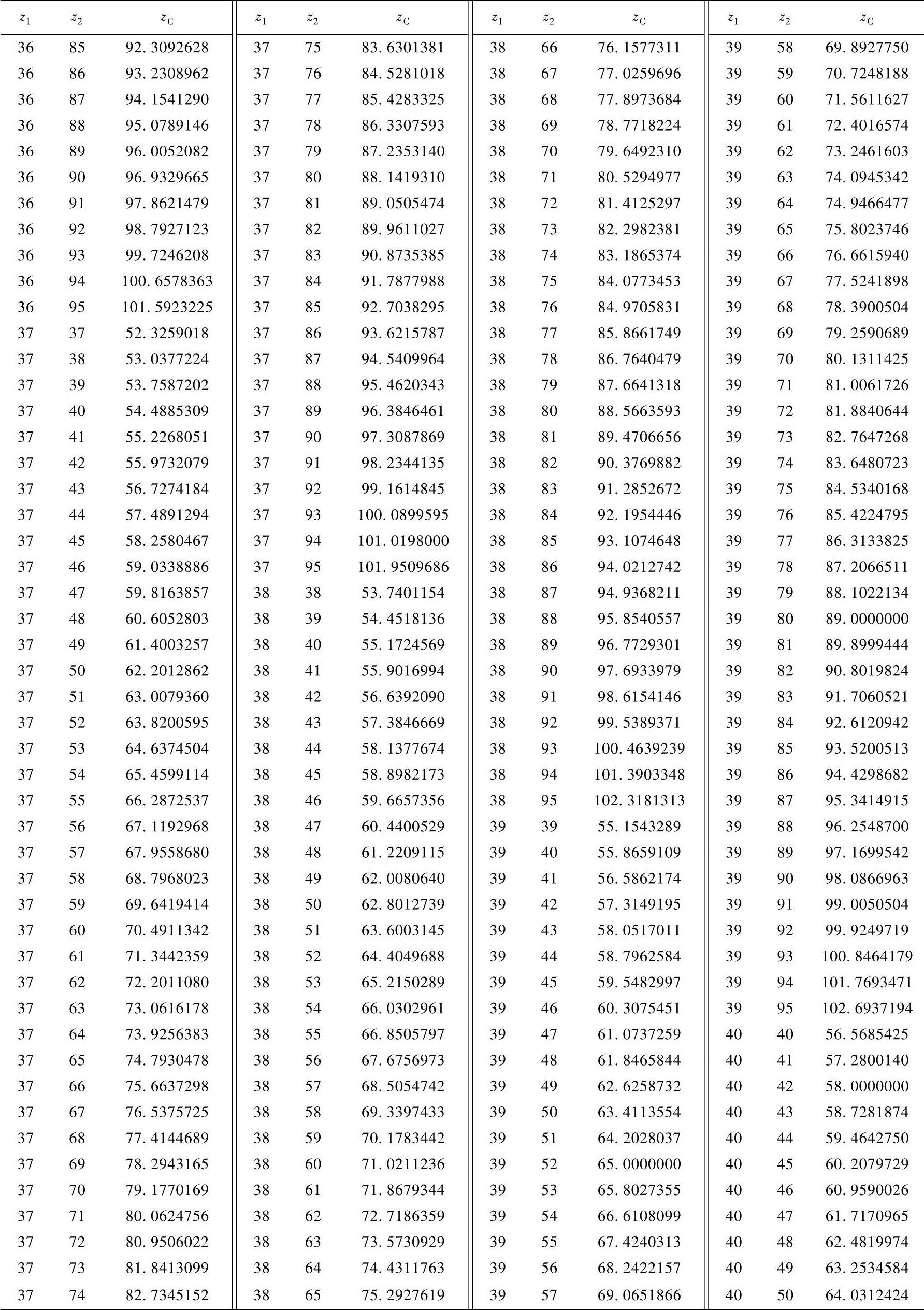
表3-82 冠轮齿数(用于轴交角Σ=90°)
(续)
(续)
(续)
(续)
(续)(https://www.xing528.com)
(续)
(续)
(续)
(续)
(续)
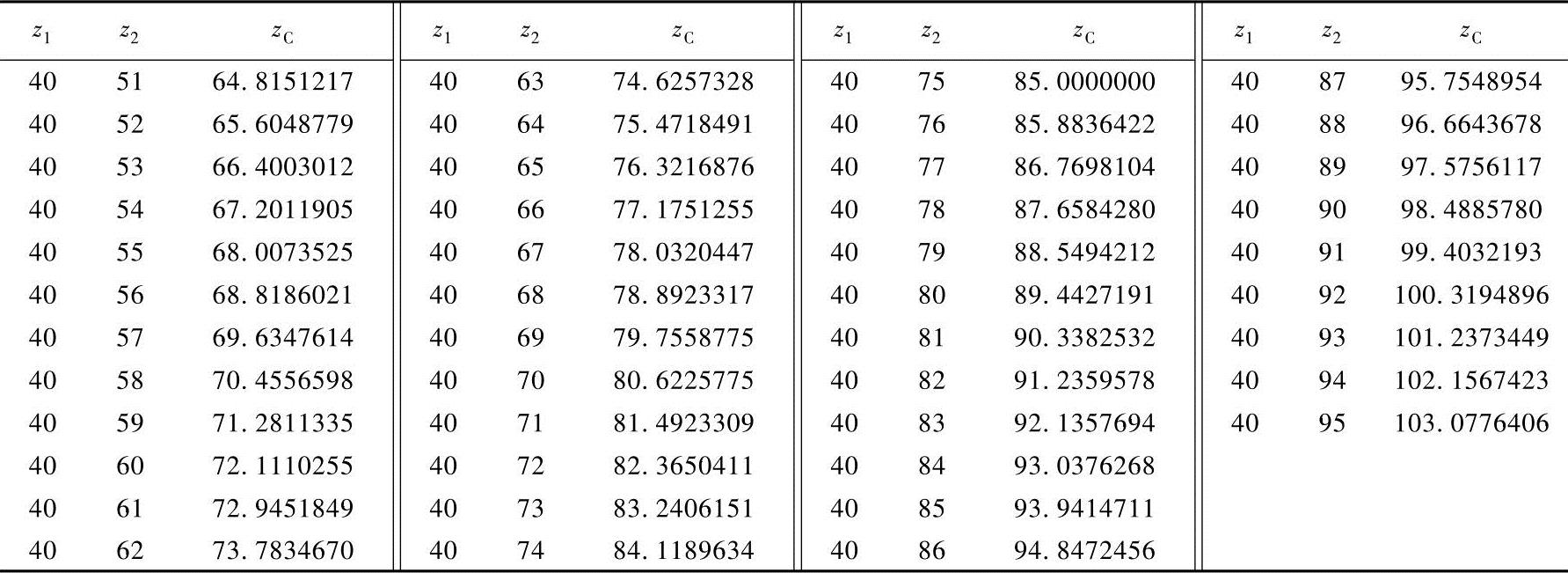
注:z1、z2、zC分别为小轮齿数、大轮齿数和冠轮齿数。
3.切削用量与加工余量
推荐值见表3-83~表3-87。使用者根据实际情况酌定。
表3-83 弧齿锥齿轮铣齿切削速度(用于Y2250、Y2280型铣齿机) (单位:m/min)
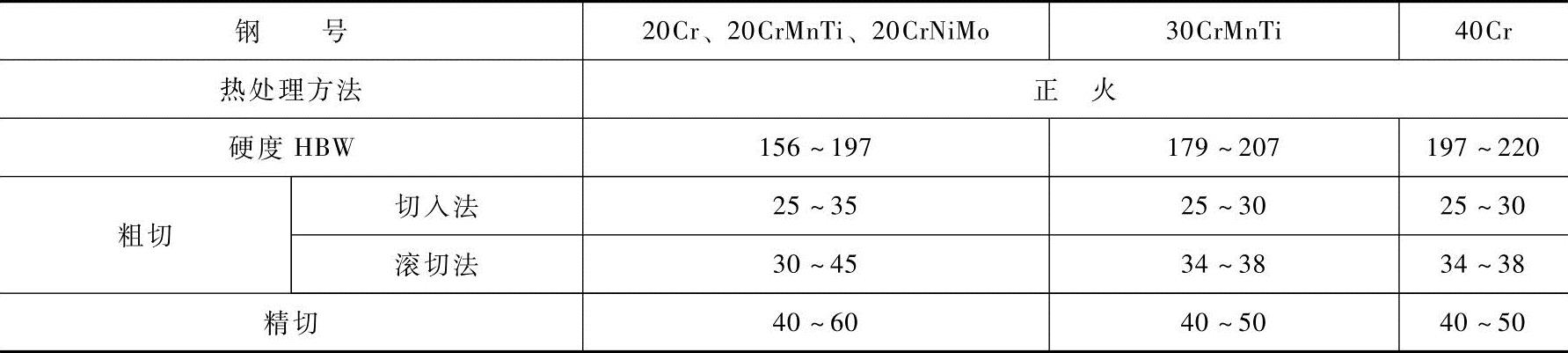
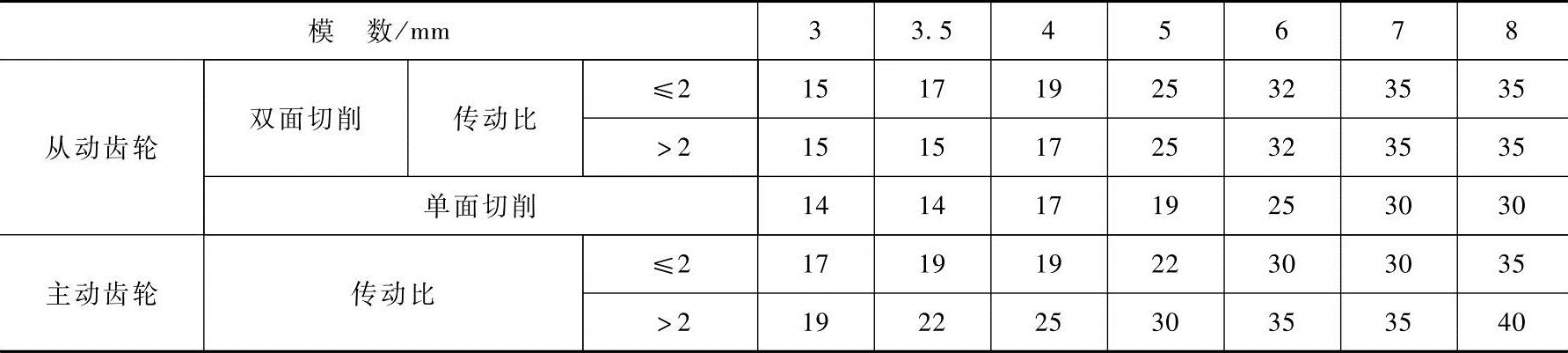
表3-84 弧齿锥齿轮铣齿进给时间(用于在Y2250型铣齿机上粗铣) (单位:s/齿)

注:1.表中数值未包括分度时的空行程时间。
2.表中的数值对应工件材料为20Cr、20CrMnTi、20CrNiMo(156~197HBW)情况,对30CrMnTi(179~207HBW)材料应乘以1.1系数,40Cr(197~220HBW)材料应乘以1.15系数。
① 分两次粗铣的每一次时间。
表3-85 弧齿锥齿轮铣齿进给时间(用于在Y2250型铣齿机上精铣) (单位:s/齿)
注:1.见表3-84注1、2。
2.采用弹簧夹头式心轴装夹主动齿轮时,表中的进给时间应增大10%,加工高精度齿轮时,表中数值应增大15%左右。
表3-86 弧齿锥齿轮滚切法加工齿面精切余量 (单位:mm)

表3-87 弧齿锥齿轮切削厚度和速度推荐值(精切)

[1]挂轮又称交换齿轮,本书采用挂轮一词。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。