



磨齿余量应尽可能小,这样不仅有利于提高磨齿生产率,而且可减小从齿面上磨去的淬硬层厚度,提高齿轮承载能力。
表3-42是普通渗碳齿轮的磨齿余量概略值,这些数值只能作为制定磨齿工艺时的参考,磨齿余量的合理数值,应根据齿轮规格、结构形式和材料,齿坯精度(包括磨前齿轮的基准孔精度和齿部精度),热处理变形情况等决定。
表3-42 磨齿余量表(公法线余量) (单位:mm)
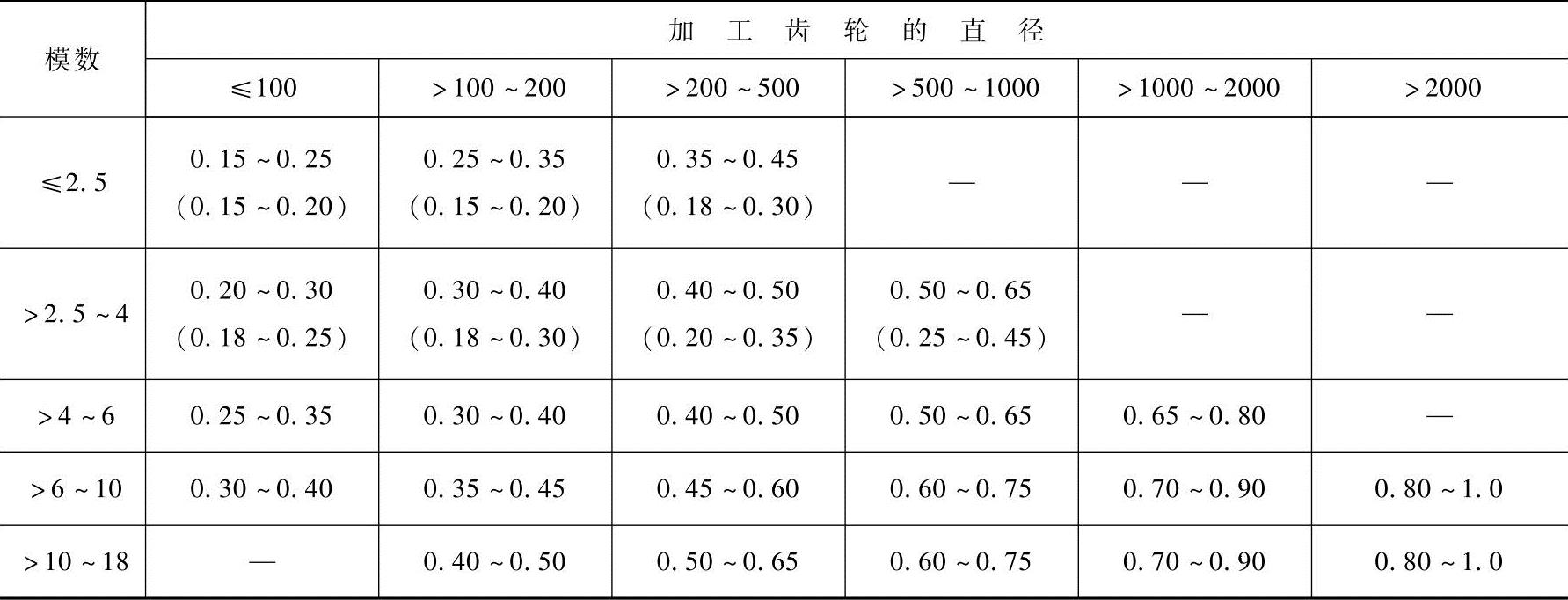
注:括号中的数值用于有效渗层不深(例不大于模数的0.2倍)、变形控制措施得力、预切精度较高的齿轮生产时参考。
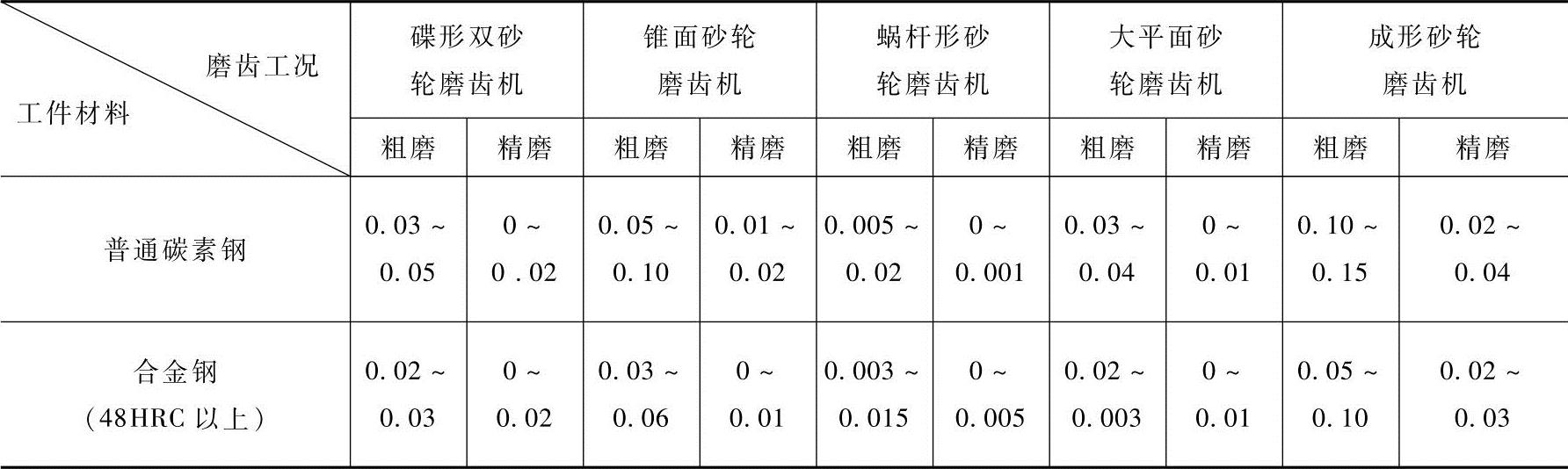
磨削深度规范的选择与砂轮、被加工齿轮材料、磨齿精度要求、表面质量要求及生产批量等因素有关,较小的磨削深度有利于提高加工精度和减少表面粗糙度。磨削模数较大的齿轮,工件不易变形,且产生振动时可用较大的磨削深度。
一般情况下,各种磨齿机的磨削深度规范见表3-43。
表3-43 各种磨齿机的磨削深度规范 (单位:mm)
磨齿纵向进给量vf一般是指砂轮在工件轴线方向的进给速度,单位为mm/min。但不同的磨齿机表示进给速度的方法不尽相同,如锥面砂轮磨齿机多以每分钟的双行程次数(次/min)表示。对锥面砂轮磨齿机,砂轮每分钟往复行程次数越多则砂轮沿工件齿线的移动速度越高。这一速度太低时,工件表面易烧伤;太高时,机床可能产生振动。纵向进给量的选择应遵循机床说明书的有关规范。(https://www.xing528.com)
各种磨齿机的纵向进给量表示方法及选用范围见表3-44。
表3-44 各种磨齿机的纵向进给量表示方法及选用范围
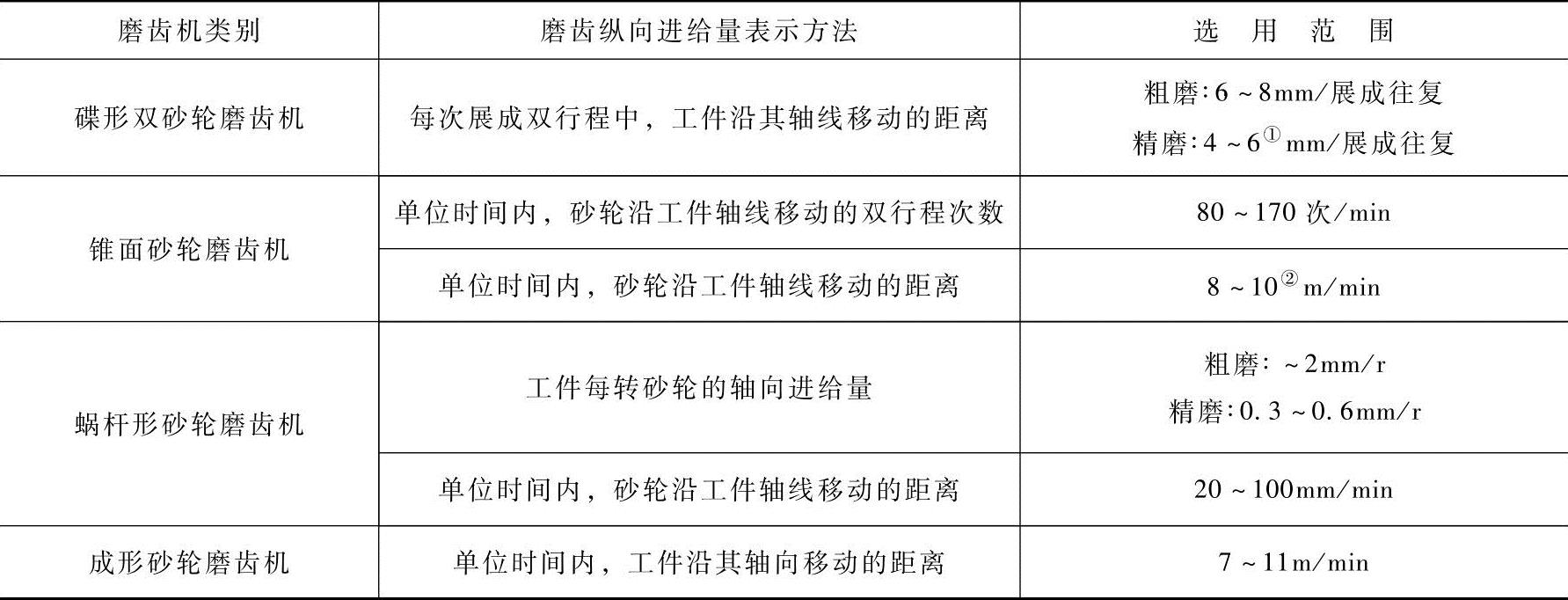
① 此为Y7032A推荐的数据,一般精磨时可进一步减小到1~2.5mm/展成往复。
② 此为Y7132A推荐的数据,在立式磨齿机上可提高到11~18m/min。
展成进给量是指工件在展成方向上的移动速度(也就是被磨齿轮与产形齿条啮合时节圆的线速度),可用单位时间内展成移动的距离来表示,单位为mm/min。也可用单位时间内的展成往复次数来表示,即展成往复次数/min。不同型号的磨齿机可根据说明书推荐的图表查取,在实际工作中,还应进一步结合磨削深度和纵向进给量等磨削规范综合考虑对磨齿效率和磨齿精度的影响进行修正。
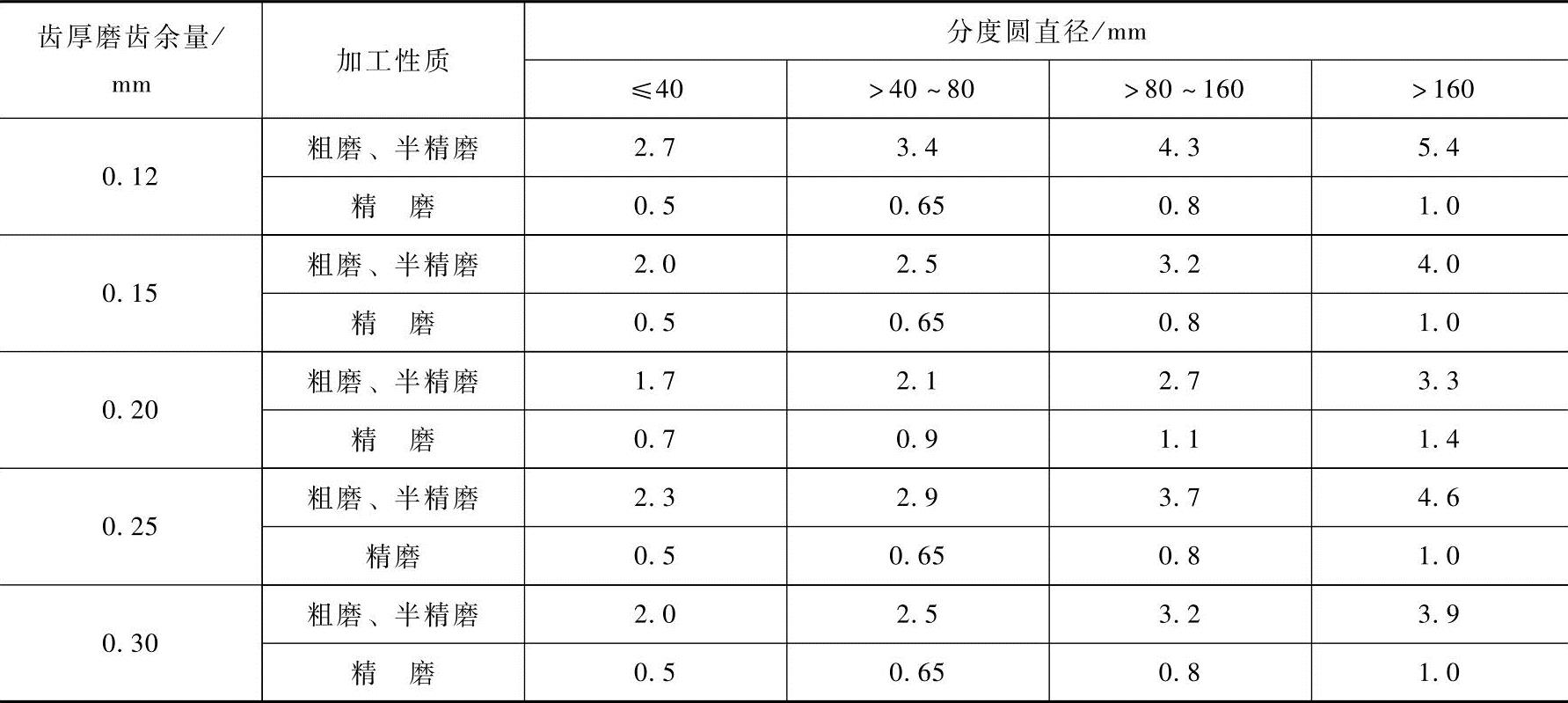
对锥面砂轮磨齿机,若将工件取定为某一转速,此时展成进给量也可用砂轮每次往复行程中工件的移动量(圆周进给量)来表示,单位为mm/往复行程。锥面砂轮磨齿机的圆周进给量参考表3-45(磨削渗碳淬火齿轮时进给量还应减少20%左右)。
表3-45 锥面砂轮磨齿机的圆周进给量(单位:mm/往复行程)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。