



【摘要】:滚刀的安装角应与滚刀的导程角、工件的分度圆螺旋角的大小及方向相适应,见表3-21。加工变位齿轮时,当滚刀的导程角大于4°且工件的变位系数超过±0.4时,应对滚刀导程角进行修正,并按修正后的导程角调整滚刀架安装角。图3-4 修正后的滚刀导程角γ0′当γ0<7°时,变位系数为正值时,滚刀导程角修正值(°)也可按下式近似计算:γ0′≈γ0表3-21 滚刀安装角的调整注:β—工件螺旋角,γ0—滚刀导程角。
滚齿时为了使滚刀的螺旋方向和被切齿轮切于一假想齿条,必须使滚刀轴线与齿轮端面倾斜一安装角γ安的角度,这个角度的大小根据滚刀和工件的螺旋角的大小和方向来确定。
在滚切直齿圆柱齿轮时
γ安=γ0
在滚切斜齿轮时
γ安=β±γ0
式中 γ0——滚刀的公称导程角(°);
β——齿轮的分度圆螺旋角(°)。
滚切斜齿轮时,滚刀与工件的螺旋方向相同时取“-”号,相反时取“+”号。滚刀的安装角应与滚刀的导程角、工件的分度圆螺旋角的大小及方向相适应,见表3-21。
加工变位齿轮时,当滚刀的导程角大于4°且工件的变位系数超过±0.4时,应对滚刀导程角进行修正,并按修正后的导程角调整滚刀架安装角。修正后的滚刀导程角按下式计算:

式中 γ0——滚刀的公称导程角(°);
xn——齿轮的法向变位系数。
γ′0的数值可查图3-4。(https://www.xing528.com)
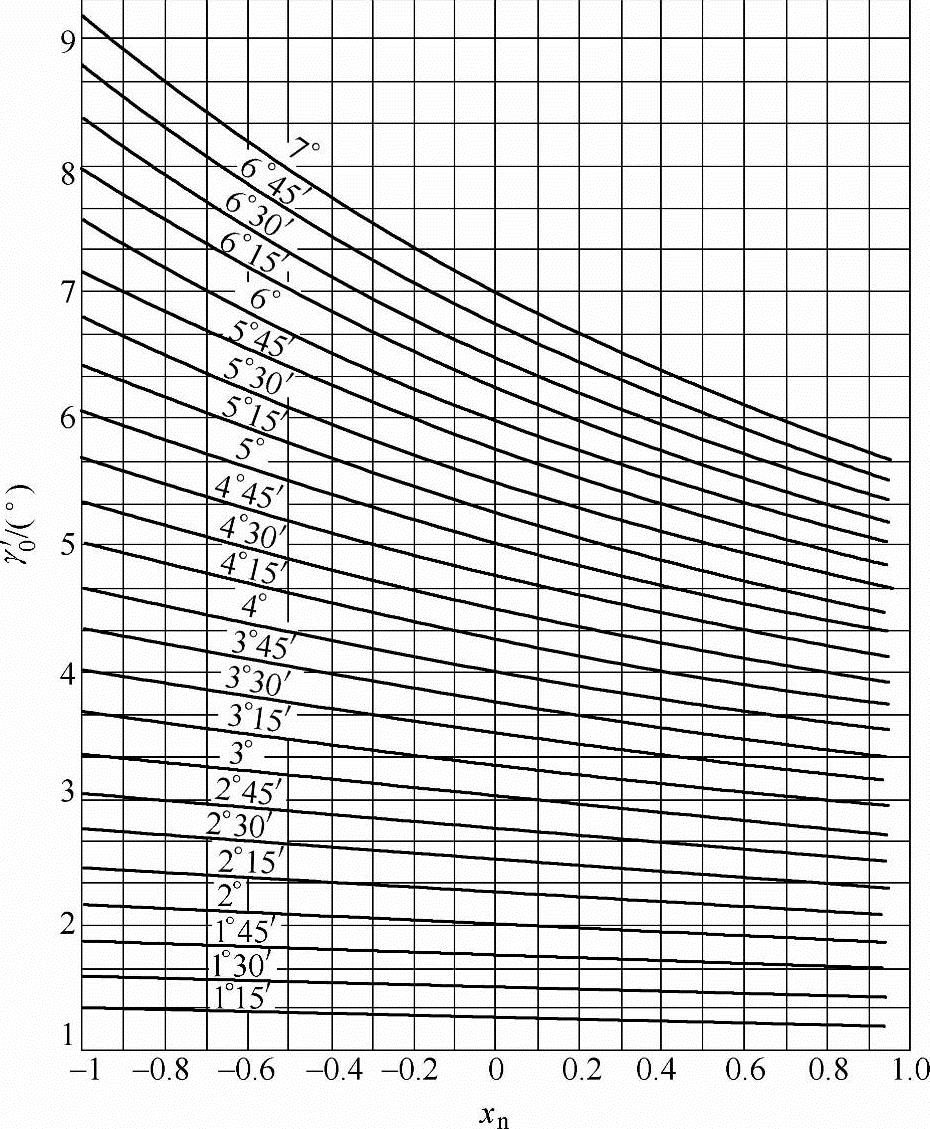
图3-4 修正后的滚刀导程角γ0′
当γ0<7°时,变位系数为正值时,滚刀导程角修正值(°)也可按下式近似计算:
γ0′≈γ0(1-0.035xnγ0)
表3-21 滚刀安装角的调整
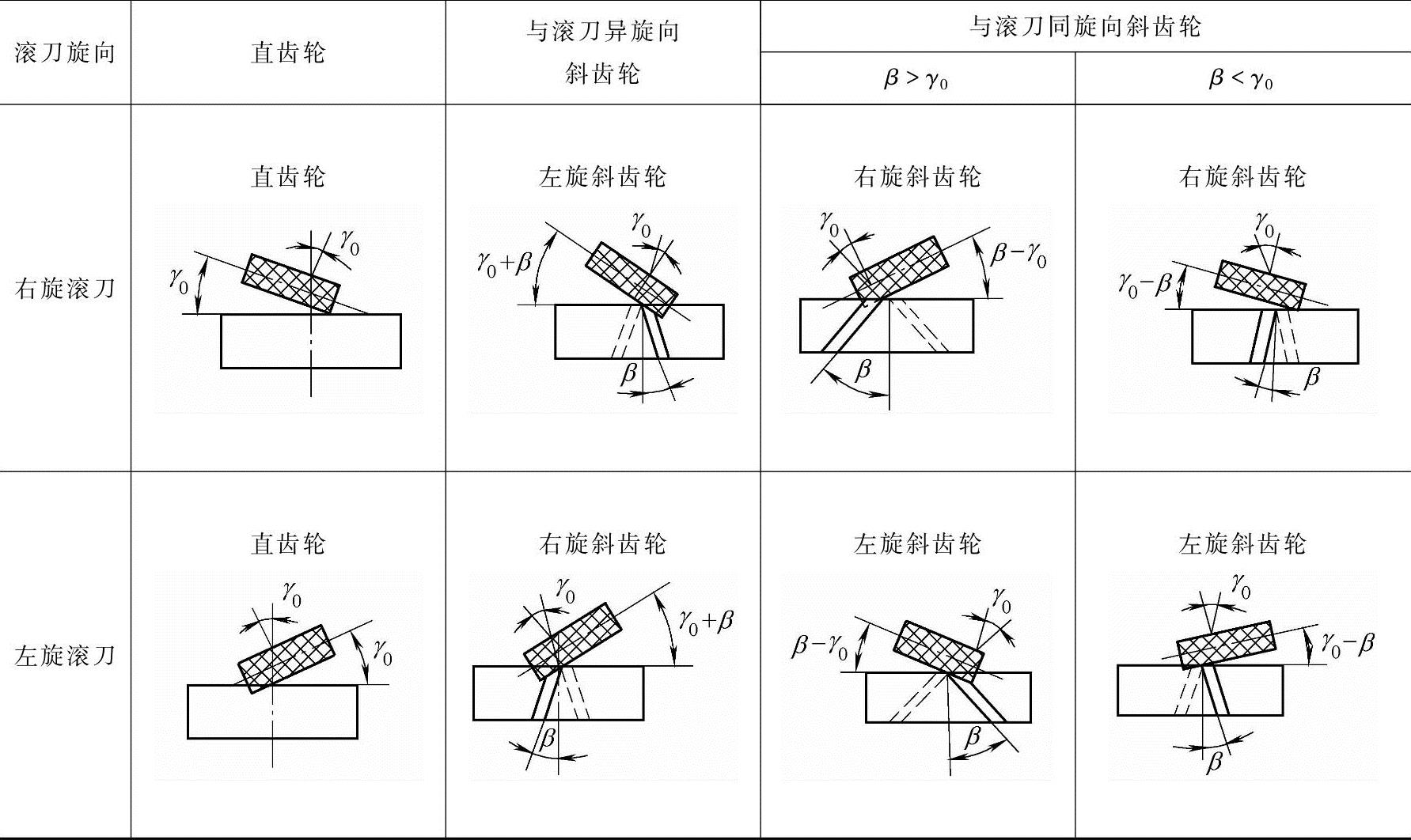
注:β—工件螺旋角,γ0—滚刀导程角。
切削螺旋角较大的斜齿轮时,滚刀轴线倾斜角较大,滚刀在水平面的投影长度缩短,滚刀切入齿坯的前几个齿承受很大的过载负荷。为使滚刀工作刀齿之间的负荷分配均匀,当被加工齿轮的螺旋角大于20°时,可使用带切削锥滚刀。切削锥的部位根据被加工齿轮的螺旋方向、滚刀的螺旋方向及滚切齿轮时的进给方向而定,见表3-22。
表3-22 用带切削锥滚刀滚切斜齿轮时滚刀切削锥的部位
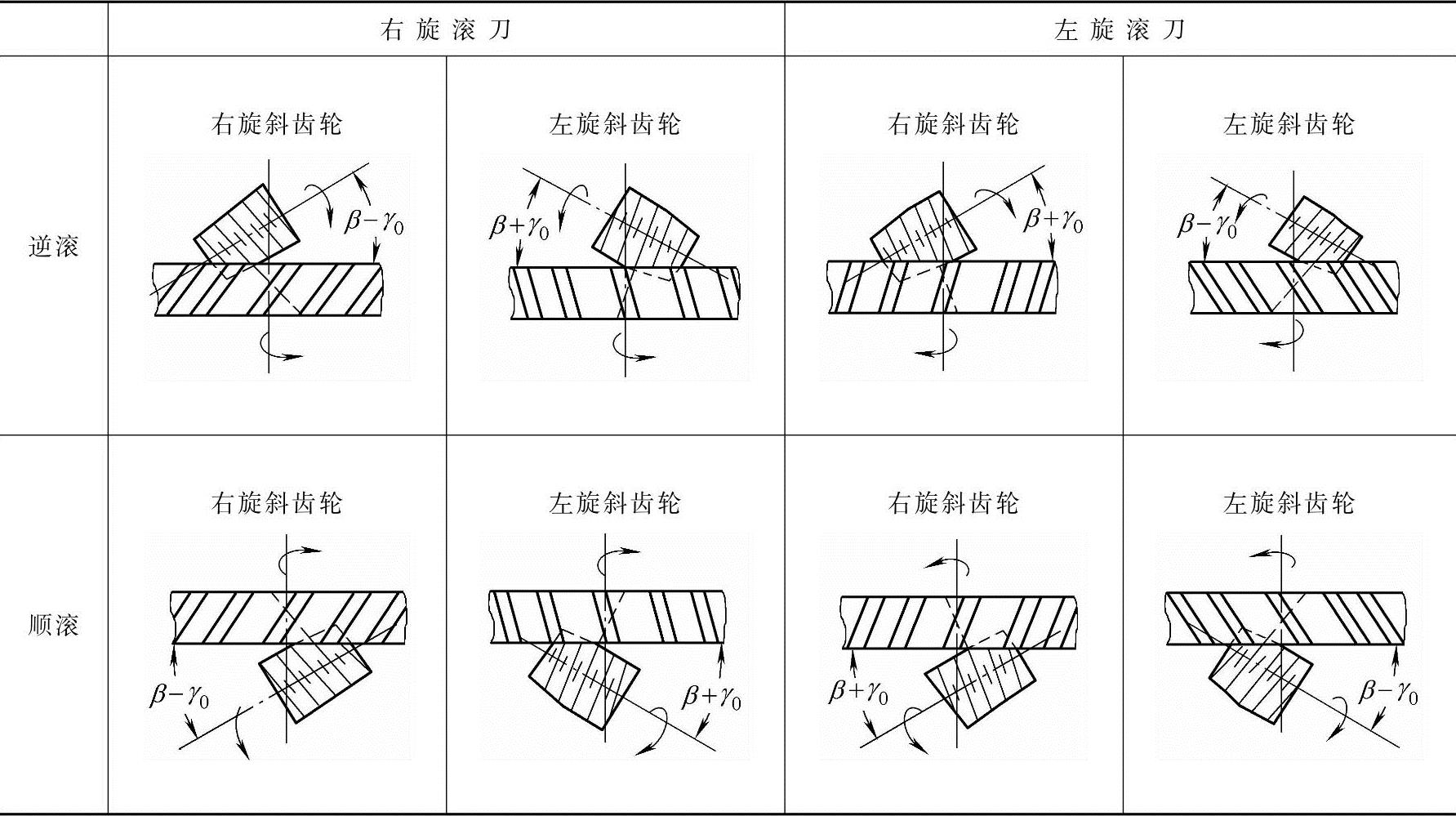
注:β—工件螺旋角,γ0—滚刀导程角。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。