



当被加工齿轮的齿数为质数时,有以下三种情况:
1)齿数在20以下的质数齿轮,例如13、17、19等。加工时,分齿挂轮的搭配取它的整数倍即可。
2)齿数在20~100范围内的质数齿轮,共有18个,即23、29、31、37、41、43、47、53、59、61、67、71、73、79、83、89、91、97。加工时,机床附件中通常已备有相应齿数的挂轮,能满足加工要求。
3)齿数在100以上的质数齿轮,例如101、103、107、109、113、127等,加工时,因无法选取到上述分齿挂轮,又不能作因子分解而致使加工无法进行,这种齿轮,常称为大质数齿轮。
1.滚切大质数齿轮的加工调整原理
在加工大质数齿轮计算分齿挂轮时,可另选一个工件齿数z′,这个z′既能选取到分齿挂轮,同时又与被加工齿轮齿数z比较接近,z′与z的差数Δz(称为齿数差数),用机床中的附加运动进行补偿,附加运动的大小利用差动挂轮的速比进行调整,附加运动的方向则利用加置介轮与否进行控制。
2.滚切大质数直齿圆柱齿轮的调整计算方法
(1)分齿挂轮的计算 因为工件齿数z不能作因子分解,所以另选一个z′,有z′=z±Δz。Δz是一个任意取定的小于1的分数值,但必须使z+Δz或z-Δz可以与机床分齿挂轮相约或化简,从而能够在现有机床附件的挂轮中找到相应的分齿挂轮。
分齿挂轮的计算式为
通常,采用单头滚刀加工大质数齿轮,所以上式为
式中 K——所用滚齿机的分齿常数,对Y38型滚齿机,K=24。
(2)差动挂轮的计算式 为了使加工后的工件齿数仍保持成原来齿数z,z与z′的差数Δz依靠机床附加运动进行补偿纠正,其补偿量大小应该符合一定的传动关系。因为分齿挂轮调整为加工z′齿,所以每切削一个齿(单头滚刀旋转一整圈),工作台多转或少转圈数是

在工作台转动一圈的时间内,多转或少转的圈数是

在工作台转动一圈的时间内,滚刀的垂直进给量为fa,这个附加运动的传动关系是滚刀垂直进给fa→工作台附加转动 。传动路线为垂直进给丝杠→工作台。以Y38型滚齿机为例,其传动运动方程式为
。传动路线为垂直进给丝杠→工作台。以Y38型滚齿机为例,其传动运动方程式为

式中
代入上述传动平衡方程式化简后得
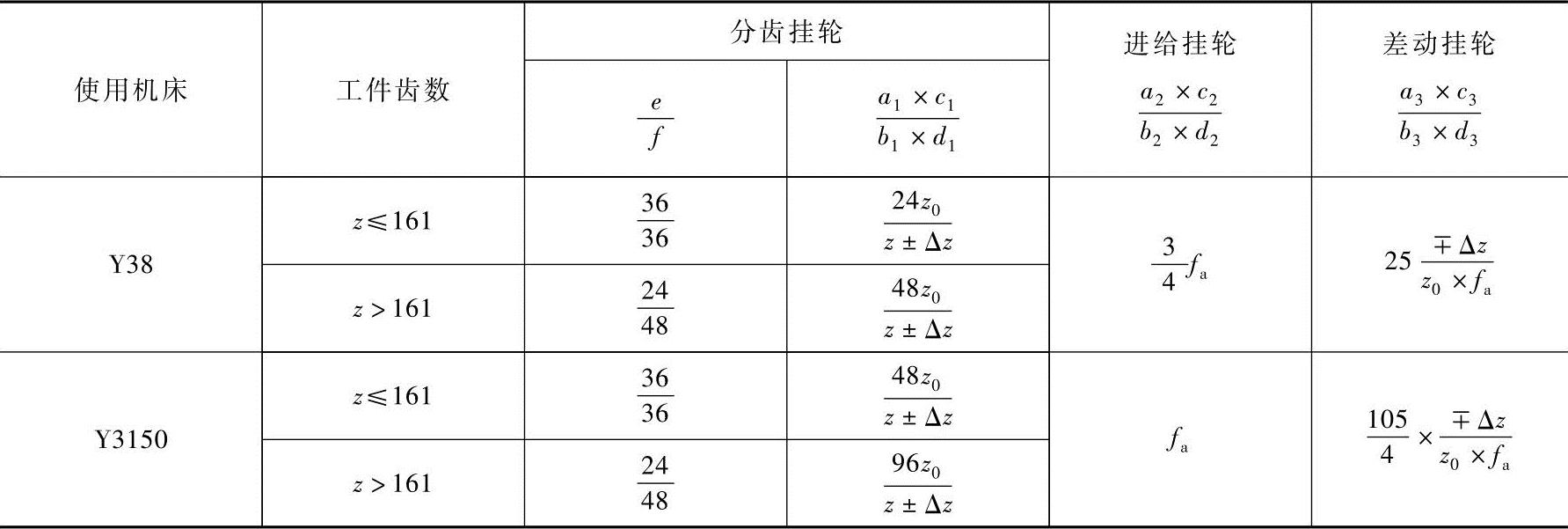
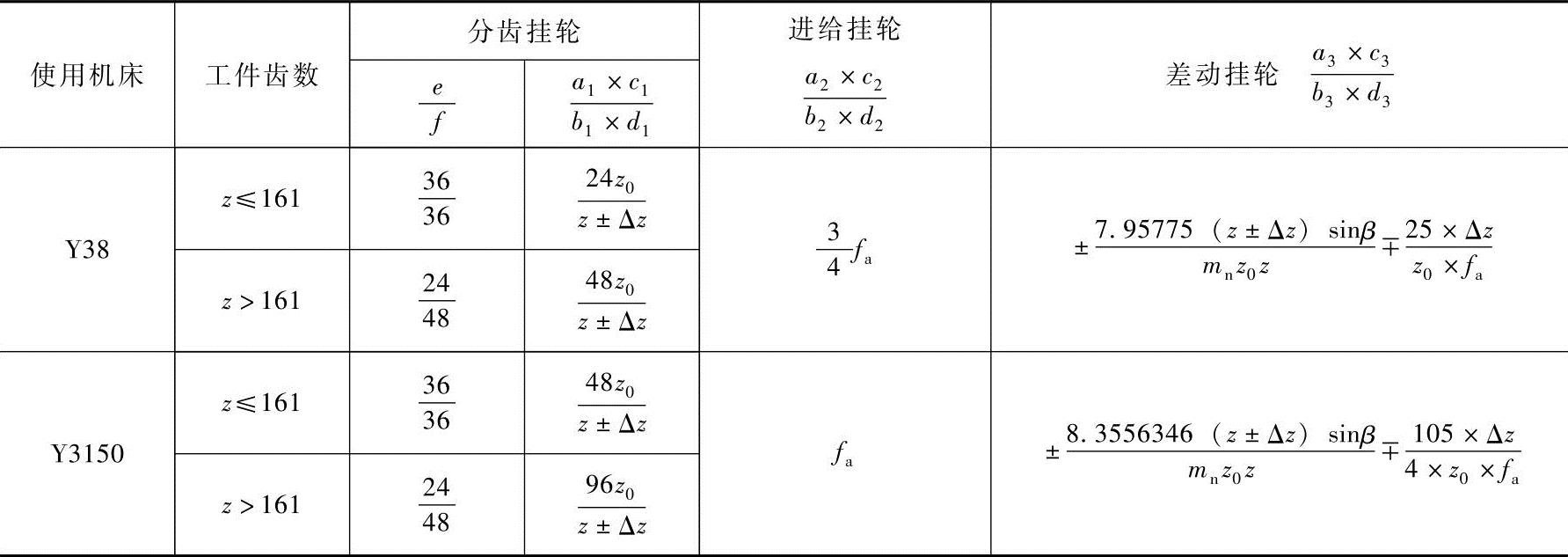
在常用滚齿机上,滚切大质数直齿圆柱齿轮时机床各组挂轮的计算式见表3-14。
表3-14 滚切大质数直齿圆柱齿轮时机床各组挂轮的计算式
附加运动的方向取决于Δz的符号,当取用+Δz时,工件齿数被增大,调整分齿挂轮后,工作台转速被放慢,用差动运动附加运动补偿时,应加快工作台转速,差动挂轮公式前应使用“-”号,以使附加运动与分齿运动的转向相同;反之,取用-Δz,工件齿数减小,工作台转速被加快,差动挂轮公式前应使用“+”号,以使附加运动的转向与分齿运动的转向相反。附加运动的方向用加置介轮与否进行控制,它根据差动挂轮的计算结果所带符号,按表3-15选定。
表3-15 滚切大质数齿轮时差动挂轮中的介轮
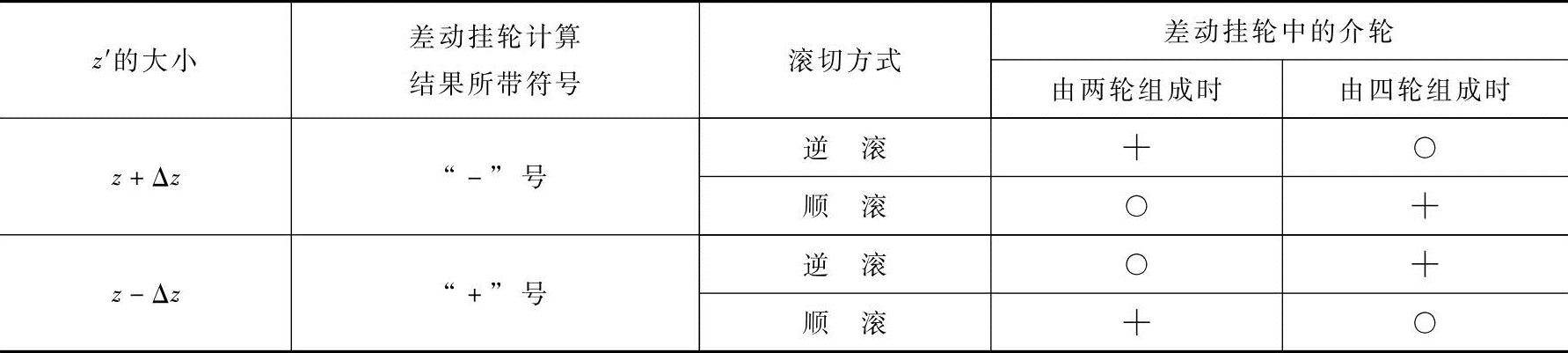
注:1.表中内容适合于用右旋滚刀加工齿轮时。
2.“+”号表示加介轮,“○”号表示不加介轮。
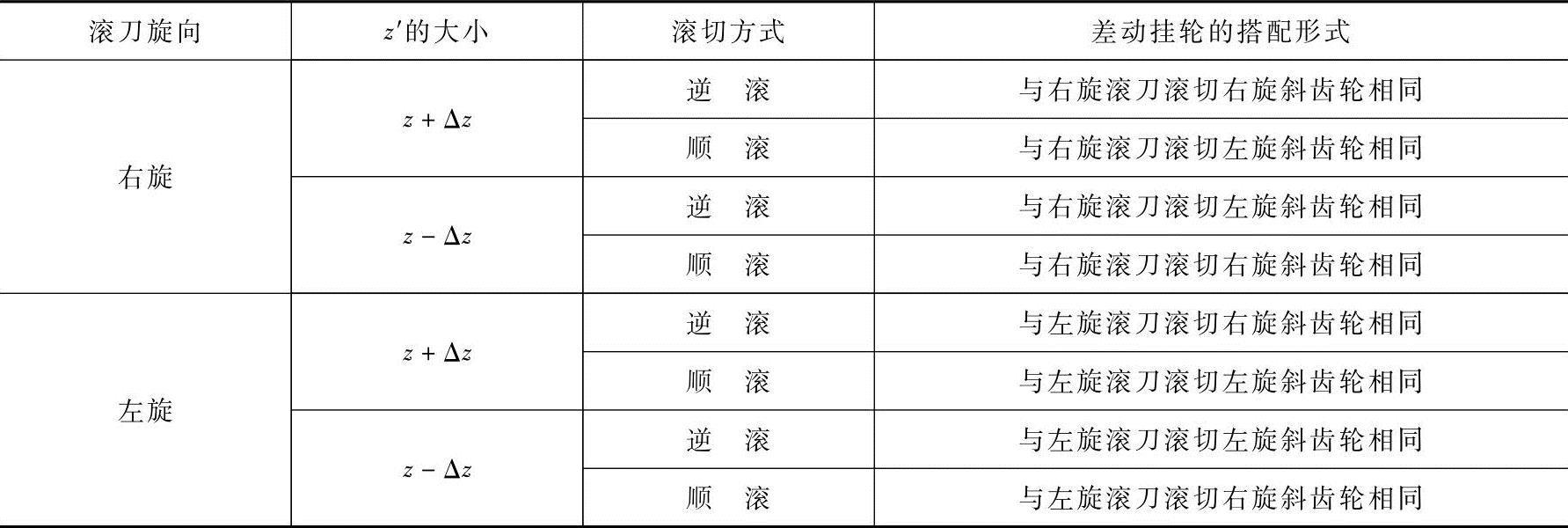
滚切大质数直齿圆柱齿轮时各组挂轮的搭配方式可按表3-16所列内容进行复查和校核。
表3-16 滚切大质数齿轮时各组挂轮的搭配方式
3.滚切大质数斜齿圆柱齿轮的调整计算方法
滚切大质数斜齿圆柱齿轮通常有以下两种方法:
1)利用滚齿或插齿先加工一只齿数与被加工大质数斜齿轮齿数相同的直齿轮(挂轮),再利用这只质数挂轮来滚切所要加工的大质数斜齿圆柱齿轮。
2)直接利用滚齿机中的差动机构切出。此时,分齿挂轮的计算方法与前述相同,但机床的附加运动应由两部分组成:
① 补偿Δz的附加运动。
② 形成螺旋齿所需的附加运动。
差动挂轮的计算式:
式中 fa——垂直进给量,通常取整数值;
Q——计算滚切大质数斜齿圆柱齿轮差动挂轮的系数,Q=滚齿机差动常数×π,Y38型滚齿机的Q=7.95775π=25,Y3150型滚齿机的 。
。
在常用滚齿机上,滚切大质数斜齿圆柱齿轮时机床各组挂轮的计算式见表3-17。
表3-17 滚切大质数斜齿圆柱齿轮时机床各组挂轮的计算式
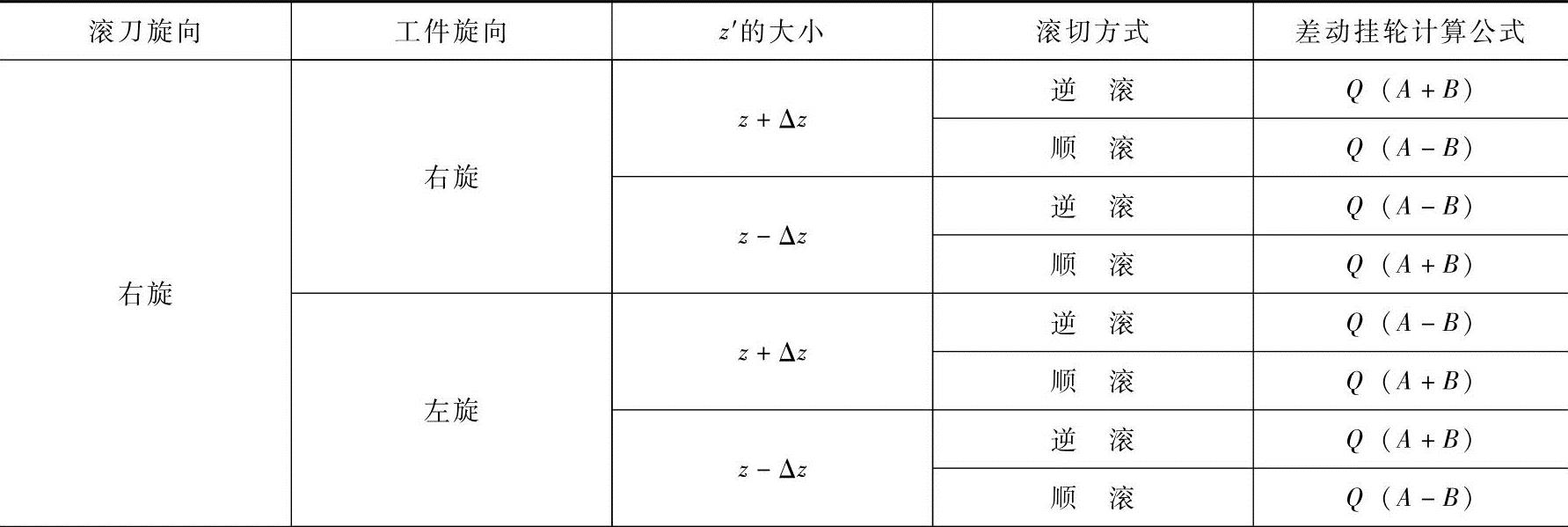
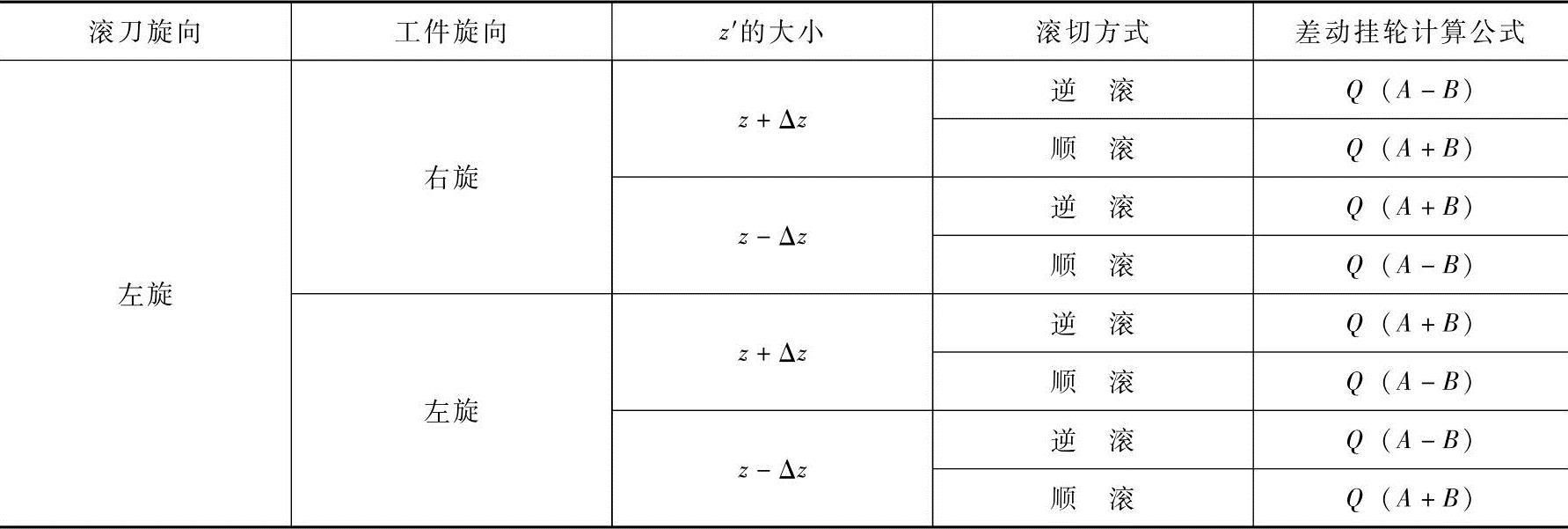
差动挂轮计算公式中,当工件与滚刀螺旋方向相同时,第一项前面用“-”号;方向相反时,第一项前面用“+”号。当取用+Δz时,差动挂轮计算公式中的第一项也用+Δz,此时第二项前面用“-”号;当取用-Δz时,差动挂轮计算公式中的第一项也用-Δz,此时第二项前面用“+”号。
上面公式若记为一般形式,则成为 (A±B),式中的正负号及各组挂轮的搭配形式见表3-18。
(A±B),式中的正负号及各组挂轮的搭配形式见表3-18。
表3-18 滚切大质数斜齿轮时差动挂轮的调整
(续)
4.滚切大质数圆柱齿轮时的注意事项
1)在滚切过程中,机床的分齿运动、进给运动和附加运动传动链是相互关联的,在加工过程中不能随便断开,否则将会造成“破头”而又得重新对刀。滚齿时如分粗精加工,粗加工完毕后只能采用手动使刀架作上下垂向移动,然后将手动重新恢复到机动位置,进行第二刀精加工,不得开动刀架的垂直方向快速电动机将滚刀快速返回切削行程的起始点。
2)如果快速退回滚刀,必须重新对刀,或使快速退刀的返回行程长度为被加工斜齿轮轴向齿距的整倍数即可。
3)在加工过程中,不能变更垂直进给量的大小,如果必须变换垂直进给量时,应重新计算并调整差动挂轮。
4)确定差动挂轮比时,垂直进给量必须按所配进给挂轮准确计算。
5.Δz的选取
在加工大质数齿轮时,通常使Δz值满足 ,Δz的选取可查表3-19。
,Δz的选取可查表3-19。
表3-19 Δz及计算分齿挂轮因数表
(续)
注:1. 。
。
2. 栏内的因数为绝对值。
栏内的因数为绝对值。
3. ,简化后乘以适当因数,就可得到所需的分齿挂轮。
,简化后乘以适当因数,就可得到所需的分齿挂轮。
6.应用实例
例1:在Y38型滚齿机上滚切一大质数直齿圆柱齿轮,模数mn=2,齿数z=139,用单头右旋滚刀逆铣加工,刀架垂直进给量fa=1mm/r。试确定分齿、进给、差动挂轮及其介轮。
1)分齿挂轮的确定。查表3-5,当z≤161时, 。选取
。选取 。
。

查表3-15,用右旋滚刀逆铣滚切直齿轮,分齿挂轮由四轮组成时,不加介轮。
2)进给挂轮的确定。垂直进给量fa=1mm/r,得进给挂轮为

用逆铣加工时,刀架垂直进给挂轮由两轮 或
或 (单式轮系)组成时,应该加置一个介轮;由四轮
(单式轮系)组成时,应该加置一个介轮;由四轮 (复式轮系)组成时,分齿挂轮中不要加介轮。
(复式轮系)组成时,分齿挂轮中不要加介轮。
3)差动挂轮的确定。
由表3-15可知,分齿挂轮公式中使用z+Δz,则差动挂轮中使用“-”号。
fa=1mm/r,

计算结果带“-”号,查表3-15,逆铣加工时,差动挂轮由两轮(单式轮系)组成时,应加置一介轮。
滚齿时其余调整方法与通常滚齿时基本相同,并按滚齿工艺守则所规定的要求进行。(https://www.xing528.com)
例2:在Y38型滚齿机上用单头右旋滚刀滚切右旋大质数斜齿轮,模数mn=2,齿数z=103,螺旋角β=30°,逆铣,刀架垂直进给量fa=1mm/r。试确定分齿、进给、差动挂轮。
1)分齿挂轮的确定。查表3-5,当z≤161时, ,选取
,选取 。
。

2)进给挂轮的确定。垂直进给量fa=1mm/r,得进给挂轮为

3)差动挂轮的确定。
因工件与滚刀的螺旋线方向相同,故公式第一项前面用“-”号。当取用-Δz时,差动挂轮计算公式中的第一项用-Δz,第二项前面用“+”号。
fa=1mm/r,
计算结果带“-”号,使用两对挂轮时不加介轮。
挂轮比误差0.988664902-0.988636363=2.8539×10-5,在误差允许范围内。
7.滚切齿数大于100的非质数齿轮
在滚切齿数为121、169、202、214、218、226、243、254等齿轮时,这些齿轮虽然不是质数齿,但计算分齿挂轮时仍然无法选到所需的分齿挂轮。这是因为把这些齿数分解因数,有的因数仍是大于100的质数,有的因数虽然小于100,但根据这些因数,无法选到所需的分齿挂轮。滚切这种齿数的齿轮时,需采用滚切大于100的质数齿轮的方法。
例1:在Y38型滚齿机上滚切一直齿圆柱齿轮,模数mn=2,齿数z=121,用单头右旋滚刀逆铣加工,刀架垂直进给量fa=1mm/r。试确定分齿、进给、差动挂轮。
1)分齿挂轮的确定。查表3-5,当z≤161时, 。选取
。选取 。
。

2)进给挂轮的确定。垂直进给量fa=1mm/r,得进给挂轮为

3)差动挂轮的确定。
由表3-11可知,分齿挂轮公式中使用z-Δz,则差动挂轮中使用“+”号。fa=1mm/r,

例2:在Y38型滚齿机上滚切一直齿圆柱齿轮,模数mn=2,齿数z=202,用单头右旋滚刀逆铣加工,刀架垂直进给量fa=1mm/r。试确定分齿、进给、差动挂轮。
1)分齿挂轮的确定。查表3-5,当z>161时, 。选取
。选取 。
。

2)进给挂轮的确定。垂直进给量fa=1mm/r,得进给挂轮为

3)差动挂轮的确定。
由表3-11可知,分齿挂轮公式中使用z+Δz,则差动挂轮中使用“-”号。fa=1mm/r,

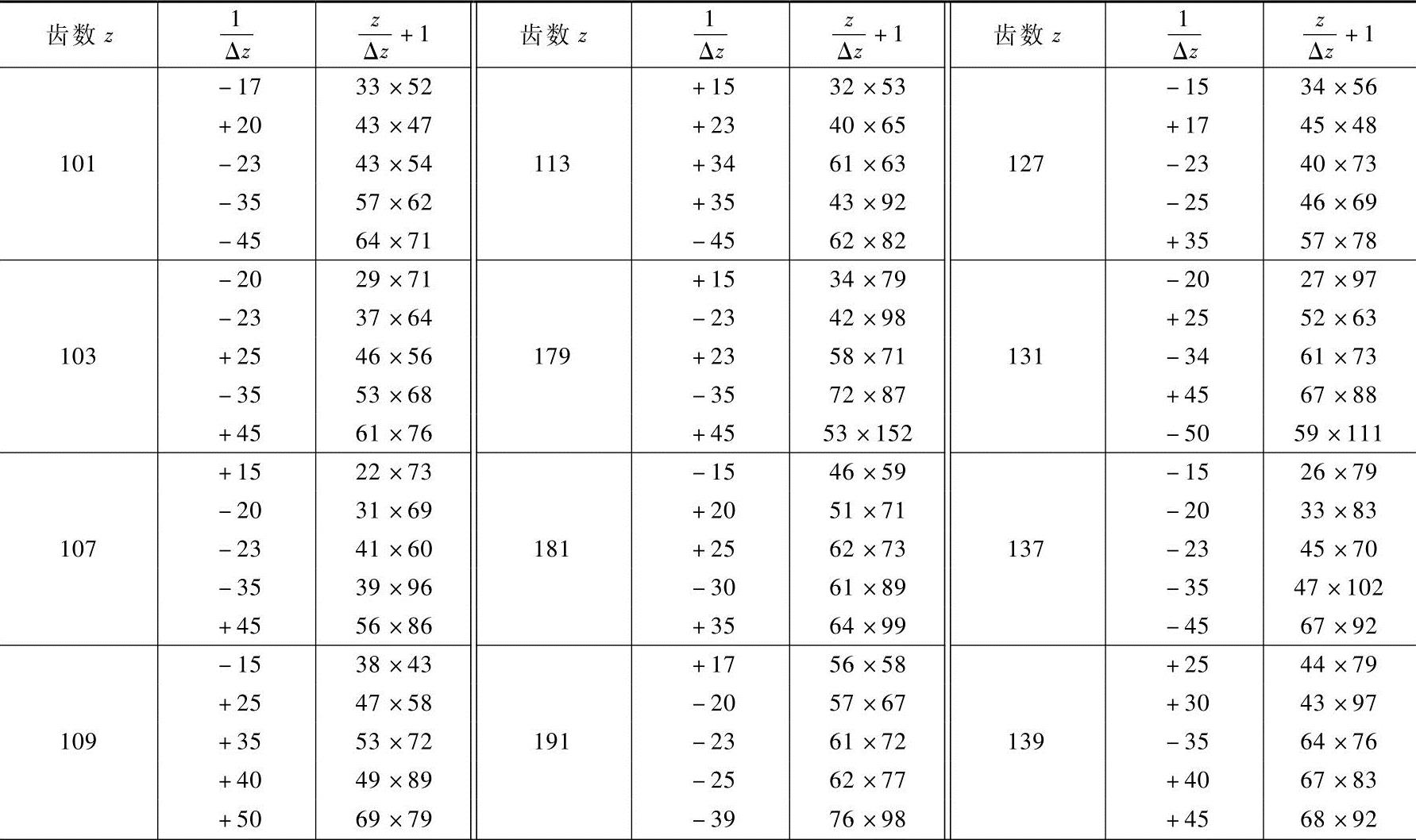
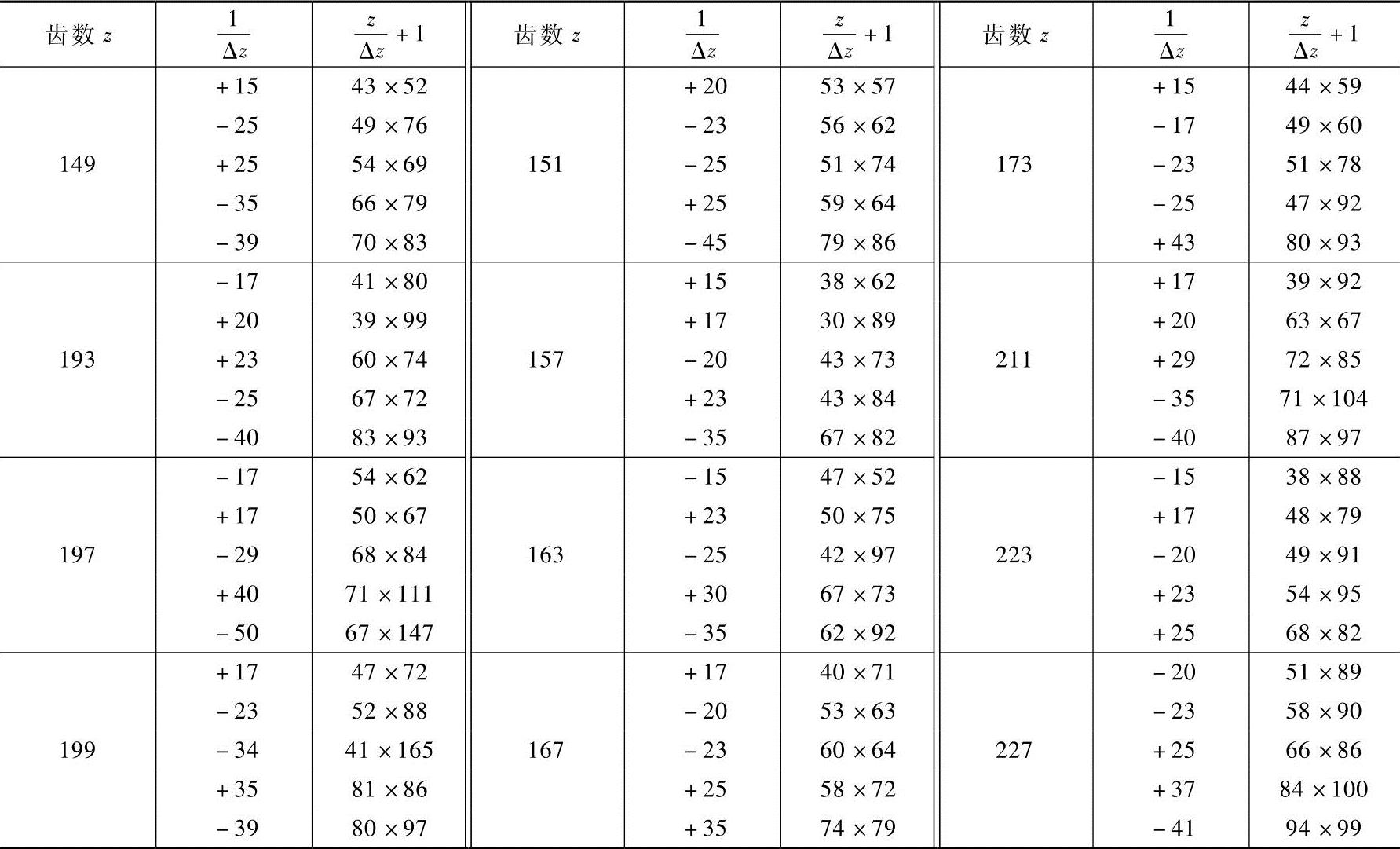
8.查表法及其应用实例
虽然上述计算方法应用较多,但对于初学者来说,在取用Δz值时,往往感到困难,甚至算错而造成废品,为此,可采用编制的便查表(表3-20)。利用查表法计算,既简捷正确,又易于掌握。应说明的是对于每一个大质数,可以取用的Δz值往往不止一个,所以,机床各组挂轮的调整方案也有好几个,表列数值只是其中的一个。
(1)查表法的计算原理
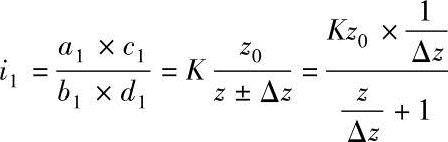
1)分齿挂轮。由前述可知,滚切大质数直齿圆柱齿轮时,分齿挂轮的计算式为
通常,采用单头滚刀加工大质数齿轮,即z0=1,所以上式为
式中 K——所用滚齿机的分齿常数。Y38型滚齿机,K=24;Y3150型滚齿机,K=48。取 ,代入上式得
,代入上式得

式中分母的因数分解y1、y2在表3-20中可直接查到。
2)差动挂轮。由前述可知,对Y38型滚齿机,差动挂轮的计算式为:
取Q为计算滚切大质数圆柱齿轮差动挂轮的系数,Q=滚齿机差动常数×π,Y38型滚齿机的Q=7.95775π=25,Y3150型滚齿机的 ,则上式可写为
,则上式可写为 。通常,采用单头滚刀加工大质数齿轮,即z0=1,将
。通常,采用单头滚刀加工大质数齿轮,即z0=1,将 代入上式得
代入上式得
式中各项在表3-20中可直接查到。
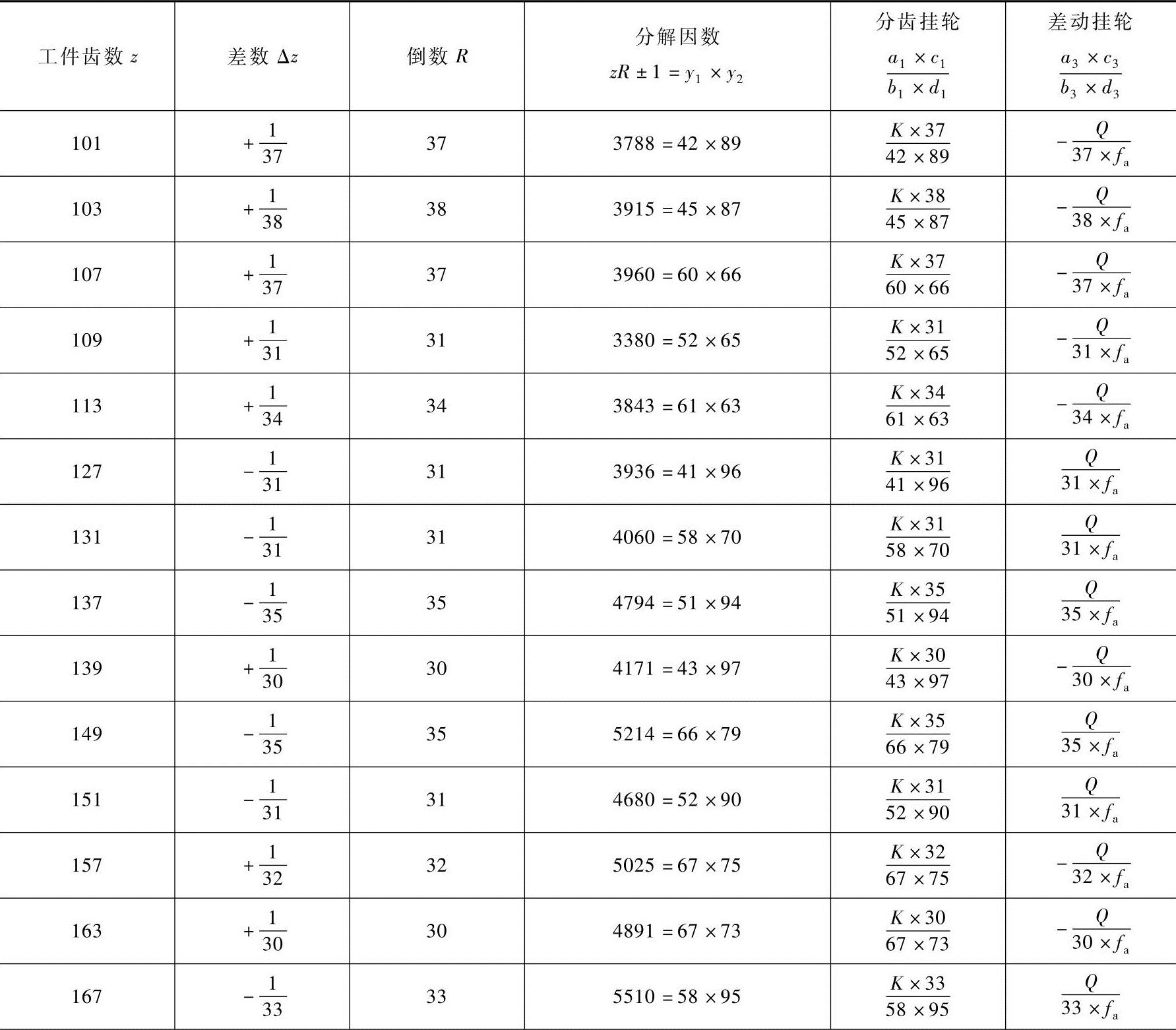
表3-20 大质数直齿轮调整计算便查表
(续)
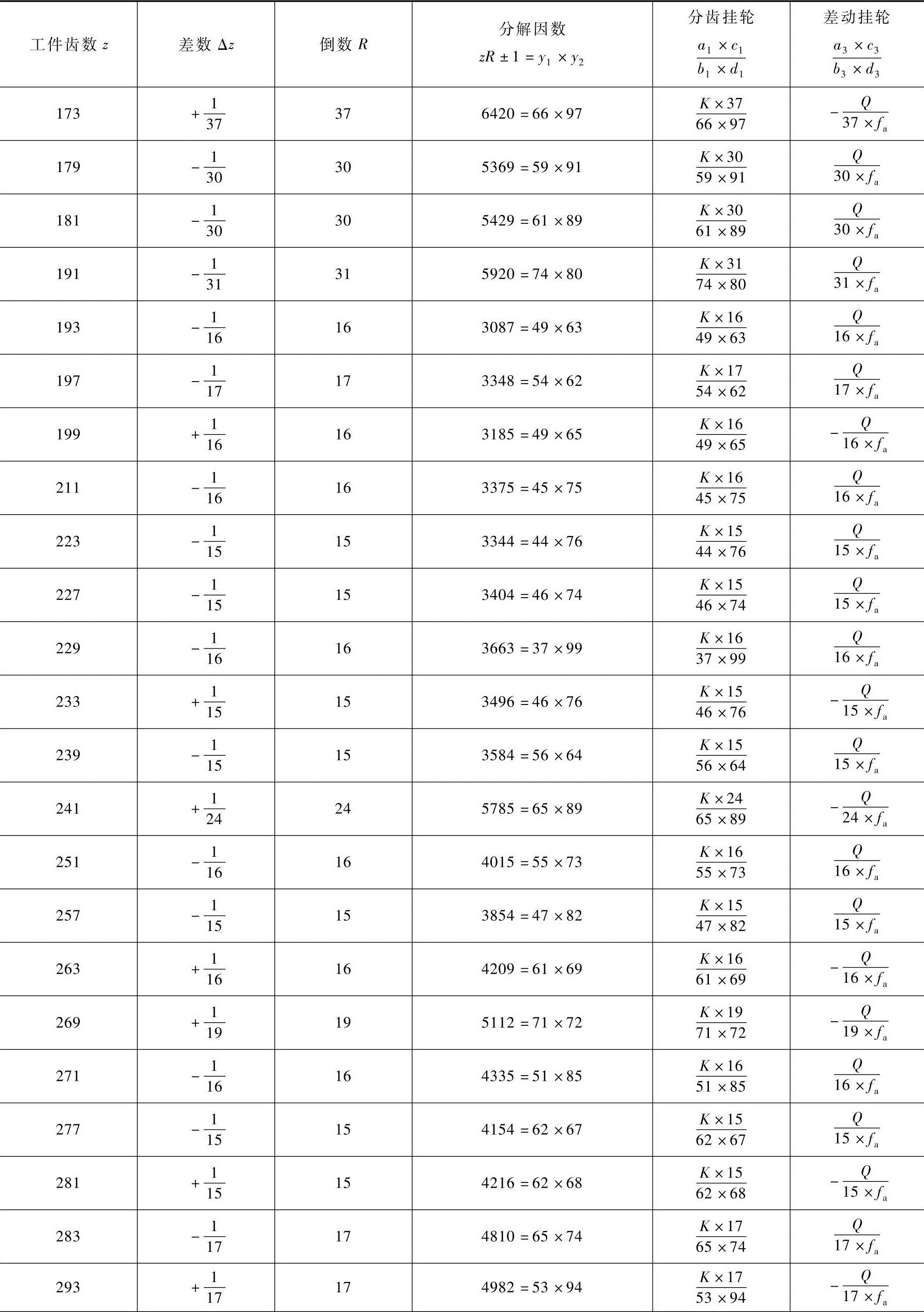
(续)
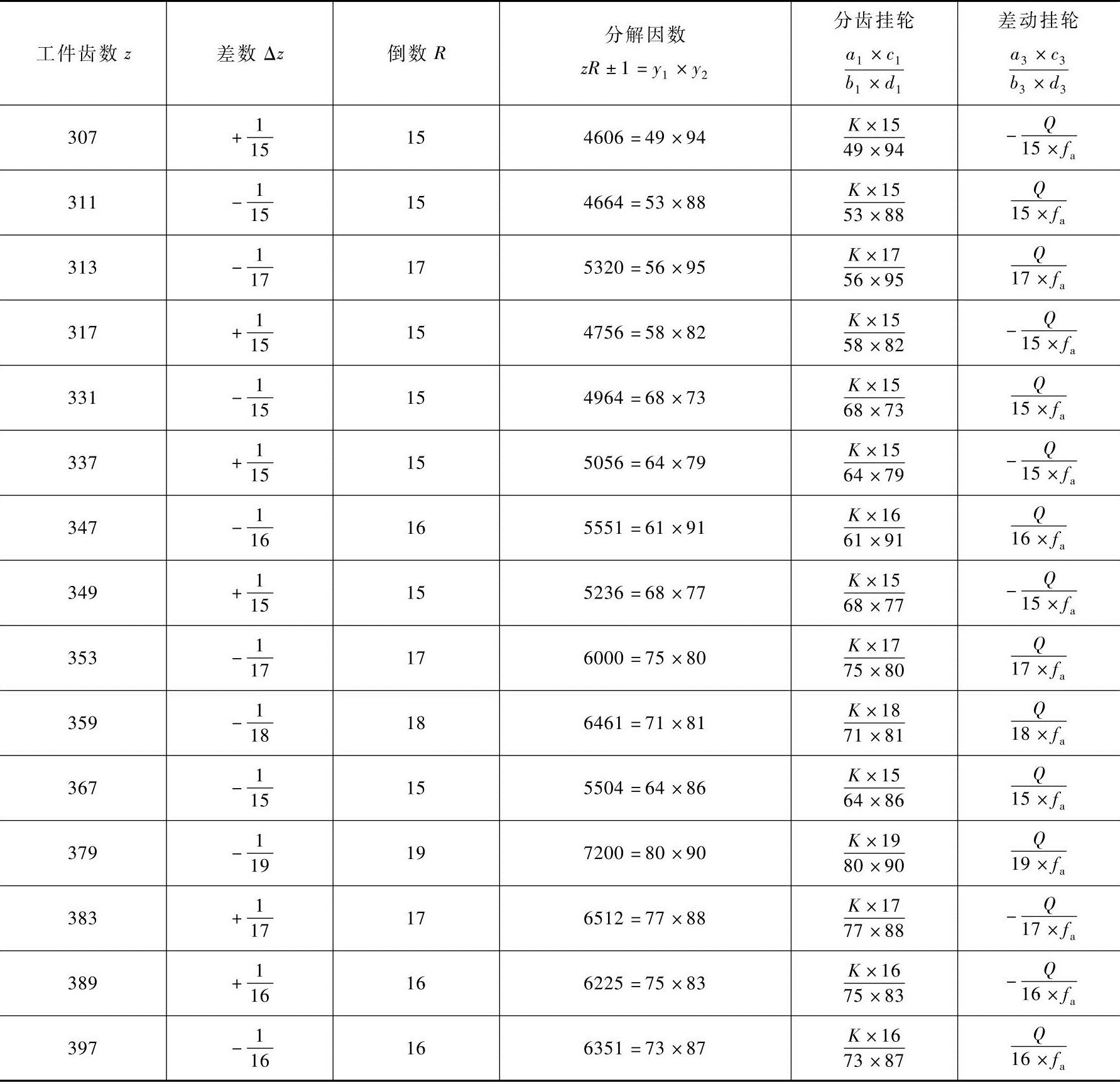
注:表列数值仅适用于采用单头滚刀滚切大质数直齿圆柱齿轮。
(2)查表法的应用实例
例1:在Y38型滚齿机上,滚切一大质数直齿圆柱齿轮,齿数z=349,选用单头右旋齿轮滚刀,顺铣加工,刀架垂直进给量fa=1mm/r。试确定各组挂轮及其介轮。
1)分齿挂轮的确定。查表3-5,当z>161时, ,K=48。查表3-20Δ
,K=48。查表3-20Δ
 ,分齿挂轮为
,分齿挂轮为

查表3-9选用单头右旋齿轮滚刀滚切直齿圆柱齿轮,分齿挂轮由四轮(复式轮系)组成时,分齿挂轮中要加介轮。
2)进给挂轮的确定。垂直进给量fa=1mm/r,得进给挂轮为

用顺铣加工时,刀架垂直进给挂轮由两轮 或
或 (单式轮系)组成时,不必加置一个介轮;由四轮
(单式轮系)组成时,不必加置一个介轮;由四轮 (复式轮系)组成时,分齿挂轮中要加置介轮。
(复式轮系)组成时,分齿挂轮中要加置介轮。
3)差动挂轮的确定。
采用fa=1mm/r,直接查表3-20得

查表3-15,因Δz取正值,差动计算结果应带负号,采用顺铣加工时,差动挂轮由两轮(单式轮系)组成,不必加介轮。
例2:在Y38型滚齿机上,滚切一大质数右旋斜齿圆柱齿轮,齿数z=103,模数mn=2,螺旋角β=15°,选用单头右旋齿轮滚刀,逆铣加工,刀架垂直进给量fa=1mm/r。试确定各组挂轮及其介轮。
1)分齿挂轮的确定。查表3-5,当z≤161时, ,K=24。查表3-20,
,K=24。查表3-20, ,
,
 ,分齿挂轮为
,分齿挂轮为
查表3-9,选用单头右旋齿轮滚刀逆铣加工右旋斜齿圆柱齿轮,分齿挂轮由四轮(复式轮系)组成时,分齿挂轮中不必加置介轮。
2)进给挂轮的确定。垂直进给量fa=1mm/r,得进给挂轮为

用逆铣加工时,刀架垂直进给挂轮由两轮 或
或 (单式轮系)组成时,应加置介轮;由四轮
(单式轮系)组成时,应加置介轮;由四轮 (复式轮系)组成时,分齿挂轮中不必加置介轮。
(复式轮系)组成时,分齿挂轮中不必加置介轮。
3)差动挂轮的确定。
采用fa=1mm/r,则

查挂轮表得

挂轮比误差为1.68797954-1.687966087=1.267×10-5,在误差允许范围内。
查表3-15,用逆铣加工时,差动挂轮由四轮(复式轮系)组成时,不必加置介轮。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。