



【摘要】:车削工具系统模块连接结构的设计与加工中心工具系统模块连接结构的要求相同,图7-29所示为山特维克可乐满典型车削系统及夹紧方式。图7-29 山特维克可乐满典型车削系统及夹紧方式a)可乐满圆刀柄快换刀具系统 b)凸轮驱动拉杆加紧 c)螺钉驱动拉杆 d)中心螺钉拉紧
数控模块式车削工具系统如图7-28所示,其特点如下。
1)一般只有主柄模块和工作模块,较少使用中间模块,以适应车削中心较小的切削区空间,并提高工具的刚性。
2)主柄模块有较多的结构型式。根据刀具安装方向的不同,有径向模块和轴向模块;根据加工的需要,有装夹车刀的非动力式模块,也有安装钻头、立铣刀并使其回转的动力式模块;根据刀具与主轴相对位置的不同,有右切模块和左切模块。此外,根据机床换刀方式的不同,有手动换刀模块或自动换刀模块。主柄模块通常都有切削液通道。
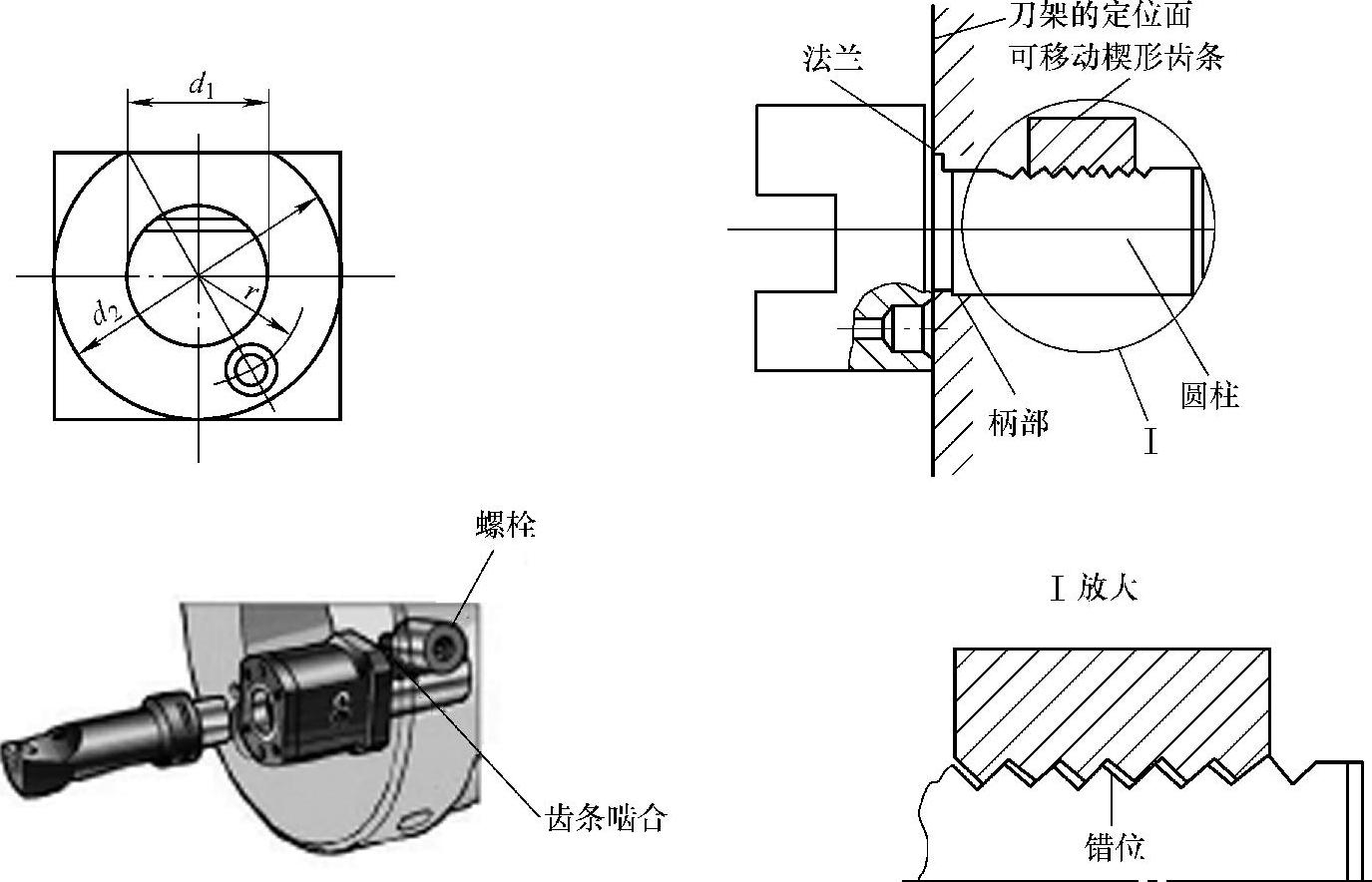
图7-27 CZG车削工具系统柄部形状
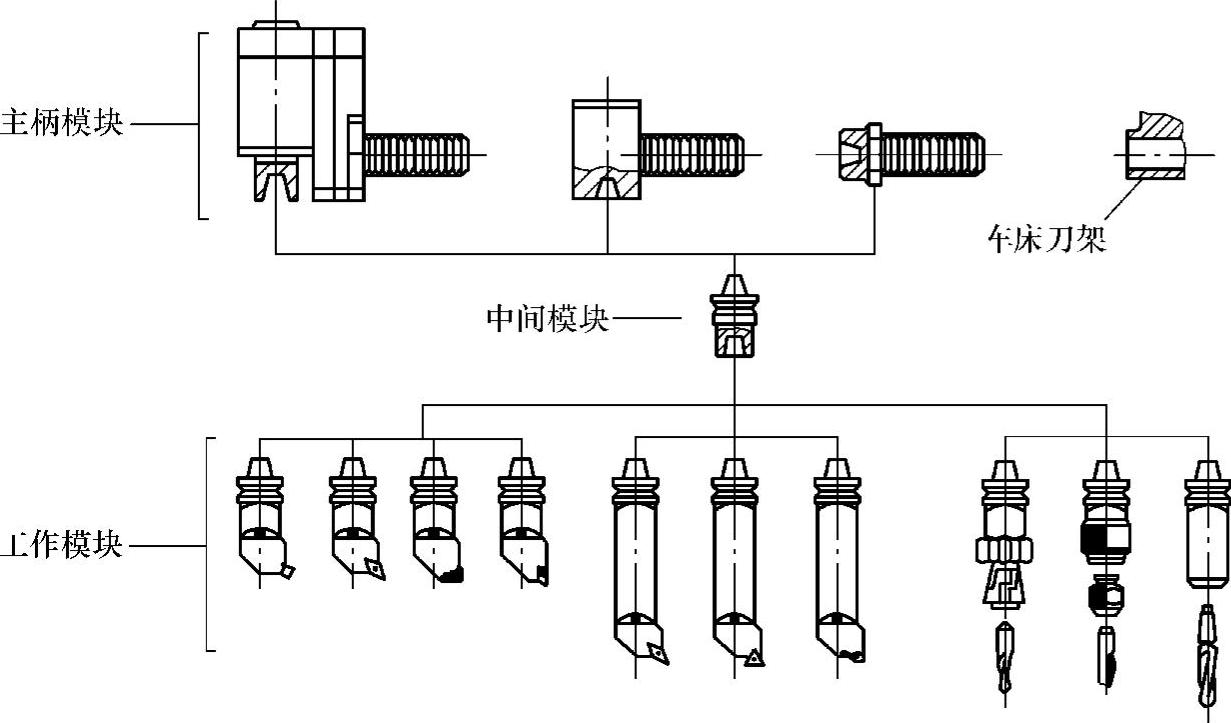
图7-28 数控模块式车削工具系统(https://www.xing528.com)
3)工作模块主要有两大类型:一类是连接柄和刀体制成一体的各种刀具模块,例如用于外圆、端面、镗孔、钻孔、切槽等加工的刀具模块;另一类是用于装夹钻头、丝锥、铣刀等标准工具或专用工具的夹刀模块。工作模块是换刀的更换单元,在结构上一般具备机械手夹持的部位、安装刀具识别磁片的部位,以适应自动换刀车削中心的需要。
车削工具系统模块连接结构的设计与加工中心工具系统模块连接结构的要求相同,图7-29所示为山特维克可乐满(Sandvik Coromant)典型车削系统及夹紧方式。
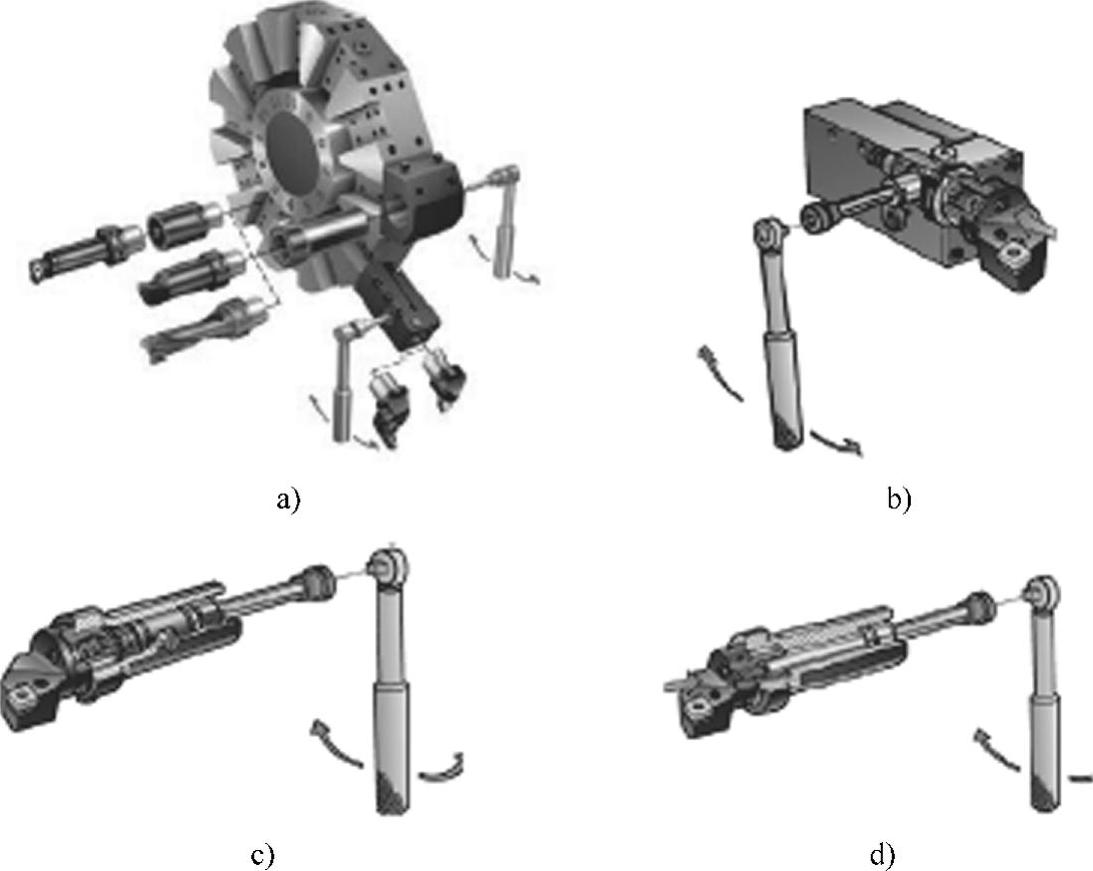
图7-29 山特维克可乐满(Sandvik Coromant)典型车削系统及夹紧方式
a)可乐满圆刀柄快换刀具系统 b)凸轮驱动拉杆加紧 c)螺钉驱动拉杆 d)中心螺钉拉紧
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。