



1.锥度为7∶24的通用刀柄配合原理
锥度为7∶24的通用刀柄配合原理如图7-3所示。刀具装在刀柄1上,刀柄1以7∶24的锥度在主轴前端的孔中定位,并通过拉钉2拉紧。夹紧刀柄时,液压缸7的缸腔接通回油路,弹簧11推动活塞6上移,拉杆4在碟形弹簧5作用下向上移动。此时装在拉杆前端径向孔中的四个钢珠3进入主轴孔中直径较小的d2处,被迫径向收拢卡进拉钉2的环形凹槽内,刀柄被拉杆拉紧。切削扭矩由端面键传递。自动换刀前需将刀柄松开,压力油进入液压缸7的上腔,活塞6推动拉杆4向下移动,碟形弹簧被压缩。钢珠3随拉杆一起下移进入主轴孔径较大的d1处时,它就不再约束拉钉的头部,紧接着拉杆前端内孔的台肩端面a碰到拉钉,把刀柄顶出。此时压缩空气由压缩空气管接头9经活塞和拉杆的中心通孔清洁主轴装刀孔。夹紧和松开刀柄时,行程开关8和10发出信号。
2.7∶24锥度的通用刀柄标准和规格
7∶24锥度的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、ISO 7388-1(国际标准)、MAS BT(日本标准)及ANSI/ASME(美国标准)。NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST,ST锥柄标准形式见表7-2。其他四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871型(即JT)和MAS BT型两种刀柄。DIN69871型的刀柄可以安装在DIN 69871型和ANSI/ASME主轴锥孔的机床上,ISO7388-1型的刀柄可以安装在DIN 69871型、ISO 7388-1和ANSI/ASME主轴锥孔的机床上,所以就通用性而言,ISO 7388-1型的刀柄是最好的。
(1)DIN 2080型 DIN2080型简称NT或ST,是德国标准,即国际标准ISO2583,是我们通常所说ST型刀柄,它不能用机械手装刀,只能手动装刀。

图7-3 7∶24的通用刀柄配合原理
a)工作原理 b)拉钉拉紧刀柄局部放大图
1—刀柄 2—拉钉 3—钢珠 4—拉杆 5—碟形弹簧 6—活塞 7—液压缸 8、10—行程开关 9—压缩空气管接头 11—弹簧 12—主轴
表7-2 ST锥柄标准形式

(2)国际标准、德国标准、中国标准锥柄及拉钉 国际标准锥柄ISO7388-1型(简称JT)其刀柄安装尺寸与德国标准锥柄DIN 69871型没有区别,只是ISO 7388-1型刀柄的D4值小于DIN 69871型刀柄的D4值,所以将ISO7388-1型刀柄安装在DIN 69871型锥孔的机床上是没有问题的,但将DIN69871型刀柄安装在ISO 7388-1型机床上则有可能会发生干涉。我国自动换刀机床用7∶24圆锥工具柄部国标(GB 10944.1—2006)规定的40、45和50号刀柄,在形式、尺寸上与国际标准ISO 7388-1完全相同,详见表7-3。
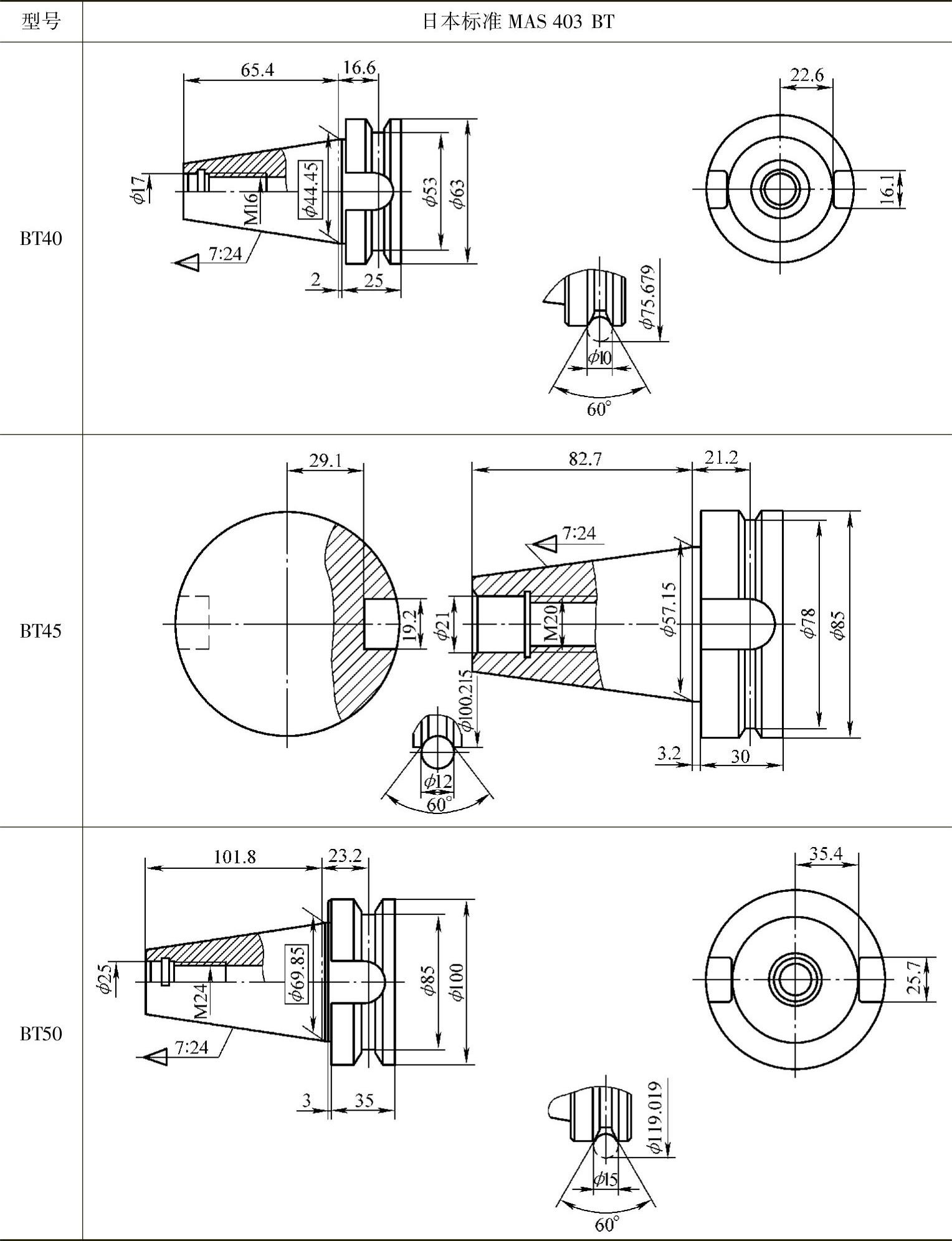
(3)日本标准锥柄 MAS BT型(简称BT)是日本标准,安装尺寸与DIN69871、ISO 7388-1及ANSI完全不同,不能换用。但相比来说,BT型刀柄的对称性结构使它比其他三种刀柄的高速稳定性要好一些。表7-4所示为BT锥柄标准形式。
表7-3 JT锥柄标准形式

表7-4 BT锥柄标准形式
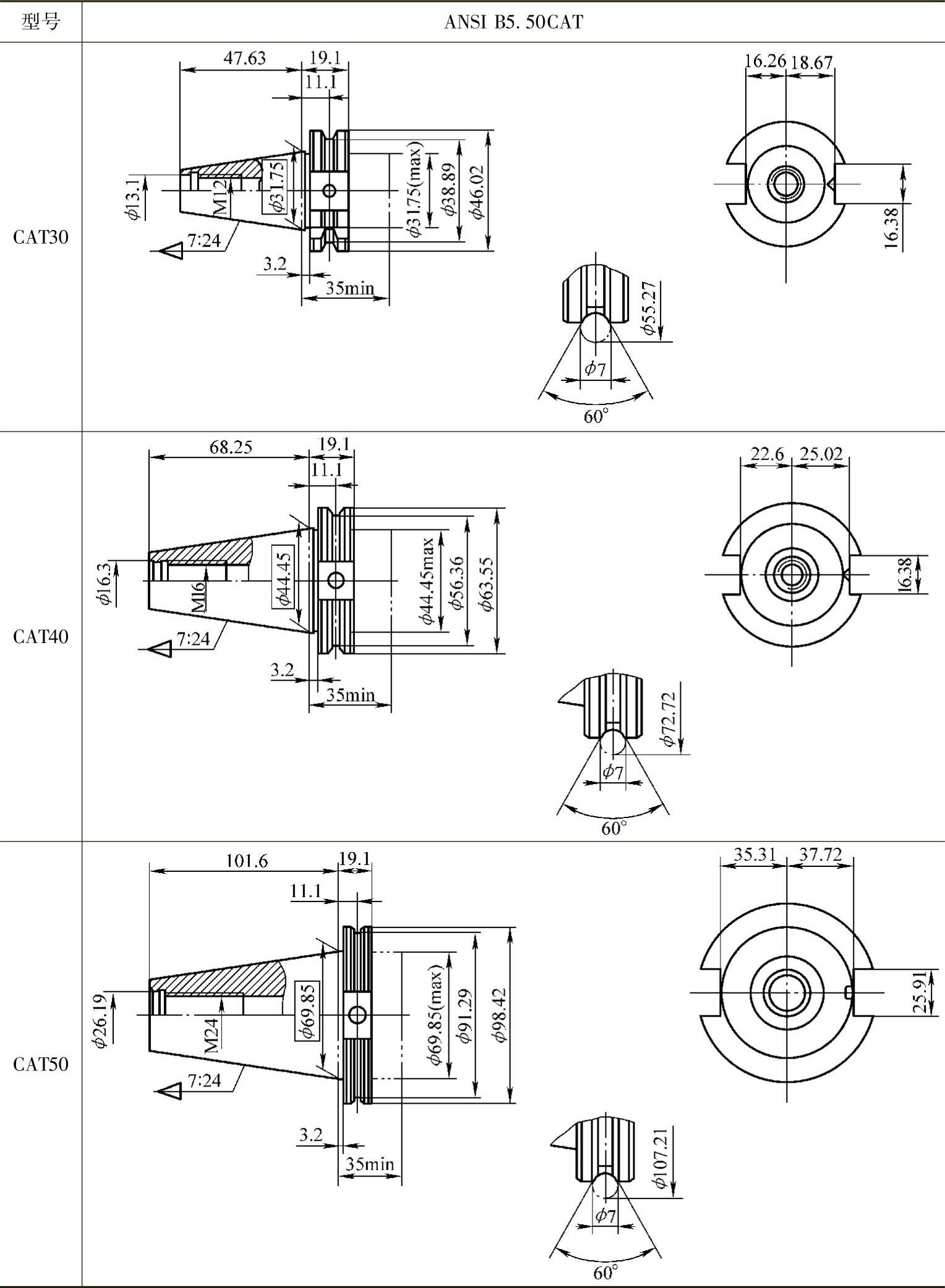
(4)美国标准锥柄 美国标准锥柄ANSI B5.50型(简称CAT),安装尺寸与DIN 69871、ISO 7388-1类似,但由于少一个楔缺口(机械手夹持槽),所以ANSI B5.50型刀柄不能安装在DIN 69871和ISO 7388-1机床上,但DIN69871和ISO 7388-1刀柄可以安装在ANSI B5.50型机床上。表7-5所示为CAT锥柄标准形式。
表7-5 CAT锥柄标准形式
3.工具系统拉钉有关标准(https://www.xing528.com)
(1)ISO标准A型拉钉 如图7-4所示,标准号ISO 7388/2-A,配用JT型刀柄,常用型号尺寸见表7-6。

图7-4 ISO标准A型拉钉
表7-6 ISO标准A型拉钉尺寸 (单位:mm)

(2)ISO标准B型拉钉 如图7-5所示,标准号ISO 7388/2-B,配用JT型刀柄,B型拉钉尺寸见表7-7。

图7-5 ISO标准B型拉钉
表7-7 ISO标准B型拉钉尺寸 (单位:mm)

(3)日本准标MAS 403拉钉 如图7-6所示,标准配用BT型刀柄,MAS403拉钉尺寸见表7-8。
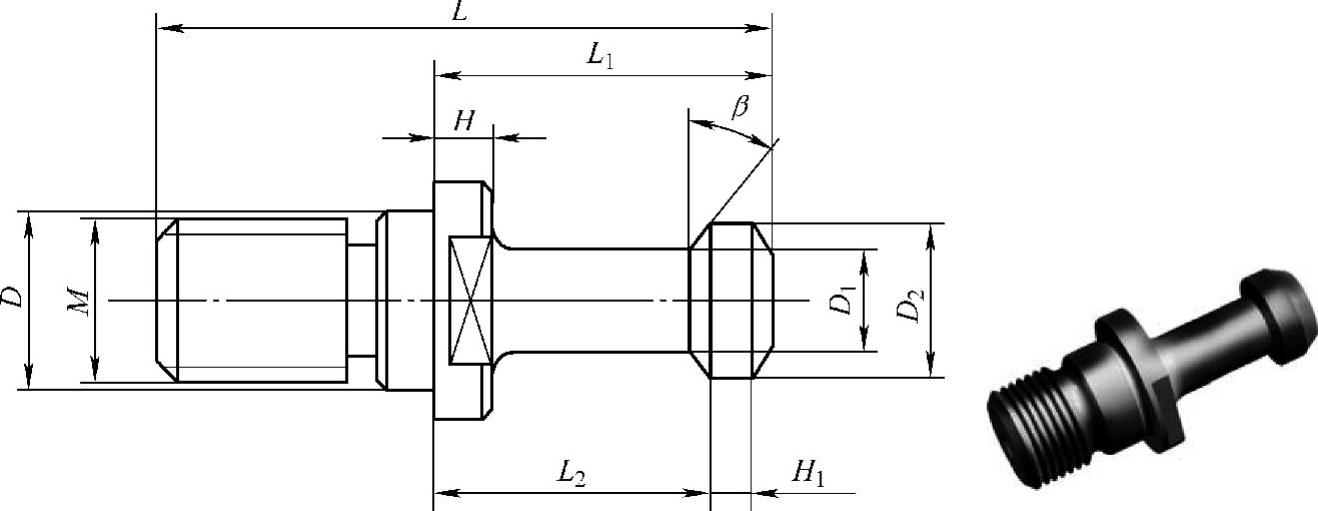
图7-6 日本标准MAS 403拉钉
表7-8 日本标准MAS 403拉钉尺寸 (单位:mm)

(4)德国标准DIN 69872拉钉 如图7-7所示,标准配用JT型刀柄,DIN69872拉钉尺寸见表7-9。

图7-7 德国标准DIN 69872拉钉
表7-9 德国标准DIN 69872拉钉尺寸 (单位:mm)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。