



1.直径及其公差G
铰刀是定尺寸刀具,直径及其公差的选取主要取决于被加工孔的直径及其精度,同时,也要考虑铰刀的使用寿命和制造成本。铰刀的公称直径d0是指校准部分中圆柱部分的直径,它应等于被加工孔的基本尺寸dww,而其公差则与被铰削孔的公差、铰刀的制造公差、铰刀的磨损储备量H和铰削过程中孔径的变形性质有关。根据加工中孔径的变形性质不同,铰刀的直径确定方法如下:
(1)加工后孔径扩大 铰孔时,由于机床主轴间隙产生的径向圆跳动,铰刀刀齿的径向圆跳动、铰孔余量的不均匀而引起的颤动、铰刀的安装偏差、切削液和积屑瘤等因素的影响,会使铰出的孔径大于铰刀校准部分的外径,即产生孔径扩张。这时,铰刀直径的极限尺寸可由下列公式计算
式中 d0max——铰刀的最大极限尺寸;
d0min——铰刀的最小极限尺寸;
Pmax——铰孔时孔的最大扩张量。
(2)加工后孔径缩小 铰削力较大或工件孔壁较薄时,由于工件的弹性变形或热变形的恢复,铰孔后孔径常会缩小。这时选用的铰刀的直径应增大一些,可按下列公式计算
式中 Pmin——铰孔后孔直径的最小收缩量。
2.齿数z及齿槽形
(1)齿数 铰刀齿数一般为4~12个。在铰削进给量一定时,若增加铰刀的齿数,则每齿的切削厚度减小,导向性好,刀齿负荷轻,铰孔质量高。但齿数过多,也会使刀齿强度降低,容屑空间减小,通常是在保证刀齿强度和容屑空间的条件下,选取较多的齿数。铰刀的齿数和铰刀的直径及加工材料的性质有关。大直径铰刀取较多齿数;加工韧性材料取较小齿数;加工脆性材料取较多齿数。为了便于测量直径,铰刀齿数一般取偶数。刀齿在圆周上一般为等齿距分布。在某些情况下,为避免周期性切削载荷对孔表面的影响,也可选用不等齿距结构,手用铰刀常采用不等齿距分布,为了便于制造和测量,做成对顶齿间角相等的不等齿距分布,图6-37所示为等齿距和不等齿距分布图。(https://www.xing528.com)
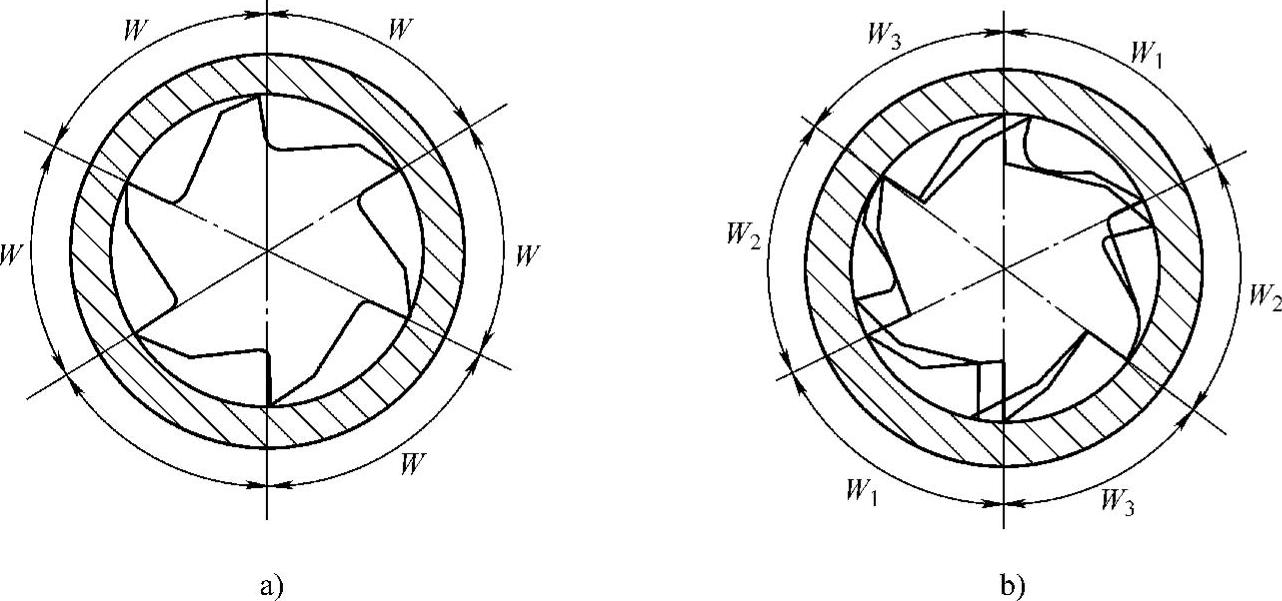
图6-37 齿距分布
a)等齿距分布 b)不等齿距分布
(2)铰刀的齿槽形式 铰刀的齿槽形式有直线形、折线形和圆弧形三种。直线形齿槽形状简单,齿槽可用单角铣刀一次铣出,制造容易,一般用于d0=1~20mm的铰刀,如图6-38a所示。圆弧形齿槽具有较大的容屑空间和较好的刀齿强度,齿槽用成形铣刀铣出,一般用于d0大于20mm的铰刀,如图6-38b所示。折线形齿槽常用于硬质合金铰刀,以保证硬质合金刀片有足够的刚性支撑面和刀齿强度,如图6-38c所示。
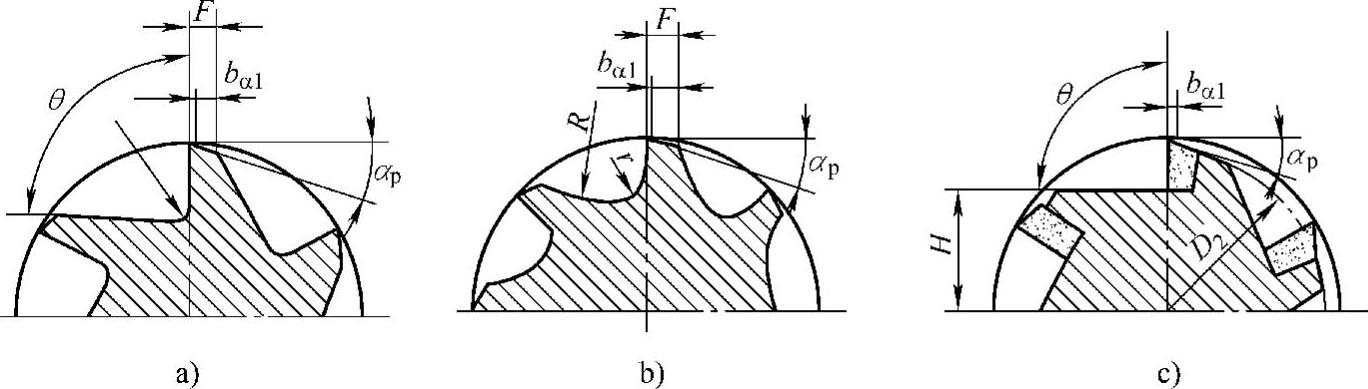
图6-38 铰刀的齿槽形式
a)直线齿背 b)圆弧齿背 c)折线齿背
铰刀齿槽方向有直槽和螺旋槽两种。直槽铰刀刃磨、检验都比较方便,生产中较常用。螺旋槽铰刀切削过程平稳,其旋向有左旋和右旋两种(图6-39),右旋槽铰刀在切削时切屑向后排出,适用于加工盲孔;左旋槽铰刀在切削时切屑向前排出,适用于加工通孔。螺旋槽铰刀的螺旋角根据被加工材料选取:加工铸铁时取7°~8°;加工钢件时取12°~20°;加工铝等轻金属时取35°~45°。

图6-39 铰刀的旋向
a)右旋 b)左旋
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。