



采用硬质合金铰刀可提高切削速度、生产率和刀具寿命,特别是加工淬火钢、高强度钢及耐热钢等难加工材料时,其效果更显著。
(1)无刃硬质合金铰刀 无刃硬质合金铰刀实际不是切削刀具,它是采用冷挤压的方式工作,以减小工件孔的表面粗糙度值和提高孔壁硬度,从而使孔有较好的耐磨性,这种铰刀只适用于铰削铸铁件。图6-35所示为无刃硬质合金铰刀,其特点γo=60°,αo=4°~6°,刃带bα1=0.25~0.5mm。由于铰削是挤压过程,故余量很小,αp=0.03~0.05mm。铰孔前,孔的公差等级要达到IT7,表面粗糙度值也应达Ra3.2μm。铰后可获得Ra0.63~1.25μm的表面粗糙度值。铰孔完毕应使刀具反转退出,以免划伤工件表面。铰刀的制造精度要求很高,柄部与工作部分外圆同轴度误差应小于0.01mm,挤压刃处表面粗糙度值应达Ra0.1μm。锥面与校准部分要用油石背光,且注意保养,刃口不能起毛。
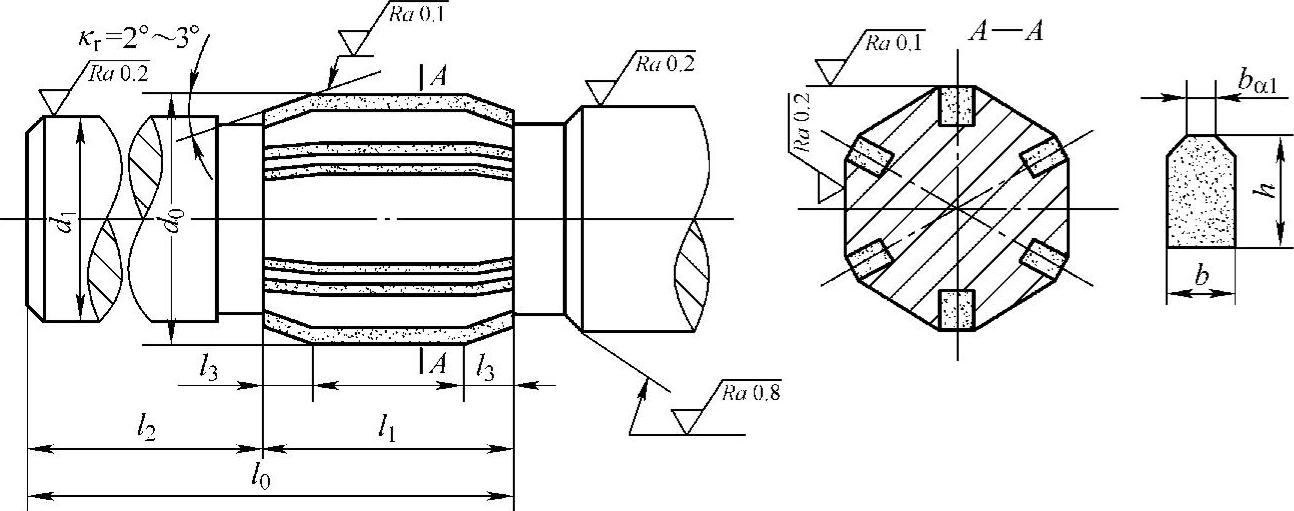
图6-35 无刃硬质合金铰刀
(2)可转位单刃铰刀 可转位单刃铰刀如图6-36所示,刀片3通过双头螺栓1和压板4固定在刀体5上,用两只调节螺钉6和顶销7调节铰刀的尺寸,8为刀片轴向限位销,导向块2焊接在刀体槽内。刀具切削部分为两段,主偏角κr=15°~45°,刃长为1~2mm的切削刃切去大部分余量。κr=3°的斜刃及圆柱校准部分作精铰。导向块起导向、支承和挤压作用。两块导向块相对刀齿位置角为:84°、180°;三块时为:84°、180°、276°。导向块尖端相对于切削刃尖端沿轴向滞后0.3~0.6mm,以保证有充分挤压量,导向块直径应与铰刀直径有一差值。可转位单刃铰刀不但可调整直径尺寸,也可调整其锥度。刀片可转位一次,刀体可重复使用。它不仅能获得高的加工精度,小的表面粗糙度值,更主要的是能消除孔的多边形,提高孔的质量。铰孔的圆度为0.003~0.008mm,圆柱度为0.005mm/100mm。(https://www.xing528.com)
目前可转位单刃铰刀加工直径范围为5~80mm。加工45钢时,αp=0.15mm,f=0.1~0.4mm/r,vc=12m/min,采用1∶9乳化切削液进行冷却。可转位单刃铰刀结构复杂,制造困难,价格昂贵。
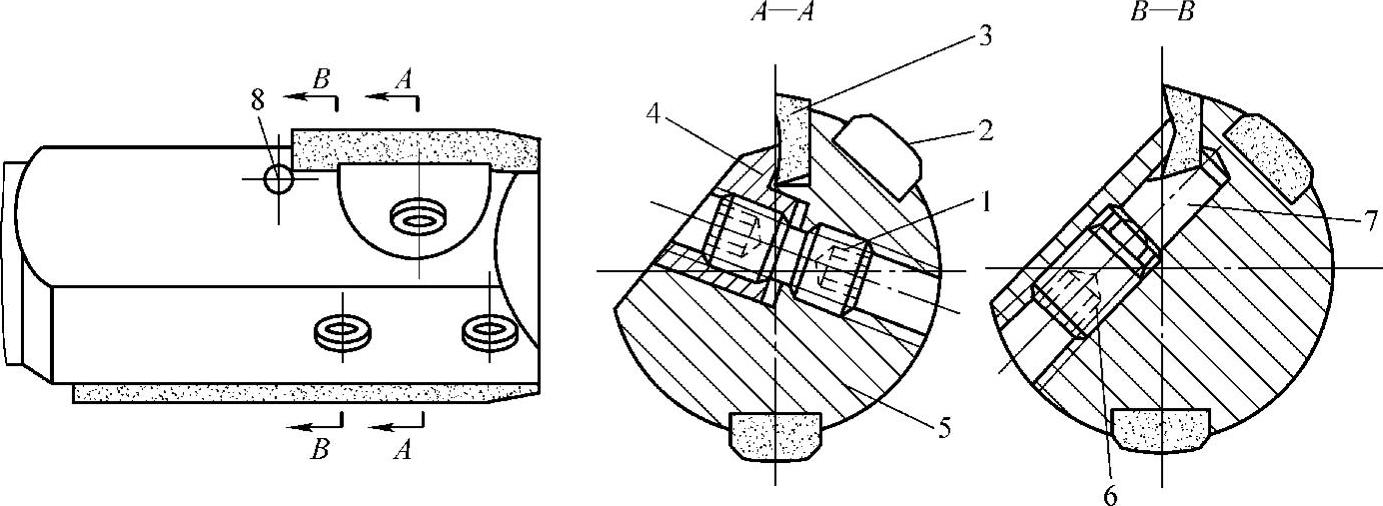
图6-36 可转位单刃铰刀
1—双头螺栓 2—导向块 3—刀片 4—压板 5—刀体 6—调节螺钉 7—顶销 8—限位销
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。