



精镗刀应用于孔的精加工场合,能获得较高的直径、位置精度和较低的表面粗糙度值。为了在孔加工中能获得更高的精度,一般精镗刀采用的都是单刃形式,刀头带有微调结构,以获得更高的调整精度和调整效率。根据其结构,精镗刀可分为整体式精镗刀、模块式精镗刀和小径精镗刀,均广泛地使用于数控铣床,镗床和加工中心上。
1.整体式精镗刀
整体式精镗刀(见图6-29)主要用在批量产品的生产线,但实际上刀柄规格有NT、MT、BT、IV、CV、DV等多种多样,即使规格一样,大小、拉钉或者法兰面形状也有不同,这些都使得整体式镗刀在应用上相对较少。
2.模块式精镗刀
模块式精镗刀如图6-30所示。可将镗刀分为:基础柄、延长杆、变径杆、镗头、刀片座等多个部分,然后根据具体的加工内容(粗镗、精镗;孔的直径、深度、形状;工件材料等)进行自由组合。这样不但大大地减少了刀柄的数量,降低了成本,也可以迅速对应各种加工要求,并延长刀具整体的寿命。现在市场上存在着各种各样的模块式镗刀系统,它们的连接方式各有区别,图6-31所示为山特维克双刃模块镗刀组合示意图。

图6-29 整体式精镗刀

图6-30 模块式精镗刀
 (https://www.xing528.com)
(https://www.xing528.com)
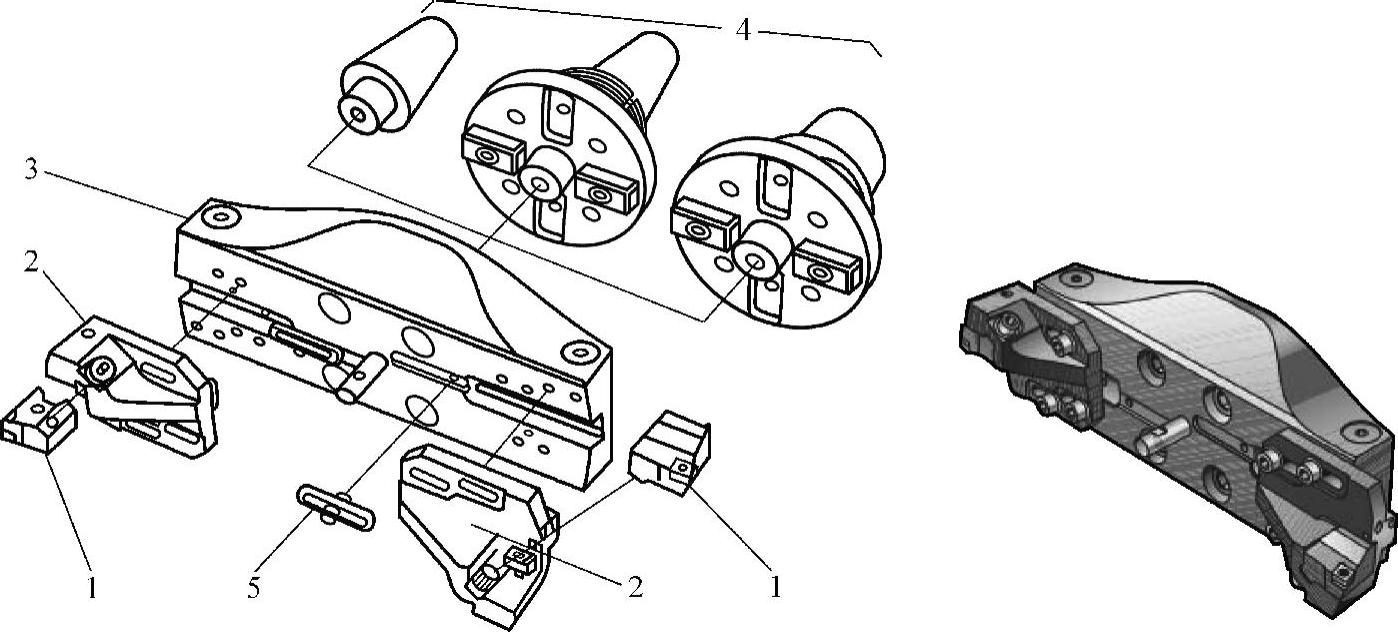
图6-31 山特维克双刃模块镗刀组合示意图
1—刀卡 2—滑块 3—桥式滑块 4—刀柄 5—挡块组件
3.小径精镗刀
小径精镗刀(见图6-32)是通过更换前部刀杆和调整刀杆偏心获得调整直径目的的。由于调整范围广,且可加工小径孔,所以在工模具和产品的单件、小批量生产中得以广泛的应用。这种刀具的特点是:
1)通过更换不同的刀杆,可以加工ϕ8~50mm的孔,可调范围大,所以成本较低。

图6-32 小径精镗刀
2)对于长径比较大的孔,可采用钨钢防震刀杆进行加工。
3)对于ϕ20mm以上的孔,由于其刚性和稳定性不如模块式镗刀,所以如果在批量生产的情况下,尽量使用模块式镗刀。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。