



1.机夹可转位外圆车刀代码
机夹可转位外圆车刀的ISO代码如图4-7所示,用10位编码表示车刀各种形状参数,第10位是在制造商根据需要增加的编码,说明刀具特殊用途,一般在刀具使用说明中注明。
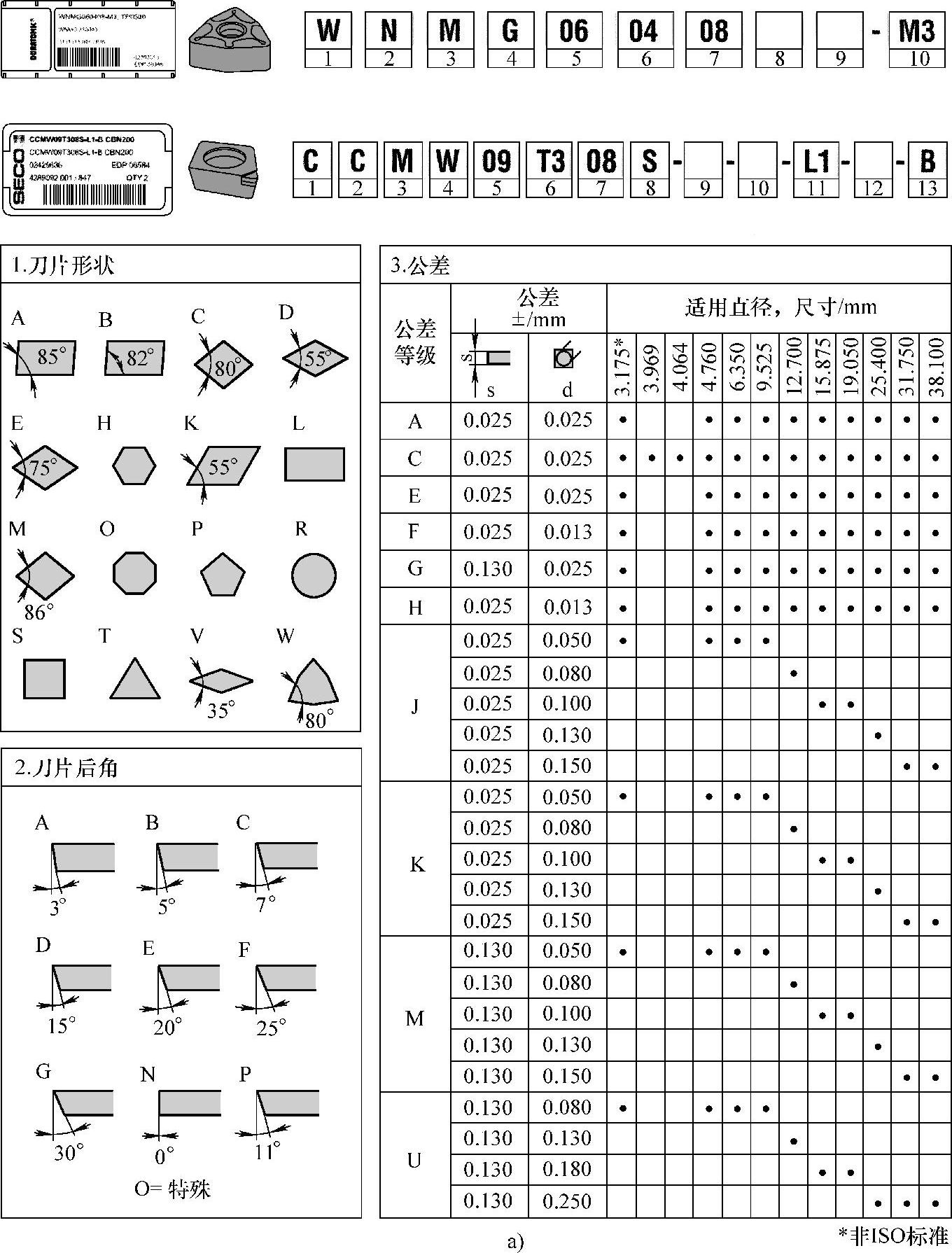
图4-6 刀具车削刀片代码
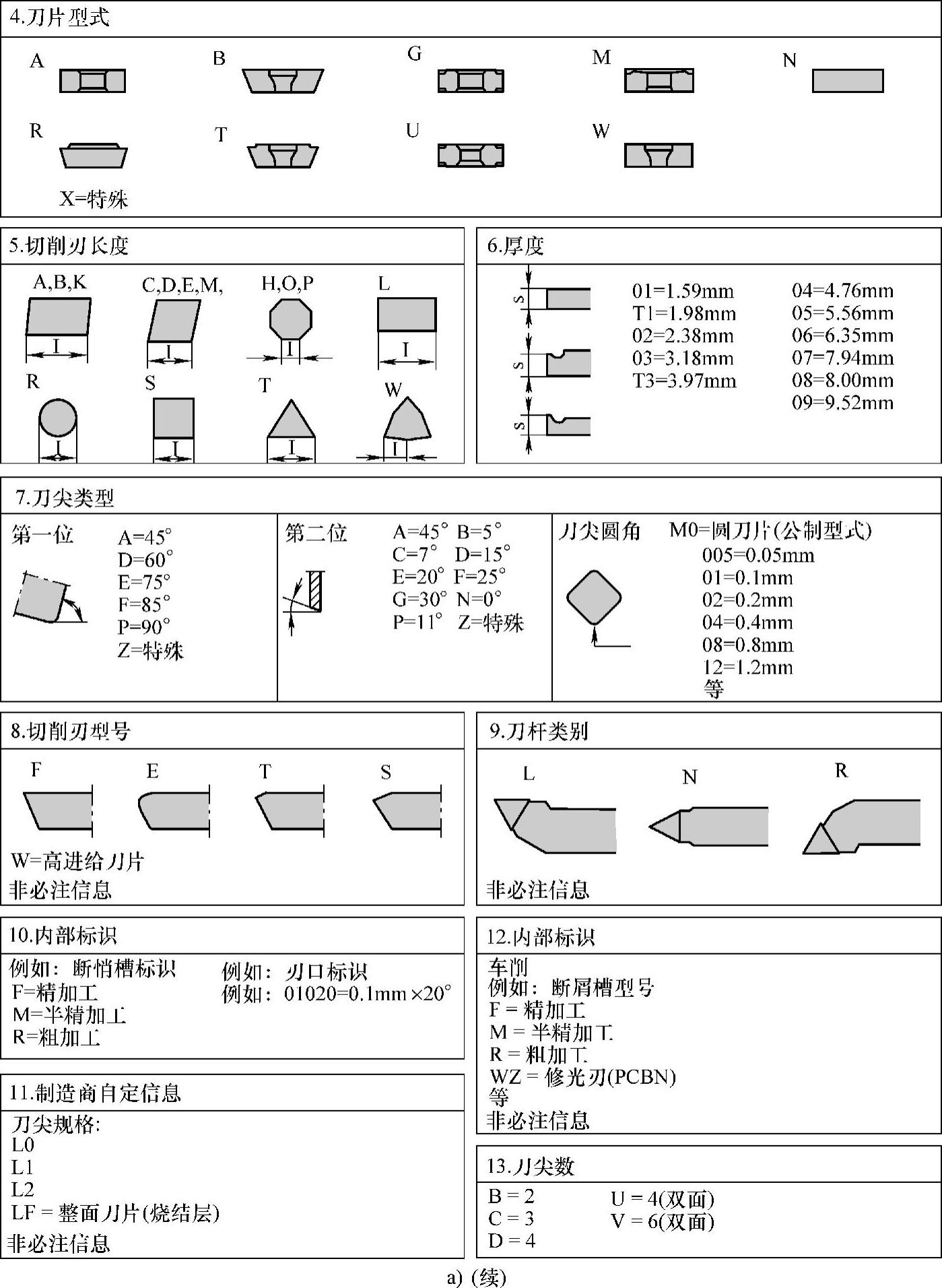
图4-6 刀具车削刀片代码(续)
a)山高刀具刀片代码
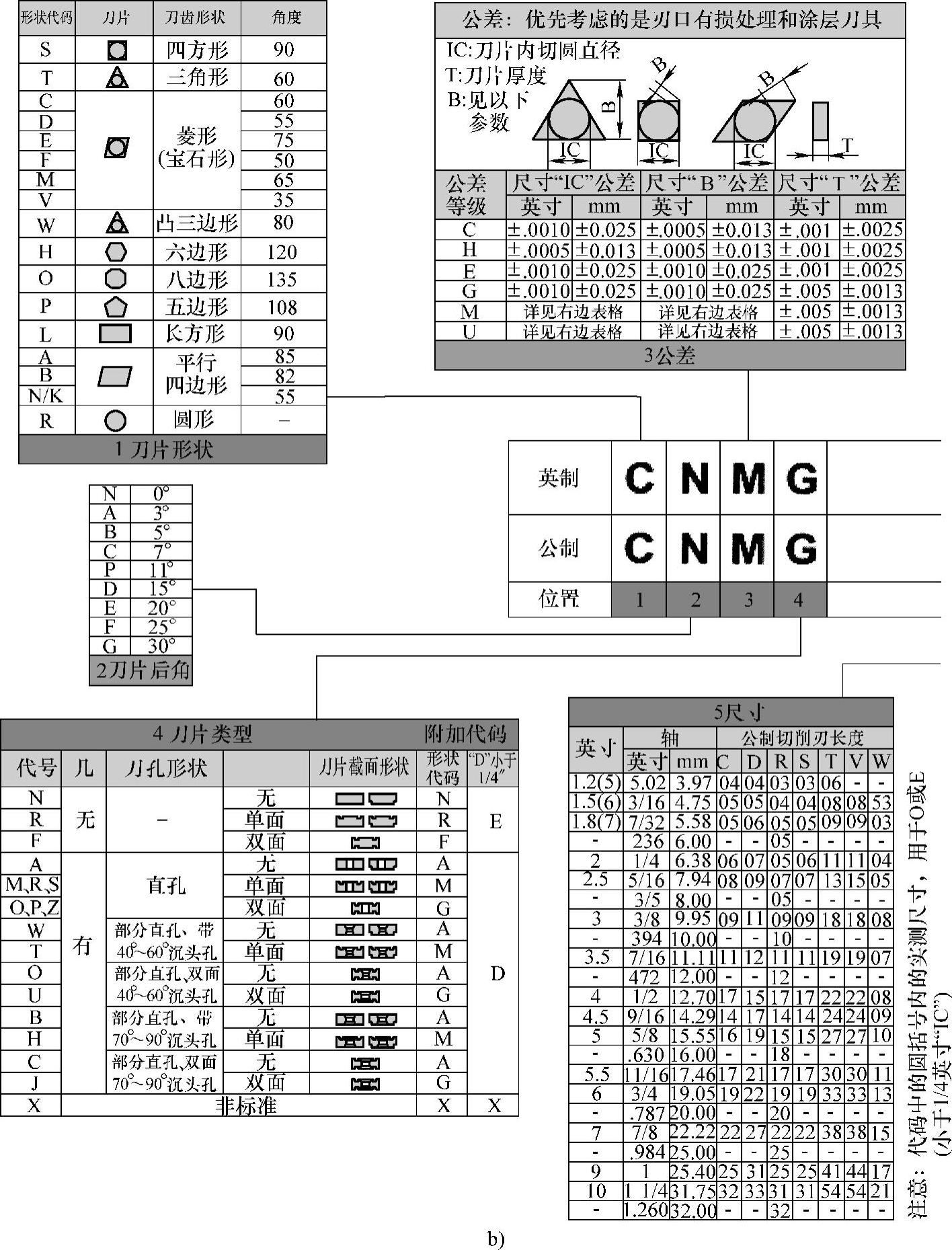
图4-6 刀具车削刀片代码(续)

图4-6 刀具车削刀片代码(续)
b)千木刀具刀片代码

图4-7 机夹可转位外圆车刀的ISO代码

图4-7 机夹可转位外圆车刀的ISO代码(续)
a)机夹外圆车刀代码

图4-7 机夹可转位外圆车刀的ISO代码(续)

图4-7 机夹可转位外圆车刀的ISO代码(续)
b)山高刀具车削模块外圆车刀代码(https://www.xing528.com)
复合压紧式(刀具代码的第一个字母为M)可转位外圆车刀采用偏心销和压板两种夹紧方式复合压紧刀片,夹紧可靠,能承受较大的切削负荷和冲击,适用于重负荷断续切削。其刀具型号(0°后角刀片)及加工时切削方向如图4-8所示(注意图中刀具视图和切削方向为右手刀)。

图4-8 复合压紧式可转位外圆车刀型号(0°后角刀片)及切削方向
螺钉压紧式可转位外圆车刀采用螺钉直接压紧,结构简单,配件少,切屑流动比较通畅。采用7°后角刀片时,适用于轻载切削加工场合,其刀具型号及切削方向如图4-9所示。
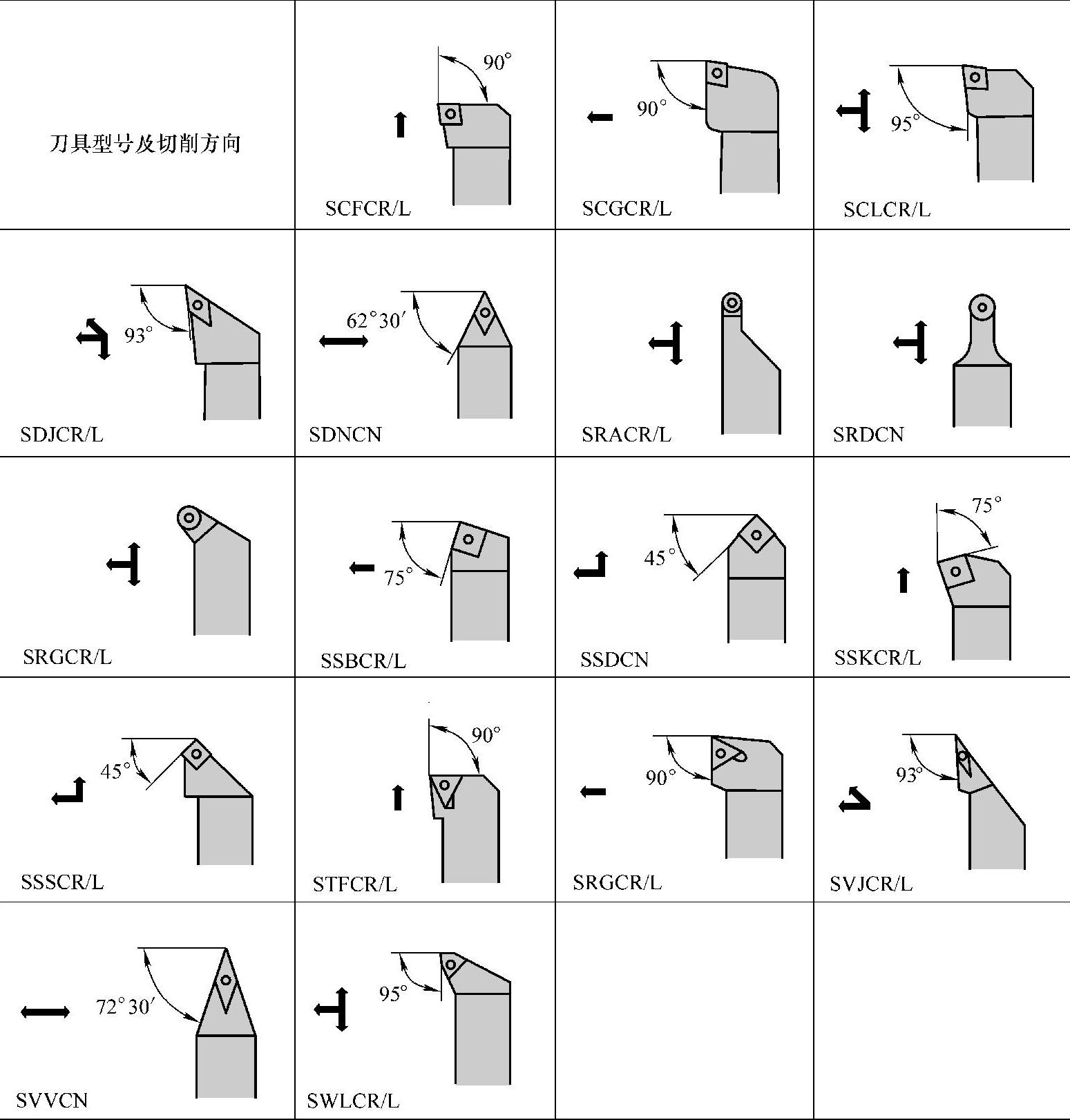
图4-9 螺钉压紧式可转位外圆车刀型号(7°后角刀片)及切削方向
2.机夹可转位内孔车刀
机夹可转位式内孔车刀(镗刀)的ISO代码如图4-10所示。其中螺钉压紧式内孔车刀结构简单,配件少,切屑流动比较通畅。图4-11为采用7°后角刀片的可转位式内孔车刀的刀具型号及加工时切削方向,适用于轻载切削加工的场合。为防止后刀面与内孔表面产生摩擦挤压,一般应采用带一定后角的刀片。

图4-10 机夹可转位式内孔车刀(镗刀)的ISO代码
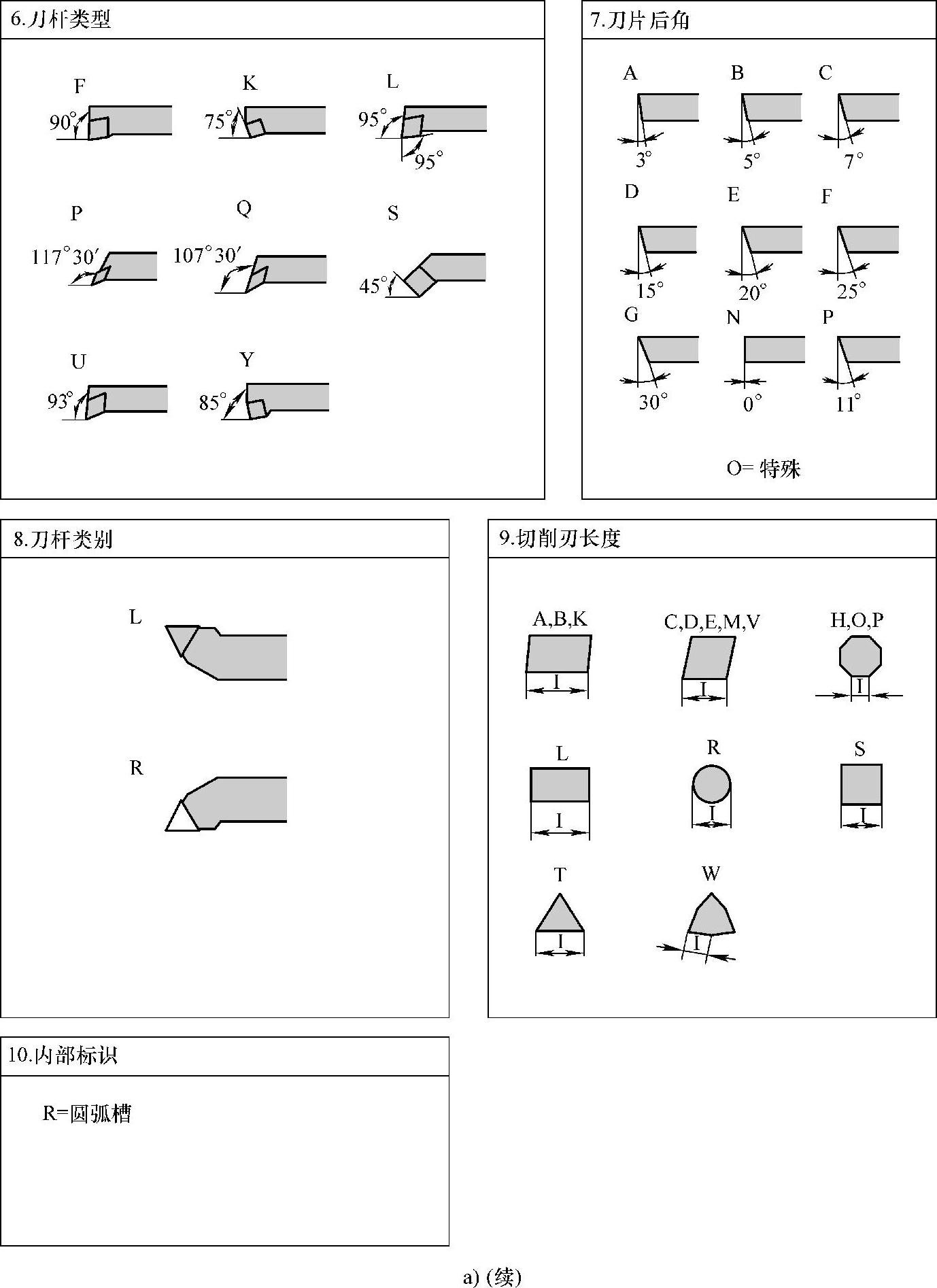
图4-10 机夹可转位式内孔车刀(镗刀)的ISO代码(续)
a)机夹内孔车刀代码

图4-10 机夹可转位式内孔车刀(镗刀)的ISO代码(续)

图4-10 机夹可转位式内孔车刀(镗刀)的ISO代码(续)
b)山高刀具车削模块内孔车刀代码

图4-11 7°后角刀片可转位式内孔车刀的刀具型号及切削方向
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。