



【摘要】:但这种车刀由于硬质合金刀片与刀杆材料的线膨胀系数和导热性能不同,刀片在刃磨和焊接的高温作用后冷却时,常产生内应力,极易引起裂纹,降低刀片的抗弯强度,致使车刀工作时刀片产生崩刃现象。焊接式硬质合金刀片的形状和尺寸有统一的标准规格。因为焊接面多,焊接后刀片产生内应力较大,容易产生裂纹。敞开式焊接面最少,封闭式最多,内应力也最大。
这种车刀是将一定形状的硬质合金刀片钎焊在刀杆的刀槽内制成的。其结构简单,紧凑、刚性好、抗振性能好,使用灵活,制造刃磨方便,刀具材料利用充分,在一般的中小批量生产和修配生产中应用较多。但这种车刀由于硬质合金刀片与刀杆材料的线膨胀系数和导热性能不同,刀片在刃磨和焊接的高温作用后冷却时,常产生内应力,极易引起裂纹,降低刀片的抗弯强度,致使车刀工作时刀片产生崩刃现象。刀杆随刀片的用尽而报废,不能重复使用,刀片也不能充分回收利用,造成刀具材料的浪费。另外,用在重型车床上的车刀,因其尺寸较大,重量大,焊接时不方便,刃磨也较困难。
焊接式硬质合金刀片的形状和尺寸有统一的标准规格。在设计和制造时,应根据其不同用途,选用合适的硬质合金牌号和刀片的形状规格。车刀刀杆的头部应按选定的刀片形状尺寸做出刀槽,以便放置刀片,进行焊接。在焊接强度和制造工艺允许的情况下,应尽可能选择焊接面少的形状。因为焊接面多,焊接后刀片产生内应力较大,容易产生裂纹。
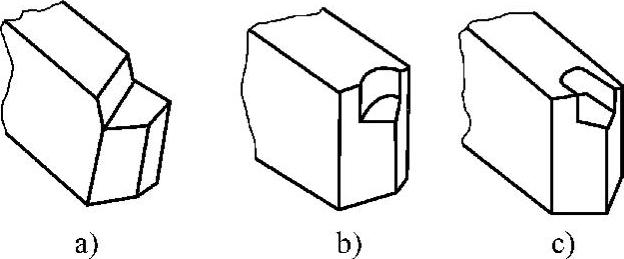
图4-2 刀槽形式(https://www.xing528.com)
a)敞开式 b)半封闭式 c)封闭式
焊接式车刀的刀槽有敞开式、半封闭式、封闭式等形式,如图4-2所示。敞开式焊接面最少,封闭式最多,内应力也最大。一般刀片底面积较小而又要求焊接牢固的情况下才采用封闭式,如螺纹车刀等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。